Устройство для получения изделия из листового сверхчистого металла гидроударной вытяжкой
Номер патента: 13149
Опубликовано: 30.04.2010
Авторы: Журавский Александр Юльянович, Здор Геннадий Николаевич, Петраковский Владимир Степанович

Текст
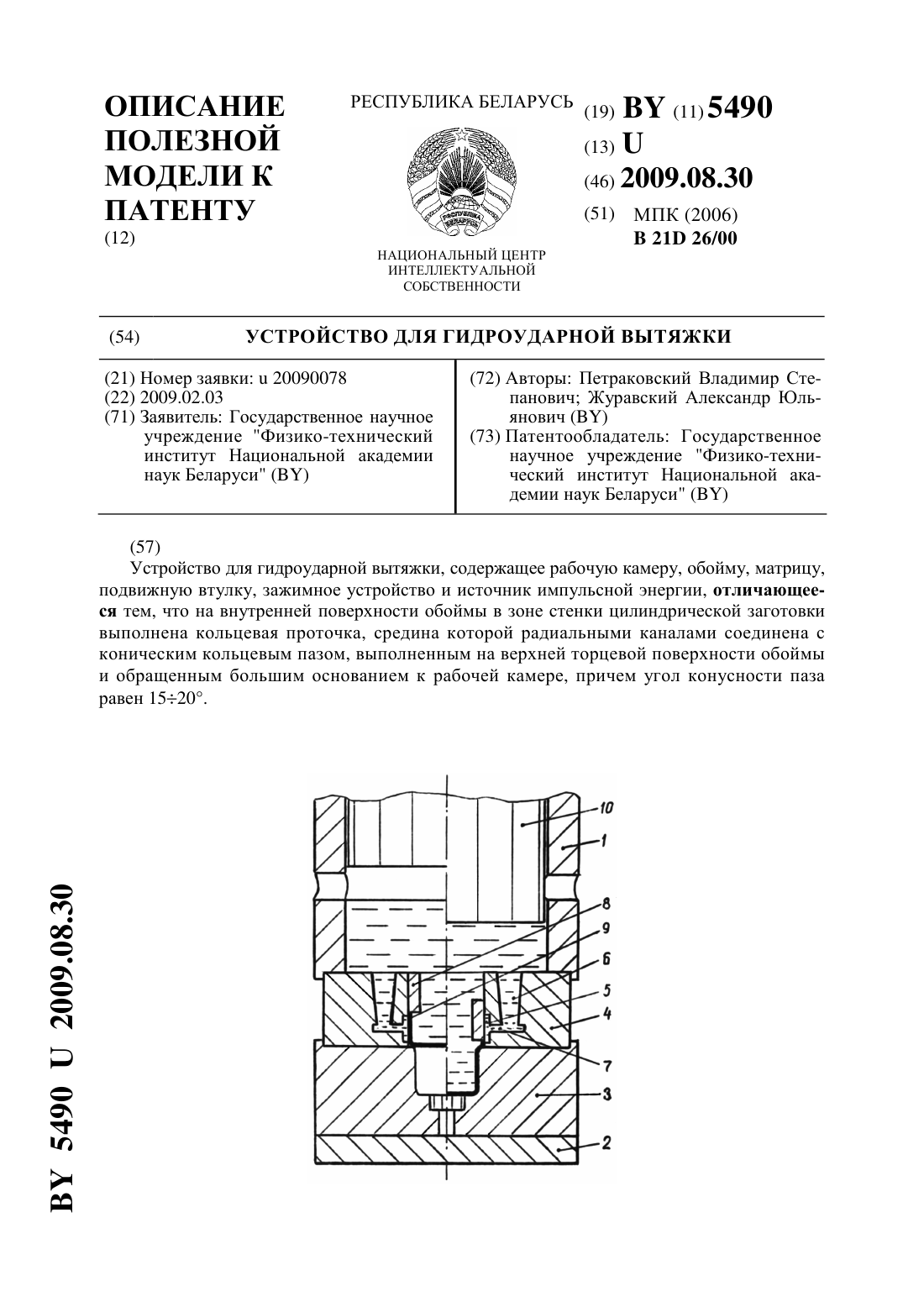
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЛИСТОВОГО СВЕРХЧИСТОГО МЕТАЛЛА ГИДРОУДАРНОЙ ВЫТЯЖКОЙ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Здор Геннадий Николаевич Журавский Александр Юльянович Петраковский Владимир Степанович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(56) Импульсные методы обработки материалов.- Минск Наука и техника, 1977.С. 118.94020917 1, 1996.1800729 1, 1995.(57) Устройство для получения изделия из листового сверхчистого металла гидроударной вытяжкой, содержащее заполняемую жидкостью рабочую камеру, матрицу и прижим, выполненный с возможностью установки между нижним торцом рабочей камеры и матрицей,отличающееся тем, что на поверхностях матрицы и прижима, обращенных друг к другу, выполнено по кольцевой конической выемке, наружный диаметр каждой из которых на 2 больше диаметра вытягиваемой заготовки, где- толщина вытягиваемой заготовки, а внутренний диаметр равен диаметру начала радиусного закругления матрицы, при этом глубина выемки матрицы по наружному диаметру составляет от 1,1 до 1,15 , а по внутреннему диаметру составляет 1,0 , глубина выемки прижима по наружному диаметру составляет от 0,1 до 0,15 , а по внутреннему равна нулю в теле прижима выполнен диаметральный ряд отверстий, оси которых расположены по наружному диаметру выемки прижима, причем отверстия выполнены коническими так, что диаметр меньшего основания конуса составляет 3-5 и обращен к матрице, а угол конусности каждого отверстия составляет 30-35. 13149 1 2010.04.30 Изобретение относится к устройствам для обработки металлов давлением и может найти применение в листоштамповочном производстве, например, при вытяжке изделий из сверхчистых металлов импульсными нагрузками. Известны устройства для импульсной вытяжки листовых заготовок, содержащие рабочую камеру, в которой создается импульс давления жидкости, деформирующий заготовку, матрицу, прижимное кольцо 