Форма для прессования изделий из уплотняемых материалов
Номер патента: 11279
Опубликовано: 30.10.2008
Авторы: Калиниченко Александр Сергеевич, Реут Олег Павлович, Ярмолинский Виктор Иосифович, Петюшик Татьяна Евгеньевна, Петюшик Евгений Евгеньевич

Текст
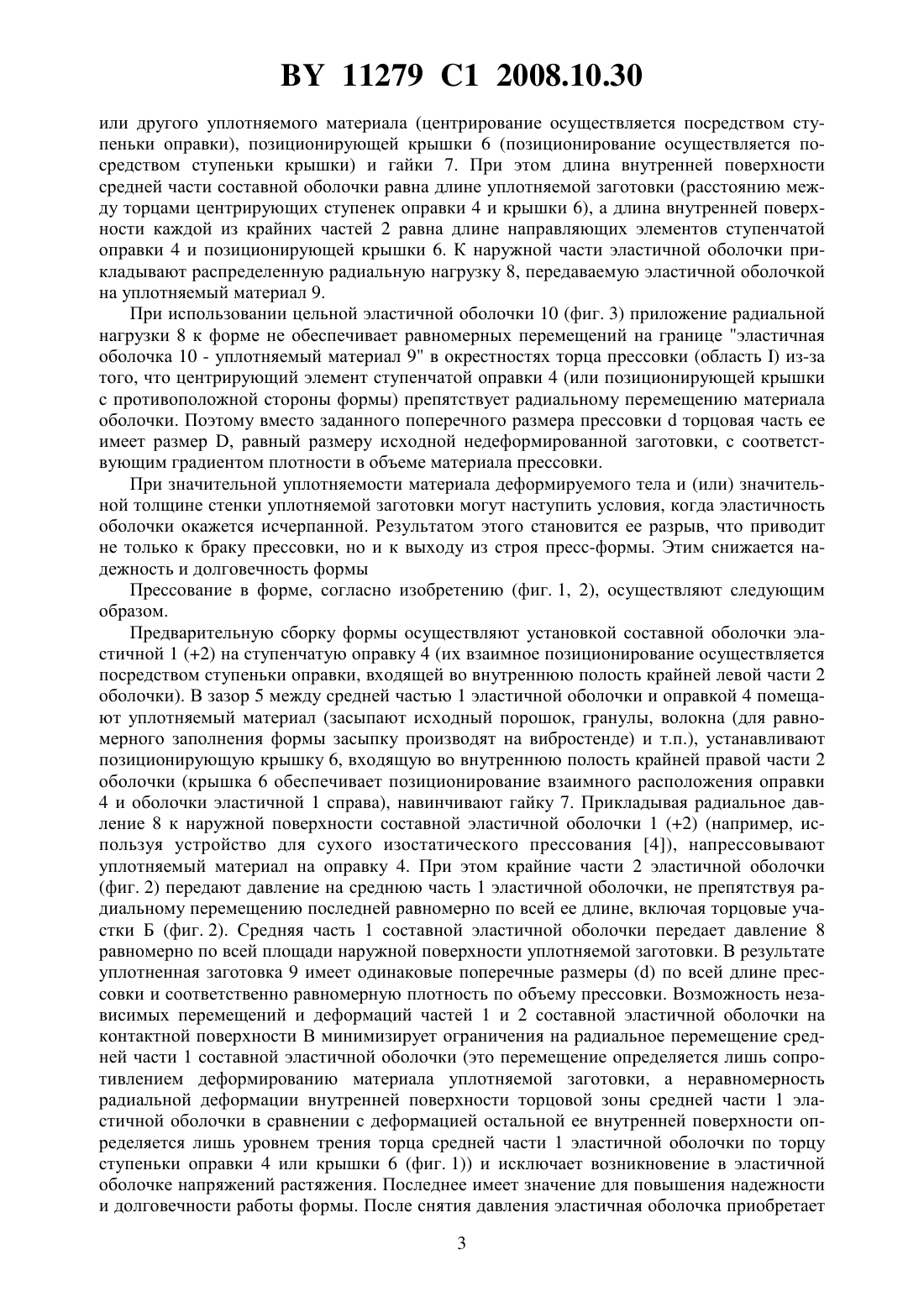
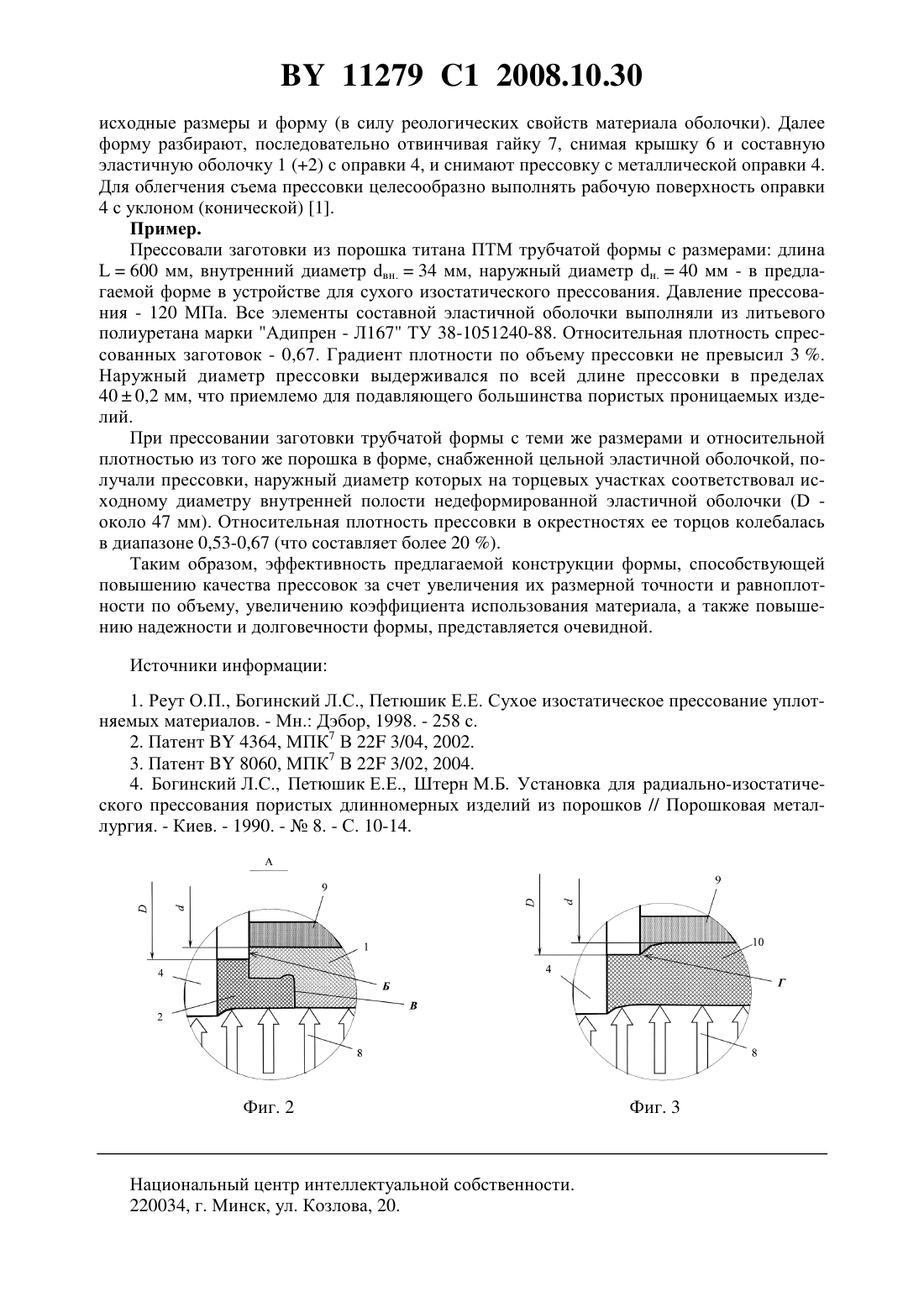
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ УПЛОТНЯЕМЫХ МАТЕРИАЛОВ(71) Заявитель Белорусский национальный технический университет(72) Авторы Калиниченко Александр Сергеевич Петюшик Евгений Евгеньевич Реут Олег Павлович Петюшик Татьяна Евгеньевна Ярмолинский Виктор Иосифович(73) Патентообладатель Белорусский национальный технический университет(57) Форма для прессования изделия из уплотняемого материала, содержащая эластичную оболочку с помещенной в нее с зазором ступенчатой оправкой и позиционирующую крышку, снабженные направляющими элементами в виде ступенек, отличающаяся тем,что эластичная оболочка выполнена составной из трех частей, соединенных с возможностью относительного перемещения в радиальном направлении, причем длина внутренней поверхности средней части эластичной оболочки соответствует длине прессуемого изделия, а длина внутренних поверхностей крайних частей эластичной оболочки соответствует длине направляющих элементов ступенчатой оправки и позиционирующей крышки. Фиг. 1 Изобретение относится к области порошковой металлургии, в частности к устройствам для прессования длинномерных изделий из порошков или других уплотняемых материалов (гранул, дискретных волокон, сеток, проволоки и т.п.) в условиях сухого радиального (изостатического) прессования 1. Известна пресс-форма для радиального прессования длинномерных изделий сложной формы из порошков 2, содержащая жесткую металлическую оправку, нижнюю и верхнюю шайбы, эластичную оболочку с внутренним отверстием сложной формы, причем внутреннее отверстие эластичной оболочки эквидистантно поверхности жесткой металлической оправки. 11279 1 2008.10.30 Недостатком пресс-формы является необходимость взаимного ориентирования жесткой металлической оправки и эластичной оболочки на стадии заполнения пресс-формы порошком (засыпки порошка) каким-либо внешним центрирующим устройством. Наиболее близкой к изобретению по технической сущности и достигаемому эффекту является форма для прессования пористых изделий из порошка 3 (возможно прессование и других уплотняемых материалов), содержащая эластичную оболочку с помещенной в нее ступенчатой оправкой в виде жесткого ступенчатого металлического стержня, поверхность которого, имеющая контакт с прессуемым порошком, плакирована эластичным материалом, и центрирующую крышку, предназначенную для