Способ получения контактного соединения активного элемента диодного лазера, выполненного в виде лазерного диода или диодной линейки
Номер патента: 12719
Опубликовано: 30.12.2009
Авторы: Микаелян Геворк Татевосович, Енжиевский Алексей Иванович, Безъязычная Татьяна Владимировна, Рябцев Геннадий Иванович, Соколов Сергей Николаевич, Рябцев Андрей Геннадьевич, Пожидаев Александр Викторович, Богданович Максим Владимирович, Жиздюк Татьяна Борисовна, Щемелев Максим Анатольевич, Паращук Валентин Владимирович
Текст
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ КОНТАКТНОГО СОЕДИНЕНИЯ АКТИВНОГО ЭЛЕМЕНТА ДИОДНОГО ЛАЗЕРА, ВЫПОЛНЕННОГО В ВИДЕ ЛАЗЕРНОГО ДИОДА ИЛИ ДИОДНОЙ ЛИНЕЙКИ(71) Заявители Государственное научное учреждение Институт физики имени Б.И.Степанова Национальной академии наук БеларусиОткрытое акционерное общество Научно-производственное предприятие Инжект(72) Авторы Безъязычная Татьяна ВладимировнаБогданович Максим ВладимировичЕнжиевский Алексей ИвановичПаращук Валентин Владимирович Пожидаев Александр ВикторовичРябцев Андрей ГеннадьевичРябцев Геннадий ИвановичЩемелев Максим АнатольевичМикаелян Геворк ТатевосовичСоколов Сергей НиколаевичЖиздюк Татьяна Борисовна(73) Патентообладатели Государственное научное учреждение Институт физики имени Б.И.Степанова Национальной академии наук БеларусиОткрытое акционерное общество Научно-производственное предприятие Инжект(57) Способ получения контактного соединения активного элемента диодного лазера, выполненного в виде лазерного диода или диодной линейки, включающий нанесение на монтажную поверхность контактной пластины, выполненной из меди, двух металлических слоев, один из которых слой припоя на основе , установку активного элемента на металлический слой, припаивание активного элемента при нагревании в восстановительной среде с последующим охлаждением, отличающийся тем, что используют контактную пластину, выполненную из меди, с никелированной монтажной поверхностью, на которую в вакууме последовательно наносят слой припоя на основетолщиной 46 мкм и слой индиятолщиной 0,51,0 мкм, устанавливают активный элемент на слой индия , осуществляют припаивание в динамическом режиме с временем нагрева/охлаждения, равным 35 мин, при температуре(5070) С , где ликв температура ликвидуса припоя. Изобретение относится к квантовой электронике, полупроводниковой и оптоэлектронной технологии, в частности технологии изготовления когерентных излучателей для систем накачки мощных твердотельных лазеров, создания медицинской аппаратуры, лазерного технологического оборудования и других целей. 12719 1 2009.12.30 Успешное использование лазерных диодных структур (единичных лазерных диодов,линеек и решеток - активных элементов), имея в виду надежность, стабильность выходных характеристик, ресурсные данные, в значительной мере определяется их тепловыми режимами работы, в частности степенью перегрева активной области лазера. Эта задача может быть решена путем использования композитных припоев на основе , характеризующихся большей твердостью и более высокой температурой плавления (Тпл), чем у традиционно применяемого для целей сборки . Данные свойства композитных припоев позволяют увеличить жесткость конструкции и стабильность параметров прибора, работать при высоких температурах, повысить вибростойкость и улучшить другие его характеристики. Известны способы сборки различных электронных и оптоэлектронных компонентов, в том числе диодных лазеров, путем крепления его элемента на предварительно металлизированной контактной пластине патент 2631751, МПК 601 3/02, 1989 патент 1403801, МПК 201 3/0451, 1975 патент 61-198793, МПК 401 3/18, 1987 патент 4025163, МПК 501 3/043, 1991 патент 2075240, МПК 601 3/02, 1994 патент 22112730, МПК 701 21/52, 2003. При этом на монтажную поверхность наносится последовательность металлических слоев на всю поверхность