Устройство для доводки плоской поверхности
Номер патента: 9657
Опубликовано: 30.08.2007
Авторы: Степаненко Дмитрий Александрович, Киселев Михаил Григорьевич
Текст
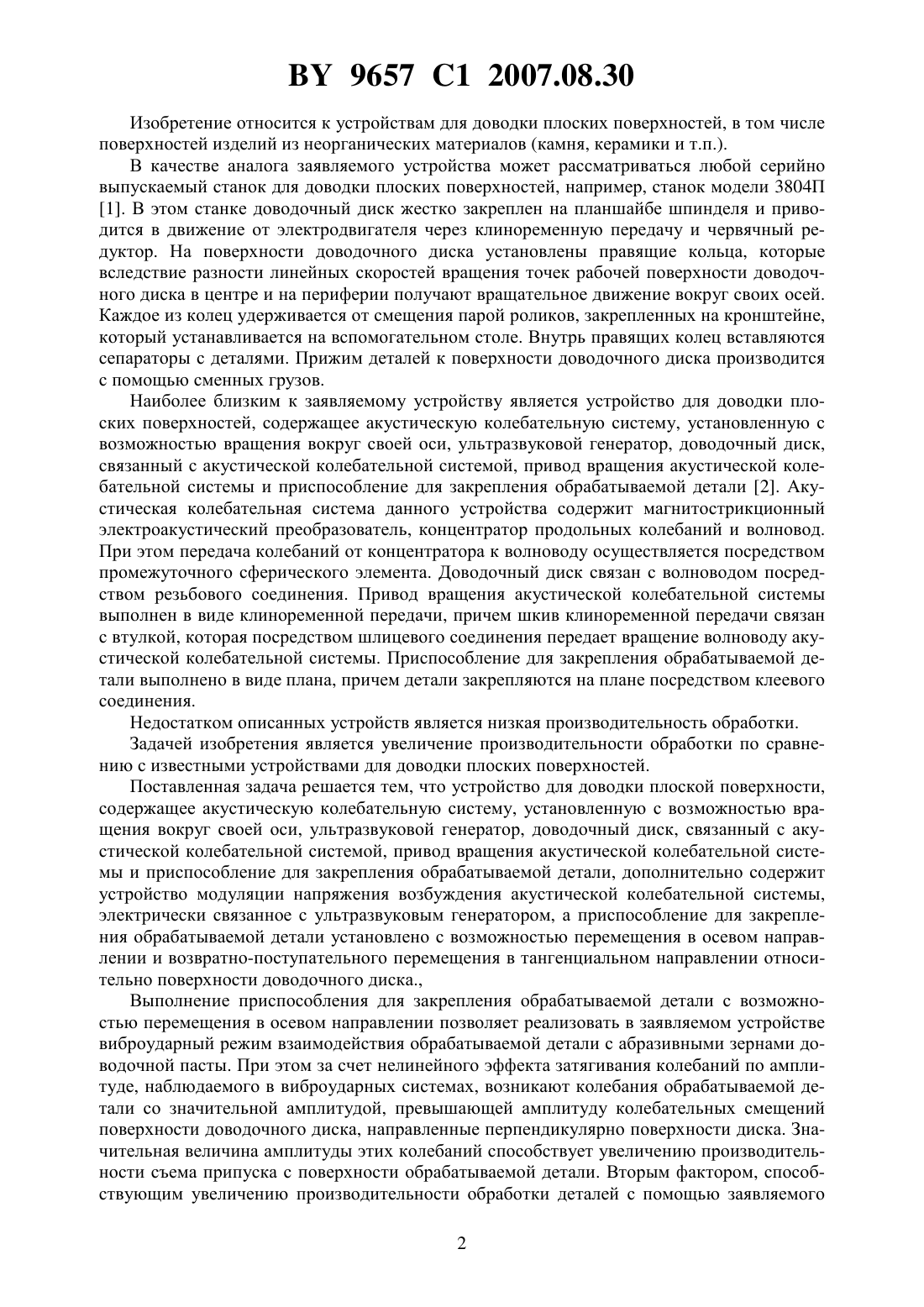
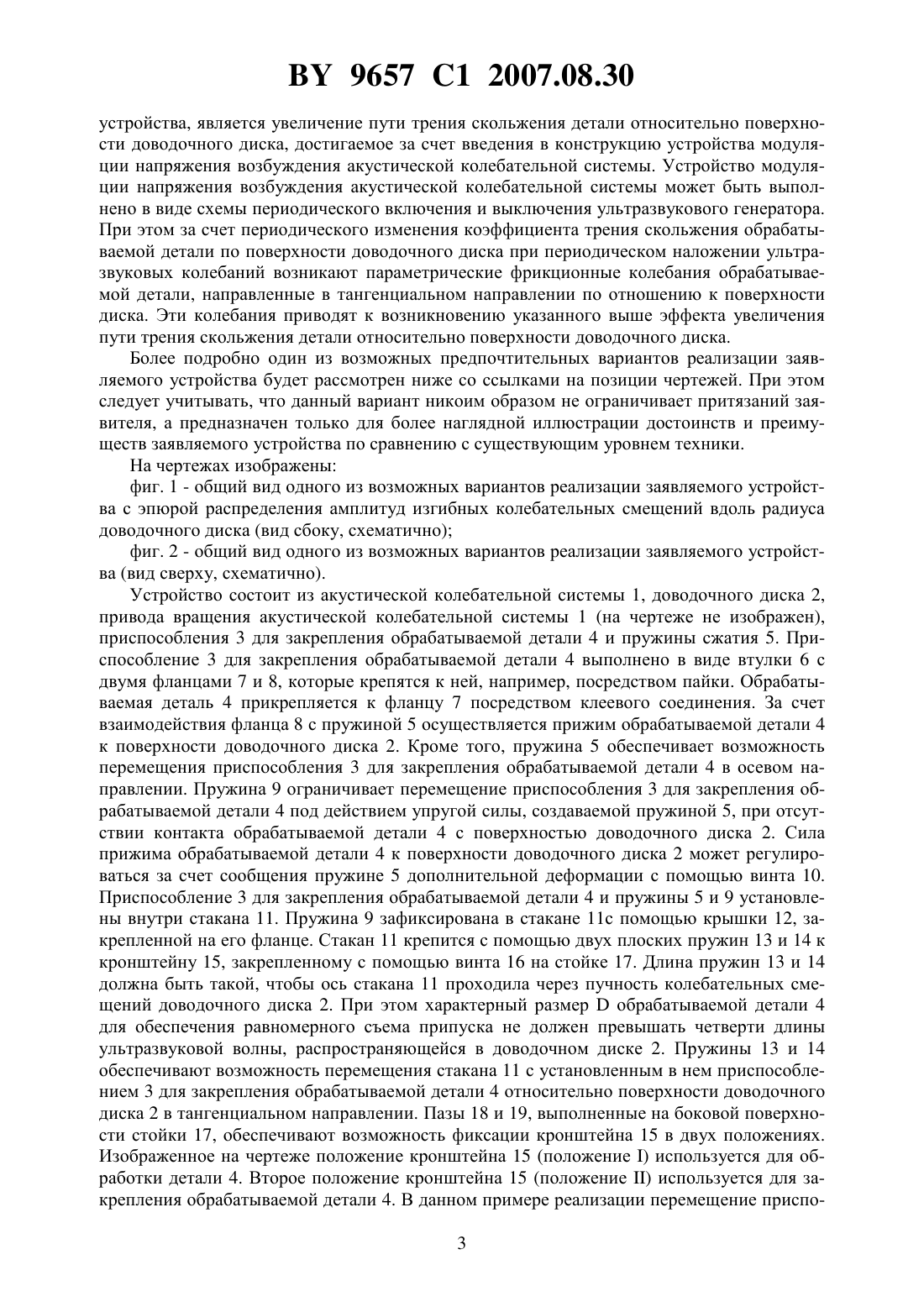
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ДОВОДКИ ПЛОСКОЙ ПОВЕРХНОСТИ(71) Заявитель Белорусский национальный технический университет(72) Авторы Киселев Михаил Григорьевич Степаненко Дмитрий Александрович(73) Патентообладатель Белорусский национальный технический университет(56) Орлов П.Н. и др. Доводка труднообрабатываемых материалов свободным абразивом с наложением ультразвуковых колебаний. - М. Машиностроение, 1983. - С. 39-40.2056267 1, 1996.1449329 1, 1989.846285, 1981.743850, 1980.2042494 1, 1995.1484647 1, 1989.(57) Устройство для доводки плоской поверхности, содержащее акустическую колебательную систему, установленную с возможностью вращения вокруг своей оси, ультразвуковой генератор, доводочный диск, связанный с акустической колебательной системой, привод вращения акустической колебательной системы и приспособление для закрепления обрабатываемой детали, отличающееся тем, что дополнительно содержит устройство модуляции напряжения возбуждения акустической колебательной системы, электрически связанное с ультразвуковым генератором, а приспособление для закрепления обрабатываемой детали установлено с возможностью перемещения в осевом направлении и возвратно-поступательного перемещения в тангенциальном направлении относительно поверхности доводочного диска. 9657 1 2007.08.30 Изобретение относится к устройствам для доводки плоских поверхностей, в том числе поверхностей изделий из неорганических материалов (камня, керамики и т.п.). В качестве аналога заявляемого устройства может рассматриваться любой серийно выпускаемый станок для доводки плоских поверхностей, например, станок модели 3804 П 1. В этом станке доводочный диск жестко закреплен на планшайбе шпинделя и приводится в движение от электродвигателя через клиноременную передачу и червячный редуктор. На поверхности доводочного диска установлены правящие кольца, которые вследствие разности линейных скоростей вращения точек рабочей поверхности доводочного диска в центре и на периферии получают вращательное движение вокруг своих осей. Каждое из колец удерживается от смещения парой роликов, закрепленных на кронштейне,который устанавливается на вспомогательном столе. Внутрь правящих колец вставляются сепараторы с деталями. Прижим деталей к поверхности доводочного диска производится с помощью сменных грузов. Наиболее близким к заявляемому устройству является