Головаченко Александр Федорович
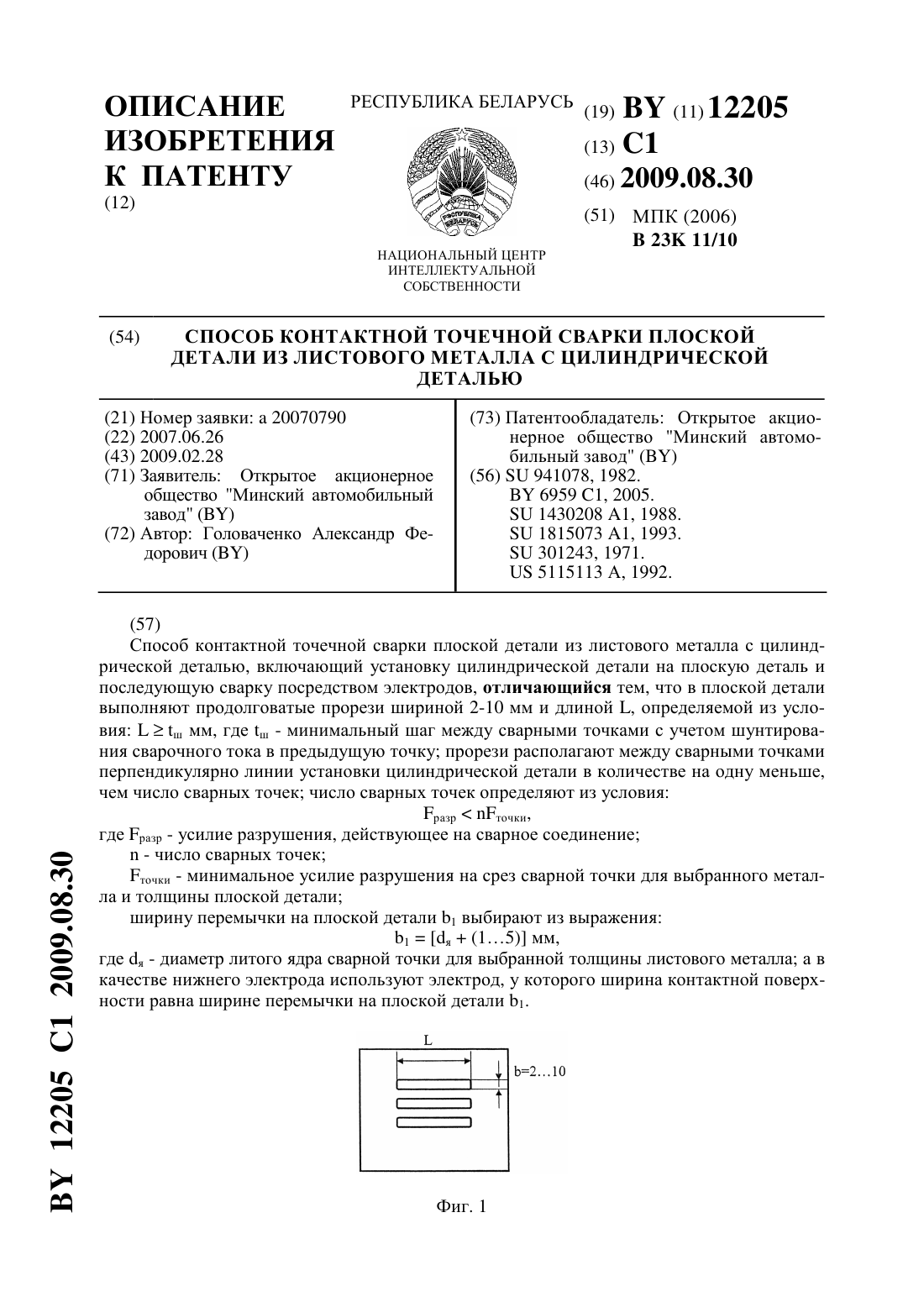
Способ контактной точечной сварки плоской детали из листового металла с цилиндрической деталью
Номер патента: 12205
Опубликовано: 30.08.2009
Автор: Головаченко Александр Федорович
МПК: B23K 11/10
Метки: контактной, способ, цилиндрической, сварки, детали, металла, деталью, листового, плоской, точечной
Текст:
...из деталей с минимальными энергозатратами за счет уменьшения шунтирования сварочного тока и без значительного увеличения веса и габаритов сварного соединения путем укорачивания длины нахлестки. Поставленная задача достигается тем, что в способе контактной точечной сварки плоской детали из листового металла с цилиндрической деталью, включающем установку цилиндрической детали на плоскую деталь и последующую сварку посредством электродов в...
Способ электродуговой сварки чугуна со сталью
Номер патента: 10778
Опубликовано: 30.06.2008
Авторы: Головаченко Александр Федорович, Горовой Александр Алексеевич
МПК: B23K 9/173, B23K 9/23
Метки: сталью, способ, сварки, электродуговой, чугуна
Текст:
...мм для получения нахлесточного сварочного соединения, сварку ведут в полуавтоматическом режиме электрозаклепками при времени сварки 2-5 с и с перерывами между ними в смеси углекислого газа и кислорода, взятых в соотношении 83-99 СО 2 и 1-17 02, при токе 90-180 А и напряжении на О,5-3,5 В меньще установленного для заданного тока, при этом после выполнения четырех электрозаклепок зону сварки охлаждают струей сжатого воздуха до температуры...
Способ электродуговой сварки чугуна со сталью
Номер патента: 10777
Опубликовано: 30.06.2008
Авторы: Горовой Александр Алексеевич, Головаченко Александр Федорович
МПК: B23K 9/23, B23K 9/173
Метки: чугуна, способ, электродуговой, сварки, сталью
Текст:
...от усадки металла шва по линии соприкосновения стали и чугуна.Поставленная задача достигается за счет того, что в способе электродуговой сварки чугуна со сталью, включающем установку в зоне сварки стальной и чугунной деталей, подачу стальной электродной проволоки и сварку, стальную и чугунную детали устанавливают в зоне сварки с зазором О,15-О,45 мм для получения нахлесточного сварочного соединения, сварку ведут в полуавтоматическом режиме...