1, 2. Эти устройства не позволяют снизить или устранить трение между заготовкой и оснасткой при вытяжке и вследствие этого не позволяют устранить загрязнение вытягиваемых изделий продуктами трения (железо, углерод, магний и ряд других элементов и их окислов), а также не позволяют получать изделия с высокими степенями вытяжки. А для изделий из высокочистых металлов, например лабораторная посуда (тигли, чашки) из благородных металлов, сверхпроводящие изделия из ниобия, это крайне недопустимо, т.к. даже незначительное загрязнение лабораторной посуды резко снижает достоверность химического анализа и жаростойкость тиглей. Например, если сумма примесей в платиновом изделии не превышает даже 0,05 , то его жаростойкость снижается вдвое, а загрязнение ниобия незначительными примесями может привести к понижению температуры сверхпроводимости ниобия с 9,17 К до 4-6 К. Наиболее близким к предлагаемому по технической сущности является устройство для гидроударной вытяжки, содержащее рабочую камеру, боек, матрицу, прижим с пазами 3. В этом устройстве поверхности матрицы и прижима, контактирующие с заготовкой,выполнены плоскими, а пазы в прижиме - цилиндрическими. Поэтому при создании импульса давления в рабочей камере на торец фланца заготовки действует точно такое же удельное давление, что и на центральную часть заготовки, а это значит, что сила давления жидкости на торец заготовки, направленная против сил трения заготовки об оснастку, незначительна по сравнению с силой давления жидкости, действующей на центральную часть заготовки, т.к. площадь торца заготовки незначительна по сравнению с площадью ее центральной части. Поэтому и увеличение предельной степени вытяжки заготовки за счет подпора фланца незначительно (3-4 ). Плоские поверхности матрицы и прижима не позволяют жидкости проникать между заготовкой и оснасткой и поэтому возникает режим сухого трения между ними, что приводит к шаржированию и загрязнению заготовки частицами материала оснастки. Кроме того, режим сухого трения увеличивает силы сопротивления фланца заготовки деформированию и таким образом снижает предельную степень вытяжки. Задачей предлагаемого изобретения является устранение загрязнения