Устройство для гидроударной вытяжки
Номер патента: U 5490
Опубликовано: 30.08.2009
Авторы: Петраковский Владимир Степанович, Журавский Александр Юльянович
Текст
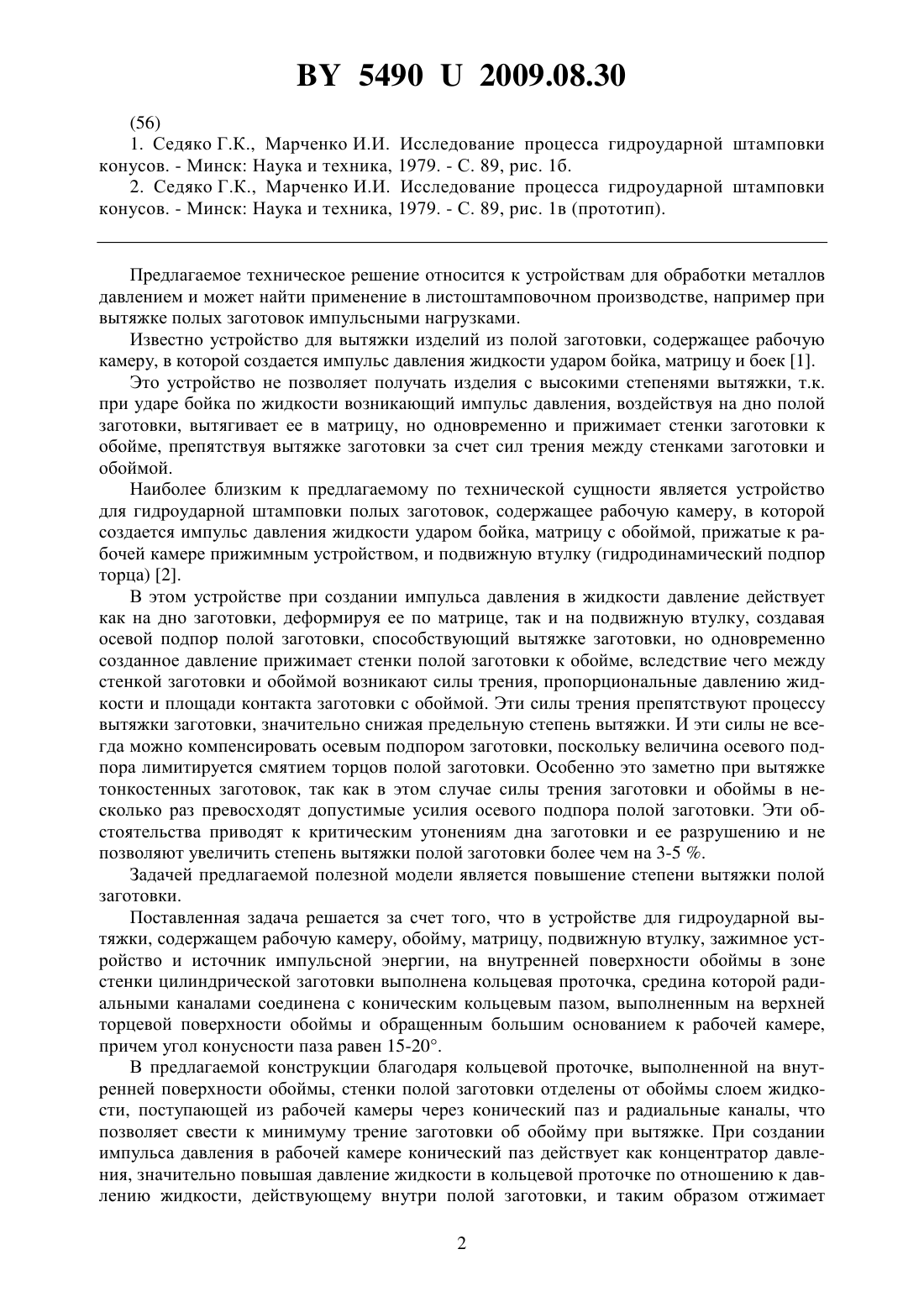
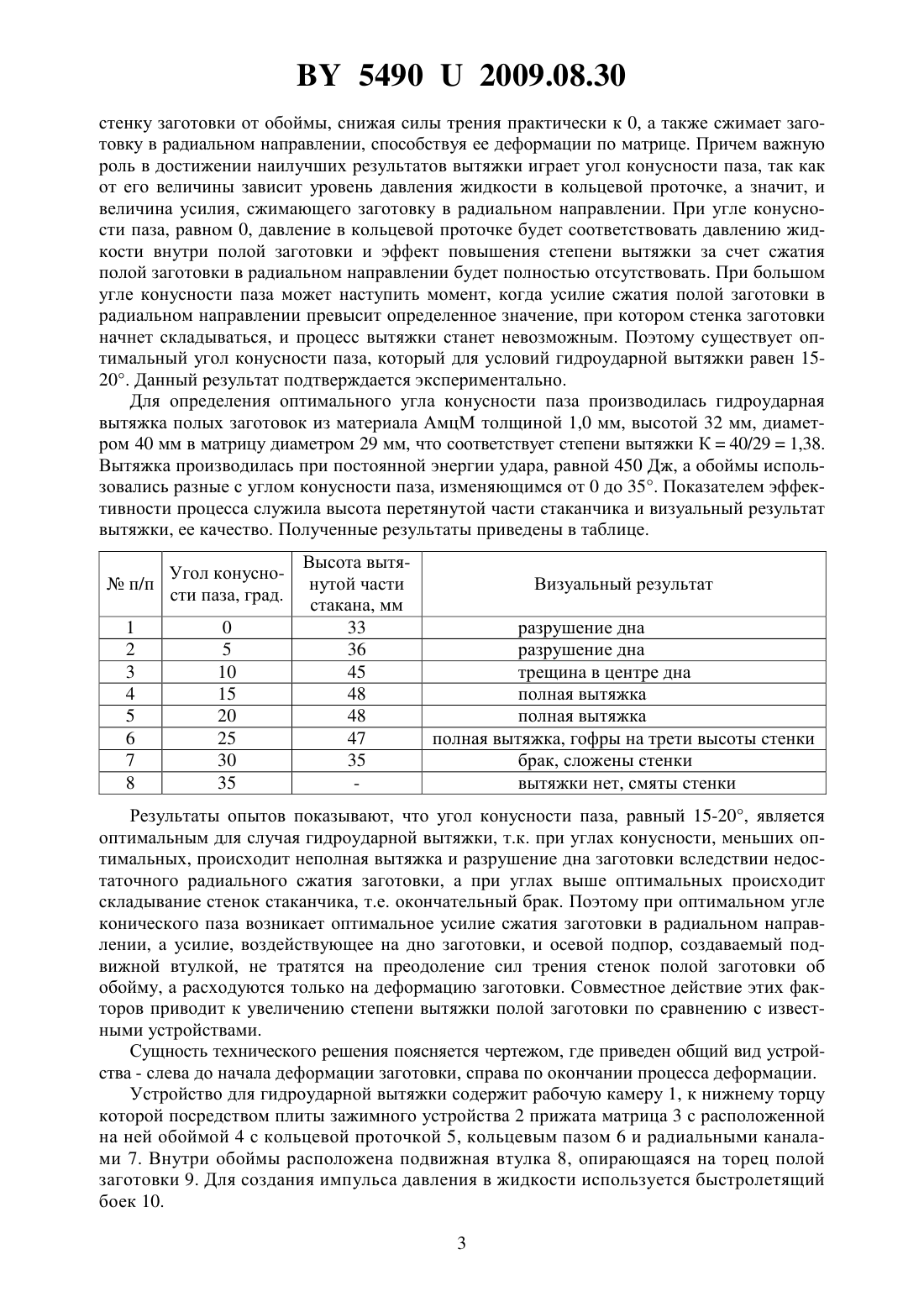
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ГИДРОУДАРНОЙ ВЫТЯЖКИ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Петраковский Владимир Степанович Журавский Александр Юльянович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Устройство для гидроударной вытяжки, содержащее рабочую камеру, обойму, матрицу,подвижную втулку, зажимное устройство и источник импульсной энергии, отличающееся тем, что на внутренней поверхности обоймы в зоне стенки цилиндрической заготовки выполнена кольцевая проточка, средина которой радиальными каналами соединена с коническим кольцевым пазом, выполненным на верхней торцевой поверхности обоймы и обращенным большим основанием к рабочей камере, причем угол конусности паза равен 1520.(56) 1. Седяко Г.К., Марченко И.И. Исследование процесса гидроударной штамповки конусов. - Минск Наука и техника, 1979. - С. 89, рис. 1 б. 2. Седяко Г.К., Марченко И.И. Исследование процесса гидроударной штамповки конусов. - Минск Наука и техника, 1979. - С. 89, рис. 1 в (прототип). Предлагаемое техническое решение относится к устройствам для обработки металлов давлением и может найти применение в листоштамповочном производстве, например при вытяжке полых заготовок импульсными нагрузками. Известно устройство для вытяжки изделий из полой заготовки, содержащее рабочую камеру, в которой создается импульс давления жидкости ударом бойка, матрицу и боек 1. Это устройство не позволяет получать изделия с высокими степенями вытяжки, т.к. при ударе бойка по жидкости возникающий импульс давления, воздействуя на дно полой заготовки, вытягивает ее в матрицу, но одновременно и прижимает стенки заготовки к обойме, препятствуя вытяжке заготовки за счет сил трения между стенками заготовки и обоймой. Наиболее близким к предлагаемому по технической сущности является устройство для гидроударной штамповки полых заготовок, содержащее рабочую камеру, в которой создается импульс давления жидкости ударом бойка, матрицу с обоймой, прижатые к рабочей камере прижимным устройством, и подвижную втулку (гидродинамический подпор торца) 2. В этом устройстве при создании импульса давления в жидкости