патент 2631751, МПК 601 3/02, 1989 патент 1403801, МПК 201 3/0451, 1975 патент 61-198793,МПК 401 3/18, 1987 патент 4025163, МПК 501 3/043, 1991 патент 22112730, МПК 701 21/52, 2003 или локальнопатент 2075240, МПК 601 3/02,1994. Предпоследним обычно бывает слой золота патент 2631751, МПК 601 3/02,1989 патент 1403801, МПК 201 3/0451, 1975 патент 4025163, МПК 501 3/043,1991 патент 2075240, МПК 601 3/02, 1994 его соединения патент 61-198793,МПК 401 3/18, 1987, либо серебро патент 4025163, МПК 501 3/043, 1991, а последним - припой различного типа. Отмеченным методам присущ общий недостаток - трудность позиционирования и юстировки (установка) активного элемента на слое композиционного припоя, нанесенного на монтажную поверхность. Это обусловлено относительной твердостью используемого припоя, не позволяющей надежно фиксировать элемент и юстировать положение плоскости его выходного зеркала относительно рабочей кромки теплоотводящей подложки с требуемой точностью 3 мкм.// .-,. /78, 289-301 (2000) / -2000, и затрудняет выполнение дальнейших технологических операций. Кроме того, для указанных методов патент 2631751, МПК 601 3/02, 1989 патент 1403801, МПК 201 3/0451, 1975 патент 61-198793, МПК 401 3/18, 1987 патент 4025163, МПК 501 3/043, 1991 характерно наличие неоднородности и неравномерности (клинообразности и т.п.) в распределении слоев припоя по поверхности,образование пор и областей непропоев патент 22112730, МПК 701 21/52, 2003,для устранения которых требуется применение в процессе посадки механической нагрузки, что является усложняющим фактором и может привести к появлению геометрических перекосов, смещений и нежелательных механических напряжений в активном элементе. С ростом размеров излучающей структуры (диодные линейки, решетки) вероятность образования пор, непропаев, неоднородностей и неравномерности слоя припоя возрастает. В случае, когда в качестве припоя для конечного слоя выбран индий как наиболее мягкий металл, также велика вероятность появления указанных дефектов пайки В.В. Безотосный. Факторы, ограничивающие срок службы мощных лазерных диодов спектрального диапазона 808 нм при работе в негерметичном корпусе. Сб. ст. 5-го Белорусско-российского семинара. Полупроводниковые лазеры и системы на их основе / Под ред. В.К. Кононенко,Г.П. Яблонского. - Минск, 2005. - С. 55-58 патент 2134472, МПК 601 3/025, 1999. Наиболее близким аналогом-прототипом по технической сущности является способ сборки диодных лазеров патент 2075140, МПК 601 3/02, 1994, включающий ме 2 12719 1 2009.12.30 таллизацию поверхности контактной пластины по крайней мере слоями золота и оловянно-свинцового припоя, слой золота выполняют в виде полоски шириной не менее ширины элемента и, в первом варианте, устанавливают на слой золота элемент, помещают в печь и вплавляют в течение времени, равного частному от деления величин расстояния на скорость распределения припоя по полоске золота, во втором варианте вначале расплавляют припой в течение того же времени, а потом устанавливают элемент на слой припоя на золоте и припаивают обычным способом. Излишки припоя вне элемента удаляют, массу припоя выбирают из соответствующего условия. При этом равномерность и избирательность нанесения слоя припоя под элементом достигается как за счет локально сформированной полоски золота, например путем напыления, так и вследствие капиллярности распространения припоя под припаиваемым элементом. Недостаток данного метода заключается в том, что для фиксации устанавливаемого элемента и, следовательно, повышения точности позиционирования требуется применение механической нагрузки определенной величины Ро 1 г, которая в случае диодных линеек точно не известна и, в силу вышесказанного, должна либо носить распределенный характер по длине элемента, либо вовсе отсутствовать. Для дозированного механического воздействия