устройство для доводки плоских поверхностей, содержащее акустическую колебательную систему, установленную с возможностью вращения вокруг своей оси, ультразвуковой генератор, доводочный диск,связанный с акустической колебательной системой, привод вращения акустической колебательной системы и приспособление для закрепления обрабатываемой детали 2. Акустическая колебательная система данного устройства содержит магнитострикционный электроакустический преобразователь, концентратор продольных колебаний и волновод. При этом передача колебаний от концентратора к волноводу осуществляется посредством промежуточного сферического элемента. Доводочный диск связан с волноводом посредством резьбового соединения. Привод вращения акустической колебательной системы выполнен в виде клиноременной передачи, причем шкив клиноременной передачи связан с втулкой, которая посредством шлицевого соединения передает вращение волноводу акустической колебательной системы. Приспособление для закрепления обрабатываемой детали выполнено в виде плана, причем детали закрепляются на плане посредством клеевого соединения. Недостатком описанных устройств является низкая производительность обработки. Задачей изобретения является увеличение производительности обработки по сравнению с известными устройствами для доводки плоских поверхностей. Поставленная задача решается тем, что устройство для доводки плоской поверхности,содержащее акустическую колебательную систему, установленную с возможностью вращения вокруг своей оси, ультразвуковой генератор, доводочный диск, связанный с акустической колебательной системой, привод вращения акустической колебательной системы и приспособление для закрепления обрабатываемой детали, дополнительно содержит устройство модуляции напряжения возбуждения акустической колебательной системы,электрически связанное с ультразвуковым генератором, а приспособление для закрепления обрабатываемой детали установлено с возможностью перемещения в осевом направлении и возвратно-поступательного перемещения в тангенциальном направлении относительно поверхности доводочного диска.,Выполнение приспособления для закрепления обрабатываемой детали с возможностью перемещения в осевом направлении позволяет реализовать в заявляемом устройстве виброударный режим взаимодействия обрабатываемой детали с абразивными зернами доводочной пасты. При этом за счет нелинейного эффекта затягивания колебаний по амплитуде, наблюдаемого в виброударных системах, возникают колебания обрабатываемой детали со значительной амплитудой, превышающей амплитуду колебательных смещений поверхности доводочного диска, направленные