Способ контактной точечной сварки плоской детали из листового металла с цилиндрической деталью
Текст
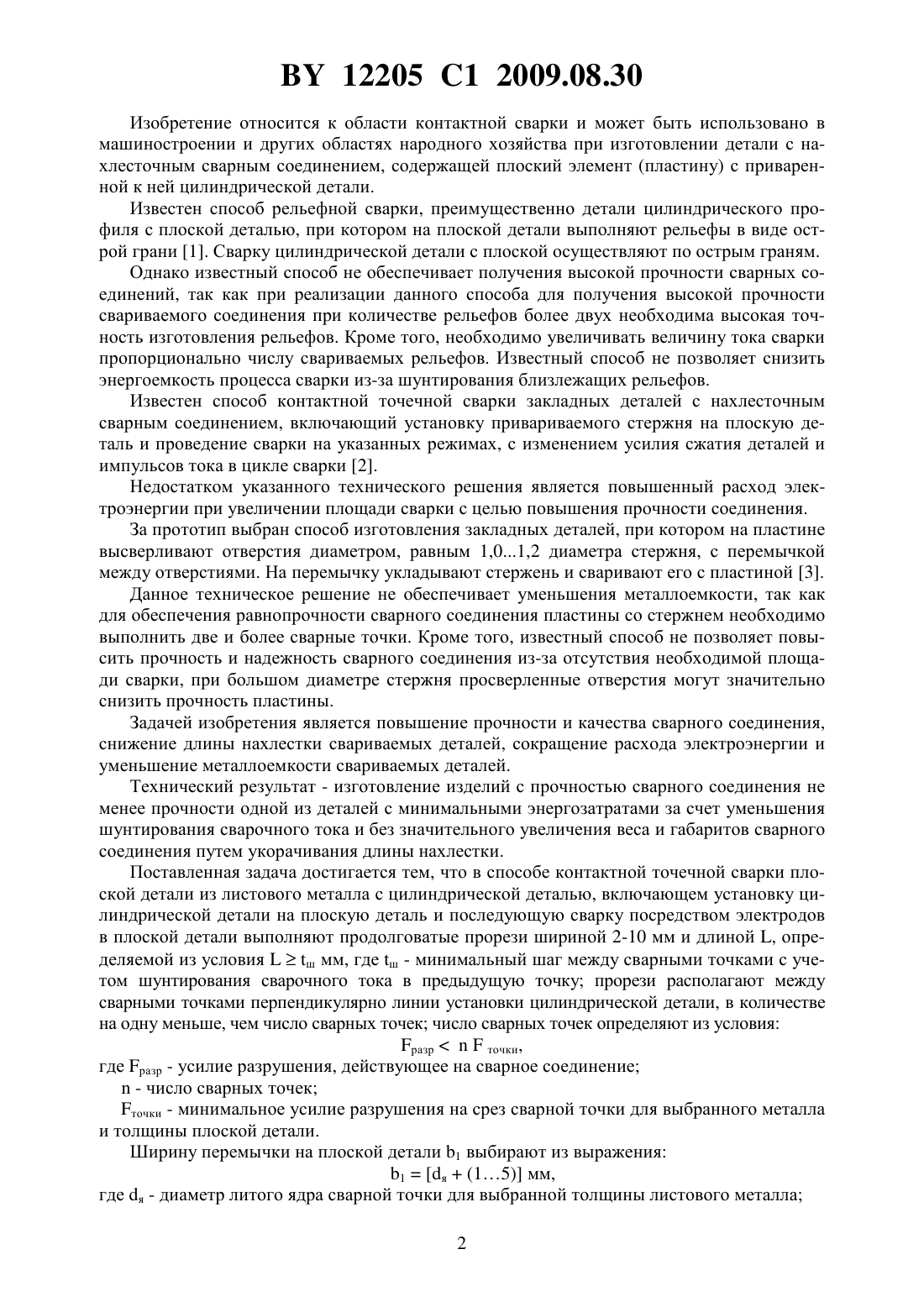
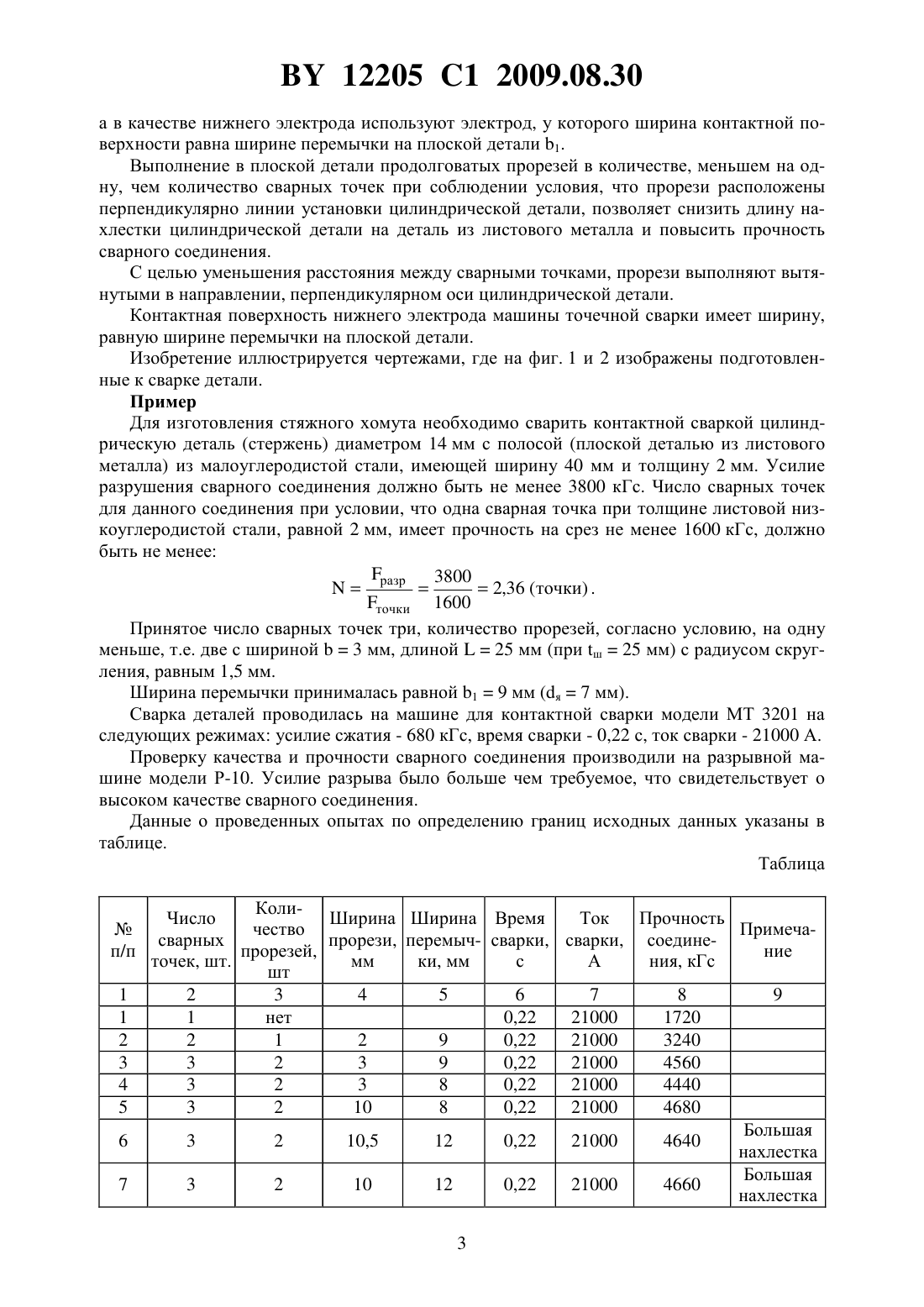
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ПЛОСКОЙ ДЕТАЛИ ИЗ ЛИСТОВОГО МЕТАЛЛА С ЦИЛИНДРИЧЕСКОЙ ДЕТАЛЬЮ(71) Заявитель Открытое акционерное общество Минский автомобильный завод(72) Автор Головаченко Александр Федорович(73) Патентообладатель Открытое акционерное общество Минский автомобильный завод(57) Способ контактной точечной сварки плоской детали из листового металла с цилиндрической деталью, включающий установку цилиндрической детали на плоскую деталь и последующую сварку посредством электродов, отличающийся тем, что в плоской детали выполняют продолговатые прорези шириной 2-10 мм и длиной , определяемой из условияш мм, где ш - минимальный шаг между сварными точками с учетом шунтирования сварочного тока в предыдущую точку прорези располагают между сварными точками перпендикулярно линии установки цилиндрической детали в количестве на одну меньше,чем число сварных точек число сварных точек определяют из условия разрточки,где разр - усилие разрушения, действующее на сварное соединение- число сварных точек точки - минимальное усилие разрушения на срез сварной точки для выбранного металла и толщины плоской детали ширину перемычки на плоской детали 1 выбирают из выражения 1 я(15) мм,где я - диаметр литого ядра сварной точки для выбранной толщины листового металла а в качестве нижнего электрода используют электрод, у которого ширина контактной поверхности равна ширине перемычки на плоской детали 1. 12205 1 2009.08.30 Изобретение относится к области контактной сварки и может быть использовано в машиностроении и других областях народного хозяйства при изготовлении детали с нахлесточным сварным соединением, содержащей плоский элемент (пластину) с приваренной к ней цилиндрической детали. Известен способ рельефной сварки, преимущественно детали цилиндрического профиля с плоской деталью, при котором на плоской детали выполняют рельефы в виде острой грани 1. Сварку цилиндрической детали с плоской осуществляют по острым граням. Однако известный способ не обеспечивает получения высокой прочности сварных соединений, так как при реализации данного способа для получения высокой прочности свариваемого соединения при количестве рельефов более