давление действует как на дно заготовки, деформируя ее по матрице, так и на подвижную втулку, создавая осевой подпор полой заготовки, способствующий вытяжке заготовки, но одновременно созданное давление прижимает стенки полой заготовки к обойме, вследствие чего между стенкой заготовки и обоймой возникают силы трения, пропорциональные давлению жидкости и площади контакта заготовки с обоймой. Эти силы трения препятствуют процессу вытяжки заготовки, значительно снижая предельную степень вытяжки. И эти силы не всегда можно компенсировать осевым подпором заготовки, поскольку величина осевого подпора лимитируется смятием торцов полой заготовки. Особенно это заметно при вытяжке тонкостенных заготовок, так как в этом случае силы трения заготовки и обоймы в несколько раз превосходят допустимые усилия осевого подпора полой заготовки. Эти обстоятельства приводят к критическим утонениям дна заготовки и ее разрушению и не позволяют увеличить степень вытяжки полой заготовки более чем на 3-5 . Задачей предлагаемой полезной модели является повышение степени вытяжки полой заготовки. Поставленная задача решается за счет того, что в устройстве для гидроударной вытяжки, содержащем рабочую камеру, обойму, матрицу, подвижную втулку, зажимное устройство и источник импульсной энергии, на внутренней поверхности обоймы в зоне стенки цилиндрической заготовки выполнена кольцевая проточка, средина которой радиальными каналами соединена с коническим кольцевым пазом, выполненным на верхней торцевой поверхности обоймы и обращенным большим основанием к рабочей камере,причем угол конусности паза равен 15-20. В предлагаемой конструкции благодаря кольцевой проточке, выполненной на внутренней поверхности обоймы, стенки полой заготовки отделены от обоймы слоем жидкости, поступающей из рабочей камеры через конический паз и радиальные каналы, что позволяет свести к минимуму трение заготовки об обойму при вытяжке. При создании импульса давления в рабочей камере конический паз действует как концентратор давления, значительно повышая давление жидкости в кольцевой проточке по отношению к давлению жидкости, действующему внутри полой заготовки, и таким образом отжимает 2 54902009.08.30 стенку заготовки от обоймы, снижая силы трения практически к 0, а также сжимает заготовку в радиальном направлении, способствуя ее деформации по матрице. Причем важную роль в достижении