Пресс-форма для прессования длинномерных изделий сложной формы из порошков
Номер патента: 4364
Опубликовано: 30.03.2002
Авторы: Макарчук Дмитрий Владимирович, Петюшик Евгений Евгеньевич
Текст
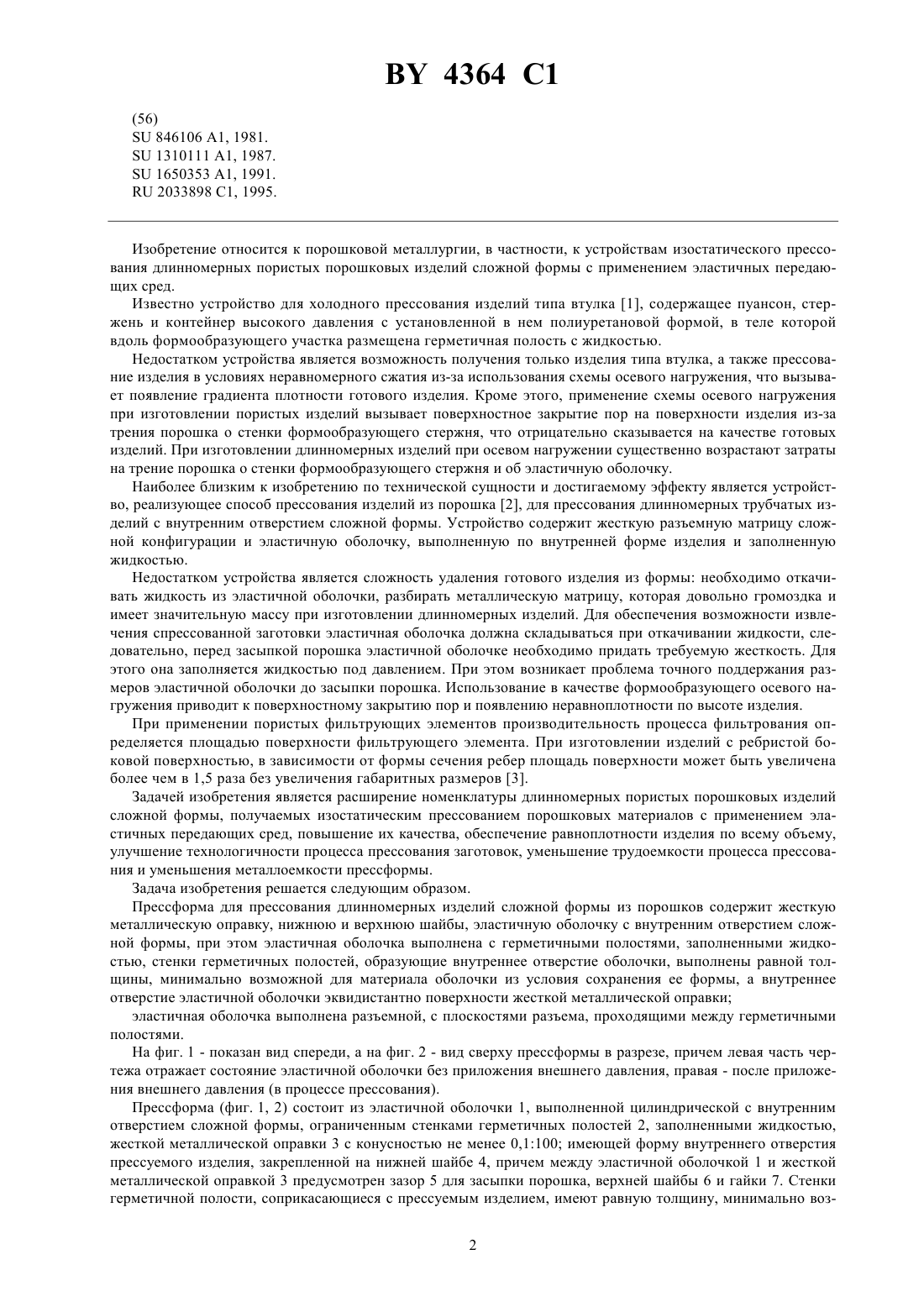
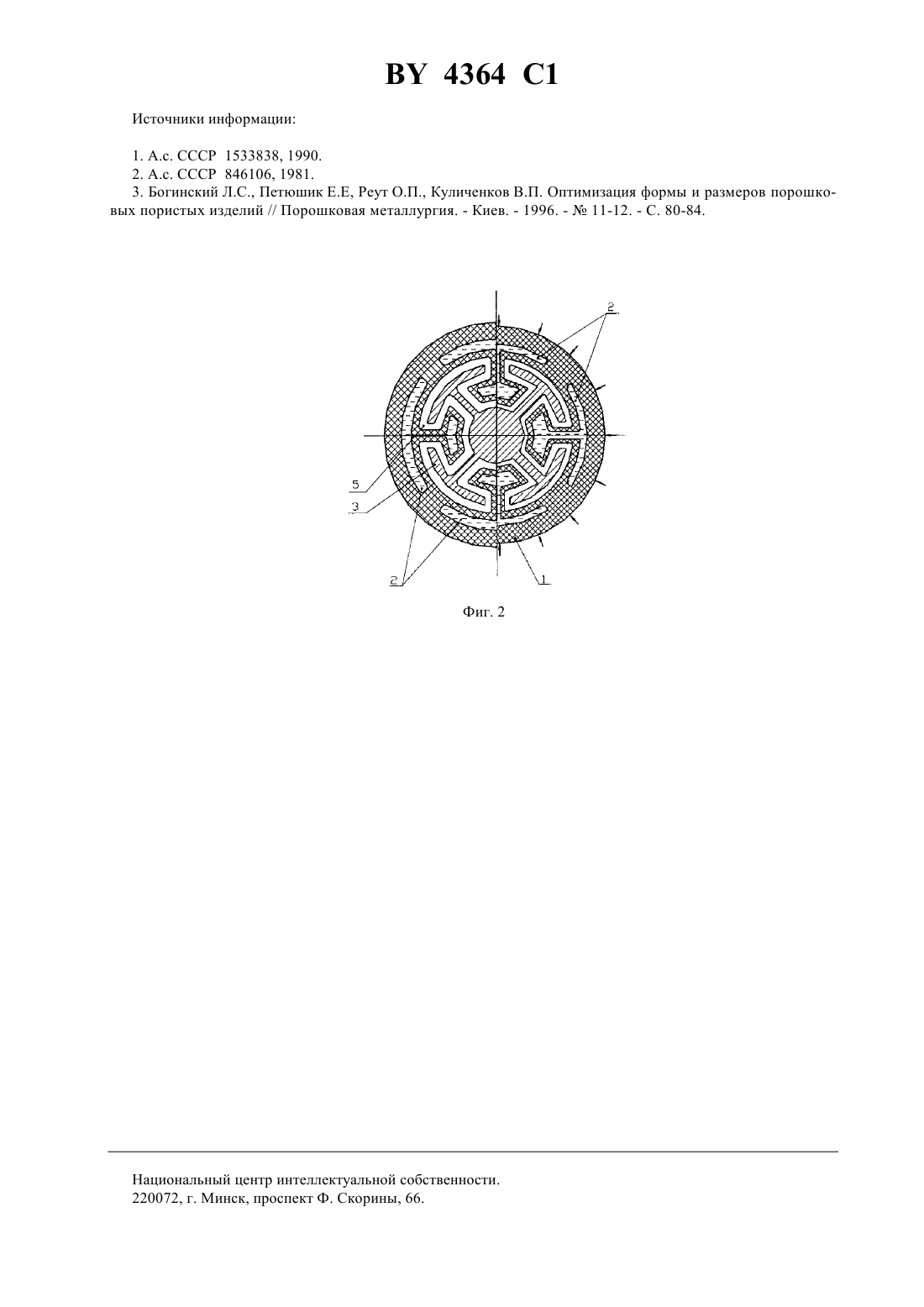
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ ИЗ ПОРОШКОВ(71) Заявитель Межотраслевой институт повышения квалификации кадров по новым направлениям развития техники и технологии при БГПА (МИПК при БГПА)(73) Патентообладатель Межотраслевой институт повышения квалификации кадров по новым направлениям развития техники и технологии при БГПА (МИПК при БГПА)(57) 1. Пресс-форма для прессования длинномерных изделий сложной формы из порошков, содержащая жесткую металлическую оправку нижнюю и верхнюю шайбы, эластичную оболочку с внутренним отверстием сложной формы, отличающаяся тем, что эластичная оболочка выполнена с герметичными полостями, заполненными жидкостью, стенки герметичных полостей, образующие внутреннее отверстие оболочки, выполнены равной толщины, минимально возможной для материала оболочки из условия сохранения ее формы, а внутреннее отверстие эластичной оболочки эквидистантно поверхности жесткой металлической оправки. 2. Пресс-форма по п. 1, отличающаяся тем, что эластичная оболочка выполнена разъемной, с плоскостями разъема, проходящими между герметичными полостями. Изобретение относится к порошковой металлургии, в частности, к устройствам изостатического прессования длинномерных пористых порошковых изделий сложной формы с применением эластичных передающих сред. Известно устройство для холодного прессования изделий типа втулка 1, содержащее пуансон, стержень и контейнер высокого давления с установленной в нем полиуретановой формой, в теле которой вдоль формообразующего участка размещена герметичная полость с жидкостью. Недостатком устройства является возможность получения только изделия типа втулка, а также прессование изделия в условиях неравномерного сжатия из-за использования схемы осевого нагружения, что вызывает появление градиента плотности готового изделия. Кроме этого, применение схемы осевого нагружения при изготовлении пористых изделий вызывает поверхностное закрытие пор на поверхности изделия из-за трения порошка о стенки формообразующего стержня, что отрицательно сказывается на качестве готовых изделий. При изготовлении длинномерных изделий при осевом нагружении существенно возрастают затраты на трение порошка о стенки формообразующего стержня и об эластичную оболочку. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство, реализующее способ прессования изделий из порошка 2, для прессования длинномерных трубчатых изделий с внутренним отверстием сложной формы. Устройство содержит жесткую разъемную матрицу сложной конфигурации и эластичную оболочку, выполненную по внутренней форме изделия и заполненную жидкостью. Недостатком устройства является сложность удаления готового изделия из формы необходимо откачивать жидкость из эластичной оболочки, разбирать металлическую матрицу, которая довольно громоздка и имеет значительную массу при изготовлении длинномерных изделий. Для обеспечения возможности извлечения спрессованной заготовки эластичная оболочка должна складываться при откачивании жидкости, следовательно, перед засыпкой порошка эластичной оболочке необходимо придать требуемую жесткость. Для этого она заполняется жидкостью под давлением. При этом возникает проблема точного поддержания размеров эластичной оболочки до засыпки порошка. Использование в качестве формообразующего осевого нагружения приводит к поверхностному закрытию пор и появлению неравноплотности по высоте изделия. При применении пористых фильтрующих элементов производительность процесса фильтрования определяется площадью поверхности фильтрующего элемента. При изготовлении изделий с ребристой боковой поверхностью, в зависимости от формы сечения ребер площадь поверхности может быть увеличена более чем в 1,5 раза без увеличения габаритных размеров 3. Задачей изобретения является расширение номенклатуры длинномерных пористых порошковых изделий сложной формы, получаемых изостатическим прессованием порошковых материалов с применением эластичных передающих сред, повышение их качества, обеспечение равноплотности изделия по всему объему,улучшение технологичности процесса прессования заготовок, уменьшение трудоемкости процесса прессования и уменьшения металлоемкости прессформы. Задача изобретения решается следующим образом. Прессформа для прессования длинномерных изделий сложной формы из порошков содержит жесткую металлическую оправку, нижнюю и верхнюю шайбы, эластичную оболочку с внутренним отверстием сложной формы, при этом эластичная оболочка выполнена с герметичными полостями, заполненными жидкостью, стенки герметичных полостей, образующие внутреннее отверстие оболочки, выполнены равной толщины, минимально возможной для материала оболочки из условия сохранения ее формы, а внутреннее отверстие эластичной оболочки эквидистантно поверхностижесткой металлической оправки эластичная оболочка выполнена разъемной, с плоскостями разъема, проходящими между герметичными