Покрытие электрода
Номер патента: 12922
Опубликовано: 28.02.2010
Авторы: Клюшня Олег Владимирович, Астрейко Людмила Александровна, Никитина Алла Сергеевна, Игнатович Зоя Владимировна, Олешкевич Дмитрий Анатольевич
Текст
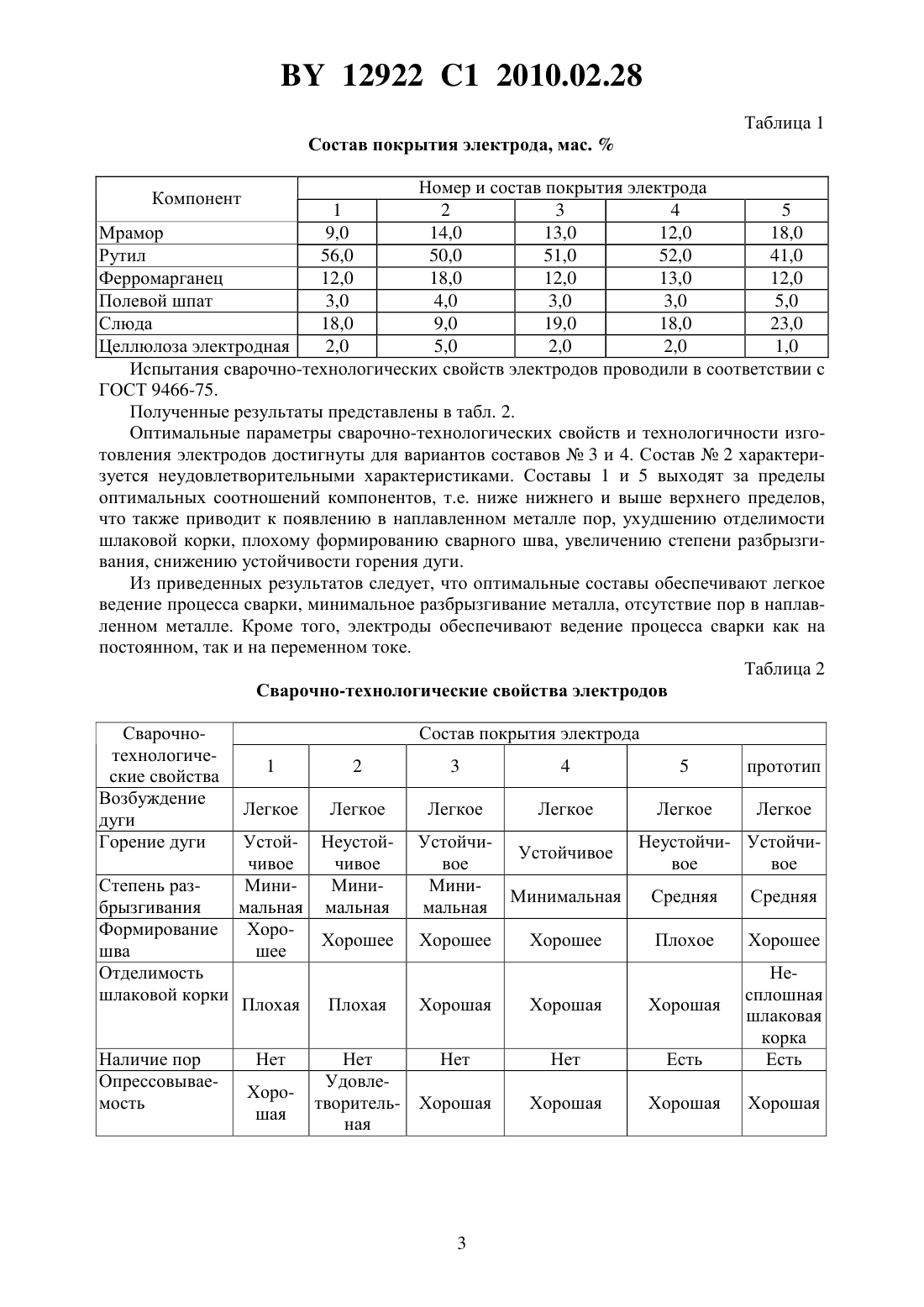
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Игнатович Зоя Владимировна Клюшня Олег Владимирович Олешкевич Дмитрий Анатольевич Никитина Алла Сергеевна Астрейко Людмила Александровна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Покрытие электрода, содержащее рутил, мрамор, ферромарганец, полевой шпат и целлюлозу электродную, отличающееся тем, что дополнительно содержит слюду при следующем соотношении компонентов, мас.рутил 50,0-53,0 мрамор 12,0-15,0 ферромарганец 12,0-15,0 полевой шпат 3,0-5,0 целлюлоза электродная 2,0-3,5 слюда 18,0-21,0. Изобретение относится к области ручной дуговой сварки, в частности к электродам для сварки углеродистых и низколегированных сталей. Для сварки подобного рода сталей используют электроды типа Э 42, Э 46, которые обеспечат равнопрочность сварного соединения с основным металлом и отсутствие дефектов в сварном шве, в т.ч. пор 1, 2. Из известных наиболее близким по технической сущности, принятым за прототип, является электрод с покрытием 3, содержащим (мас. ) каолин 11,0-13,0 мрамор 7,0-10,0 ферромарганец 7,0-10,0 целлюлоза 5,0-7,0 КМЦ 0,5-1,0 кварцевый песок 3,0-4,0 полевой шпат 3,0-4,0 железный порошок 1,0-2,0 рутил ост. 12922 1 2010.02.28 Главным недостатком электрода с известным покрытием является то, что при наплавке происходит активное газообразование, что может способствовать насыщению металла шва водородом. Электроды обладают достаточным разбрызгиванием, и, кроме того, сварку можно вести только на переменном токе. Техническая задача, решаемая изобретением, состоит в улучшении сварочнотехнологических свойств и технологичности изготовления электрода. Технический результат достигается тем, что в покрытие электрода, содержащее мрамор, ферромарганец, полевой шпат, целлюлозу и рутил, дополнительно вводят слюду при следующем соотношении ингредиентов (мас. ) рутил 50,0-53,0 мрамор 12,0-15,0 ферромарганец 12,0-15,0 полевой шпат 3,0-5,0 целлюлоза электродная 2,0-3,5 слюда 18,0-21,0. Введение в покрытие рутила производится с целью обеспечения шлаковой защиты наплавляемого металла. При содержании рутила в покрытии менее 50,0 мас.происходит недостаточное шлакообразование, что отрицательно сказывается на свойствах наплавленного слоя. При содержании рутила свыше 55,0 мас.