Способ активации поверхностного слоя изделий перед нанесением покрытия
Номер патента: 15543
Опубликовано: 28.02.2012
Авторы: Логвина Екатерина Владимировна, Логвин Владимир Александрович
Текст
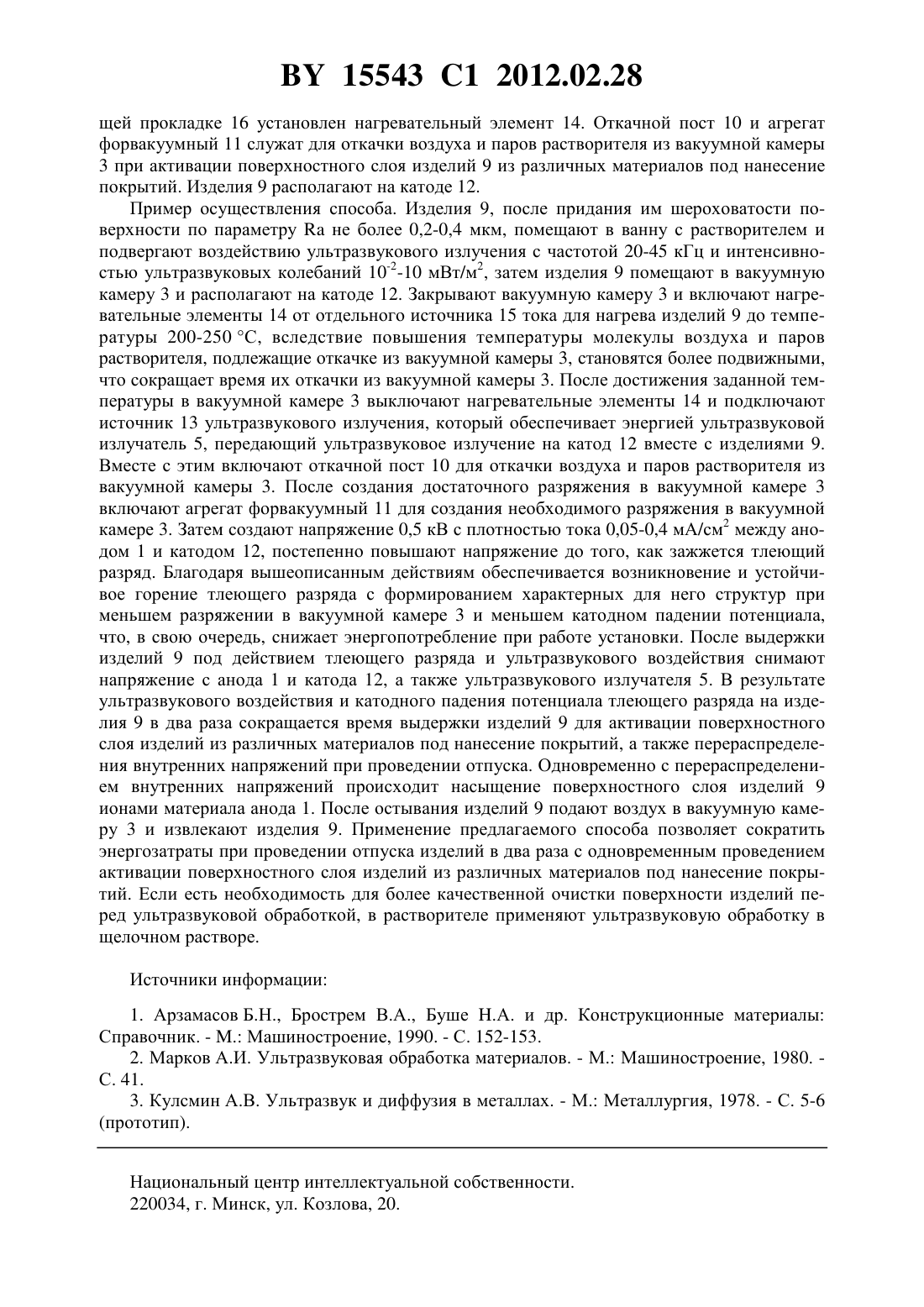
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ АКТИВАЦИИ ПОВЕРХНОСТНОГО СЛОЯ ИЗДЕЛИЙ ПЕРЕД НАНЕСЕНИЕМ ПОКРЫТИЯ(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Логвин Владимир Александрович Логвина Екатерина Владимировна(73) Патентообладатель Государственное учреждение высшего профессионального образования БелорусскоРоссийский университет(56)2180617 2, 2002.2044801 1, 1995.1827689 1, 1993.1026964 , 1983.59004025 , 1984.2001/073112 .9199426 , 1997. ХОДЫРЕВ В.И. и др. Вестник Могилевского государственного технического университета. - 2002. -2(3). С. 159-163.(57) 1. Способ активации поверхностного слоя изделий перед нанесением покрытия, заключающийся в том, что поверхность изделий доводят до шероховатости 0,20,4 мкм,затем изделия подвергают ультразвуковой обработке в растворителе, располагают в вакуумной камере на катоде и нагревают до 200-250 С, осуществляют откачку воздуха из вакуумной камеры до разряжения 1,3-13,3 Па, создают между катодом и анодом, расположенными на расстоянии 400-500 мм, напряжение 0,5 кВ и плотность тока 0,05-0,4 мА/см 2, постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда, отключают нагрев и во время остывания выдерживают изделия в течение 15-60 минут, при этом одновременно с откачкой воздуха и воздействием тлеющего разряда катод с изделиями подвергают ультразвуковому воздействию с частотой 20-45 кГц и интенсивностью ультразвуковых колебаний 10-2-10 мВт/м 2. 2. Способ по п. 1, отличающийся тем, что перед ультразвуковой обработкой в растворителе осуществляют ультразвуковую обработку в щелочном растворе. 15543 1 2012.02.28 Изобретение относится к нанесению покрытий диодным распылением материала с помощью разряда и ионным внедрением и используется в авиационной, приборостроительной, машиностроительной промышленности. Известны способы активации поверхности под нанесение покрытий, которые заключаются в том, что посредством бомбардировки поверхности изделия положительно заряженными ионами повышается адгезия, что способствует лучшему прохождению диффузионных процессов между основой и наносимым покрытием 1, 2. Данные способы имеют низкую производительность и значительные энергозатраты при осуществлении, так как необходимо нагревать изделие до высоких температур и выдерживать длительное время. Наиболее близким по технической сущности и достигаемым результатам является способ, заключающийся в том, что активация поверхности осуществляется под воздействием ультразвуковой энергии, в результате чего происходит возрастание энергетического уровня материала, что способствует лучшему прохождению диффузионных процессов между основой и наносимым покрытием 3. Данный способ, принятый за прототип, имеет недостаток, заключающийся в том, что для осуществления