полостями. На фиг. 1 - показан вид спереди, а на фиг. 2 - вид сверху прессформы в разрезе, причем левая часть чертежа отражает состояние эластичной оболочки без приложения внешнего давления, правая - после приложения внешнего давления (в процессе прессования). Прессформа (фиг. 1, 2) состоит из эластичной оболочки 1, выполненной цилиндрической с внутренним отверстием сложной формы, ограниченным стенками герметичных полостей 2, заполненными жидкостью,жесткой металлической оправки 3 с конусностью не менее 0,1100 имеющей форму внутреннего отверстия прессуемого изделия, закрепленной на нижней шайбе 4, причем между эластичной оболочкой 1 и жесткой металлической оправкой 3 предусмотрен зазор 5 для засыпки порошка, верхней шайбы 6 и гайки 7. Стенки герметичной полости, соприкасающиеся с прессуемым изделием, имеют равную толщину, минимально воз 2 4364 1 можную для используемого эластичного материала из условия сохранения ее формы. Форма поверхности внутреннего отверстия эластичной оболочки 1 определяется формой и размерами наружной поверхности прессуемого изделия, поверхность отверстия эквидистантна оправке. Для обеспечения качества прессовок (равноплотность, отсутствие нарушений сплошности, отсутствие разностенности) следует стремиться к равномерному и нормальному (направленному по нормали) приложению напряжения ко всей наружной поверхности изделия в процессе прессования (при уплотнении на оправку). Так как коэффициент Пуассона у эластичных передающих сред хотя и близок, но не равен 0,5, то на границах пересечения поверхностей сложных форм в сплошной эластичной оболочке возникают касательные напряжения, которые вызывают сдвиговые явления, ведущие к появлению разностенности и разноплотности в спрессованном изделии. В предложенной форме эластичная оболочка выполняется с герметичными полостями, заполненными жидкостью. В соответствии с законом Паскаля давление, приложенное к жидкости в статическом состоянии,передается равномерно во всех направлениях, и направлено оно по нормали к ограничивающим ее стенкам. Стенки герметичных полостей определяют форму и размеры наружной поверхности прессуемого изделия. Выполнение стенок герметичных полостей, соприкасающихся с прессуемым изделием, тонкими и равными по толщине позволяет им растягиваться при уплотнении прессуемого материала и передавать изостатическое давление без возникновения касательных напряжений. Изготовление оправки с конусностью не менее 0,1100 облегчает извлечение оправки из спрессованной заготовки. Применение радиальной схемы прессования позволяет практически исключить затраты