наилучших результатов вытяжки играет угол конусности паза, так как от его величины зависит уровень давления жидкости в кольцевой проточке, а значит, и величина усилия, сжимающего заготовку в радиальном направлении. При угле конусности паза, равном 0, давление в кольцевой проточке будет соответствовать давлению жидкости внутри полой заготовки и эффект повышения степени вытяжки за счет сжатия полой заготовки в радиальном направлении будет полностью отсутствовать. При большом угле конусности паза может наступить момент, когда усилие сжатия полой заготовки в радиальном направлении превысит определенное значение, при котором стенка заготовки начнет складываться, и процесс вытяжки станет невозможным. Поэтому существует оптимальный угол конусности паза, который для условий гидроударной вытяжки равен 1520. Данный результат подтверждается экспериментально. Для определения оптимального угла конусности паза производилась гидроударная вытяжка полых заготовок из материала АмцМ толщиной 1,0 мм, высотой 32 мм, диаметром 40 мм в матрицу диаметром 29 мм, что соответствует степени вытяжки К 40/291,38. Вытяжка производилась при постоянной энергии удара, равной 450 Дж, а обоймы использовались разные с углом конусности паза, изменяющимся от 0 до 35. Показателем эффективности процесса служила высота перетянутой части стаканчика и визуальный результат вытяжки, ее качество. Полученные результаты приведены в таблице. Угол конусно п/п сти паза, град. 1 2 3 4 5 6 7 8 Высота вытянутой части стакана, мм 33 36 45 48 48 47 35 Визуальный результат разрушение дна разрушение дна трещина в центре дна полная вытяжка полная вытяжка полная вытяжка, гофры на трети высоты стенки брак, сложены стенки вытяжки нет, смяты стенки Результаты опытов показывают, что угол конусности паза, равный 15-20, является оптимальным для случая гидроударной вытяжки, т.к. при углах конусности, меньших оптимальных, происходит неполная вытяжка и разрушение дна заготовки вследствии недостаточного радиального сжатия заготовки, а при углах выше оптимальных происходит складывание стенок стаканчика, т.