двух необходима высокая точность изготовления рельефов. Кроме того, необходимо увеличивать величину тока сварки пропорционально числу свариваемых рельефов. Известный способ не позволяет снизить энергоемкость процесса сварки из-за шунтирования близлежащих рельефов. Известен способ контактной точечной сварки закладных деталей с нахлесточным сварным соединением, включающий установку привариваемого стержня на плоскую деталь и проведение сварки на указанных режимах, с изменением усилия сжатия деталей и импульсов тока в цикле сварки 2. Недостатком указанного технического решения является повышенный расход электроэнергии при увеличении площади сварки с целью повышения прочности соединения. За прототип выбран способ изготовления закладных деталей, при котором на пластине высверливают отверстия диаметром, равным 1,01,2 диаметра стержня, с перемычкой между отверстиями. На перемычку укладывают стержень и сваривают его с пластиной 3. Данное техническое решение не обеспечивает уменьшения металлоемкости, так как для обеспечения равнопрочности сварного соединения пластины со стержнем необходимо выполнить две и более сварные точки. Кроме того, известный способ не позволяет повысить прочность и надежность сварного соединения из-за отсутствия необходимой площади сварки, при большом диаметре стержня просверленные отверстия могут значительно снизить прочность пластины. Задачей изобретения является повышение прочности и качества сварного соединения,снижение длины нахлестки свариваемых деталей, сокращение расхода электроэнергии и уменьшение металлоемкости свариваемых деталей. Технический результат - изготовление изделий с прочностью сварного соединения не менее прочности одной из деталей с минимальными энергозатратами за счет уменьшения шунтирования сварочного тока и без значительного увеличения веса и габаритов сварного соединения путем укорачивания длины нахлестки. Поставленная задача достигается тем, что в способе контактной точечной сварки плоской детали из листового металла с цилиндрической деталью, включающем установку цилиндрической детали на плоскую деталь и последующую сварку посредством электродов в плоской детали выполняют продолговатые прорези шириной 2-10 мм и длиной , определяемой из условияш мм, где ш - минимальный шаг между сварными точками с учетом шунтирования сварочного тока в предыдущую точку прорези располагают между