процесса активации поверхности требуется длительное время воздействия ультразвуковой энергии, что снижает производительность процесса. Задачей данного изобретения является снижение энергозатрат и сокращение времени активации поверхностного слоя изделий из различных материалов под нанесение покрытий. Решение указанной задачи заключается в том, что, согласно изобретению, поверхность изделий доводят до шероховатости не более 0,2-0,4 мкм по , затем изделия подвергают ультразвуковой обработке в растворителе, располагают в вакуумной камере на катоде и нагревают до 200-250 С, осуществляют откачку воздуха из вакуумной камеры до разряжения 1,3-13,3 Па, создают между катодом и анодом, расположенными на расстоянии 400-500 мм, напряжение 0,5 кВ и плотность тока 0,05-0,4 мА/см 2, постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда, отключают нагрев и во время остывания выдерживают изделия в течение 15-60 минут, при этом одновременно с откачкой воздуха и воздействием тлеющего разряда катод с изделиями подвергают ультразвуковому воздействию с частотой 20-45 кГц и интенсивностью ультразвуковых колебаний 10-2-10 мВт/м 2. Перед ультразвуковой обработкой в растворителе проводят ультразвуковую обработку в щелочном растворе. Известно, что под воздействием ультразвуковой энергии происходит возрастание энергетического уровня материалов. Кроме того, в тлеющем разряде поток ионов носит немоноэнергетический характер не все ионы, исходящие из анода и образующиеся в межкатодном пространстве, имеют энергию, достаточную для осуществления структурных изменений в материалах активизируемого поверхностного слоя изделий. Поэтому подвергая катод вместе с изделиями ультразвуковому воздействию в процессе активации можно значительно повысить начальную энергию электронов, исходящих из поверхности изделий, тем самым усилить действие эффекта Франка-Рида. Далее под действием катодного падения потенциала энергия ионов остаточных газов и исходящих из анода в вакуумной камере в межкатодном пространстве увеличивается, что способствует лучшей активации поверхностного слоя изделий. Сущность изобретения поясняется иллюстрациями. На фигуре представлена схема установки для осуществления способа. Анод 1 установлен в диэлектрическом стакане 2, закрепленном вверху вакуумной камеры 3 на корпусе 4. На противоположной стороне внизу вакуумной камеры 3 расположен катод 12 на ультразвуковом излучателе 5, подключенном к ультразвуковому источнику 15, и диэлектрическом основании 6, изолирующем катод 12 и ультразвуковой излучатель 5 от корпуса 4. Высоковольтные провода 7 от катода 12 и анода 1 подключены к высоковольтному блоку 8 питания постоянного тока. На корпусе 4 на теплоизолирую 2 15543 1 2012.02.28 щей прокладке 16 установлен нагревательный элемент 14. Откачной пост 10 и агрегат форвакуумный 11 служат для откачки воздуха и паров растворителя из вакуумной камеры 3 при активации поверхностного слоя изделий 9 из различных материалов под нанесение