требуется изготовление специальной оснастки (например, кассетного типа) из термостойких сплавов стали. Необходим также прецизионный способ нанесения золотой полоски, что усложняет технологический процесс и делает его относительно дорогостоящим. Сущность изобретения в следующем. Задача, на решение которой направлено заявляемое изобретение, заключается в упрощении, повышении воспроизводимости и ускорении процесса монтажа активного элемента, повышении качества и надежности контактного соединения, увеличении точности его установки и юстировки (позиционирования), улучшении термокомпенсирующих параметров монтажной пластины, а также основных характеристик лазера - тепловых режимов, стабилизации длины волны и выходной мощности излучения, снижении пороговых токов. Указанный технический результат при осуществлении изобретения достигается тем,что в известном способе получения контактного соединения (сборки) активного элемента диодного лазера, выполненного в виде лазерного диода или диодной, включающем нанесение на монтажную поверхность контактной пластины, выполненной из меди, двух металлических слоев, один из которых слой припоя на основе , установку активного элемента на металлический слой, припаивание активного элемента при нагревании в восстановительной среде с последующим охлаждением, используют контактную пластину,выполненную из меди, с никелированной монтажной поверхностью, на которую в вакууме последовательно наносят слой припоя на основетолщиной 46 мкм и слой индия толщиной 0,51,0 мкм, устанавливают активный элемент на слой индия , осуществляют припаивание в динамическом режиме с временем нагрева/охлаждения 3-5 мин при температуре ТТликв(50-70) С, где Тликв - температура ликвидуса припоя. В предлагаемом способе недостатки прототипа устранены благодаря нанесению поверх основного слоя на основе оловянно-свинцового припоя дополнительного слоя индия с небольшой толщиной, существенно не влияющего на свойства основного. При этом мягкий слойхарактеризуется большей вязкостью, что облегчает позиционирование и юстировку структуры на теплоотводящем основании и позволяет улучшить параметры лазера. В связи с тем, что температура плавления индия (156,8 С) меньше, чем для композитного припоя, приблизительно на 50 С, он на начальном этапе растекается под основанием лазерного элемента и в дальнейшем на основной процесс пайки не оказывает заметного влияния. Сущность предлагаемого способа заключается в том, что на никелированную монтажную поверхность контактной пластины теплоотводящей подложки последовательно наносят слой припоя на основеи дополнительно слой индияопределенной толщины,выполняют установку активного элемента на металлический слой и осуществляют при 3 12719 1 2009.12.30 паивание в восстановительной среде при отсутствии механического нагружения в ускоренном режиме. При этом качество паяного шва под активным элементом и его однородность проверяли визуально с использованием микроскопа путем демонтирования элемента с посадочной поверхности и испытанием адгезии по усилию отрыва (метод нормального отрыва, стендовый динамометр) или способом царапания (микроскопы МИМ-7, МИИ-4). Приводим примеры конкретного исполнения способа получения контактных соединений. Пример 1. Для сборки лазерных линеек длиной 5-10 мм на основе гетероструктур типа/, излучающих в спектральной области 960-990 нм при мощности импульсов излучения до 100-150 Вт и длительности до 5 мс, были выбраны медные контактные пластины. Контактные поверхности линеек металлизированы, наружный слой выполнен из золота. Поверхности пластин (включая монтажную поверхность) обрабатывались с высокой механической точностью и подвергались химическому никелированию, а непосредственно перед нанесением рабочих слоев отжигались в вакууме при Т 400 С в течение времени 40 мин. На монтажную поверхность методом вакуумного