материала вытягиваемого изделия материалом штамповой оснастки и повышение степени вытяжки. Поставленная задача в предложенном изобретении решается за счет того, что в устройстве, содержащем заполняемую жидкостью рабочую камеру, матрицу и прижим, выполненный с возможностью установки между нижним торцом рабочей камеры и матрицей, на поверхностях матрицы и прижима, обращенных друг к другу, выполнено по кольцевой конической выемке, наружный диаметр каждой из которых на 2 больше диаметра вытягиваемой заготовки, где -толщина вытягиваемой заготовки, а внутренний диаметр равен диаметру начала радиусного закругления матрицы, при этом глубина выемки матрицы по наружному диаметру составляет от 1,1 до 1,15 , а по внутреннему диаметру составляет 1,0 , глубина выемки прижима по наружному диаметру составляет от 0,1 до 0,15 , а по внутреннему равна нулю в теле прижима выполнен диаметральный ряд отверстий, оси которых расположены по наружному диаметру выемки прижима, причем отверстия выполнены коническими так, что диаметр меньшего основания конуса составляет 3-5 и обращен к матрице, а угол конусности каждого отверстия составляет 30-35. В предлагаемой конструкции, благодаря коническим выемкам на матрице и прижиме заготовка надежно отделена от оснастки слоем жидкости, находящейся в клиновых зазо 2 13149 1 2010.04.30 рах, образующихся между заготовкой, прижимом и матрицей. При создании импульса давления жидкости в рабочей камере фланец заготовки начинает двигаться с высокой скоростью (20-50 м/с) в конических зазорах между прижимом и матрицей, что способствует возникновению жидкостного клина между ними, а следовательно, режима гидродинамического трения между заготовкой и оснасткой, т.е. резкому снижению сил трения и устранению непосредственного контакта заготовки и оснастки. В это же время через конические отверстия в зону фланца заготовки поступает жидкость высокого давления из рабочей камеры, причем благодаря геометрии отверстий давление жидкости концентрируется и на выходе повышается в 5-10 раз и таким образом заметно повышает несущую способность гидродинамического клина, надежно разделяя трущиеся поверхности и исключая загрязнение материала заготовки химическими