перпендикулярно поверхности диска. Значительная величина амплитуды этих колебаний способствует увеличению производительности съема припуска с поверхности обрабатываемой детали. Вторым фактором, способствующим увеличению производительности обработки деталей с помощью заявляемого 2 9657 1 2007.08.30 устройства, является увеличение пути трения скольжения детали относительно поверхности доводочного диска, достигаемое за счет введения в конструкцию устройства модуляции напряжения возбуждения акустической колебательной системы. Устройство модуляции напряжения возбуждения акустической колебательной системы может быть выполнено в виде схемы периодического включения и выключения ультразвукового генератора. При этом за счет периодического изменения коэффициента трения скольжения обрабатываемой детали по поверхности доводочного диска при периодическом наложении ультразвуковых колебаний возникают параметрические фрикционные колебания обрабатываемой детали, направленные в тангенциальном направлении по отношению к поверхности диска. Эти колебания приводят к возникновению указанного выше эффекта увеличения пути трения скольжения детали относительно поверхности доводочного диска. Более подробно один из возможных предпочтительных вариантов реализации заявляемого устройства будет рассмотрен ниже со ссылками на позиции чертежей. При этом следует учитывать, что данный вариант никоим образом не ограничивает притязаний заявителя, а предназначен только для более наглядной иллюстрации достоинств и преимуществ заявляемого устройства по сравнению с существующим уровнем техники. На чертежах изображены фиг. 1 - общий вид одного из возможных вариантов реализации заявляемого устройства с эпюрой распределения амплитуд изгибных колебательных смещений вдоль радиуса доводочного диска (вид сбоку, схематично) фиг. 2 - общий вид одного из возможных вариантов реализации заявляемого устройства (вид сверху, схематично). Устройство состоит из акустической колебательной системы 1, доводочного диска 2,привода вращения акустической колебательной системы 1 (на чертеже не изображен),приспособления 3 для закрепления обрабатываемой детали 4 и пружины сжатия 5. Приспособление 3 для закрепления обрабатываемой детали 4 выполнено в виде втулки 6 с двумя фланцами 7 и 8, которые крепятся к ней, например, посредством пайки. Обрабатываемая деталь 4 прикрепляется к фланцу 7 посредством клеевого соединения. За счет взаимодействия фланца 8 с пружиной 5 осуществляется прижим обрабатываемой детали 4 к поверхности доводочного диска 2. Кроме того, пружина 5 обеспечивает возможность перемещения приспособления 3 для закрепления