терморезистивного напыления последовательно наносят слой припоя ПОС-50 (ПОС-61) и слойтолщиной соответственно 4-6 мкм и 0,5-1,0 мкм, с использованием микроскопа выполняют позиционирование активного элемента в виде полоски длинойс заданной точностью в рабочей области монтажной пластины, затем полученную структуру помещают в специальную кассету и загружают в кварцевую камеру (реактор) печи и осуществляют припаивание в восстановительной среде (очищенный водород Н 2) в динамическом режиме с временем нагрева/охлаждения 3-5 мин при температуре ТахТликв(50-70) С, где Тликв - температура ликвидуса припоя (Тликв 190 С для ПОС-61, 222 С для ПОС-50). Конструкция кассеты позволяет осуществлять процесс вплавления как в условиях заданной механической нагрузки, так и без нее. В результате напайки в отсутствие нагрузки, т.е. в свободном состоянии под действием собственного веса, под активным элементом сформирован качественный однородный слой припоя с высокой степенью адгезии, проверенные на нескольких образцах. При этом элемент не мог быть демонтирован без полного или частичного разрушения. Пример 2. С целью сравнения предлагаемого метода с традиционным способом монтажа активных элементов посредством только индиевого припоя, в аналогичных примеру 1 условиях были собраны лазерные диодные линейки (4 шт.), с тем отличием, что процесс нанесения композиционного оловянно-свинцового припоя был исключен, а толщина индиевого слоя увеличена до 4-6 мкм. Изучение характеристик паяного шва в этом случае указало на существование в 2-х образцах значительных областей непропаев (до 10-20 ) по длине диодных линеек в концевых областях. Причем использование механической нагрузки позволяет уменьшить область непропаев или полностью их устранить, однако при этом в указанных местах образуется неравномерный паяный шов. Высокая эффективность припаивания данным способом была получена также при сборке единичных диодных лазеров мощностью в непрерывном режиме до 4 Вт. Кроме того, способ пригоден для монтажа других, более мощных, лазерных структур - диодных решеток и т.д. Возможность использования композиционных высокотемпературных припоев, оптимизация и упрощение процесса сборки на их основе, а также улучшение выходных характеристик приборов являются несомненными преимуществами настоящего изобретения. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: H01L 21/02, H01S 3/00
Метки: активного, выполненного, контактного, лазерного, или, виде, линейки, лазера, элемента, соединения, диодной, получения, диодного, способ, диода
Код ссылки
<a href="https://by.patents.su/4-12719-sposob-polucheniya-kontaktnogo-soedineniya-aktivnogo-elementa-diodnogo-lazera-vypolnennogo-v-vide-lazernogo-dioda-ili-diodnojj-linejjki.html" rel="bookmark" title="База патентов Беларуси">Способ получения контактного соединения активного элемента диодного лазера, выполненного в виде лазерного диода или диодной линейки</a>
Композиция для получения контактного элемента жидкокристаллического индикатора
Номер патента: 4498
Опубликовано: 30.06.2002
Авторы: Кулевская Инна Владимирована, Арико Надежда Григорьевна, Агабеков Владимир Енокович, Кенигсберг Татьяна Павловна, Валендо Александр Яковлевич, Космачева Тамара Григорьевна, Русалович Анатолий Иванович, Данилович Сергей Васильевич
МПК: C09J 163/00, G02F 1/133
Метки: контактного, индикатора, композиция, получения, жидкокристаллического, элемента
Текст:
...результат. Предполагается, что при взаимодействии этих веществ с эпоксидной смолой в полимере образуется трехмерная структура, обеспечивающая более высокую прочность, термо- и влагостойкость клеевого шва. Применение АГМ-3 и ТГМ-3 позволило также повысить жизнестойкость исходной композиции до 6-90 мин и понизить температуру ее отверждения до (605) С. В качестве термореактивной смолы используется пластифицированная дибутилфталатом (4-12 )...