взаимного позиционирования эластичной оболочки и ступенчатой оправки. В указанной форме взаимное позиционирование эластичной оболочки и ступенчатой оправки осуществляется посредством направляющих элементов в виде ступенек оправки и крышки. Недостатком формы является невозможность обеспечить равномерную плотность материала прессовки и точность поперечных размеров прессовки на участках в окрестностях торцов в силу того, что в процессе радиального обжатия эластичная оболочка оказывается защемленной вокруг направляющих элементов ступенчатой оправки и центрирующей крышки и соответственно ее радиальные перемещения в плоскости торцовых поверхностей направляющих элементов формы отсутствуют. Непропрессовка заготовки по всей длине приводит к необходимости последующей механической обработки спрессованных(и спеченных) заготовок с удалением некоторого количества материала в отходы. Таким образом, снижается коэффициент использования материала для получения прессованных заготовок заданных размеров и формы. Защемление эластичной оболочки приводит к возникновению значительных напряжений и деформаций растяжения ее материала в области торцов направляющих элементов. Поэтому возможен разрыв эластичной оболочки, чем снижается надежность и долговечность формы. Задача, на решение которой направлено изобретение, заключается в повышении качества прессовок за счет увеличения их размерной точности и равноплотности по объему,увеличении коэффициента использования материала, а также в повышении надежности и долговечности формы. Поставленная задача решена тем, что в форме для прессования изделий из уплотняемых материалов, содержащей эластичную оболочку с помещенной в нее с зазором ступенчатой оправкой и позиционирующую крышку, снабженные направляющими элементами в виде ступенек, эластичная оболочка выполнена составной из трех частей,соединенных с возможностью относительного перемещения в радиальном направлении,причем длина внутренней поверхности средней части оболочки соответствует длине прессуемого изделия, а длина внутренних поверхностей крайних частей оболочки соответствует длине направляющих элементов ступенчатой оправки и позиционирующей крышки. На фиг. 1 представлена схема формы, снабженной составной эластичной оболочкой согласно изобретению (верхняя часть схемы отражает исходное состояние формы без приложения внешнего давления, нижняя - после приложения внешнего давления (в процессе прессования на фиг. 2 представлена схема деформирования составной эластичной оболочки в окрестностях центрирующего элемента формы (вид А фиг. 1) на фиг 3 приведена схема деформирования цельной эластичной оболочки в окрестностях направляющего элемента пресс-формы