обрабатываемой детали 4 в осевом направлении. Пружина 9 ограничивает перемещение приспособления 3 для закрепления обрабатываемой детали 4 под действием упругой силы, создаваемой пружиной 5, при отсутствии контакта обрабатываемой детали 4 с поверхностью доводочного диска 2. Сила прижима обрабатываемой детали 4 к поверхности доводочного диска 2 может регулироваться за счет сообщения пружине 5 дополнительной деформации с помощью винта 10. Приспособление 3 для закрепления обрабатываемой детали 4 и пружины 5 и 9 установлены внутри стакана 11. Пружина 9 зафиксирована в стакане 11 с помощью крышки 12, закрепленной на его фланце. Стакан 11 крепится с помощью двух плоских пружин 13 и 14 к кронштейну 15, закрепленному с помощью винта 16 на стойке 17. Длина пружин 13 и 14 должна быть такой, чтобы ось стакана 11 проходила через пучность колебательных смещений доводочного диска 2. При этом характерный размеробрабатываемой детали 4 для обеспечения равномерного съема припуска не должен превышать четверти длины ультразвуковой волны, распространяющейся в доводочном диске 2. Пружины 13 и 14 обеспечивают возможность перемещения стакана 11 с установленным в нем приспособлением 3 для закрепления обрабатываемой детали 4 относительно поверхности доводочного диска 2 в тангенциальном направлении. Пазы 18 и 19, выполненные на боковой поверхности стойки 17, обеспечивают возможность фиксации кронштейна 15 в двух положениях. Изображенное на чертеже положение кронштейна 15 (положение ) используется для обработки детали 4. Второе положение кронштейна 15 (положение ) используется для закрепления обрабатываемой детали 4. В данном примере реализации перемещение приспо 3 9657 1 2007.08.30 собления 3 для закрепления обрабатываемой детали 4 в тангенциальном направлении осуществляется с помощью пружин 13 и 14 и устройства модуляции напряжения возбуждения акустической колебательной системы 1 (на чертеже не изображено). Устройство работает следующим образом Кронштейн 15 устанавливают в положениеи наклеивают обрабатываемую деталь 4 на фланец 7. На поверхность доводочного диска 2 наносят доводочную пасту. Затем кронштейн 15 устанавливают в положение , включают ультразвуковой генератор и с помощью привода вращения акустической колебательной системы 1 приводят во вращение акустическую колебательную систему 1 с доводочным диском 2. Вследствие модуляции напряжения возбуждения акустической колебательной системы 1 приспособление 3 для закрепления обрабатываемой детали 4 будет совершать на пружинах 13 и 14 параметрические фрикционные колебания в тангенциальном направлении по отношению к поверхности доводочного