элементами оснастки. Одновременно это повышенное давление воздействует на торец фланца заготовки,создавая сильный торцевой подпор фланца заготовки и облегчая его вытяжку. Таким образом, совместное действие возникающего режима гидродинамического трения и подпора фланца повышенным в 5-10 раз давлением приводит к увеличению степени вытяжки по сравнению с известными устройствами. Сущность изобретения поясняется чертежом, где на фиг. 1 приведен общий вид предлагаемого устройства, слева - до начала деформации, справа - в процессе деформации. Устройство для получения изделия из листового сверхчистого металла гидроударной вытяжкой содержит рабочую камеру 1, к нижнему торцу которой посредством зажимного устройства 2 прижаты матрица 3 с кольцевой конической выемкой 4, заготовка 5 и прижим 6 с кольцевой конической выемкой 7 и коническими отверстиями 8, установленные над матрицей. Для создания импульса давления жидкости в рабочей камере используется боек 9. Устройство работает следующим образом матрицу 3 с установленной заготовкой 5 и прижимом 6 посредством подвижной плиты зажимного устройства 2 прижимают к торцевой поверхности рабочей камеры 1. Затем заполняют рабочую камеру жидкостью (например, водой), которая через конические отверстия 8 заполняет также конические выемки 7 и 4. После этого с помощью быстролетящего бойка 9 создают импульс давления жидкости в камере 1, который воздействует на прижим 6, прижимая его к матрице 3, и на заготовку 5,деформируя ее по матрице 3. Одновременно импульс давления, проходя через конические отверстия 8, возрастает в 5-10 раз, воздействует на торец фланца заготовки 5, облегчая процесс вытяжки, и создает повышенное давление в конических выемках 4 и 7 матрицы и прижима. В это же время с высокой скоростью начинает двигаться фланец заготовки 5,затягивая жидкость между заготовкой 5, прижимом 6 и матрицей 3. Совместное действие повышенного давления жидкости и высокая скорость движения фланца заготовки создают режим гидродинамического трения, надежно защищая металл заготовки от загрязнения,снижая коэффициент трения практически к 0 и повышая степень вытяжки заготовки. По окончании процесса деформирования заготовки 5 отводят