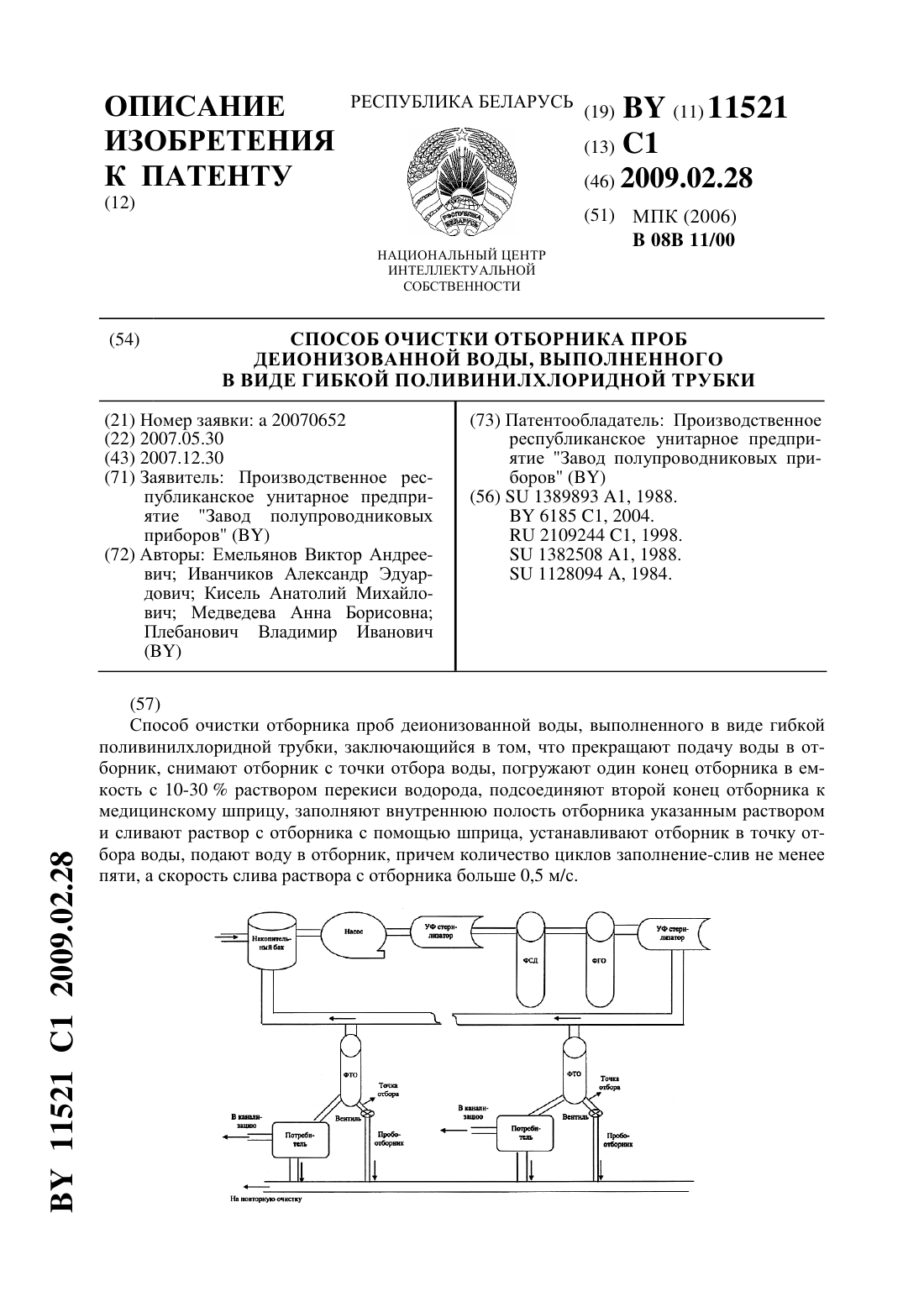
Способ очистки отборника проб деионизованной воды, выполненного в виде гибкой поливинилхлоридной трубки
Номер патента: 11521
Опубликовано: 28.02.2009
Авторы: Кисель Анатолий Михайлович, Иванчиков Александр Эдуардович, Емельянов Виктор Андреевич, Медведева Анна Борисовна, Плебанович Владимир Иванович
МПК: B08B 11/00
Метки: гибкой, поливинилхлоридной, виде, способ, отборника, трубки, проб, выполненного, воды, очистки, деионизованной
Текст:
...протоком со скоростью движения воды не менее 1,5 м/с, изготовленных из поливинилхлоридных (ПВХ) трубок, установленных после фильтра тонкой очистки (ФТО). ПВХ трубки с внутренним диаметром 4-10 мм достаточно гибкие и удобные для проведения качественного отбора проб деионизованной воды в стерильные промежуточные емкости. Однако внутренняя поверхность трубок из ПВХ пористая, что способствует оседанию на них бактерий и их росту 1. По этой...