диска 2. Кроме того, за счет выполнения приспособления 3 для закрепления обрабатываемой детали 4 с возможностью перемещения в осевом направлении,обрабатываемая деталь 4 будет взаимодействовать с поверхностью доводочного диска 2 в виброударном режиме. Совокупность указанных перемещений детали 4 относительно поверхности доводочного диска 2 обеспечивает съем припуска с обрабатываемой детали 4. Источники информации 1. Ящерицын П.И., Зайцев А.Г., Барботько А.И. Тонкие доводочные процессы обработки деталей машин и приборов. - Мн. Наука и техника, 1976. - С. 135-138. 2. Орлов П.Н., Сагателян Г.Р. Доводка труднообрабатываемых материалов свободным абразивом с наложением ультразвуковых колебаний. - М. Машиностроение, 1983. С. 38-40. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 37/04
Метки: доводки, устройство, плоской, поверхности
Код ссылки
<a href="https://by.patents.su/4-9657-ustrojjstvo-dlya-dovodki-ploskojj-poverhnosti.html" rel="bookmark" title="База патентов Беларуси">Устройство для доводки плоской поверхности</a>
Способ и устройство для отделочной обработки плоской поверхности детали
Номер патента: 6642
Опубликовано: 30.12.2004
Авторы: Федорцев Валерий Александрович, Федорцев Ростислав Валерьевич
МПК: B24B 7/30
Метки: отделочной, устройство, обработки, детали, плоской, способ, поверхности
Текст:
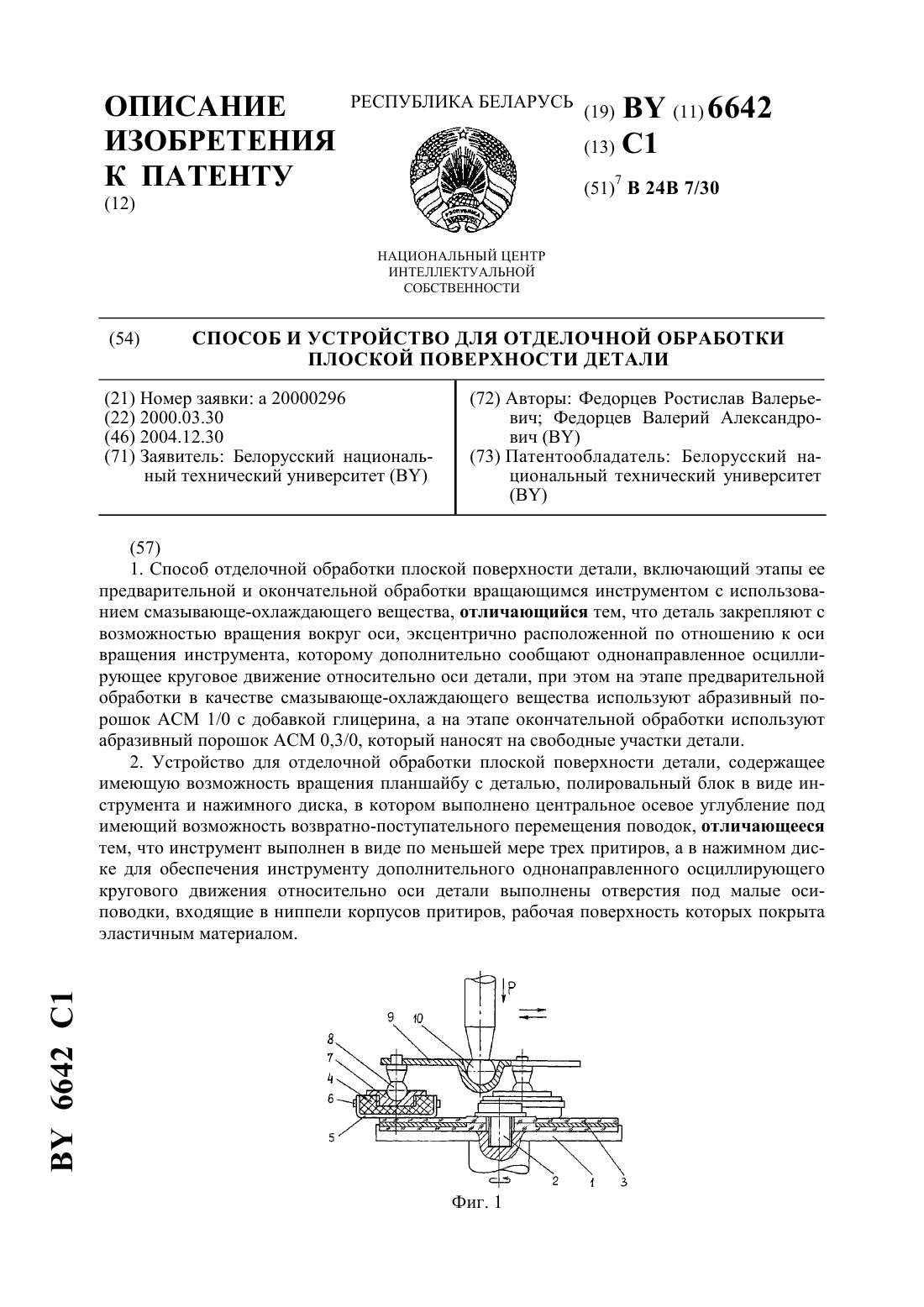
...обработки плоской поверхности детали, включающем этапы ее предварительной и окончательной обработки вращающимся инструментом с использованием смазочно-охлаждающего вещества, деталь закрепляют с возможностью вращения вокруг оси, эксцентрично расположенной по отношению к оси вращения инструмента, которому дополнительно сообщают однонаправленное осциллирующее круговое движение относительно оси детали, при этом на этапе предварительной...
Устройство для создания плоской струи жидкости
Номер патента: 3484
Опубликовано: 30.09.2000
Авторы: Мелещенко Борис Антонович, Бельский Александр Николаевич, Якубовский Александр Брониславович, Николаенков Александр Иванович, Готовец Григорий Иосифович
Метки: струи, плоской, устройство, жидкости, создания
Текст:
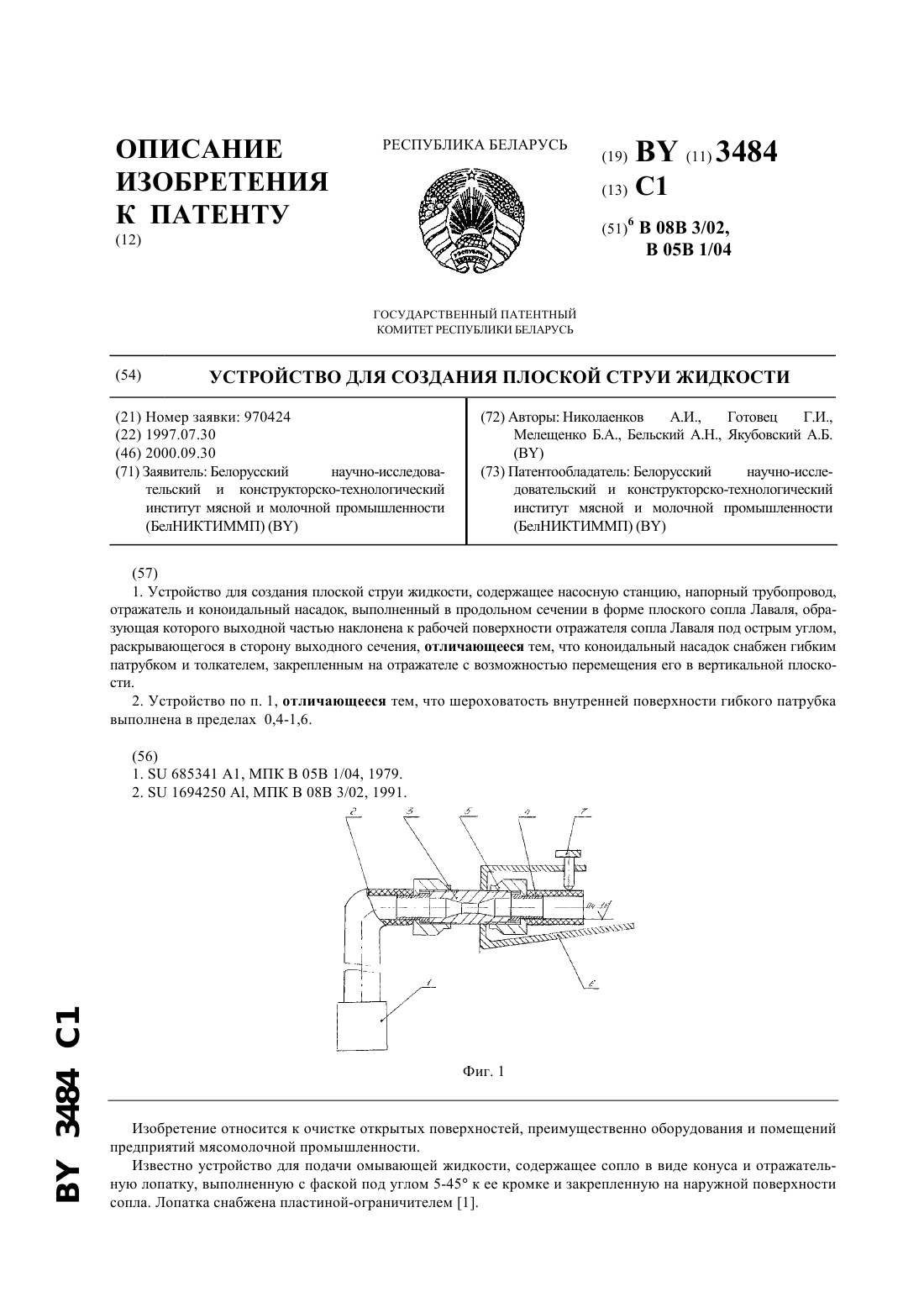
...направлено изобретение, является увеличение угла раскрытия плоской струи жидкости. Поставленная задача достигается тем, что устройство содержит насосную станцию, напорный трубопровод и коноидальный насадок, выполненный в продольном сечении в форме плоского сопла Лаваля, образующая которого выходной частью наклонена к рабочей поверхности отражателя сопла Лаваля под острым углом,раскрывающегося в сторону выходного сечения коноидальный...