е. окончательный брак. Поэтому при оптимальном угле конического паза возникает оптимальное усилие сжатия заготовки в радиальном направлении, а усилие, воздействующее на дно заготовки, и осевой подпор, создаваемый подвижной втулкой, не тратятся на преодоление сил трения стенок полой заготовки об обойму, а расходуются только на деформацию заготовки. Совместное действие этих факторов приводит к увеличению степени вытяжки полой заготовки по сравнению с известными устройствами. Сущность технического решения поясняется чертежом, где приведен общий вид устройства - слева до начала деформации заготовки, справа по окончании процесса деформации. Устройство для гидроударной вытяжки содержит рабочую камеру 1, к нижнему торцу которой посредством плиты зажимного устройства 2 прижата матрица 3 с расположенной на ней обоймой 4 с кольцевой проточкой 5, кольцевым пазом 6 и радиальными каналами 7. Внутри обоймы расположена подвижная втулка 8, опирающаяся на торец полой заготовки 9. Для создания импульса давления в жидкости используется быстролетящий боек 10. 3 54902009.08.30 Устройство работает следующим образом. На подвижной плите зажимного устройства 2 устанавливают матрицу 3, на ней располагают обойму 4, внутрь которой опускают полую заготовку 9, а затем подвижную втулку 8 до ее упора в верхний торец заготовки 9. После этого посредством плиты зажимного устройства 2 матрицу 3 и обойму 4, с установленными в ней заготовкой 9 и подвижной втулкой 8, прижимают к торцу рабочей камеры 1 и заполняют рабочую камеру жидкостью (например, водой), которая через конический кольцевой паз 6 и радиальные каналы 7 заполняет также кольцевую проточку 5. Затем с помощью быстролетящего бойка 10 создают импульс давления жидкости в камере 1, который воздействует на подвижную втулку 8, перемещая ее вниз и создавая осевое сжатие заготовки 9, а также на дно полой заготовки 9, деформируя ее по матрице 3. Одновременно импульс давления, проходя через конический кольцевой паз 6, возрастает в несколько раз и через радиальные каналы 7 передается в кольцевую проточку 5. Созданное в ней повышенное давление воздействует на стенки полой заготовки, сжимая стенки стаканчика в радиальном направлении, что способствует процессу вытяжки и надежно отделяет стенки полой заготовки от обоймы, снижая коэффициент трения практически к 0, повышая таким образом степень вытяжки полой заготовки 9. По окончании процесса вытяжки заготовки 9 отводят подвижную плиту зажимного устройства 2 и извлекают продеформированную заготовку и подвижную втулку 8. Затем боек 10 возвращают в исходное состояние, после чего устройство готово к новому циклу. Использование предлагаемой конструкции устройства