происходит ухудшение отделимости шлаковой корки от слоя наплавленного металла. Мрамор является шлакообразующим элементом и обеспечивает достаточно надежную газовую и шлаковую защиту металла в зоне наплавки от кислорода воздуха. Введение мрамора в покрытие наиболее целесообразно в количестве от 12,0 до 15,0 мас. . Содержание мрамора в покрытии менее 12,0 мас.является недостаточным для надежной газовой и шлаковой защиты. Содержание мрамора более 15,0 мас.не оказывает существенного влияния на повышение защиты наплавленного металла в зоне наплавки от окисления, способствуя чрезмерному газовыделению. Введение слюды с одновременным увеличением содержания рутила стабилизирует горение дуги. Кроме того, слюда облегчает процесс прессования электродов, является дополнительным шлакообразующим элементом. Содержание слюды в покрытии менее 18,0 мас.является недостаточным для хорошей прессуемости. Содержание слюды более 22,0 мас.способствует насыщению наплавленного металла водородом. Полевой шпат обеспечивает стабилизацию горения дуги при введении в количестве от 12,0 до 15,0 мас. . Содержание шлакообразующих компонентов (рутила, мрамора, слюды и полевого шпата) покрытия выбрано в пределах, обеспечивающих минимальную температуру плавления шлаковой фазы и необходимую газовую защиту при сварке. Изменение содержания указанных компонентов вне указанных пределов приводит к резкому повышению температуры плавления шлака, а также к нарушению вязкости и величины поверхностного натяжения на границе шлак-металл. Введение ферромарганца в покрытие обеспечивает как раскисление, так и легирование наплавленного металла. Ферромарганец при содержании в покрытии менее 12,0 мас.обеспечивает только раскисление. Введение ферромарганца в покрытие в количестве, превышающем 15,0 мас. , не обеспечивает требуемый химический состав наплавленного металла. Электрод изготавливают следующим образом. Покрытие на стержень из стали Св-08 наносили методом опрессовки на лабораторном электродообмазочном прессе модели ПО 0030 в качестве связующего использовали калиево-натриевое жидкое стекло. Были изготовлены и испытаны электроды различных составов, представленные в табл. 1. 2 12922 1 2010.02.28 Таблица 1 Состав покрытия электрода, мас.Номер и состав покрытия электрода 1 2 3 4 5 Мрамор 9,0 14,0 13,0 12,0 18,0 Рутил 56,0 50,0 51,0 52,0 41,0 Ферромарганец 12,0 18,0 12,0 13,0 12,0 Полевой шпат 3,0 4,0 3,0 3,0 5,0 Слюда 18,0 9,0 19,0 18,0 23,0 Целлюлоза электродная 2,0 5,0 2,0 2,0 1,0 Испытания сварочно-технологических свойств электродов проводили в соответствии с ГОСТ 9466-75. Полученные результаты представлены в табл. 2. Оптимальные параметры сварочно-технологических свойств и технологичности изготовления электродов достигнуты для вариантов составов 3 и 4. Состав 2 характеризуется неудовлетворительными характеристиками. Составы 1 и 5 выходят за пределы оптимальных соотношений компонентов, т.