на трение порошка о стенки жесткой оправки и эластичной оболочки, а также предотвратить поверхностное закрытие пор. При изготовлении эластичной оболочки разъемной возможно получение изделий сложной формы с криволинейной образующей. Работает прессформа следующим образом. Эластичную оболочку 1 устанавливают на нижнюю шайбу 4, на которой закреплена жесткая металлическая оправка 3. Зазор 5 между жесткой металлической оправкой 2 и эластичной оболочкой 1 заполняют порошком, устанавливают верхнюю шайбу 6 и наворачивают гайку 7. Форму в сборе помещают в устройство для прессования (сухой изостат, гидростат, гидродинамическая машина и т.п.) (не показано), способное обеспечить приложение к эластичной оболочке внешнее радиальное давление. При приложении внешнего радиального давления к эластичной оболочке 1, в материале оболочки возникает давление, которое передается жидкости, находящейся в полостях 2. В соответствии с законом Паскаля давление, приложенное к жидкости в статическом состоянии, передается равномерно во всех направлениях, причем направлено оно по нормали к стенкам полостей. За счет того, что стенки полостей выполняются равными и относительно тонкими по толщине, в материале эластичной оболочки не возникает градиента напряжений. Давление прессования равномерно распределяется по поверхности прессуемого изделия и направлено по нормали к поверхности прессуемого изделия. Осуществляется радиально-изостатическое прессование изделия. Таким образом, выполнение прессформы с эластичной оболочкой с внутренним отверстием сложной формы, образованным стенками герметичных полостей, заполненных жидкостью, и металлической оправкой, позволяет повысить качество, обеспечить равноплотность заготовки по всему объему, расширить номенклатуру изделий сложной формы, получаемых прессованием порошковых материалов с применением эластичных передающих сред. Кроме этого, при выполнении внешней поверхности эластичной оболочки в виде цилиндра с постоянным внешним диаметром, существует возможность использования одной установки для прессования (например, сухого изостата) для изготовления различных деталей сложной формы. При этом необходимо изготовление эластичной оболочки диаметра,соответствующего используемой установке для прессования, с требуемой формой внутреннего отверстия и соответствующей оправкой. Это позволяет снизить металлоемкость используемой прессформы, обеспечивает возможность автоматизации процесса. Использование схемы радиально-изостатического прессования позволяет получать пористые изделия с равной плотностью по длине изделия и