сварными точками перпендикулярно линии установки цилиндрической детали, в количестве на одну меньше, чем число сварных точек число сварных точек определяют из условия разрточки,где разр - усилие разрушения, действующее на сварное соединение- число сварных точек точки - минимальное усилие разрушения на срез сварной точки для выбранного металла и толщины плоской детали. Ширину перемычки на плоской детали 1 выбирают из выражения 1 я(15) мм,где я - диаметр литого ядра сварной точки для выбранной толщины листового металла 2 12205 1 2009.08.30 а в качестве нижнего электрода используют электрод, у которого ширина контактной поверхности равна ширине перемычки на плоской детали 1. Выполнение в плоской детали продолговатых прорезей в количестве, меньшем на одну, чем количество сварных точек при соблюдении условия, что прорези расположены перпендикулярно линии установки цилиндрической детали, позволяет снизить длину нахлестки цилиндрической детали на деталь из листового металла и повысить прочность сварного соединения. С целью уменьшения расстояния между сварными точками, прорези выполняют вытянутыми в направлении, перпендикулярном оси цилиндрической детали. Контактная поверхность нижнего электрода машины точечной сварки имеет ширину,равную ширине перемычки на плоской детали. Изобретение иллюстрируется чертежами, где на фиг. 1 и 2 изображены подготовленные к сварке детали. Пример Для изготовления стяжного хомута необходимо сварить контактной сваркой цилиндрическую деталь (стержень) диаметром 14 мм с полосой (плоской деталью из листового металла) из малоуглеродистой стали, имеющей ширину 40 мм и толщину 2 мм. Усилие разрушения сварного соединения должно быть не менее 3800 кГс. Число сварных точек для данного соединения при условии, что одна сварная точка при толщине листовой низкоуглеродистой стали, равной 2 мм, имеет прочность на срез не менее 1600 кГс, должно быть не менее разр 3800 точки 1600 Принятое число сварных точек три, количество прорезей, согласно условию, на одну меньше, т.