покрытий. Изделия 9 располагают на катоде 12. Пример осуществления способа. Изделия 9, после придания им шероховатости поверхности по параметруне более 0,2-0,4 мкм, помещают в ванну с растворителем и подвергают воздействию ультразвукового излучения с частотой 20-45 кГц и интенсивностью ультразвуковых колебаний 10-2-10 мВт/м 2, затем изделия 9 помещают в вакуумную камеру 3 и располагают на катоде 12. Закрывают вакуумную камеру 3 и включают нагревательные элементы 14 от отдельного источника 15 тока для нагрева изделий 9 до температуры 200-250 С, вследствие повышения температуры молекулы воздуха и паров растворителя, подлежащие откачке из вакуумной камеры 3, становятся более подвижными,что сокращает время их откачки из вакуумной камеры 3. После достижения заданной температуры в вакуумной камере 3 выключают нагревательные элементы 14 и подключают источник 13 ультразвукового излучения, который обеспечивает энергией ультразвуковой излучатель 5, передающий ультразвуковое излучение на катод 12 вместе с изделиями 9. Вместе с этим включают откачной пост 10 для откачки воздуха и паров растворителя из вакуумной камеры 3. После создания достаточного разряжения в вакуумной камере 3 включают агрегат форвакуумный 11 для создания необходимого разряжения в вакуумной камере 3. Затем создают напряжение 0,5 кВ с плотностью тока 0,05-0,4 мА/см 2 между анодом 1 и катодом 12, постепенно повышают напряжение до того, как зажжется тлеющий разряд. Благодаря вышеописанным действиям обеспечивается возникновение и устойчивое горение тлеющего разряда с формированием характерных для него структур при меньшем разряжении в вакуумной камере 3 и меньшем катодном падении потенциала,что, в свою очередь, снижает энергопотребление при работе установки. После выдержки изделий 9 под действием тлеющего разряда и ультразвукового воздействия снимают напряжение с анода 1 и катода 12, а также ультразвукового излучателя 5. В результате ультразвукового воздействия и катодного падения потенциала тлеющего разряда на изделия 9 в два раза сокращается время выдержки изделий 9 для активации поверхностного слоя изделий из различных материалов под нанесение покрытий, а также перераспределения внутренних напряжений при проведении отпуска. Одновременно с перераспределением внутренних напряжений происходит насыщение поверхностного слоя изделий 9 ионами материала анода 1. После остывания изделий 9 подают воздух в вакуумную камеру 3 и извлекают изделия 9. Применение предлагаемого способа позволяет сократить энергозатраты при проведении отпуска изделий в два раза с одновременным проведением активации поверхностного слоя изделий из различных материалов под нанесение покрытий. Если есть необходимость для более качественной очистки поверхности изделий перед ультразвуковой обработкой, в растворителе применяют ультразвуковую обработку в щелочном растворе. Источники информации 1. Арзамасов Б.Н., Брострем В.А., Буше .А. и др. Конструкционные материалы Справочник. - . Машиностроение, 1990. - С. 152-153. 2. Марков А.И. Ультразвуковая обработка материалов. - М. Машиностроение, 1980. С. 41. 3. Кулсмин А.В. Ультразвук и диффузия в металлах. - М. Металлургия, 1978. - С. 5-6(прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B06B 3/00, C23C 8/00, C23C 14/02