е. ниже нижнего и выше верхнего пределов,что также приводит к появлению в наплавленном металле пор, ухудшению отделимости шлаковой корки, плохому формированию сварного шва, увеличению степени разбрызгивания, снижению устойчивости горения дуги. Из приведенных результатов следует, что оптимальные составы обеспечивают легкое ведение процесса сварки, минимальное разбрызгивание металла, отсутствие пор в наплавленном металле. Кроме того, электроды обеспечивают ведение процесса сварки как на постоянном, так и на переменном токе. Таблица 2 Сварочно-технологические свойства электродов Компонент Сварочнотехнологические свойства Возбуждение дуги Горение дуги Степень разбрызгивания Формирование шва Отделимость шлаковой корки Наличие пор Опрессовываемость Состав покрытия электрода 1 Устой- Неустойчивое чивое МиниМинимальная мальная ХороХорошее шее Плохая Нет Хорошая УстойчиНеустойчи- УстойчиУстойчивое вое вое вое МиниМинимальная Средняя Средняя мальная Хорошее Хорошая Несплошная шлаковая корка Есть 12922 1 2010.02.28 Источники информации 1. Сварка. Резка. Контроль Справочник. В 2-х томах / Под общ. ред. Н.П. Алешина,Г.Г. Чернышева. - М. Машиностроение. - Т. 2. - 2004. - С. 13. 2. Сварочные материалы для дуговой сварки Справочное пособие в 2-х т. / Под общ. ред. Н.Н. Потапова. - М. Машиностроение. - Т. 2. - 1993. - С. 199. 3. Патент РФ 2293008, МПК В 23 К 35/365 // Бюл.4. - 2007. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23K 35/365
Код ссылки
<a href="https://by.patents.su/4-12922-pokrytie-elektroda.html" rel="bookmark" title="База патентов Беларуси">Покрытие электрода</a>
Покрытие электрода
Номер патента: 10658
Опубликовано: 30.06.2008
Авторы: Олешкевич Дмитрий Анатольевич, Игнатович Зоя Владимировна, Астрейко Людмила Александровна, Клюшня Олег Владимирович
МПК: B23K 35/365
Текст:
...мас. , приводит к уменьшению износостойкости наплавленных деталей. Ферросилиций вводится в покрытие электрода для раскисления и легирования. При содержании ферросилиция в покрытии менее 3,0 мас.он выступает только как раскислитель. Содержание ферросилиция более 5,0 мас.делает наплавленный материал хрупким. 2 10658 1 2008.06.30 Введение ферромарганца в покрытие обеспечивает как раскисление, так и легирование наплавленного металла. Переход...