подвижную плиту зажимного устройства 2 и извлекают продеформированную заготовку 5. Затем боек 9 возвращают в исходное положение, после чего устройство готово к новому циклу. Использование предлагаемой конструкции устройства позволяет устранить загрязнение вытягиваемого изделия (сверхчистые металлы) материалом оснастки и позволяет вытягивать заготовки со степенью вытяжки на 10-15 выше, чем при гидроударной вытяжке с использованием известного устройства. Так, химический анализ вытянутой на предлагаемом устройстве лабораторной посуды из платины чистотой 99,99 (чашка 118-3) не выявил изменений в химсоставе изделия, в то время как изделия, полученные обычными способами, загрязняются химическими элементами оснастки и требуют стравливания поверхностного слоя изделия. При проведении лабораторных испытаний предлагаемого устройства в матрицу 30 мм была вытянута заготовка из меди М 1 М толщиной 1,05 мм и диаметром 62 мм, что соот 3 13149 1 2010.04.30 622,07 . В то же время на известном устройстве пре 30 дельная степень вытяжки медной заготовки не превышает 1,8. Таким образом, предлагаемое устройство позволило увеличить степень вытяжки плоской заготовки в 1,15 раза. ветствует степени вытяжки Источники информации 1. Чачин В.Н. Электрогидравлическая обработка машиностроительных материалов.Минск Наука и техника, 1978.- С. 128, рис. 4.20. 2. Шарин Ю.Е. Технологические схемы гидроударной вытяжки. В кн. Импульсные методы обработки материалов.- Минск Наука и техника, 1977.- С. 125, рис. 1. 3. Петраковский , Крино Н.И., Марченко И.И. Интенсификация гидроударной вытяжки листовых материалов. В кн. Импульсные методы обработки материалов.- Минск Наука и техника, 1977.- С. 118, рис. 1 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21D 22/00
Метки: изделия, сверхчистого, получения, металла, вытяжкой, устройство, гидроударной, листового
Код ссылки
<a href="https://by.patents.su/4-13149-ustrojjstvo-dlya-polucheniya-izdeliya-iz-listovogo-sverhchistogo-metalla-gidroudarnojj-vytyazhkojj.html" rel="bookmark" title="База патентов Беларуси">Устройство для получения изделия из листового сверхчистого металла гидроударной вытяжкой</a>
Устройство для гидроударной вытяжки