Устройство для двусторонней доводки сферических поверхностей
Номер патента: 8096
Опубликовано: 30.06.2006
Авторы: Фёдорцев Ростислав Валерьевич, Маслова Екатерина Григорьевна, Шамкалович Владимир Иванович, Луговик Алексей Юрьевич
МПК: B24B 13/02
Метки: двусторонней, доводки, устройство, сферических, поверхностей
Текст:
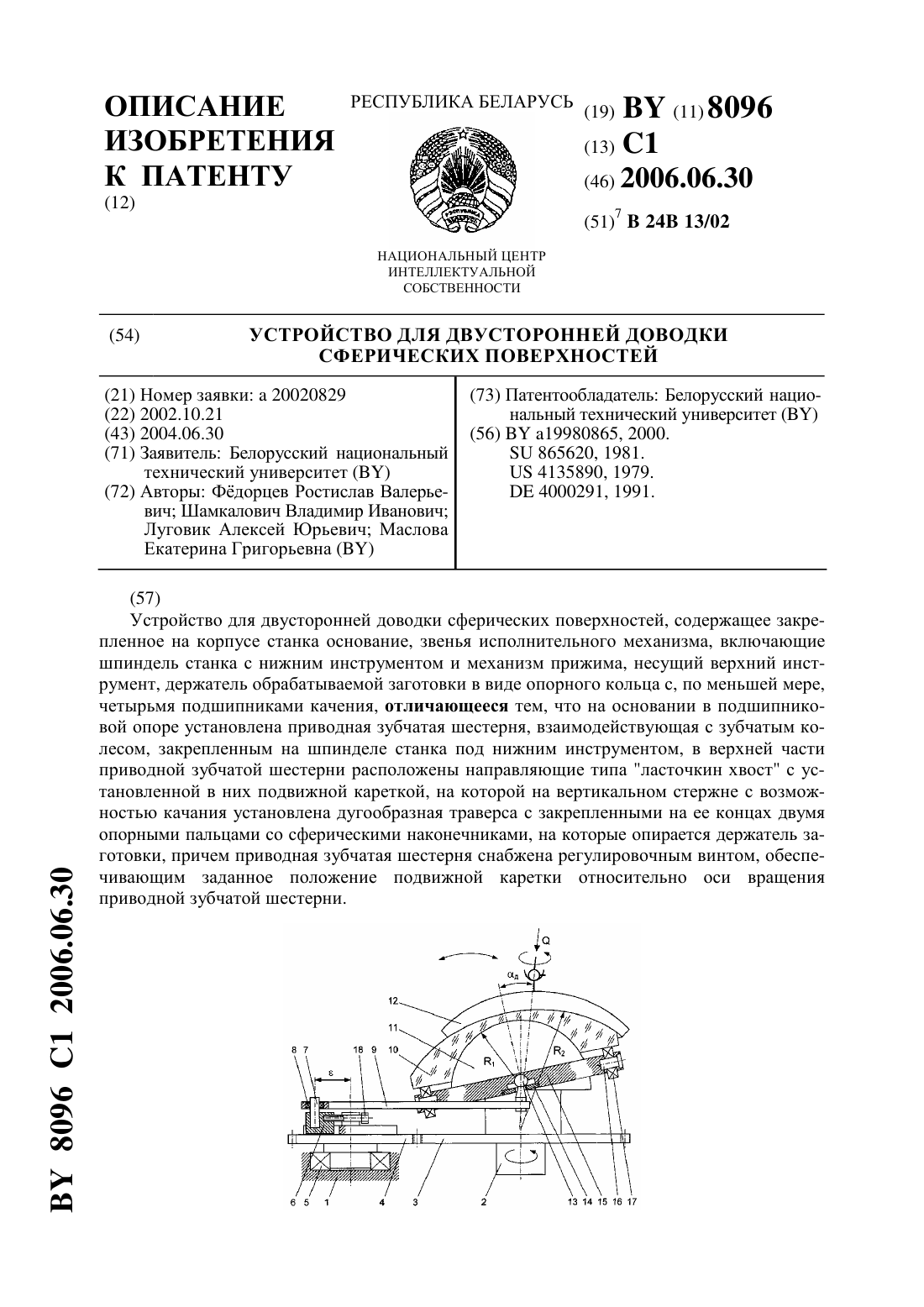
...с обрабатываемой заготовкой и штанги станка с верхним инструментом, а также толчки и вибрации реечного зубчатого зацепления при высоких скоростях обработки. Решаемая задача - повышение качества обработки деталей со сферическими поверхностями, например, выпукло-вогнутых линз за счет плавного регулирования угла наклона оси вращения заготовки относительно верхнего и нижнего инструмента. Поставленная задача решается тем, что в устройстве для...