при радиальном прессовании. Форма для прессования изделий из уплотняемых материалов (фиг. 1, 2) состоит из составной эластичной оболочки, включающей среднюю часть 1 и крайние части 2 (соединение средней части 1 и крайних частей 2 осуществляется механическим зацеплением посредством одного или нескольких буртиков 3, что обеспечивает независимое перемещение торцовых участков средней части 1 составной оболочки в радиальном направлении от перемещения крайних частей 2 оболочки при их совместном радиальном деформировании), ступенчатой оправки 4, помещенной в составную эластичную оболочку с заданным (равномерным либо неравномерным) зазором 5 для размещения исходного порошка 2 11279 1 2008.10.30 или другого уплотняемого материала (центрирование осуществляется посредством ступеньки оправки), позиционирующей крышки 6 (позиционирование осуществляется посредством ступеньки крышки) и гайки 7. При этом длина внутренней поверхности средней части составной оболочки равна длине уплотняемой заготовки (расстоянию между торцами центрирующих ступенек оправки 4 и крышки 6), а длина внутренней поверхности каждой из крайних частей 2 равна длине направляющих элементов ступенчатой оправки 4 и позиционирующей крышки 6. К наружной части эластичной оболочки прикладывают распределенную радиальную нагрузку 8, передаваемую эластичной оболочкой на уплотняемый материал 9. При использовании цельной эластичной оболочки 10 (фиг. 3) приложение радиальной нагрузки 8 к форме не обеспечивает равномерных перемещений на границе эластичная оболочка 10 - уплотняемый материал 9 в окрестностях торца прессовки (область ) из-за того, что центрирующий элемент ступенчатой оправки 4 (или позиционирующей крышки с противоположной стороны формы) препятствует радиальному перемещению материала оболочки. Поэтому вместо заданного поперечного размера прессовкиторцовая часть ее имеет размер , равный размеру исходной недеформированной заготовки, с соответствующим градиентом плотности в объеме материала прессовки. При значительной уплотняемости материала деформируемого тела и (или) значительной толщине стенки уплотняемой заготовки могут наступить условия, когда эластичность оболочки окажется исчерпанной. Результатом этого становится ее разрыв, что приводит не только к браку прессовки, но и к выходу из строя пресс-формы. Этим снижается надежность и долговечность формы Прессование в форме, согласно изобретению (фиг. 1, 2), осуществляют следующим образом. Предварительную сборку формы осуществляют установкой составной оболочки эластичной 1 (2) на ступенчатую оправку 4 (их взаимное позиционирование осуществляется посредством ступеньки оправки, входящей во внутреннюю полость крайней левой части 2 оболочки). В зазор 5 между средней частью 1 эластичной оболочки и оправкой 4 помещают уплотняемый материал (засыпают исходный порошок, гранулы, волокна (для равномерного заполнения формы засыпку производят на вибростенде) и т.