позволяет вытягивать заготовки со степенью вытяжки на 7-10 выше, чем при гидроударной вытяжке с использованием известных устройств. Так, при проведении лабораторных испытаний предлагаемого устройства была проведена серия экспериментов по вытяжке полых заготовок из стали 08 кп толщиной 1,0 мм, диаметром 50 мм в матрицы, диаметры которых изменялись с интервалом в 1 мм от 30 до 40 мм. В процессе испытаний определялся наименьший диаметр матрицы, в которую возможно произвести полную перетяжку заготовки. В результате экспериментов установлено, что минимальный диаметр матрицы, в которую полностью была перетянута 50 заготовка, составил 35 мм, что соответствует степени вытяжки 1,428 . В то же 38 время на известном устройстве подобного типа такая же полая заготовка перетягивалась 501,31 . полностью, только в матрицу 38 мм, что соответствует степени вытяжки 38 Таким образом, предлагаемое устройство позволило увеличить степень вытяжки заготовки из стали 08 кп в 1,09 раза. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21D 26/00
Метки: вытяжки, гидроударной, устройство
Код ссылки
<a href="https://by.patents.su/4-u5490-ustrojjstvo-dlya-gidroudarnojj-vytyazhki.html" rel="bookmark" title="База патентов Беларуси">Устройство для гидроударной вытяжки</a>
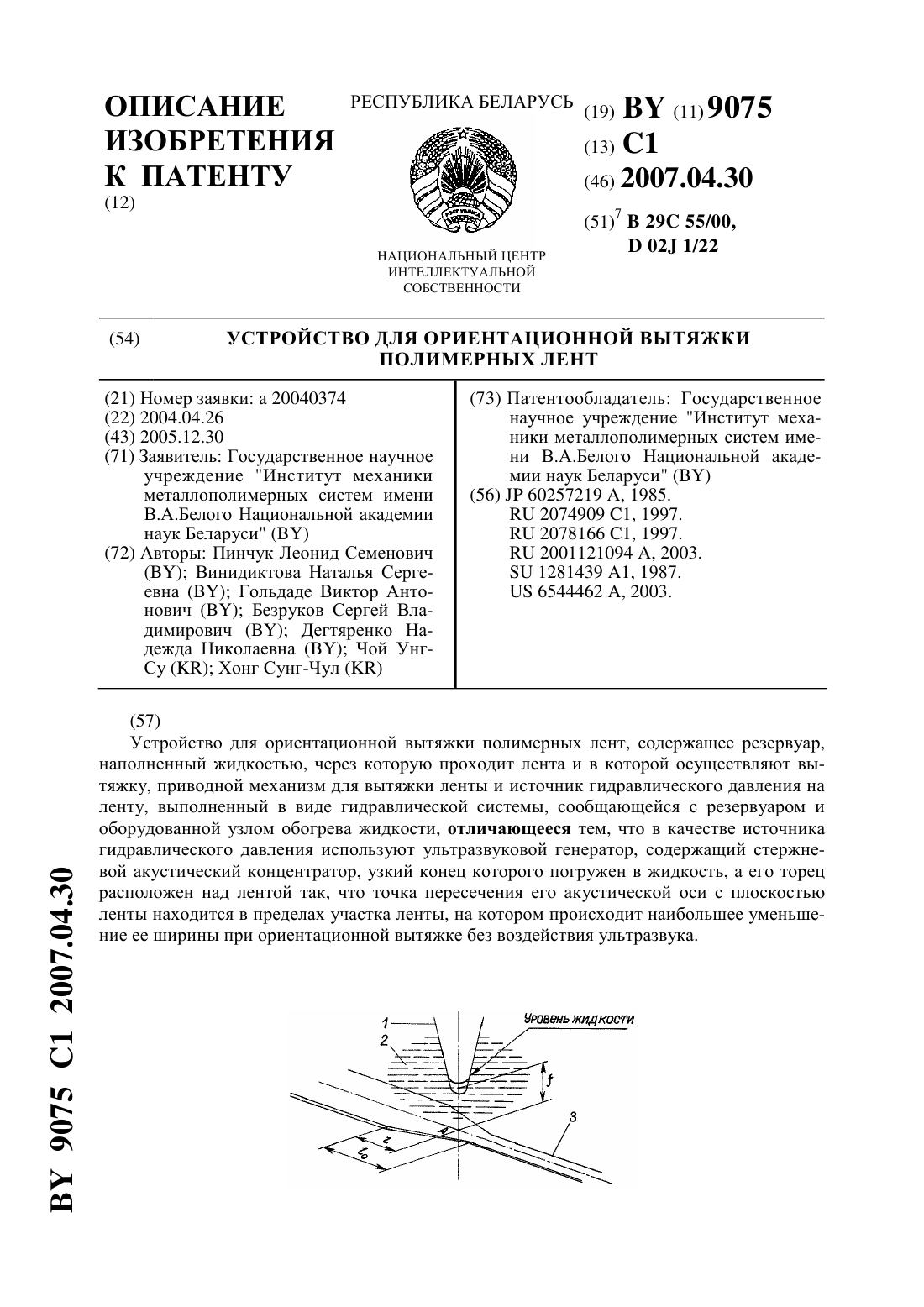
Устройство для ориентационной вытяжки полимерных лент
Номер патента: 9075
Опубликовано: 30.04.2007
Авторы: Чой Унг-Су, Безруков Сергей Владимирович, Гольдаде Виктор Антонович, Винидиктова Наталья Сергеевна, Дегтяренко Надежда Николаевна, Хонг Сунг-Чул, Пинчук Леонид Семенович
МПК: B29C 55/00, D02J 1/22
Метки: полимерных, вытяжки, лент, ориентационной, устройство
Текст:
...давление жидкости постоянно в объеме резервуара, поэтому концентрация давления на участках ленты, испытывающих ориентационную перестройку структуры, принципиально невозможна компенсация утечек жидкости из резервуара через отверстия для входа и выхода ленты значительно усложняет конструкцию и удорожает эксплуатацию устройства. Задачи, на решение которых направлено изобретение 1) упрощение конструкции устройства 2) снижение степени...
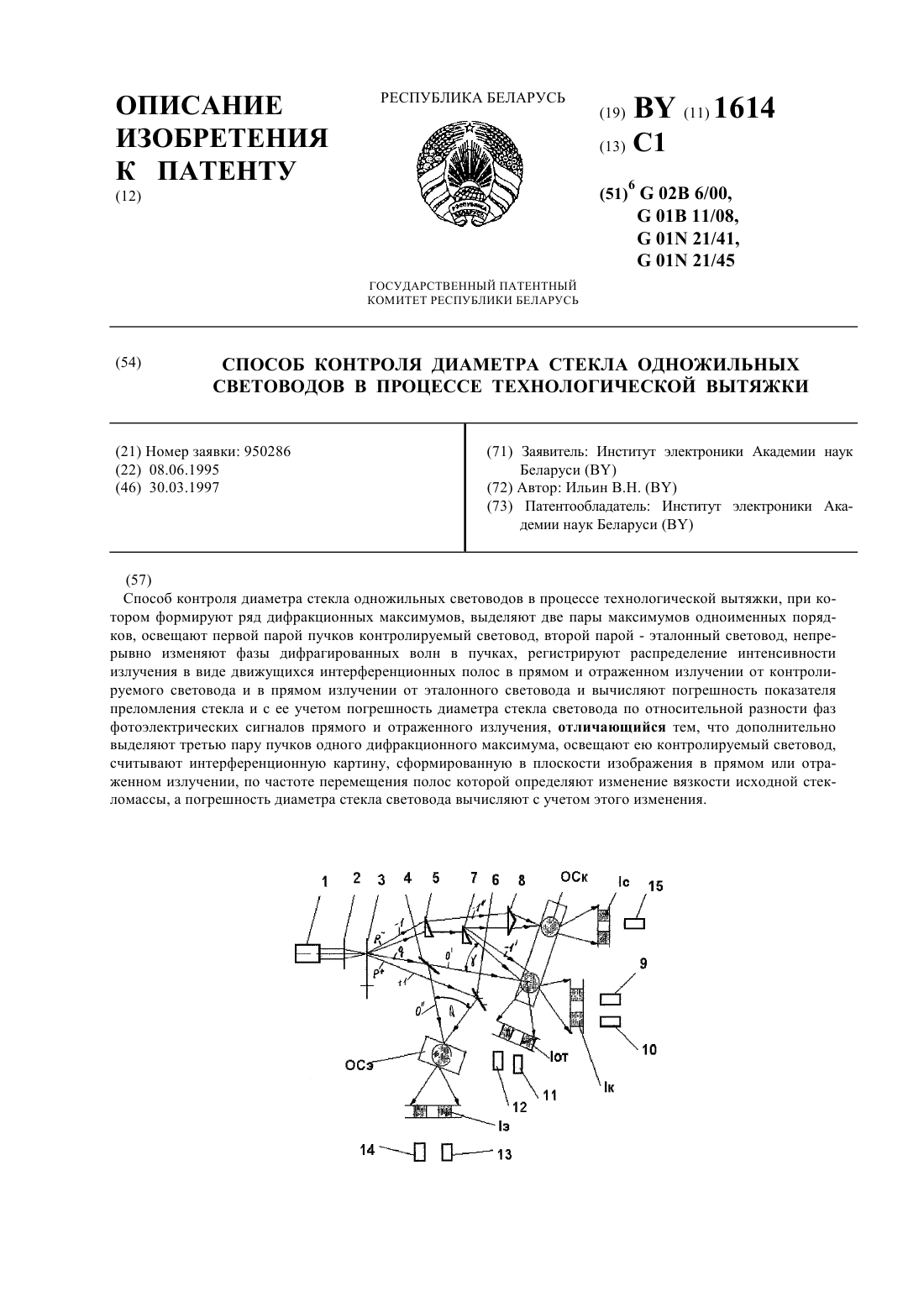
Способ контроля диаметра стекла одножильных световодов в процессе технологической вытяжки
Номер патента: 1614
Опубликовано: 30.03.1997
Автор: Ильин Виктор Николаевич
МПК: G01N 21/41, G01B 11/08, G01N 21/45...