Паста для доводки шариков и способ доводки шариков
Номер патента: 6495
Опубликовано: 30.09.2004
Авторы: Сергеев Леонид Ефимович, Ракомсин Александр Петрович, Кожуро Лев Михайлович, Ящерицын Петр Иванович, Сидоренко Михаил Иванович
МПК: B24B 11/02, B24B 31/112
Метки: паста, доводки, способ, шариков
Текст:
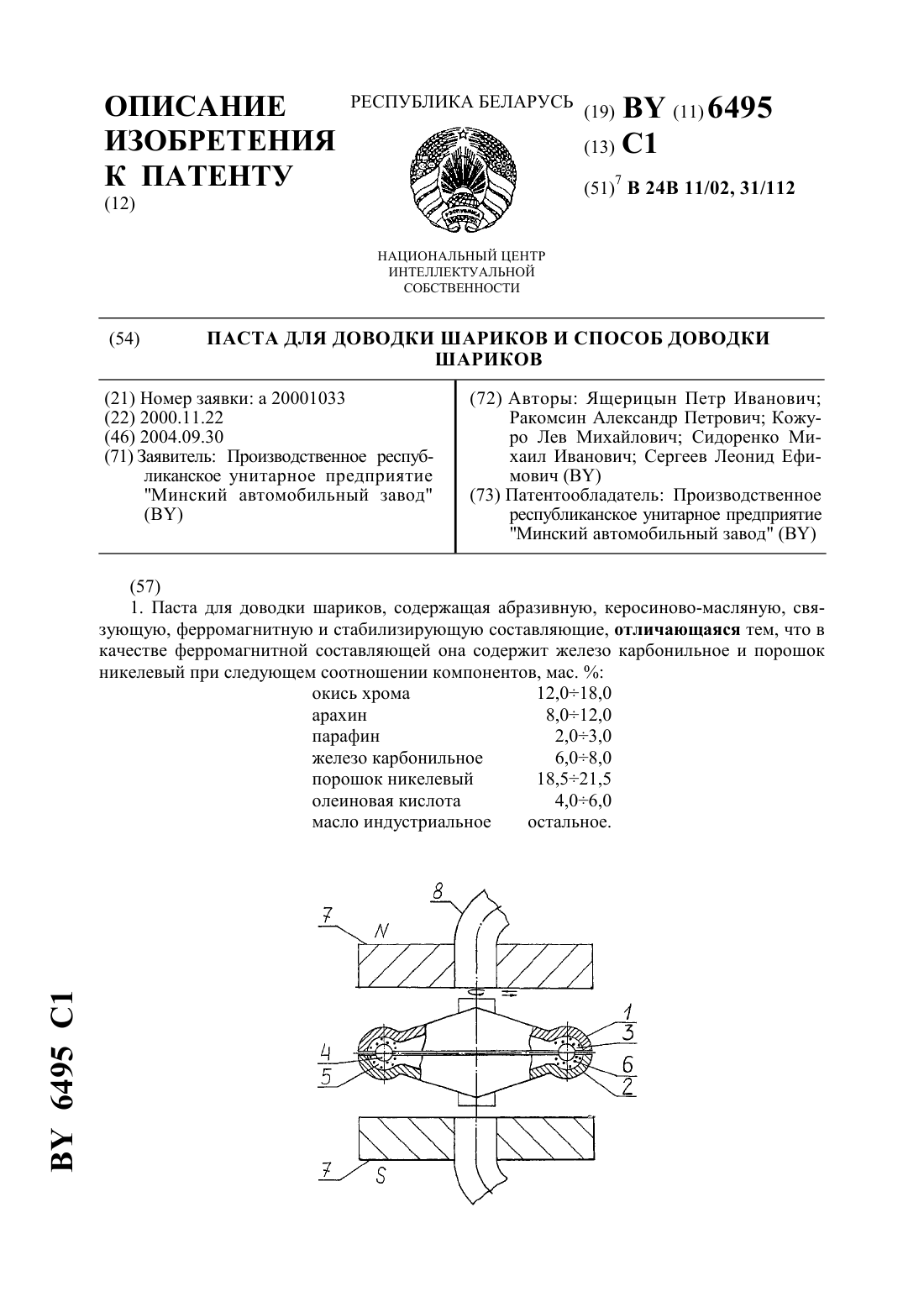
...повышения температуры и расхода пасты требуется большая величина напряженности магнитного поля и дополнительная порция пасты. Подача через определенный промежуток времени обработки в рабочую зону дополнительной порции доводочной пасты в количестве 5-10 от первоначального и постоянное увеличение значения магнитной индукции на 0,1-12 Тл обеспечивают стабилизацию процесса МАО. Таким образом, предлагаемый состав пасты для доводки шариков и...