п.), устанавливают позиционирующую крышку 6, входящую во внутреннюю полость крайней правой части 2 оболочки (крышка 6 обеспечивает позиционирование взаимного расположения оправки 4 и оболочки эластичной 1 справа), навинчивают гайку 7. Прикладывая радиальное давление 8 к наружной поверхности составной эластичной оболочки 1 (2) (например, используя устройство для сухого изостатического прессования 4), напрессовывают уплотняемый материал на оправку 4. При этом крайние части 2 эластичной оболочки(фиг. 2) передают давление на среднюю часть 1 эластичной оболочки, не препятствуя радиальному перемещению последней равномерно по всей ее длине, включая торцовые участки Б (фиг. 2). Средняя часть 1 составной эластичной оболочки передает давление 8 равномерно по всей площади наружной поверхности уплотняемой заготовки. В результате уплотненная заготовка 9 имеет одинаковые поперечные размерыпо всей длине прессовки и соответственно равномерную плотность по объему прессовки. Возможность независимых перемещений и деформаций частей 1 и 2 составной эластичной оболочки на контактной поверхности В минимизирует ограничения на радиальное перемещение средней части 1 составной эластичной оболочки (это перемещение определяется лишь сопротивлением деформированию материала уплотняемой заготовки, а неравномерность радиальной деформации внутренней поверхности торцовой зоны средней части 1 эластичной оболочки в сравнении с деформацией остальной ее внутренней поверхности определяется лишь уровнем трения торца средней части 1 эластичной оболочки по торцу ступеньки оправки 4 или крышки 6 (фиг. 1 и исключает возникновение в эластичной оболочке напряжений растяжения. Последнее имеет значение для повышения надежности и долговечности работы формы. После снятия давления эластичная оболочка приобретает 3 11279 1 2008.10.30 исходные размеры и форму (в силу реологических свойств материала оболочки). Далее форму разбирают, последовательно отвинчивая гайку 7, снимая крышку 6 и составную эластичную оболочку 1 (2) с оправки 4, и снимают прессовку с металлической оправки 4. Для облегчения съема прессовки целесообразно выполнять рабочую поверхность оправки 4 с уклоном (конической) 1. Пример. Прессовали заготовки из порошка титана ПТМ трубчатой формы с размерами длина 600 мм, внутренний диаметр вн.34 мм, наружный диаметр н.40 мм - в предлагаемой форме в устройстве для сухого изостатического прессования. Давление прессования - 