Электродное покрытие
Номер патента: 9998
Опубликовано: 30.12.2007
Авторы: Борд Наум Юрьевич, Астрейко Людмила Александровна
МПК: B23K 35/365
Метки: электродное, покрытие
Текст:
...металла сварного шва в зоне сварки. Кроме того, содержание большого количества мрамора в составе покрытия ухудшает технологичность изготовления электродов, ухудшает пластичность покрытия электродов. Поэтому количество мрамора в покрытии уменьшили. Для создания оптимального сочетания технологичности изготовления и защиты металла сварочной ванны исключили из состава покрытия каолин и тальк и дополнительно ввели доломит, шпат полевой и...
Электродное покрытие для наплавки литых сталей и чугунов
Номер патента: 11742
Опубликовано: 30.04.2009
Авторы: Чекун Анатолий Эдуардович, Михович Анна Ивановна, Астрейко Людмила Александровна, Олешкевич Дмитрий Анатольевич, Клюшня Олег Владимирович, Каравый Павел Владимирович, Игнатович Зоя Владимировна
МПК: B23K 35/22
Метки: электродное, покрытие, чугунов, наплавки, сталей, литых
Текст:
...прочность и твердость чугуна. Сочетание в структуре сплавов упрочненного медистого перлита, включений графита и медистой фазы оказывает существенное влияние на их трибомеханические свойства. Однако не всегда содержание меди в сплавах находится в оптимальном сочетании с концентрацией других легирующих элементов и углерода. Введение в покрытие порошка меди в количестве 25-35 мас.способствует повышению пластичности, уменьшает вероятность...
Электродное покрытие для износостойкой наплавки
Номер патента: 6829
Опубликовано: 30.03.2005
Авторы: Артюхов Вадим Александрович, Борд Наум Юрьевич, Валькович Игорь Владимирович, Соколовский Евгений Иванович
МПК: B23K 35/365
Метки: покрытие, электродное, наплавки, износостойкой
Текст:
...в виде комплексной лигатуры феррохромбор в количестве от 14,0 до 16,0 мас. . Применение данной лигатуры позволяет не только отказаться от более дорогих материалов, таких как карбид бора, ферробор, но и дает возможность стабильно получать в наплавленном металле более твердые карбиды за счет легирования их бором с образованием в структуре боридов (карбоборидов), что определяет высокую износостойкость наплавленного металла. Введение в...
Состав электродного покрытия
Номер патента: 11374
Опубликовано: 30.12.2008
Авторы: Каравый Павел Владимирович, Клюшня Олег Владимирович, Олешкевич Дмитрий Анатольевич, Игнатович Зоя Владимировна, Астрейко Людмила Александровна, Михович Анна Ивановна, Бетанова Вера Николаевна
МПК: B23K 35/365
Метки: состав, покрытия, электродного
Текст:
...в условиях абразивного износа. Увеличение содержания хрома, вольфрама или титана приводит к изменению их соотношения в слое и ухудшению его износостойкости. Введение ферромарганца в покрытие способствует легированию и повышению пластичности наплавленного металла, в том числе и путем образования легированного цементита. Содержание ферромарганца в электродном покрытии менее 10,0 мас.неэффективно,повышение содержания свыше 15,0 мас.приводит к...
Предыдущий патент: Способ получения сухой кормовой добавки
Следующий патент: Сорбент аммиака
Случайный патент: Объемное устройство "Машина Голубева"