Номер патента: U 5490
Опубликовано: 30.08.2009
Авторы: Петраковский Владимир Степанович, Журавский Александр Юльянович
МПК: B21D 26/00
Метки: устройство, вытяжки, гидроударной
Текст:
...эффект повышения степени вытяжки за счет сжатия полой заготовки в радиальном направлении будет полностью отсутствовать. При большом угле конусности паза может наступить момент, когда усилие сжатия полой заготовки в радиальном направлении превысит определенное значение, при котором стенка заготовки начнет складываться, и процесс вытяжки станет невозможным. Поэтому существует оптимальный угол конусности паза, который для условий гидроударной...
Ручной инструмент для соединения листового металла
Номер патента: 3451
Опубликовано: 30.06.2000
Авторы: Романенков Владимир Андреевич, Шелег Валерий Константинович, Денисов Леонид Сергеевич
МПК: B21J 15/38, B25B 7/00, B21B 39/03...
Метки: ручной, инструмент, листового, металла, соединения
Текст:
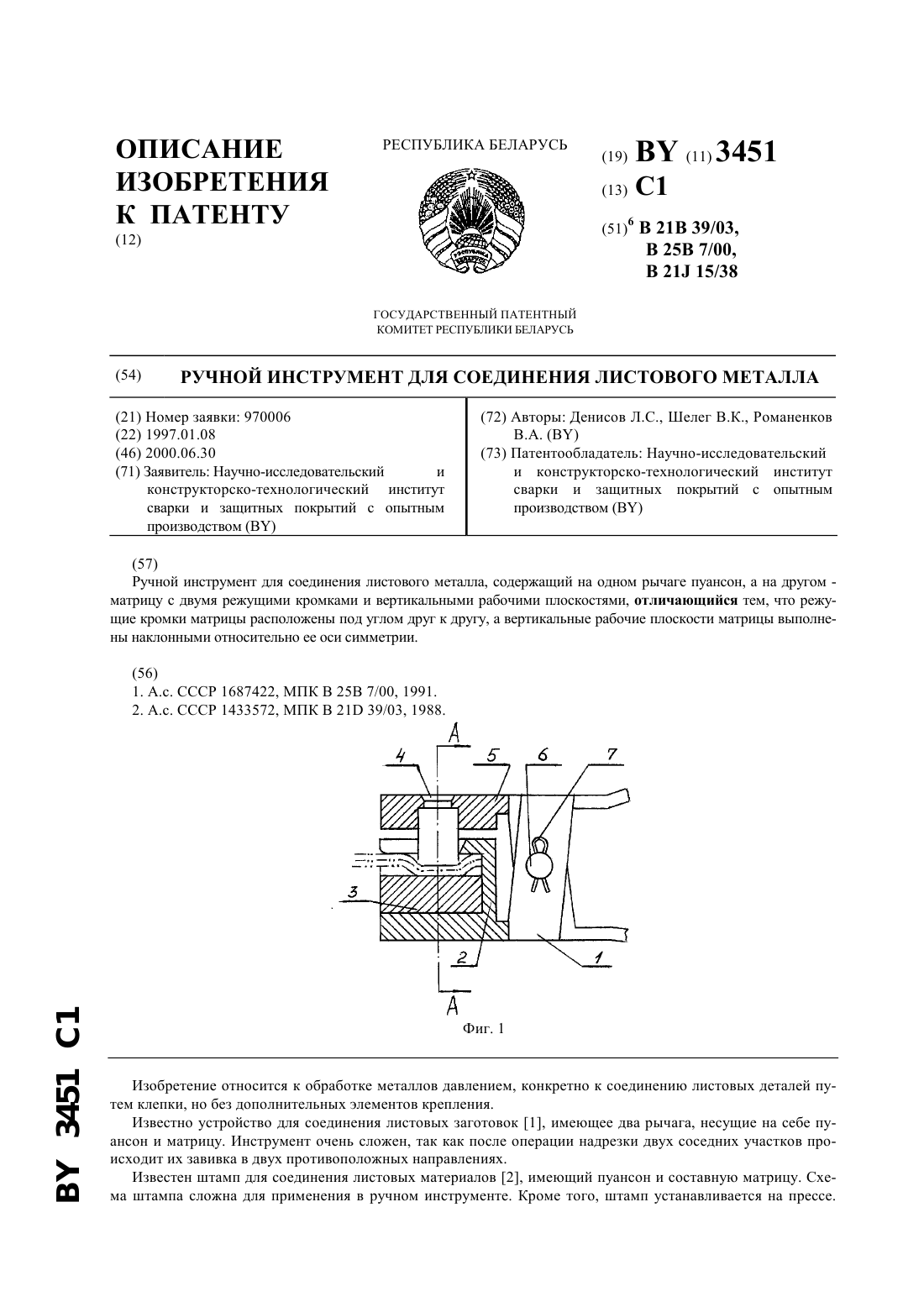
...ручного инструмента, так как усилия сплющивания материала достигают больших величин. В предлагаемом инструменте отношение длин плеч рычагов при соблюдении всех эргономических требований может быть 30 и более. Движение пуансона по дуге окружности снижает максимальное усилие, так как инструмент работает как бы по принципу гильотинных ножниц. На фиг. 1 изображен общий вид инструмента на фиг. 2 - разрез по А-А на фиг. 3 - инструмент в плане без...
Ручной инструмент для соединения листового металла
Номер патента: 5921
Опубликовано: 30.03.2004
Авторы: Кениг Владимир Вячеславович, Романенков Владимир Андреевич, Рагунович Сергей Петрович
МПК: B21D 39/03
Метки: инструмент, листового, соединения, металла, ручной
Текст:
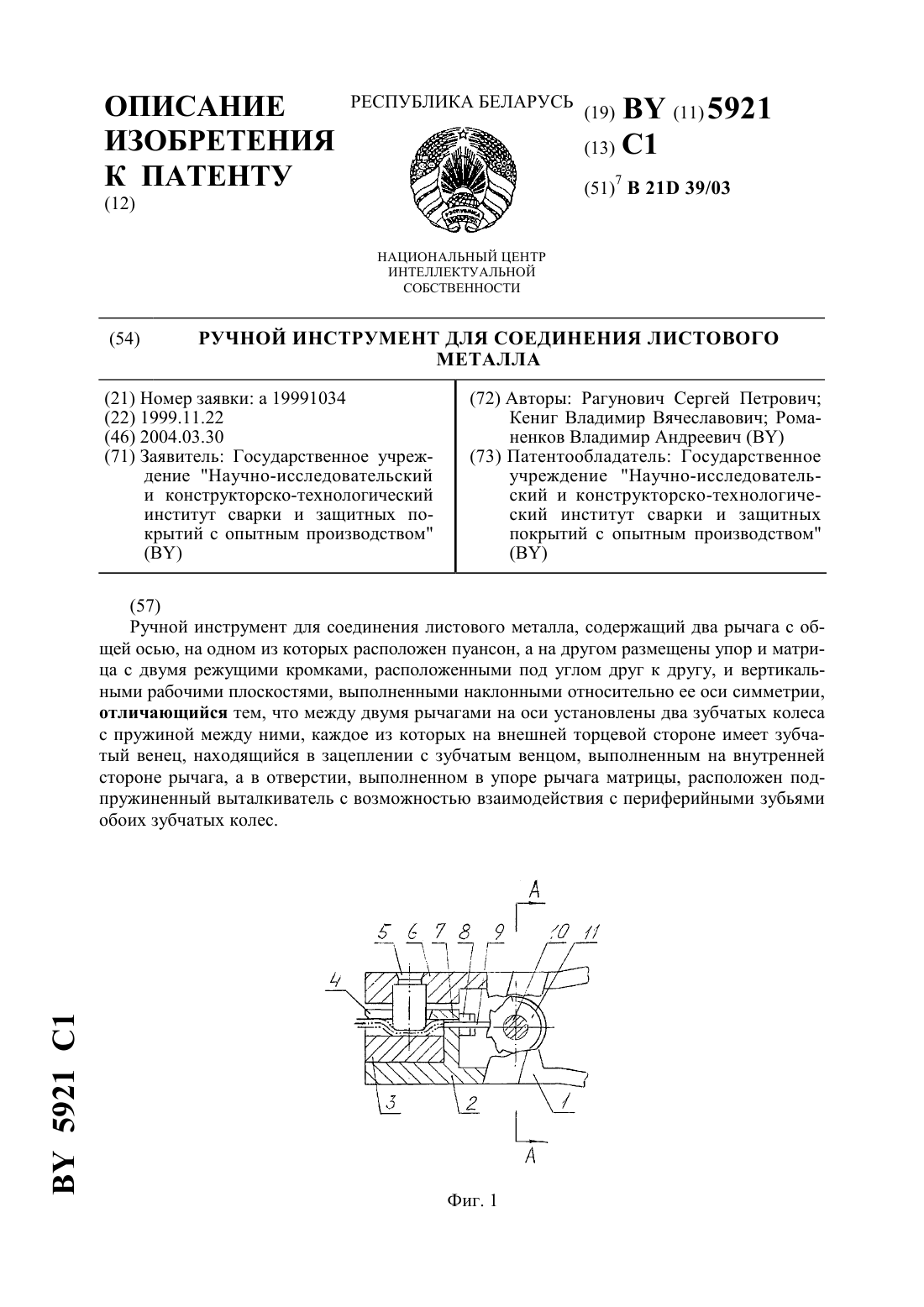
...инструмента в сомкнутом положении по окончании рабочего хода на фиг. 2 - разрез по А-А на фиг. 3 - вид сверху на фиг. 4 - фрагмент развертки торцовых зубчатых венцов в зацеплении на фиг. 5 - зубчатые колеса в положении окончания рабочего хода. Инструмент выполнен в виде двух рычагов с общей осью и состоит из нижнего рычага 1 (фиг. 1), на рабочем конце которого расположен упор 2, матрица 3, направляющая для пуансона 4 пуансон 5 крепится уже на...