е. две с шириной 3 мм, длиной 25 мм (при ш 25 мм) с радиусом скругления, равным 1,5 мм. Ширина перемычки принималась равной 19 мм (я 7 мм). Сварка деталей проводилась на машине для контактной сварки модели МТ 3201 на следующих режимах усилие сжатия - 680 кГс, время сварки - 0,22 с, ток сварки - 21000 А. Проверку качества и прочности сварного соединения производили на разрывной машине модели Р-10. Усилие разрыва было больше чем требуемое, что свидетельствует о высоком качестве сварного соединения. Данные о проведенных опытах по определению границ исходных данных указаны в таблице. Таблица КолиЧисло Ширина Ширина Время Ток Прочность чество Примечасварных прорези, перемыч- сварки, сварки, соединепрорезей,ние точек, шт. мм ки, мм с А ния, кГс шт 2 3 4 5 6 7 8 9 1 нет 0,22 21000 1720 2 1 2 9 0,22 21000 3240 3 2 3 9 0,22 21000 4560 3 2 3 8 0,22 21000 4440 3 2 10 8 0,22 21000 4680 Большая 3 2 10,5 12 0,22 21000 4640 нахлестка Большая 3 2 10 12 0,22 21000 4660 нахлестка 3 КолиЧисло Ширина Ширина Время Ток Прочность чество Примечасварных прорези, перемыч- сварки, сварки, соединепрорезей,ние точек, шт. мм ки, мм с А ния, кГс шт Раздавливание пе 3 2 1,5 8 0,22 21000 3810 ремычки при сварке Раздавливание пе 3 2 2 7,5 0,22 21000 3380 ремычки при сварке Источники информации 1. А.с. 1247212. Способ рельефной сварки, МПК В 23 К 11/14, опубл. 30.07.86 // Бюл.28. 2. Патент РФ 2148483. Способ контактной точечной сварки, МПК В 23 К 11/10, опубл. 10.05.2000 г. 3. А.с.941078. Способ изготовления закладных деталей, МПК В 23 К 11/10, опубл. 07.07.82 // Бюл.25 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23K 11/10
Метки: детали, деталью, листового, металла, контактной, цилиндрической, плоской, точечной, сварки, способ
Код ссылки
<a href="https://by.patents.su/4-12205-sposob-kontaktnojj-tochechnojj-svarki-ploskojj-detali-iz-listovogo-metalla-s-cilindricheskojj-detalyu.html" rel="bookmark" title="База патентов Беларуси">Способ контактной точечной сварки плоской детали из листового металла с цилиндрической деталью</a>
Установка для контактной точечной сварки
Номер патента: U 865
Опубликовано: 30.06.2003
Автор: Болотов Сергей Владимирович
МПК: B23K 11/10
Метки: точечной, установка, контактной, сварки
Текст:
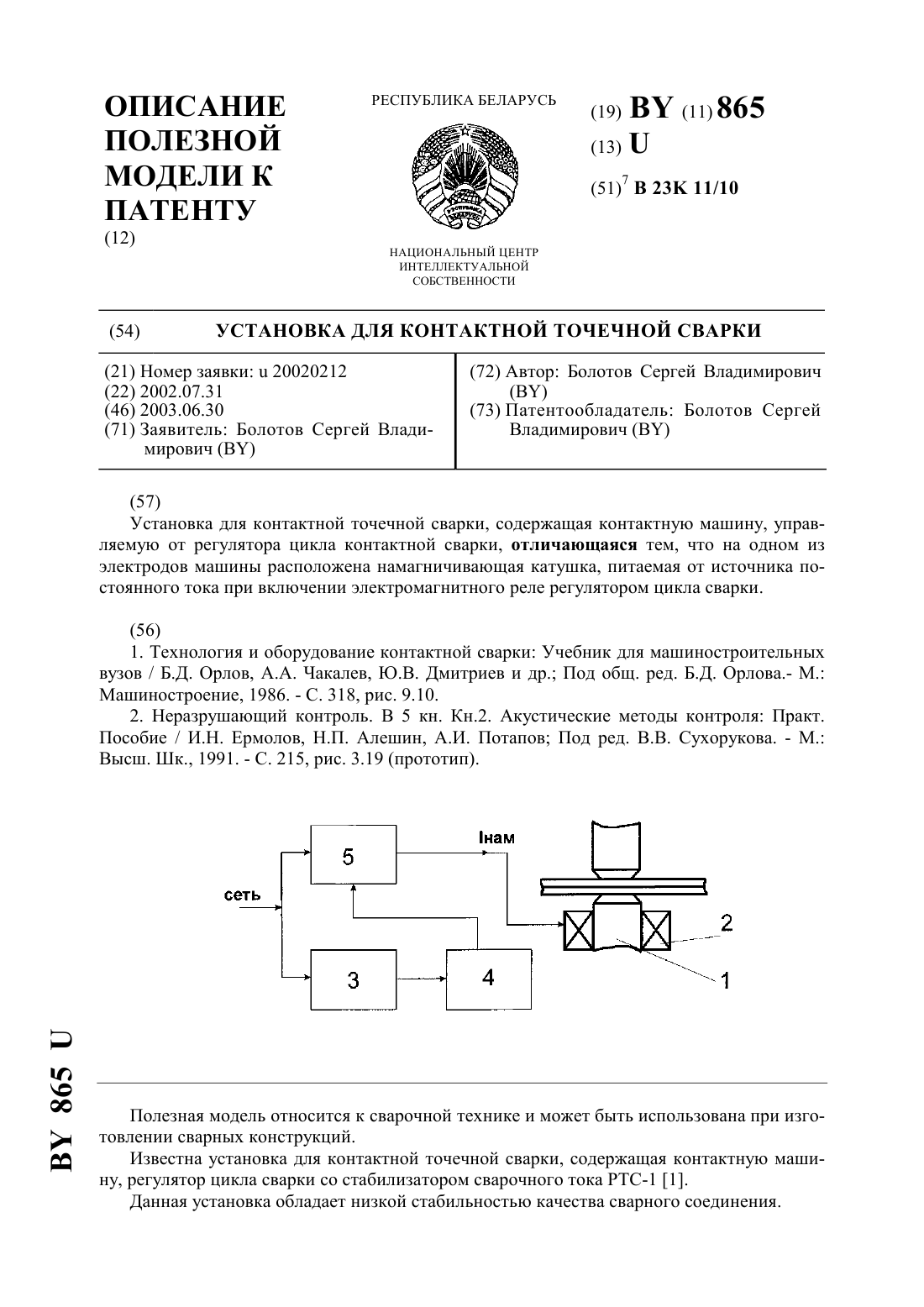
...изготовления электродов и возможностью образования воздушных пузырьков в водном акустическом контакте, существенно искажающих сигналы качества. Задачей полезной модели является обеспечение возможности контроля качества сварного соединения с высокой достоверностью. Поставленная задача достигается тем, в установке для контактной точечной сварки,содержащей контактную машину, управляемую от регулятора цикла контактной сварки,согласно...