Метки: покрытия, поверхностного, способ, изделий, слоя, активации, нанесением
Код ссылки
<a href="https://by.patents.su/3-15543-sposob-aktivacii-poverhnostnogo-sloya-izdelijj-pered-naneseniem-pokrytiya.html" rel="bookmark" title="База патентов Беларуси">Способ активации поверхностного слоя изделий перед нанесением покрытия</a>
Способ подготовки детали из древесины хвойных пород перед нанесением воднодисперсионного лакокрасочного покрытия
Номер патента: 10160
Опубликовано: 30.12.2007
Автор: Прохорчик Сергей Александрович
МПК: B27K 5/00
Метки: древесины, способ, детали, воднодисперсионного, подготовки, пород, нанесением, покрытия, хвойных, лакокрасочного
Текст:
...контакт воды с хвойными древесными деталями вызовет возникновение неровностей по годичным слоям, и последующее шлифование предупредит появление неровностей лакокрасочного покрытия. Процесс увлажнения поверхностей детали, подлежащей отделке, может осуществляться либо методом окунания, либо методом струйного облива. При окунании каждая сторона детали погружается вручную в металлическую емкость,на 3/4 заполненную водой, на короткий...
Способ поверхностного упрочнения изделий из металла или сплава

Номер патента: 15276
Опубликовано: 30.12.2011
Авторы: Логвин Владимир Александрович, Логвина Екатерина Владимировна
МПК: C23C 14/38, C23C 8/00
Метки: способ, изделий, поверхностного, сплава, металла, упрочнения, или
Текст:
...дефектов 3. При этом ионы материала анода, покидающие анод, внедряются в поверхностный слой упрочняемого изделия с образованием устойчивых связей с кристаллической решеткой материала изделия, изменяя структуру поверхностного слоя упрочняемого изделия особенно в местах с повышенной плотностью дефектов, что препятствует распаду мартенсита. Вследствие увеличения межатомных расстояний в кристаллической решетке и под действием катодного падения...
Способ электролитно-плазменной обработки металлической поверхности перед нанесением покрытий
Номер патента: 12957
Опубликовано: 28.02.2010
Авторы: Ермаков Владимир Леонидович, Куликов Иван Семенович, Климова Людмила Александровна, Каменев Анатолий Яковлевич
МПК: C25F 1/00
Метки: покрытий, поверхности, обработки, способ, нанесением, металлической, электролитно-плазменной
Текст:
...обеспечивает такую чистоту поверхности, какая необходима для нанесения, например, вакуумных покрытий. Наиболее близким по технической сущности и экологической безопасности является способ очистки поверхности металлического изделия в электролите, который включает непрерывную подачу щелочного электролита в межэлектродное пространство на очищаемую поверхность, ее поляризацию путем создания разности потенциалов между изделием и электродом,...