Устройство для изготовления полой заготовки гидроударной раздачей
Номер патента: 12402
Опубликовано: 30.10.2009
Авторы: Петраковский Владимир Степанович, Журавский Александр Юльянович
МПК: B21D 41/00
Метки: устройство, полой, изготовления, заготовки, раздачей, гидроударной
Текст:
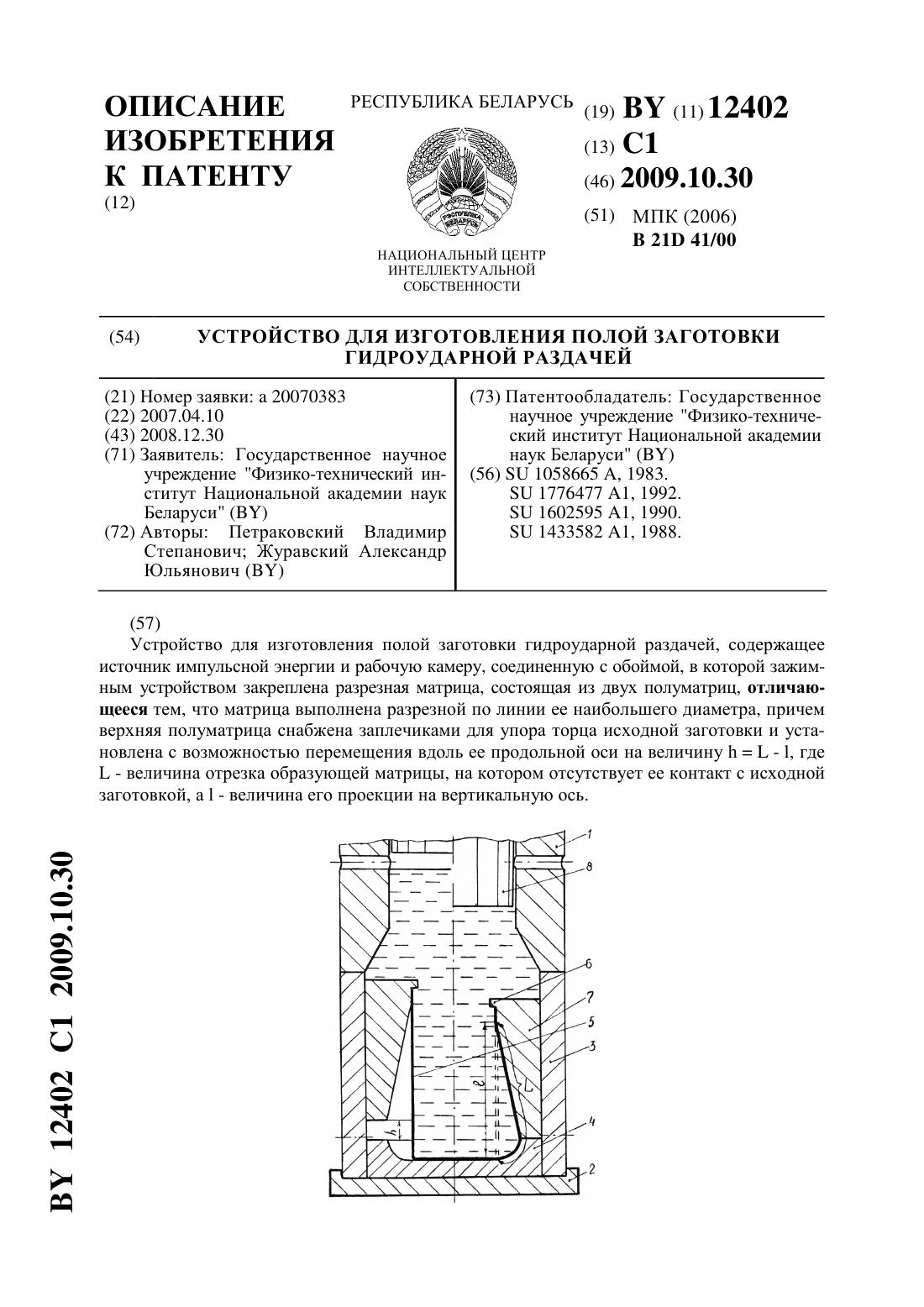
...а значит, повысить степень раздачи. Кроме того, в предлагаемой конструкции заготовка перемещается совместно с верхней полуматрицей, причем по мере раздачи заготовки и перемещения полуматрицы вниз все большая часть поверхности заготовки перемещается совместно с матрицей. Таким образом, перемещение заготовки относительно матрицы отсутствует, а значит, отсутствуют и силы трения между матрицей и заготовкой, препятст 2 12402 1 2009.10.30 вующие...