предотвратить поверхностное закрытие пор, а также снизить затраты на трение порошка о стенки жесткой оправки и эластичной оболочки. Изготовление металлической оправки с конусностью позволяет облегчить извлечение оправки из спрессованной заготовки. Пример. Прессуют в прессформе по фигуре ребристое изделие из порошка титана ПТХ-2 следующих размеров длина - 300 мм, число ребер - 4, наружный диаметр - 60 мм, внутренний диаметр - 20 мм, толщина стенки - 3 мм. Для данного изделия коэффициент увеличения площади поверхности по отношению к гладкой трубе 2,55. Конусность оправки - 0,3100. Эластичная оболочка изготовлена из полиуретана Адипрен Л-167 ТУ 1051240-88. Жидкость в герметичных полостях оболочки - вода. Порцию порошка засыпают на вибростоле в зазор между оправкой и эластичной оболочкой, устанавливают шайбу и наворачивают гайку. Форму в сборе помещают в сухой изостат и прессуют при давлении 90 МПа с выдержкой в течение 1 мин. Была изготовлена партия из 50 деталей. Отмечено отсутствие нарушения сплошности и поверхностного закрытия пор. Различие плотности в объеме спрессованных изделий составило не более 1 . 4364 1 Источники информации 1. А.с. СССР 1533838, 1990. 2. А.с. СССР 846106, 1981. 3. Богинский Л.С., Петюшик Е.Е, Реут О.П., Куличенков В.П. Оптимизация формы и размеров порошковых пористых изделий // Порошковая металлургия. - Киев. - 1996. -11-12. - С. 80-84. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66. 4
МПК / Метки
МПК: B22F 3/04
Метки: формы, прессования, сложной, пресс-форма, порошков, длинномерных, изделий
Код ссылки
<a href="https://by.patents.su/4-4364-press-forma-dlya-pressovaniya-dlinnomernyh-izdelijj-slozhnojj-formy-iz-poroshkov.html" rel="bookmark" title="База патентов Беларуси">Пресс-форма для прессования длинномерных изделий сложной формы из порошков</a>
Способ прессования изделий из порошков
Номер патента: 3568
Опубликовано: 30.09.2000
Авторы: Матвеев Константин Сергеевич, Голубев Алексей Николаевич, Пятов Владислав Владимирович, Ахтанин Олег Николаевич, Клименков Степан Степанович
МПК: B22F 3/02
Метки: способ, прессования, изделий, порошков
Текст:
...состоянии утряски. Способ осуществляют следующим образом. Среду, передающую давление, засыпают в матрицу и уплотняют прессующим пуансоном при давлении 50 МПа. В качестве среды, передающей давление, используют пластифицированный легирующий порошок,при этом пластификатор, в качестве которого используют парафин, заполняет все межчастичное пространство. В уплотненной среде, передающей давление, формующим пуансоном выдавливают полость, форма...