Способ получения производных бензимидазола в виде смеси изомеров или индивидуальных изомеров в свободном виде или в виде их физиологически приемлемых солей
Номер патента: 230
Опубликовано: 30.12.1994
Авторы: Артуро Донетти, Розамария Микелетти, Эрнесто Монтанья, Массимо Никола, Антонио Жакетти, Аннамария Уберти, Марко Туркони
МПК: A61K 31/415, C07D 487/18
Метки: индивидуальных, приемлемых, физиологически, виде, солей, производных, способ, или, получения, изомеров, смеси, бензимидазола, свободном
Текст:
...1 . Эндо 8 метил 8 аэабицикпоЭ 21 177118 С. мс 332 м/е мч 111 окт-З-иловьй эфир в-фтор-дз-дигндраРассчитано, 2 С 61,62 Н 6,39 -2-оксо 1 Нбензимидаэолт 1 карбоновой Ы 12,68. 20 кислоты (соединение 25) Тол 261, СН 2,ЪТ 3 О 4 (ГИДРОХЛОРИТОс . 1 Найдено, С 61 д 5 Н 6,351 Рассчитано,-2 С 54,00 Н 5,38 1112,72, . с - ы 11,81 . Эндо 8 метил-8 азабицикпо 52 С,5 Н 5 Ы 303 НС 1. окт 3 иловый эфир 5 метил 2,3 дигид 25 -Найдено, 2 С 53,65 Н 5,45 ро...
Биоактивный продукт, полученный из торфа, способ его получения, композиция на его основе и способы получения фармацевтической композиции в виде геля и в виде мази
Номер патента: 3248
Опубликовано: 30.03.2000
Авторы: Герш, Тадеуш, ТОМКОВ Станислав, КУКЛА Ришард, Риттер, Станислава, СКРЫЖЕВСКА Малгожата, Толпа, Станислав
МПК: A61K 35/10
Метки: биоактивный, полученный, композиция, способ, фармацевтической, основе, торфа, композиции, геля, мази, способы, получения, виде, продукт
Текст:
...Композиция по одному из пп. 14-16, отличающаяся тем, что она может использоваться для неспецифической иммуномодуляции, предпочтительно для профилактики инфекций, или для лечения наружных ран и варикозных язв.18. Композиция по п, 14, отличающаяся тем, что содержит носители и/или Другие добавки,обычные для косметических препаратов, а указанный биоактивный продукт присутствует в композиции в количестве 0,01-1,0 вес. , причем композиция...
Способ получения активного угля
Номер патента: 10713
Опубликовано: 30.06.2008
Авторы: Плехов Иван Максимович, Ламоткин Александр Иванович, Гуляев Владимир Николаевич, Павлечко Владимир Никифорович
МПК: C01B 31/00
Метки: способ, активного, получения, угля
Текст:
...подаваемым противотоком, и выгрузку активного угля, нагрев осуществляют через стенку с развитой поверхностью теплообмена, при этом движение слоя угля в зонах нагрева и активации осуществляют при непрерывном его перемешивании, а используемый в качестве активатора водяной пар вводят перед зоной выгрузки активного угля. Другим отличием способа является то, что после выхода на рабочий режим газы активации из зоны загрузки угля-сырца...
Предыдущий патент: Способ стабилизации льняного масла
Следующий патент: Устройство для ударно-центробежного дробления и измельчения материала
Случайный патент: Способ перегрузки горной массы на сопряжении очистного забоя с конвейерным штреком