Метки: способ, процессе, стекла, световодов, диаметра, технологической, контроля, одножильных, вытяжки
Текст:
...если для формирования интерференционных полос используется один и тот же дифракционный максимум, то эти полосы не перемещаются при вращении радиального растра, поэтому мы назвали их - стационарные интерференционные полосы (СИП) в отличие от первых двух, которые являются динамическими. Полученная СИП передается контролируемым световодом (Оск), как линзой, в плоскость изображения. Легко увидеть, что только при поперечном смещении ОСк на...
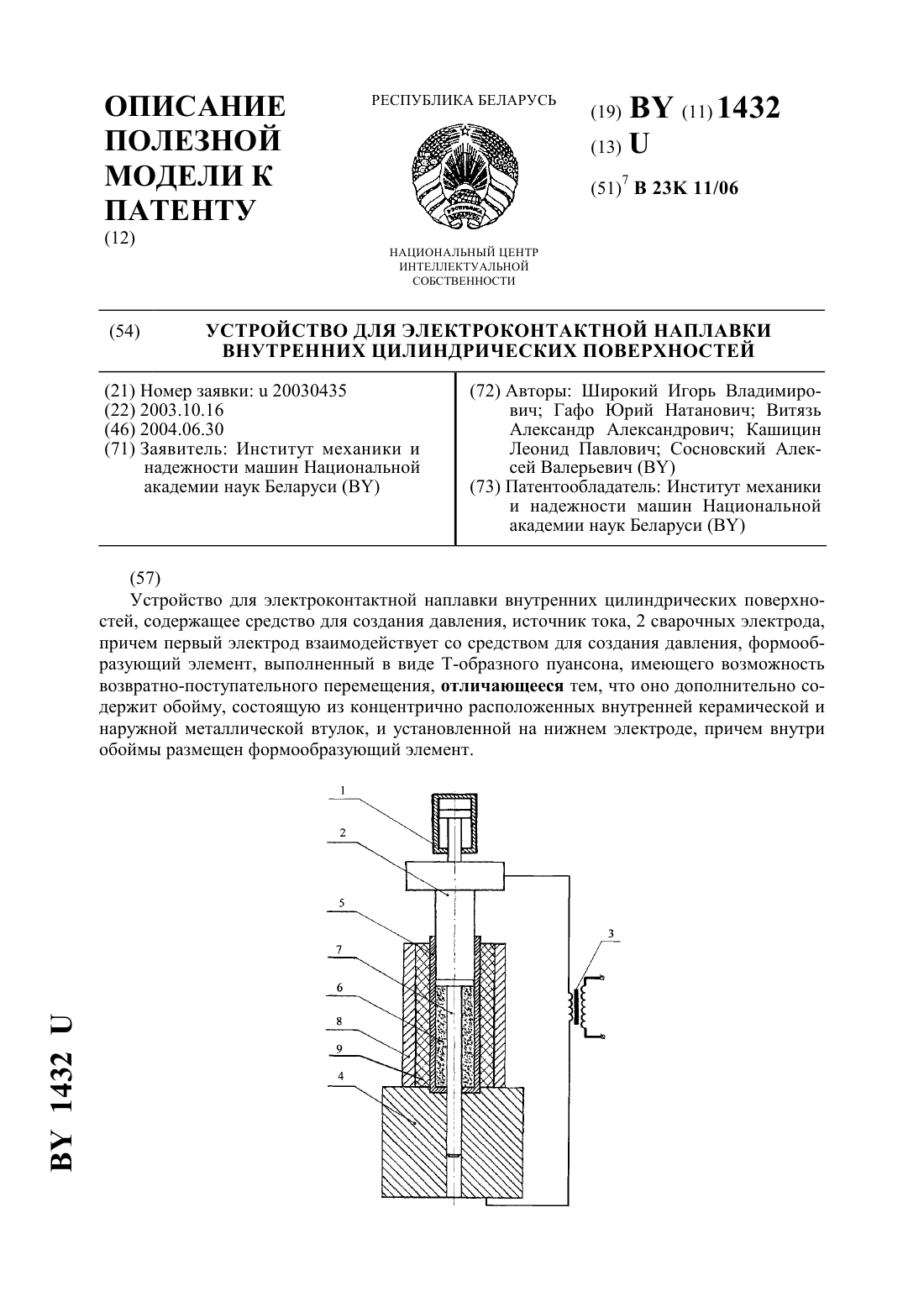
Устройство для электроконтактной наплавки внутренних цилиндрических поверхностей
Номер патента: U 1432
Опубликовано: 30.06.2004
Авторы: Гафо Юрий Натанович, Сосновский Алексей Валерьевич, Витязь Александр Александрович, Широкий Игорь Владимирович, Кашицин Леонид Павлович
МПК: B23K 11/06
Метки: внутренних, цилиндрических, электроконтактной, поверхностей, наплавки, устройство
Текст:
...стенки к высоте которых менее 1/4, так как возникающее при уплотнении порошка радиальное усилие приводит к деформации заготовки в радиальном направлении. Задачей предлагаемой полезной модели является исключить деформацию заготовки в радиальном направлении в процессе наплавки покрытий на внутреннюю цилиндрическую поверхность деталей с диаметром меньше 20 мм, соотношение толщины стенки к высоте которых менее 1/4. Решение поставленной...