Электродный узел для контактной точечной сварки
Номер патента: 4660
Опубликовано: 30.09.2002
Авторы: Килессо Сергей Михайлович, Попковский Виктор Александрович, Березиенко Валерий Петрович, Тарасенко Ирина Владимировна
МПК: B23K 11/30
Метки: узел, точечной, сварки, электродный, контактной
Текст:
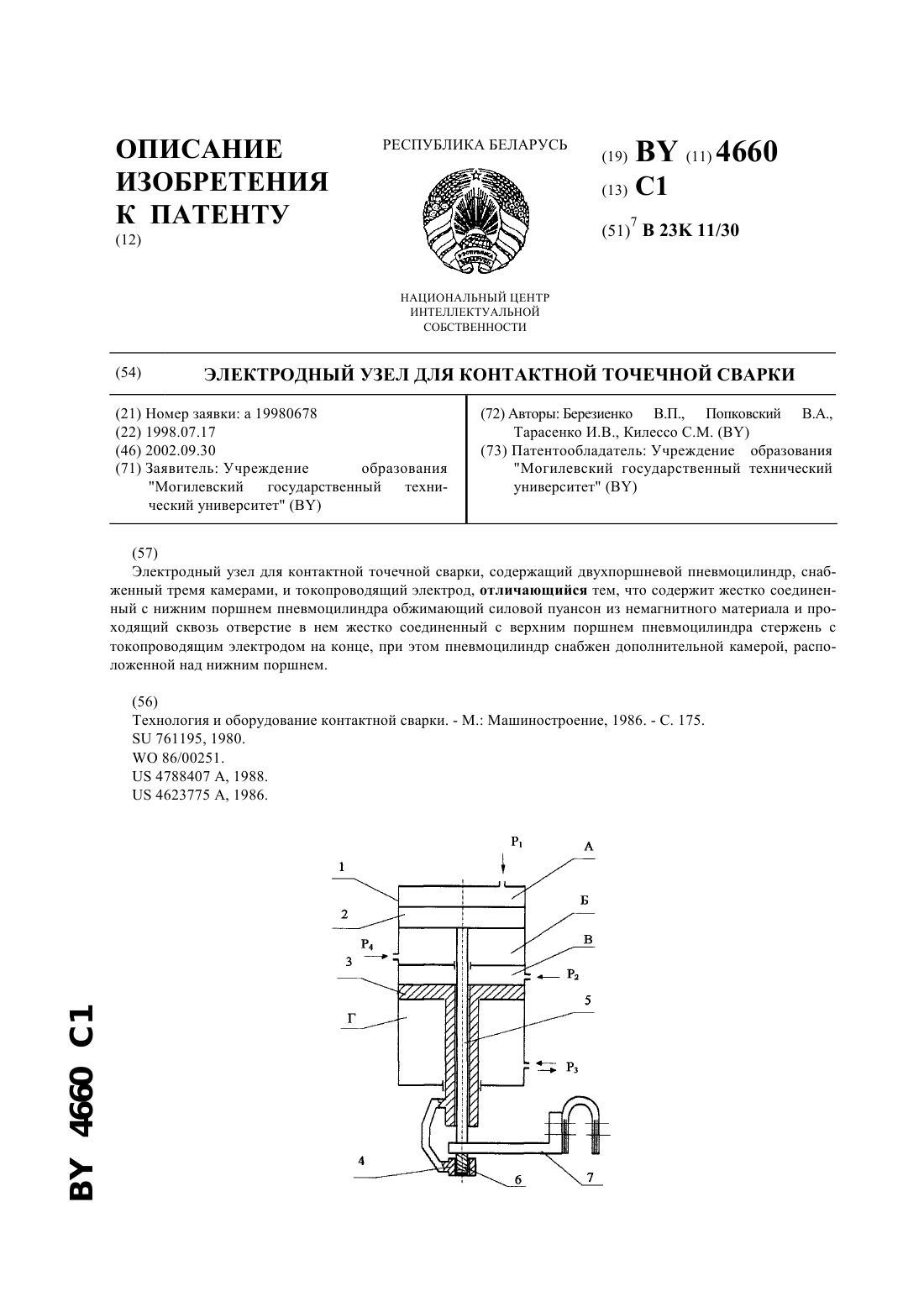
...содержащий двухпоршневый пневмоцилиндр, снабженный тремя камерами, и токопроводящий электрод, согласно изобретению, содержит жестко соединенный с нижним поршнем пневмоцилиндра обжимающий силовой пуансон из немагнитного материала и проходящий сквозь отверстие в нем жестко соединенный с верхним поршнем пневмоцилиндра стержень с токопроводящим электродом на конце, при этом пневмоцилиндр снабжен дополнительной камерой, расположенной над нижним...