Способ контактной точечной сварки плоской детали из листового металла с цилиндрической деталью
Номер патента: 12205
Опубликовано: 30.08.2009
Автор: Головаченко Александр Федорович
МПК: B23K 11/10
Метки: способ, контактной, точечной, деталью, цилиндрической, сварки, листового, металла, плоской, детали
Текст:
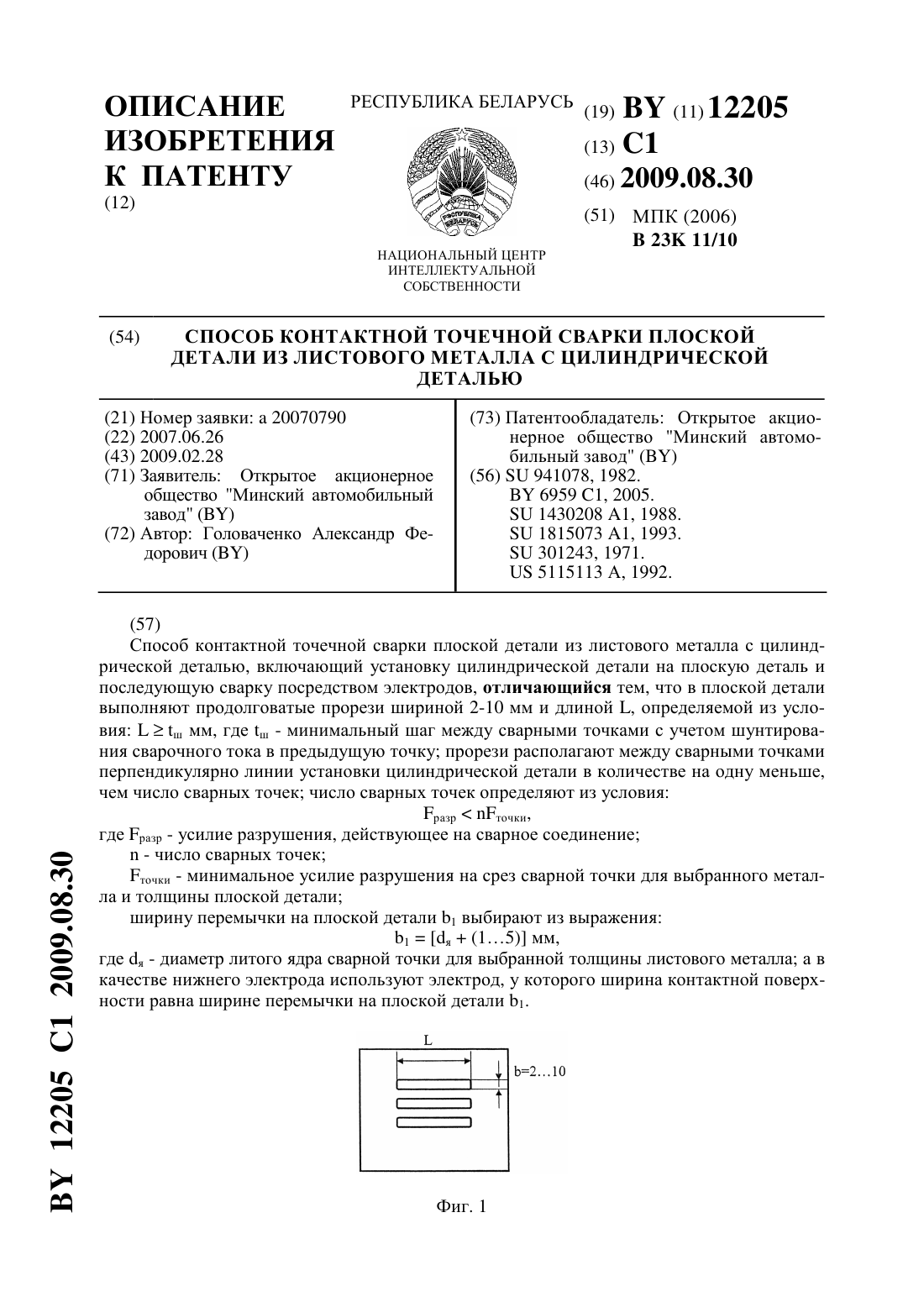
...из деталей с минимальными энергозатратами за счет уменьшения шунтирования сварочного тока и без значительного увеличения веса и габаритов сварного соединения путем укорачивания длины нахлестки. Поставленная задача достигается тем, что в способе контактной точечной сварки плоской детали из листового металла с цилиндрической деталью, включающем установку цилиндрической детали на плоскую деталь и последующую сварку посредством электродов в...
Предыдущий патент: Система охлаждения двигателя внутреннего сгорания
Следующий патент: Закрытый склад для сыпучих материалов
Случайный патент: Органическое удобрение на основе отходов сахарного производства из свеклы и способ его применения