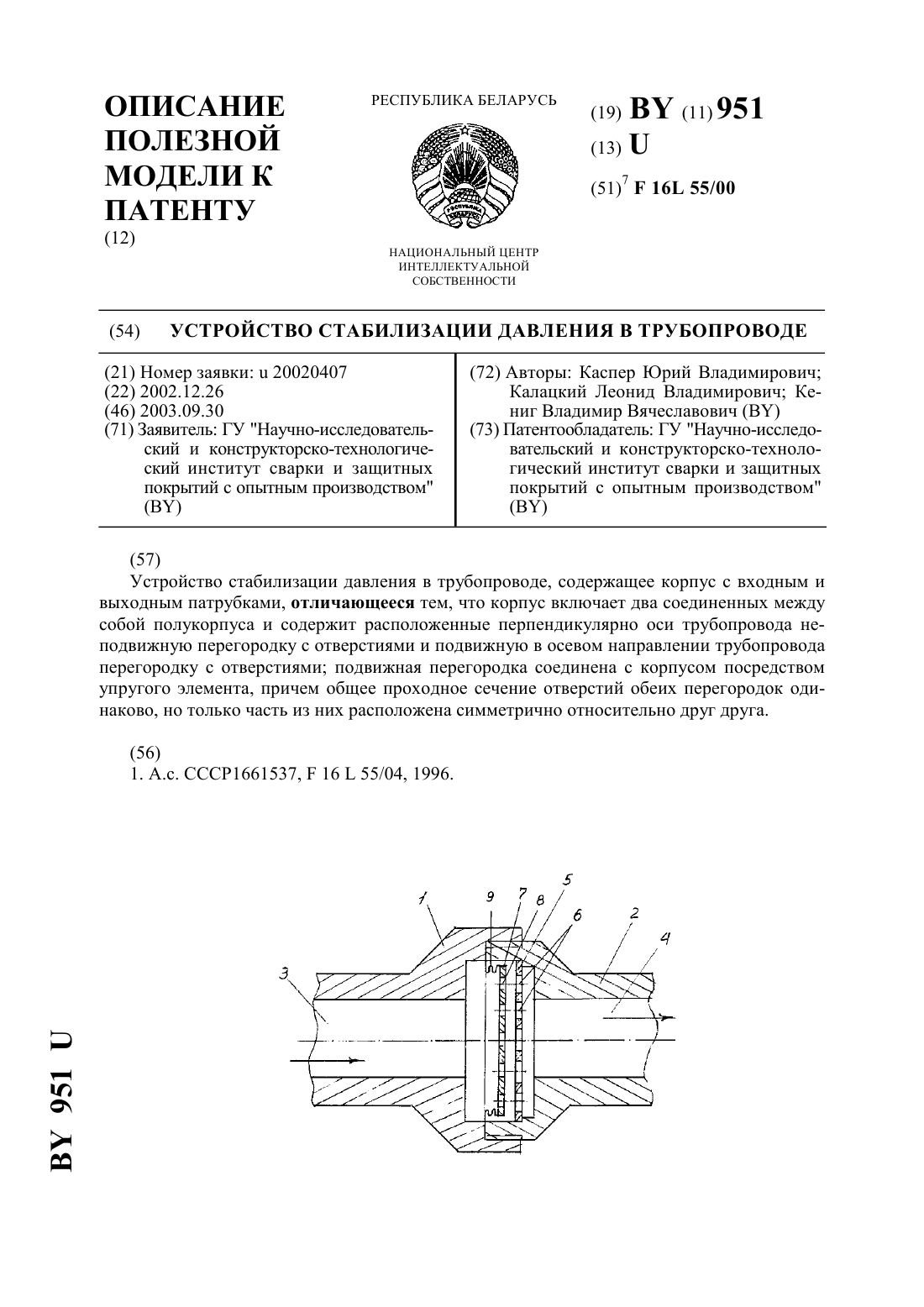
Устройство стабилизации давления в трубопроводе
Номер патента: U 951
Опубликовано: 30.09.2003
Авторы: Кениг Владимир Вячеславович, Каспер Юрий Владимирович, Калацкий Леонид Владимирович
МПК: F16L 55/00
Метки: стабилизации, трубопроводе, давления, устройство
Текст:
...два соединенных между собой полукорпуса и содержит расположенные перпендикулярно оси трубопровода неподвижную перегородку с отверстиями и подвижную в осевом направлении трубопровода перегородку с отверстиями подвижная перегородка соединена с корпусом посредством упругого элемента, причем общее проходное сечение отверстий обеих перегородок одинаково, но только часть из них расположена симметрично относительно друг друга. На фигуре изображен...