Способ упрочнения изделий
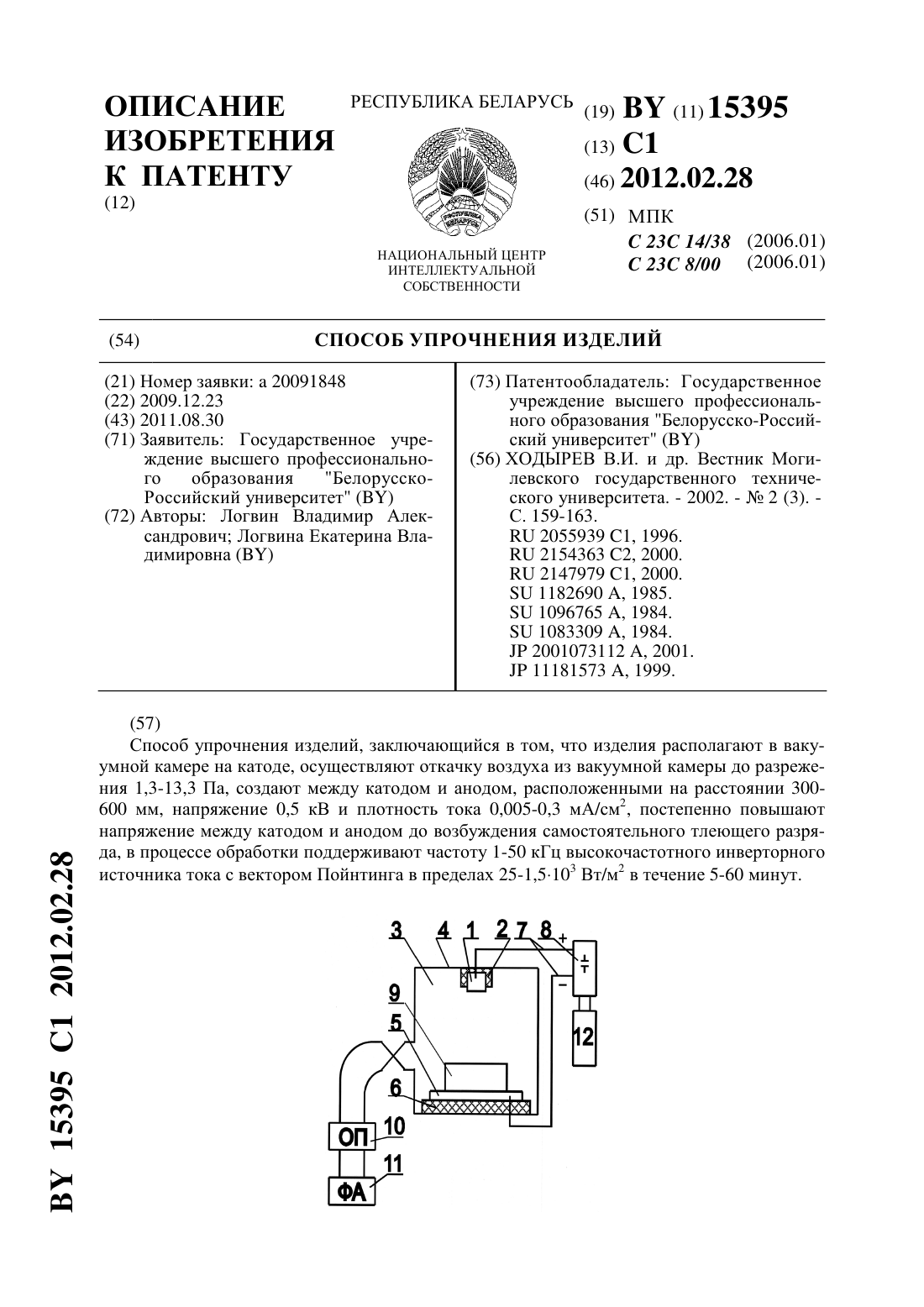
Номер патента: 15395
Опубликовано: 28.02.2012
Авторы: Логвина Екатерина Владимировна, Логвин Владимир Александрович
МПК: C23C 8/00, C23C 14/38
Метки: способ, изделий, упрочнения
Текст:
...изменений в материале упрочняемого изделия. Поэтому, подвергая анод и катод воздействию высокочастотного постоянного тока, в процессе обработки можно значительно повысить начальную энергию заряженных частиц, исходящих из анода и катода, тем самым усилить действие эффекта Франка-Рида по выходу ионов из анода и электронов из катода. Далее под действием катодного падения потенциала энергия ионов и электронов увеличивается. Тем самым повышается...