120 МПа. Все элементы составной эластичной оболочки выполняли из литьевого полиуретана марки Адипрен - Л 167 ТУ 38-1051240-88. Относительная плотность спрессованных заготовок - 0,67. Градиент плотности по объему прессовки не превысил 3 . Наружный диаметр прессовки выдерживался по всей длине прессовки в пределах 400,2 мм, что приемлемо для подавляющего большинства пористых проницаемых изделий. При прессовании заготовки трубчатой формы с теми же размерами и относительной плотностью из того же порошка в форме, снабженной цельной эластичной оболочкой, получали прессовки, наружный диаметр которых на торцевых участках соответствовал исходному диаметру внутренней полости недеформированной эластичной оболочки ( около 47 мм). Относительная плотность прессовки в окрестностях ее торцов колебалась в диапазоне 0,53-0,67 (что составляет более 20 ). Таким образом, эффективность предлагаемой конструкции формы, способствующей повышению качества прессовок за счет увеличения их размерной точности и равноплотности по объему, увеличению коэффициента использования материала, а также повышению надежности и долговечности формы, представляется очевидной. Источники информации 1. Реут О.П., Богинский Л.С., Петюшик Е.Е. Сухое изостатическое прессование уплотняемых материалов. - Мн. Дэбор, 1998. - 258 с. 2. Патент 4364, МПК 7 В 22 3/04, 2002. 3. Патент 8060, МПК 7 В 22 3/02, 2004. 4. Богинский Л.С., Петюшик Е.Е., Штерн М.Б. Установка для радиально-изостатического прессования пористых длинномерных изделий из порошков // Порошковая металлургия. - Киев. - 1990. -8. - С. 10-14. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B22F 3/03
Метки: прессования, материалов, изделий, форма, уплотняемых
Код ссылки
<a href="https://by.patents.su/4-11279-forma-dlya-pressovaniya-izdelijj-iz-uplotnyaemyh-materialov.html" rel="bookmark" title="База патентов Беларуси">Форма для прессования изделий из уплотняемых материалов</a>
Форма для прессования пористых изделий из порошка

Номер патента: 8060
Опубликовано: 30.04.2006
Авторы: Гармаза Вадим Викентьевич, Реут Олег Павлович, Якубовский Андрей Чеславович, Дробыш Алексей Анатольевич, Петюшик Евгений Евгеньевич
МПК: B22F 3/02
Метки: порошка, пористых, прессования, форма, изделий
Текст:
...инструментом и, таким образом, обеспечивает минимальное поверхностное закрытие пор изделия. В свою очередь, жесткость плакированной оправки гарантирует стабильность формы и размеров изделия и предотвращает растрескивание последнего при снятии давления. Таким образом, предложенная форма 2 8060 1 2006.04.30 позволяет сочетать преимущества металлических и эластичных форм для прессования порошков. Прессование исходного порошка...