Устройство для охлаждения отливок
Номер патента: U 3570
Опубликовано: 30.06.2007
Авторы: Стеценко Владимир Юзефович, Харьков Сергей Александрович, Марукович Евгений Игнатьевич
МПК: B22D 27/04
Метки: отливок, устройство, охлаждения
Текст:
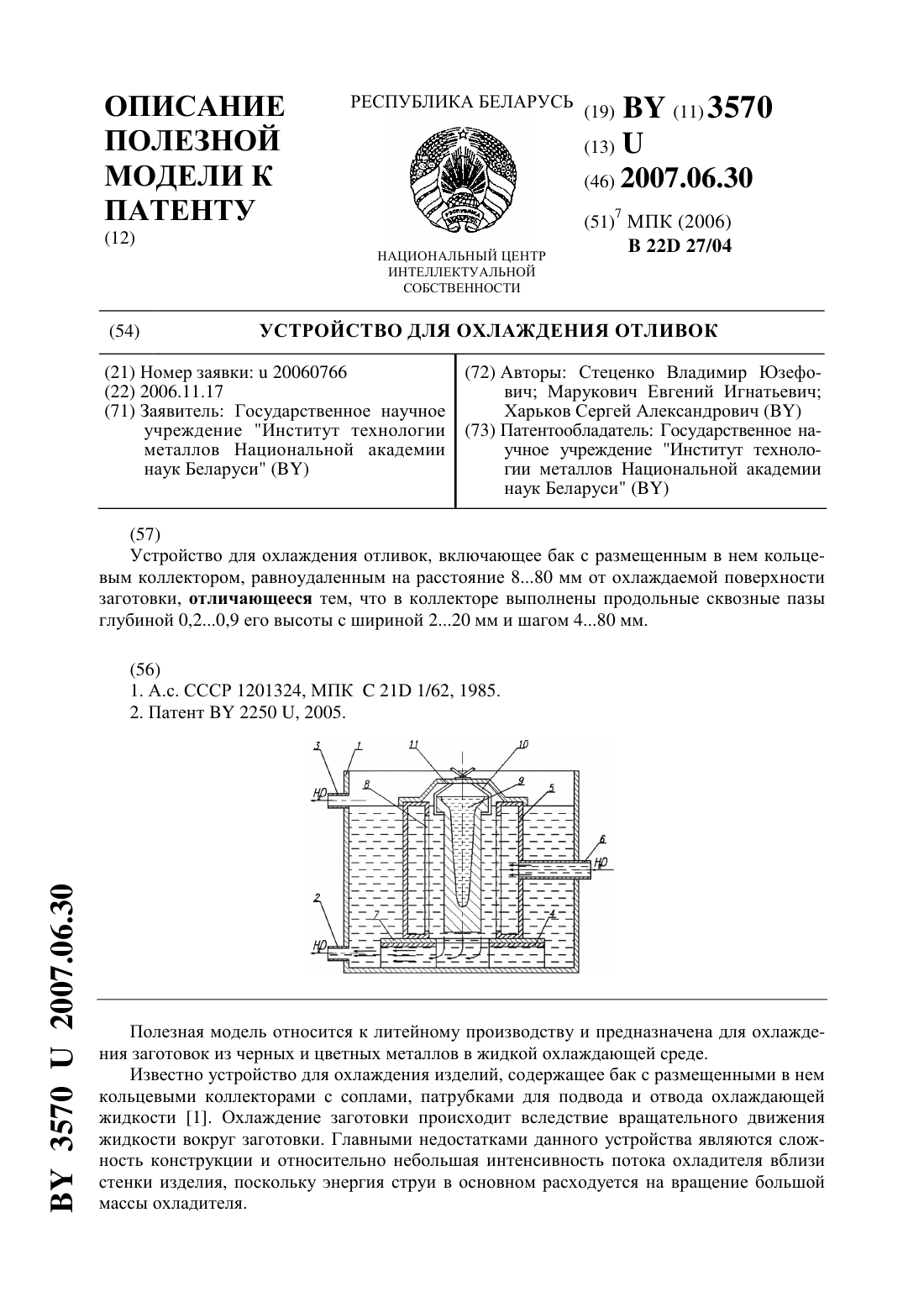
...для охлаждения отливок, включающем бак с размещенным в нем кольцевым коллектором, равноудаленным на расстояние 880 мм от охлаждаемой поверхности заготовки, в коллекторе выполнены продольные сквозные пазы глубиной 0,20,9 его высоты с шириной 220 мм и шагом 480 мм. При изготовлении сквозных пазов на глубины менее 0,2 высоты коллектора на поверхности заготовки увеличивается число зон с пониженной интенсивностью охлаждения,что снижает...
Предыдущий патент: Устройство для крепления концов стеклопластиковой арматуры
Следующий патент: Спектрометр с импульсным лазерным возбуждением для регистрации вторичных свечений
Случайный патент: Устройство формирования сигнала динамического сведения лучей цветного кинескопа