Способ контактной точечной сварки
Номер патента: 6959
Опубликовано: 30.03.2005
Авторы: Фурманов Сергей Михайлович, Березиенко Валерий Петрович
МПК: B23K 11/10
Метки: способ, точечной, сварки, контактной
Текст:
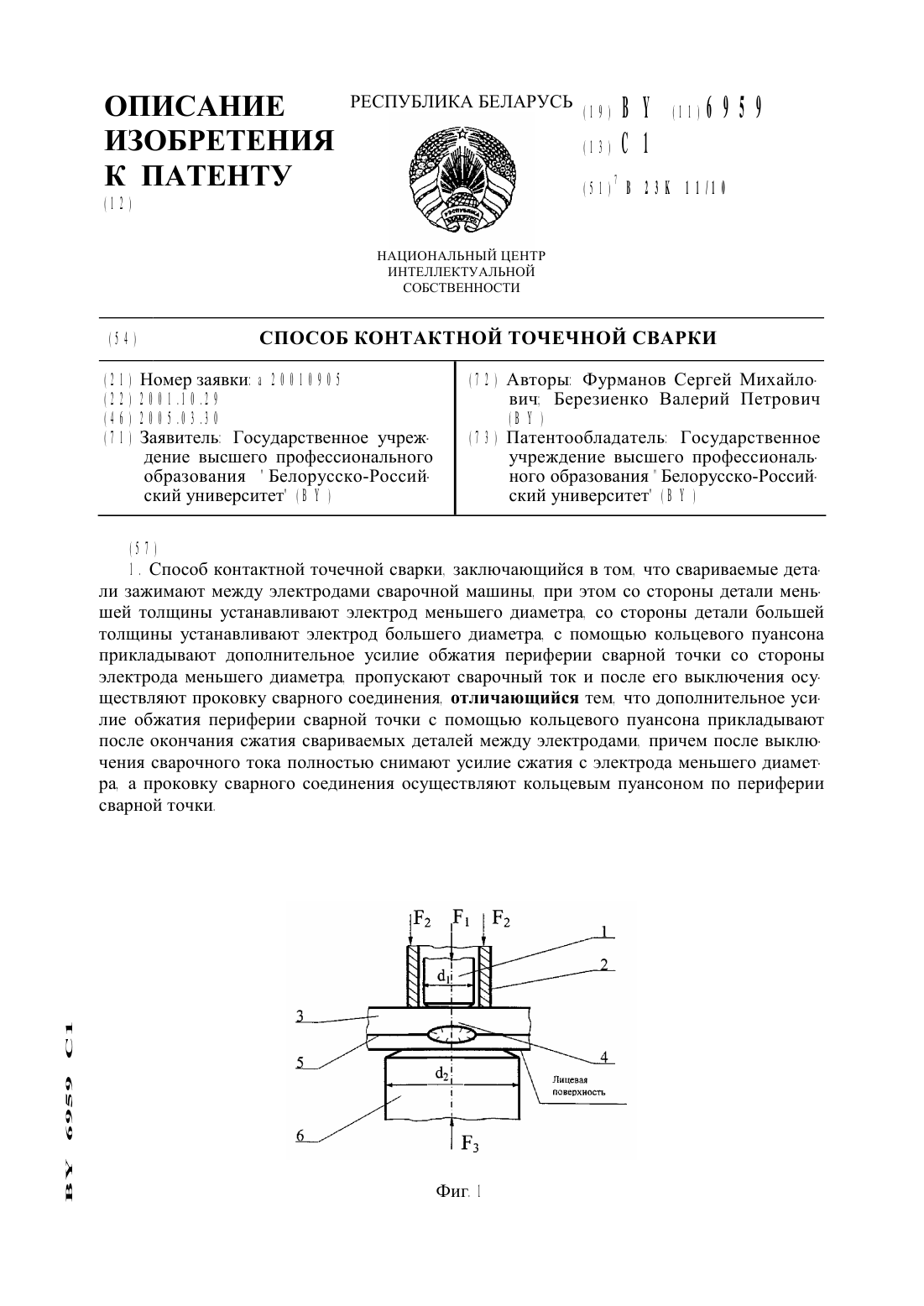
...с электрода меньшего диаметра. а проковку сварного соединения осушествляют только кольцевым пуансоном по периферии сварной точкиПри сварке по данному способу. согласно изобретению. после приложения усилия сжатия к электродам сварочной машины через свариваемые детали может быть пропущен дополнительный импульс тока подогрева. при этом усилие сжатия Р 1. прикладываемое к электродам сварочной машины. определяется из соотношенияР ф ОН ф. где...