Пресс-форма для прессования длинномерных изделий сложной формы из порошков
Номер патента: 4364
Опубликовано: 30.03.2002
Авторы: Макарчук Дмитрий Владимирович, Петюшик Евгений Евгеньевич
МПК: B22F 3/04
Метки: порошков, сложной, формы, длинномерных, пресс-форма, прессования, изделий
Текст:
...между эластичной оболочкой 1 и жесткой металлической оправкой 3 предусмотрен зазор 5 для засыпки порошка, верхней шайбы 6 и гайки 7. Стенки герметичной полости, соприкасающиеся с прессуемым изделием, имеют равную толщину, минимально воз 2 4364 1 можную для используемого эластичного материала из условия сохранения ее формы. Форма поверхности внутреннего отверстия эластичной оболочки 1 определяется формой и размерами наружной поверхности...
Пресс-форма для прессования гофрированного фильтрующего элемента
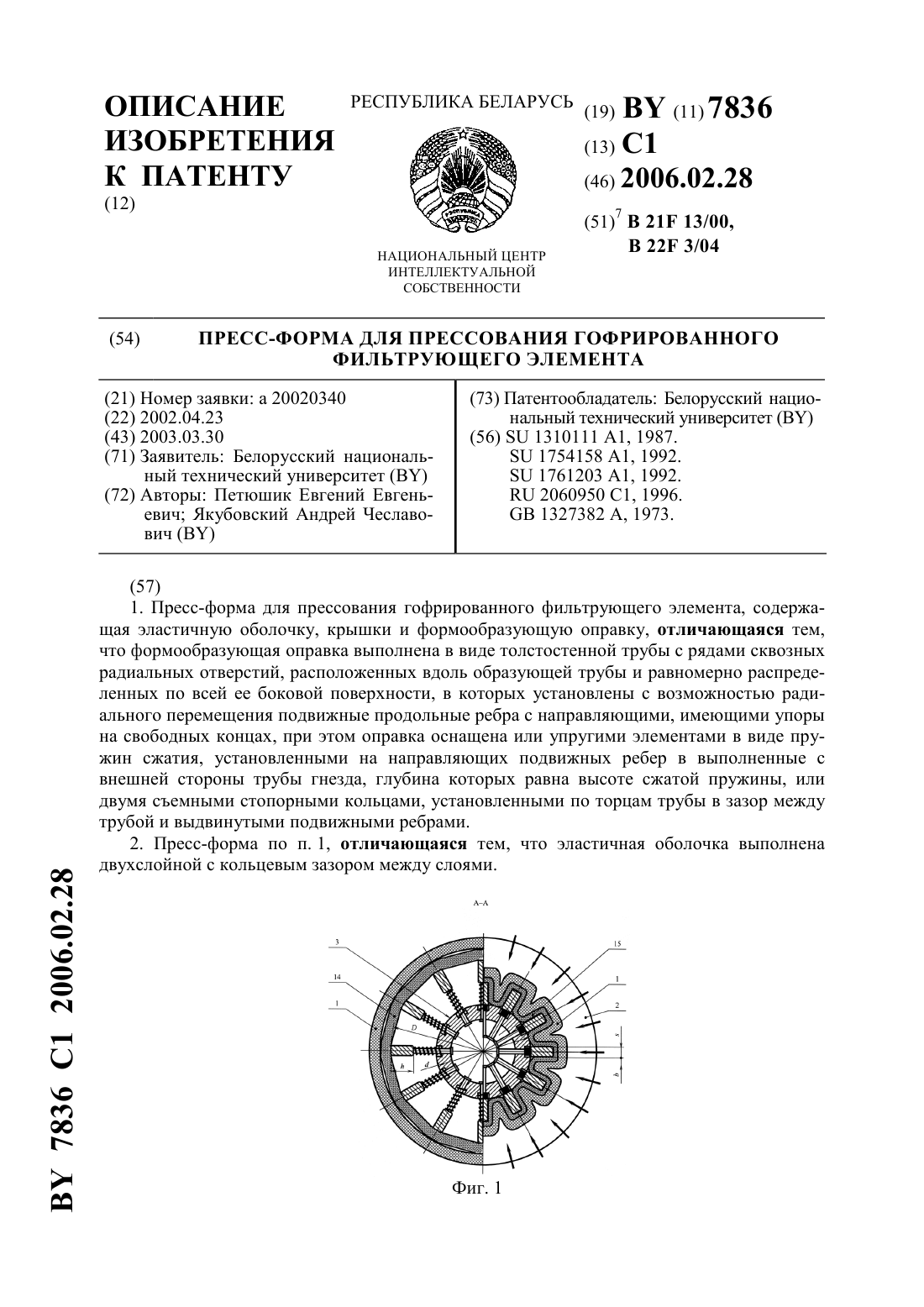
Номер патента: 7836
Опубликовано: 28.02.2006
Авторы: Якубовский Андрей Чеславович, Петюшик Евгений Евгеньевич
МПК: B22F 3/04, B21F 13/00
Метки: элемента, прессования, пресс-форма, гофрированного, фильтрующего