Устройство для магнитно-абразивной обработки заготовки с электрохимическим растворением ее поверхностного слоя
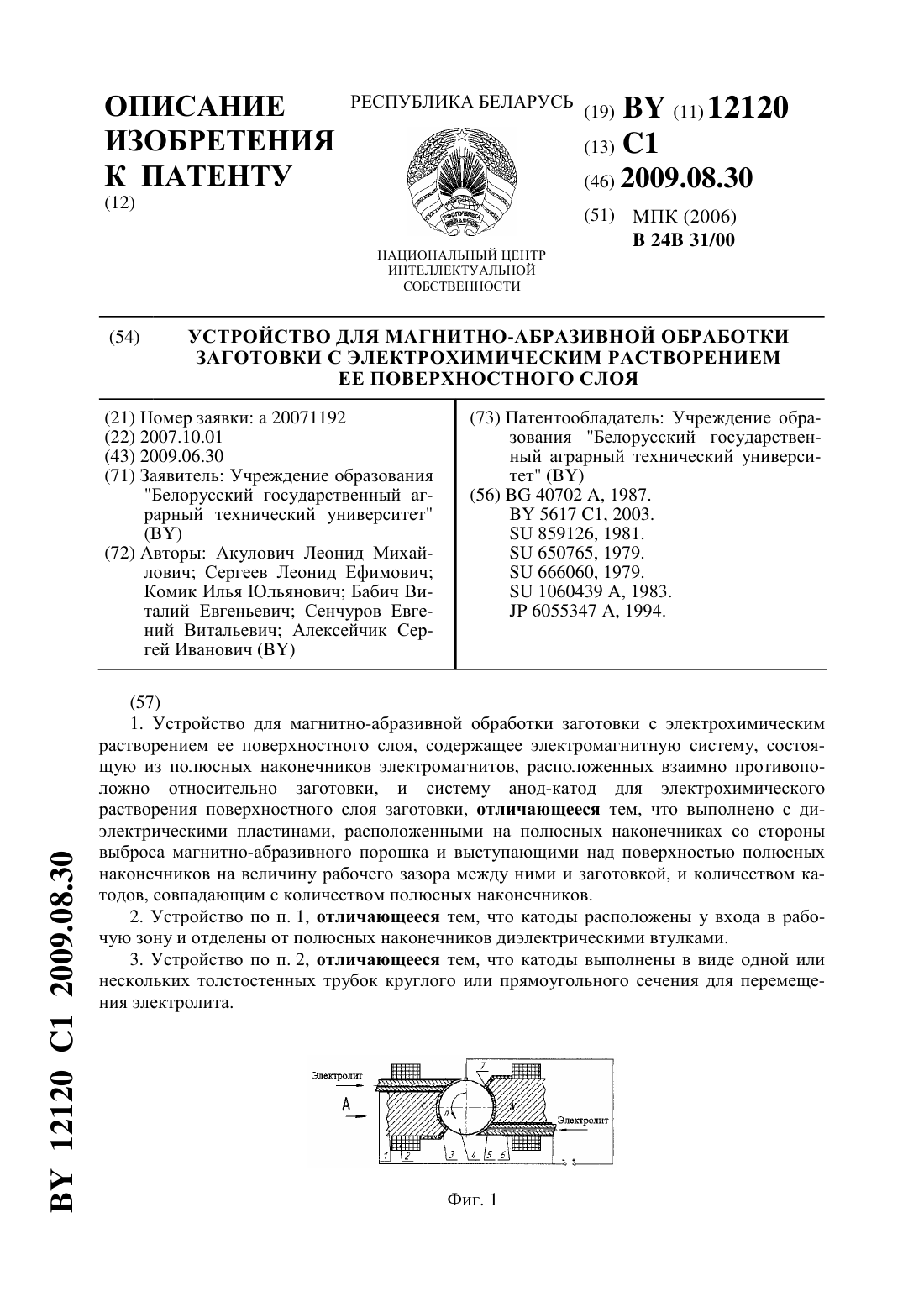
Номер патента: 12120
Опубликовано: 30.08.2009
Авторы: Бабич Виталий Евгеньевич, Сенчуров Евгений Витальевич, Акулович Леонид Михайлович, Сергеев Леонид Ефимович, Алексейчик Сергей Иванович, Комик Илья Юльянович
МПК: B24B 31/00
Метки: устройство, магнитно-абразивной, растворением, слоя, поверхностного, электрохимическим, заготовки, обработки
Текст:
...наконечников на величину рабочего зазора между ними и заготовкой, и количеством катодов, совпадающим с количеством полюсных наконечников, при этом катоды расположены у входа в рабочую зону и отделены от полюсных наконечников диэлектрическими втулками, и выполнены в виде одной или нескольких толстостенных трубок круглого или прямоугольного сечения для перемещения электролита. 2 12120 1 2009.08.30 На фиг. 1 показаны рабочие органы...
Предыдущий патент: Способ упрочнения изделий
Следующий патент: Способ ультразвукового упрочнения изделий
Случайный патент: Способ получения препарата для иммунокоррекции