Электрод для контактной точечной сварки
Номер патента: 6269
Опубликовано: 30.06.2004
Авторы: Цумарев Юрий Алексеевич, Латыпова Елена Юрьевна, Березиенко Валерий Петрович, Фурманов Сергей Михайлович
МПК: B23K 11/10, B23K 11/30
Метки: электрод, точечной, контактной, сварки
Текст:
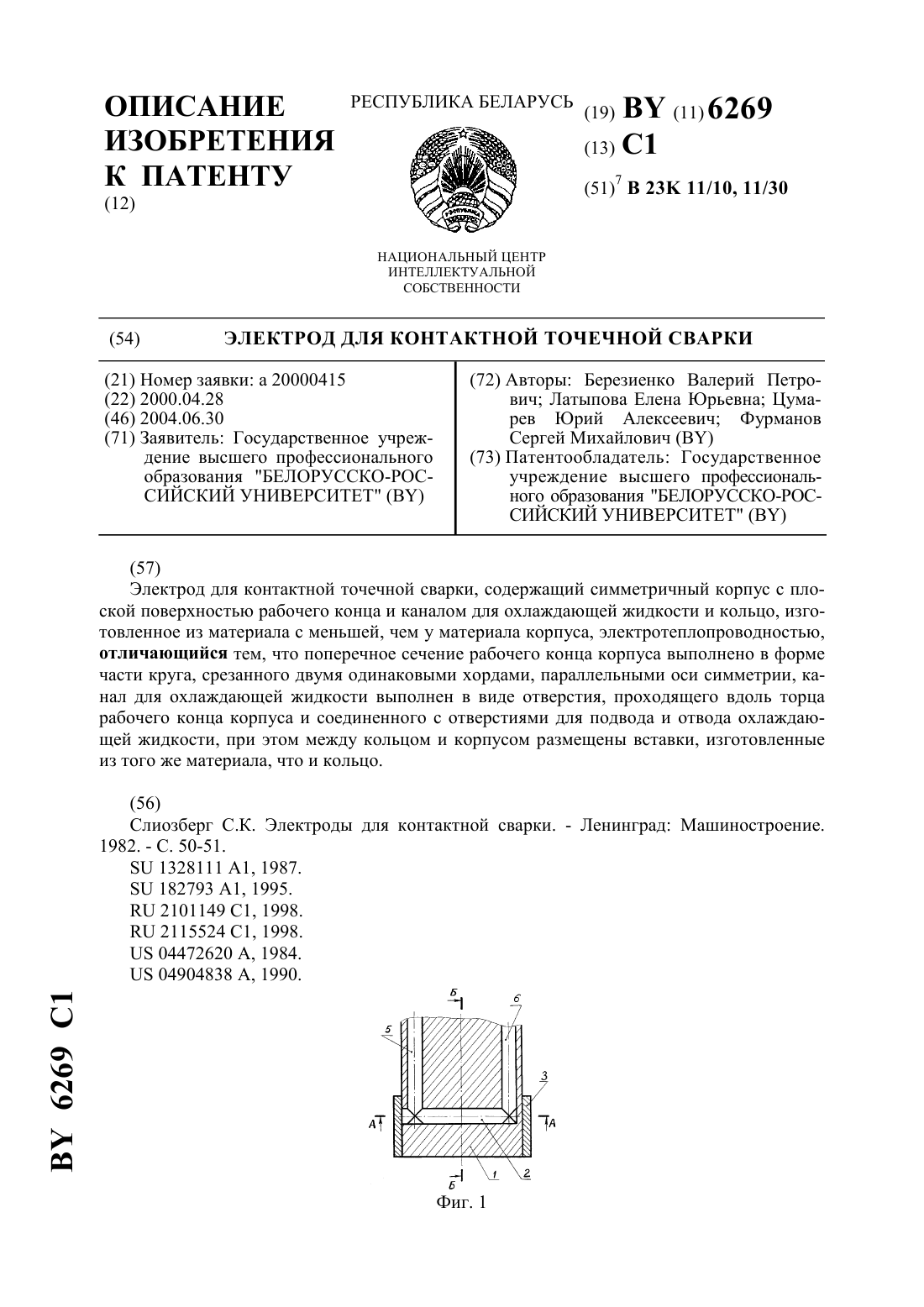
...сварки, содержащем симметричный корпус с плоской поверхностью рабочего конца и каналом для охлаждающей жидкости и кольцо, изготовленное из материала с меньшей, чем у материала корпуса,электротеплопроводностью, согласно изобретению, поперечное сечение рабочего конца корпуса выполнено в форме части круга, срезанного двумя одинаковыми хордами, параллельными оси симметрии, канал для охлаждающей жидкости выполнен в виде отверстия,проходящего...