Текст:
...исходном отжатом от трубы 4 положении, или из двух съемных стопорных колец 11 (фиг. 3), устанавливаемых по торцам оправки 3 в зазор между трубой 4 и ребрами 6 для удержания последних в исходном выдвинутом положении, кроме того, эластичная оболочка 1 может быть выполнена двухслойной (фиг. 4, 5) с кольцевым зазором 12 между слоями 13. Количество радиальных отверстий 5, расположенных в одном ряду вдоль образующей трубы 4, зависит от длины...
Устройство для прессования изделий из порошка
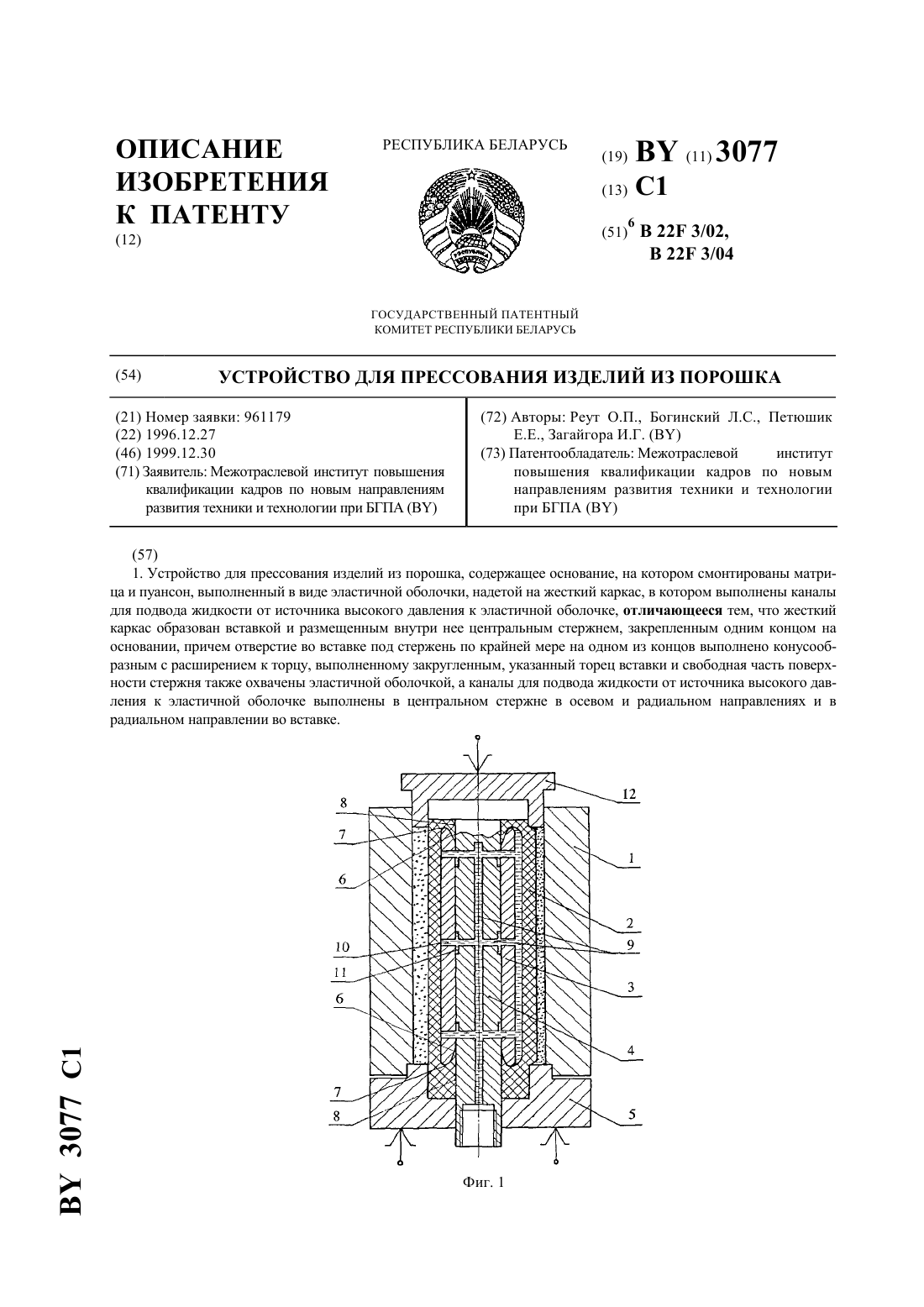
Номер патента: 3077
Опубликовано: 30.12.1999
Авторы: Загайгора Игорь Геннадьевич, Реут Олег Павлович, Петюшик Евгений Евгеньевич, Богинский Леонид Стефанович
Метки: прессования, устройство, изделий, порошка
Текст:
...часть 8 поверхности центрального стержня 4, образует уплотнительный манжет для самогерметизации пуансона. Вставку 3 помещают внутрь эластичной оболочки 2 на стадии изготовления последней, причем между эластичной оболочкой 2 и вставкой 3 отсутствует адгезия. Размеры и форму вставки 3 выполняют такими,чтобы толщина эластичной оболочки на участке контакта с порошковой заготовкой была равномерной (в случае необходимости получения...
Способ прессования изделий из порошков
Номер патента: 3568
Опубликовано: 30.09.2000
Авторы: Ахтанин Олег Николаевич, Клименков Степан Степанович, Голубев Алексей Николаевич, Пятов Владислав Владимирович, Матвеев Константин Сергеевич
МПК: B22F 3/02
Метки: способ, изделий, порошков, прессования
Текст:
...состоянии утряски. Способ осуществляют следующим образом. Среду, передающую давление, засыпают в матрицу и уплотняют прессующим пуансоном при давлении 50 МПа. В качестве среды, передающей давление, используют пластифицированный легирующий порошок,при этом пластификатор, в качестве которого используют парафин, заполняет все межчастичное пространство. В уплотненной среде, передающей давление, формующим пуансоном выдавливают полость, форма...
Предыдущий патент: Турбокомпрессор с регулируемым давлением наддува
Следующий патент: Способ устройства дорожного покрытия
Случайный патент: Способ пластики пищевода