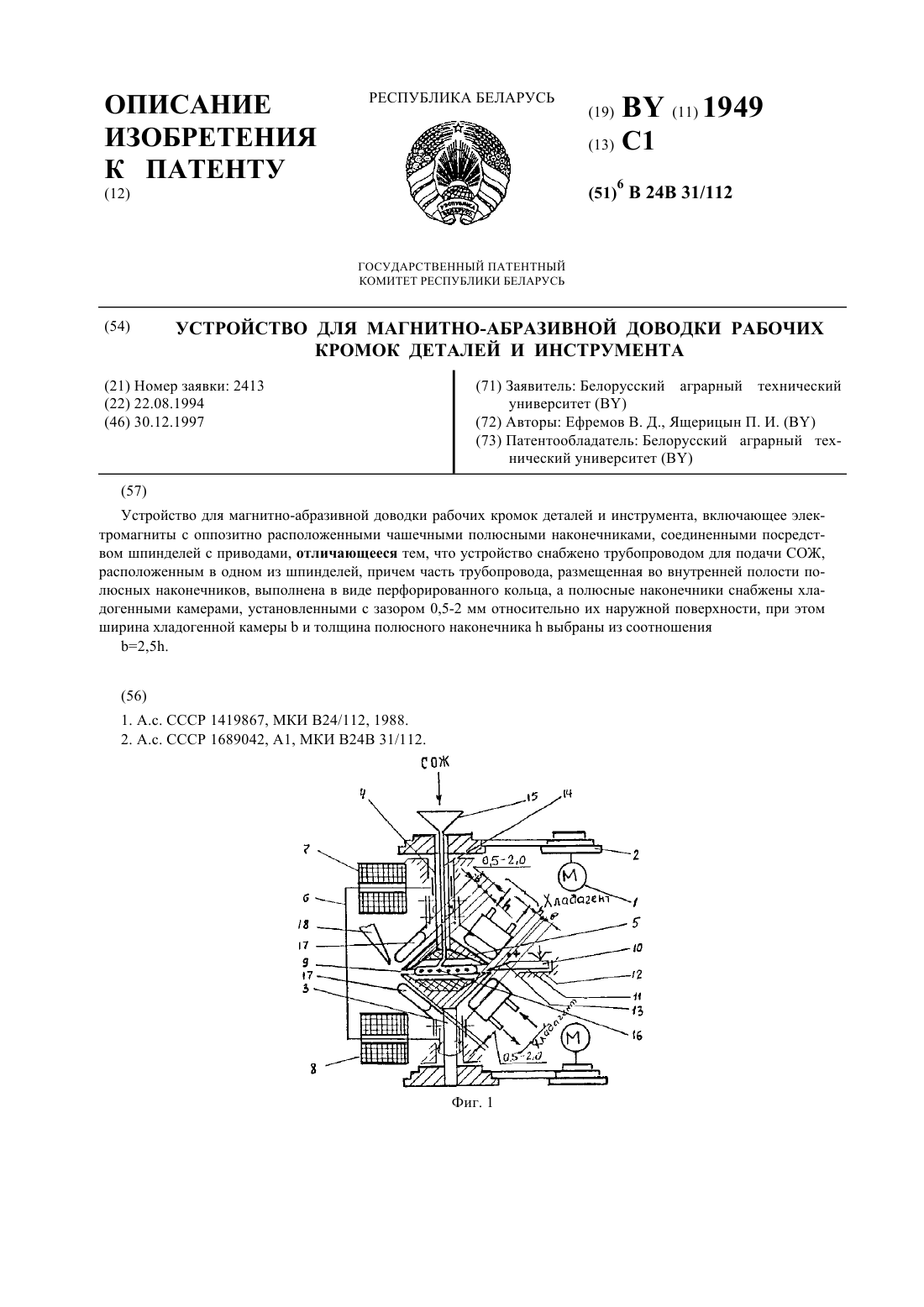
Устройство для магнито-абразивной доводки рабочих кромок деталей и инструмента
Номер патента: 1949
Опубликовано: 30.12.1997
Авторы: Ефремов Владимир Дмитриевич, Ящерицын Петр Иванович
МПК: B24B 31/112
Метки: деталей, магнито-абразивной, рабочих, инструмента, кромок, доводки, устройство
Текст:
...шкивы 2 и клиноременную передачу, совместно со шпинделями 3, 4 получают вращение полюсные наконечники 5. Одновременно магнитопровод 6, от электромагнитных катушек 7, 8 подают магнитную энергию,концентрируемую в рабочем зазоре 9, заполненном МАМ. От величины силы тока изменяется напряженность магнитного поля в рабочем зазоре и МАМ, расположенная в нем, уплотняется, образуя магнитноабразивную щетку - режущий инструмент, необходимый для съема...
Предыдущий патент: Полимерный состав для ограничения притока вод в скважину
Следующий патент: Способ фиксации мягкотканных трансплантатов при контурной пластике лица
Случайный патент: Способ управления отбором мощности ветрового потока и ветроэнергетическое устройство