Электродный узел для контактной точечной сварки
Номер патента: 6958
Опубликовано: 30.03.2005
Авторы: Цумарев Юрий Алексеевич, Латыпова Елена Юрьевна, Попковский Виктор Александрович, Фурманов Сергей Михайлович
МПК: B23K 11/30, B23K 11/10
Метки: электродный, узел, сварки, контактной, точечной
Текст:
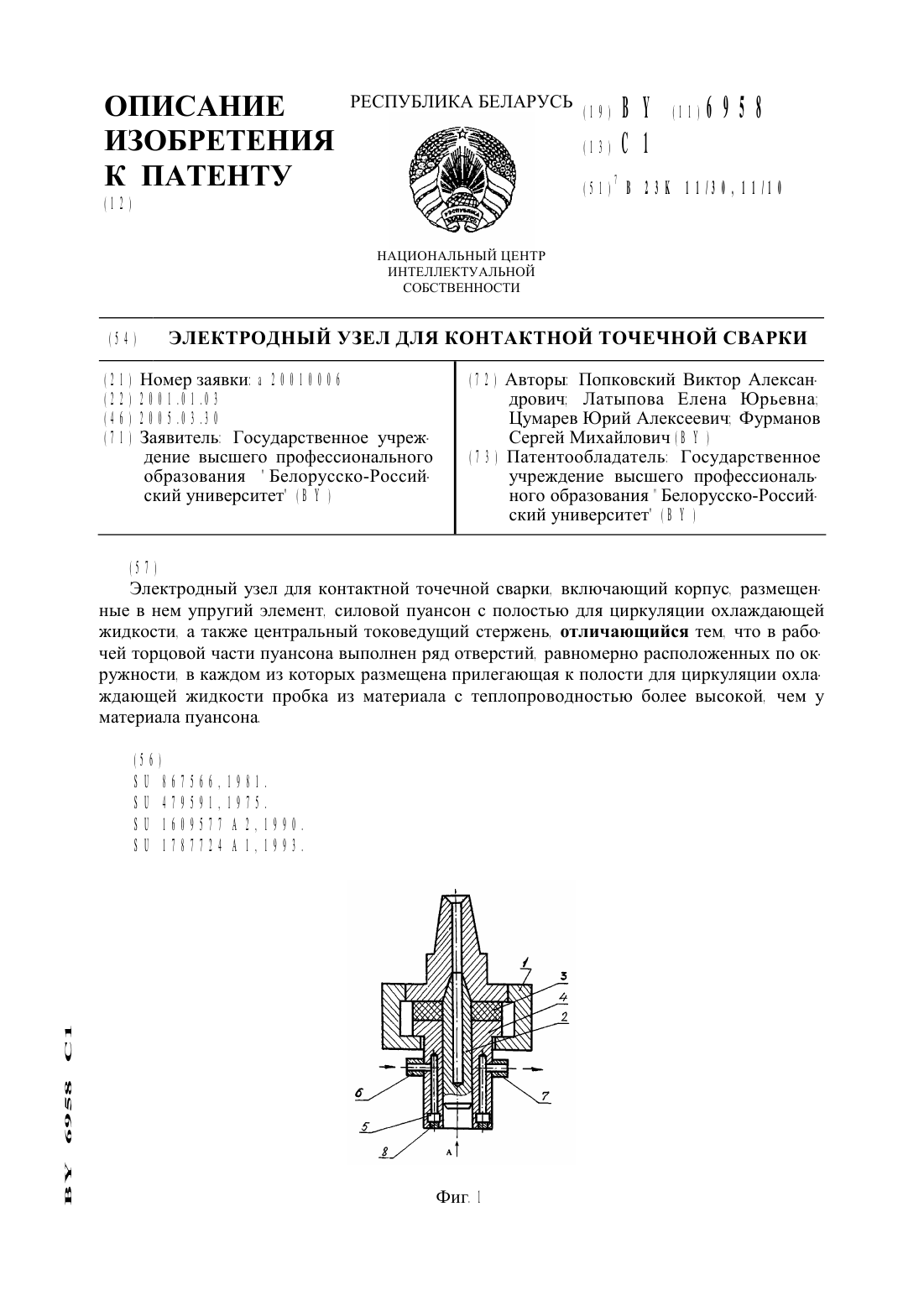
...сварного соединения из-за низкой механической прочности пуансона Это также приводит к ухудшению качества сварки.Задачей изобретения является повышение качества сварных соединенийПоставленная задача достигается тем. что в электродном узле для контактной точечной сварки. включающем корпус. размещенные в нем упругий элемент. силовой пуансон с полостью для циркуляции охлаждающей жидкости. а также центральный токоведущий стержень. согласно...
Предыдущий патент: Кожухотрубный теплообменник
Следующий патент: Индуктор созревания моноцитарных дендритных клеток in vitro
Случайный патент: Аттенуированный штамм вируса диареи крупного рогатого скота Bovine viral diarrhoea КМИЭВ - V120 - штамм-антиген