Устройство для непрерывного прессования длинномерных изделий
Номер патента: 1935
Опубликовано: 30.12.1997
Авторы: Бовин Валерий Павлович, Вайцехович Алла Андреевна, Исаевич Леонид Александрович, Чумак Геннадий Андреевич, Чумак Александр Геннадьевич
МПК: B22F 3/20, B21C 33/00
Метки: длинномерных, изделий, прессования, устройство, непрерывного
Текст:
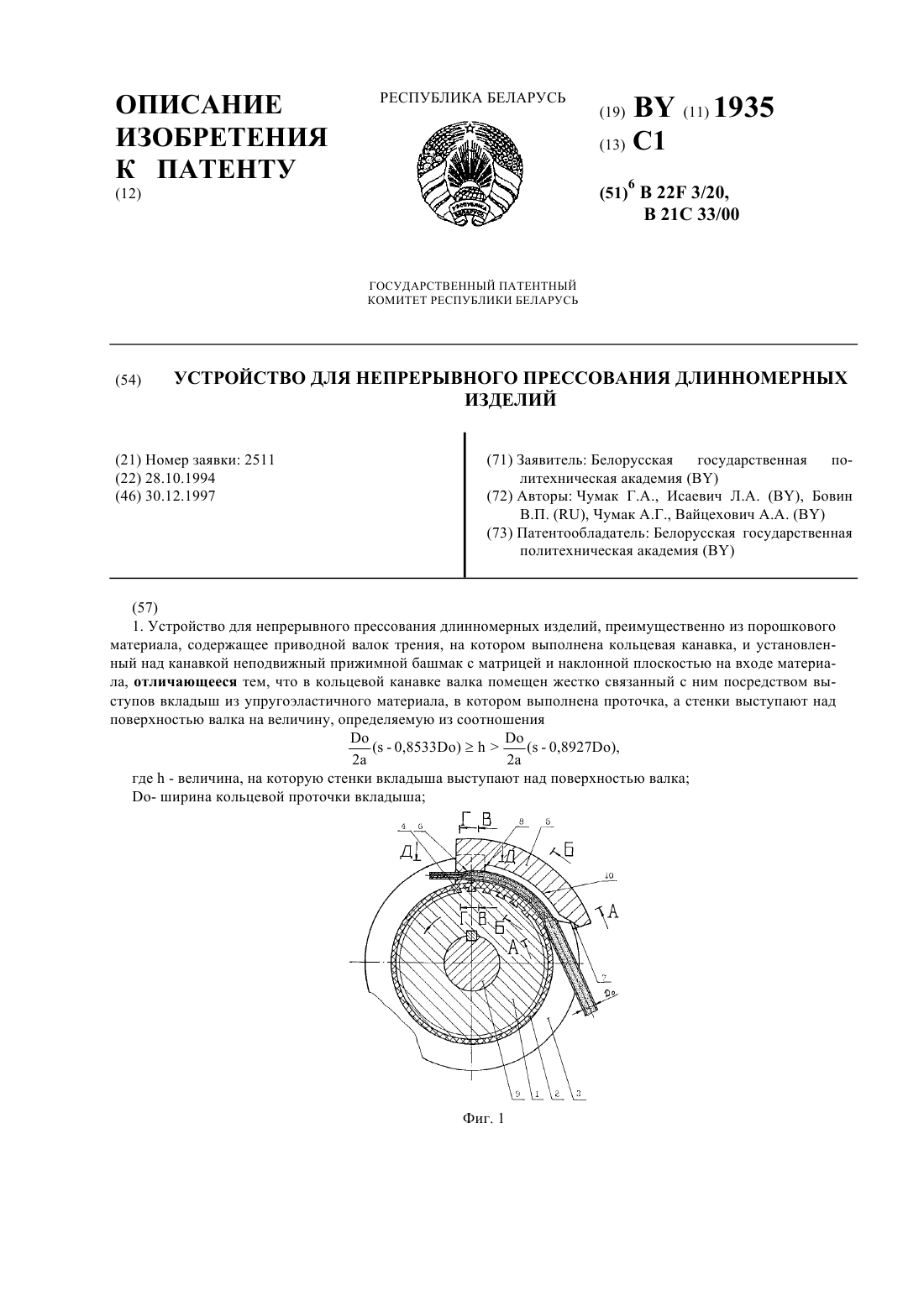
...1 вращается на валу 9. На поверхностях 7 и 10 башмака 5 нанесен антифрикционный фторопластовый слой. Для увеличения жесткости выступов 4, они армированы волокнами. Выполнение кольцевой проточки 3 колеса трения 1 во вкладыше 2 из упругоэластичного материала обеспечивает передачу усилия зажима равномерно по сечению заготовки и, соответственно, равномерные радиальную деформацию оболочки и уплотнение порошкового сердечника по сечению. Силы трения...
Способ изготовления пористых изделий сложной формы
Номер патента: 3403
Опубликовано: 30.06.2000
Авторы: Мазюк Виктор Васильевич, Тарайкович Александр Михайлович, Пилиневич Леонид Петрович, Анащенко Михаил Петрович, Тумилович Мирослав Викторович, Беденко Сергей Александрович, Рак Анатолий Леонидович
МПК: B22F 3/10
Метки: пористых, изготовления, способ, сложной, изделий, формы
Текст:
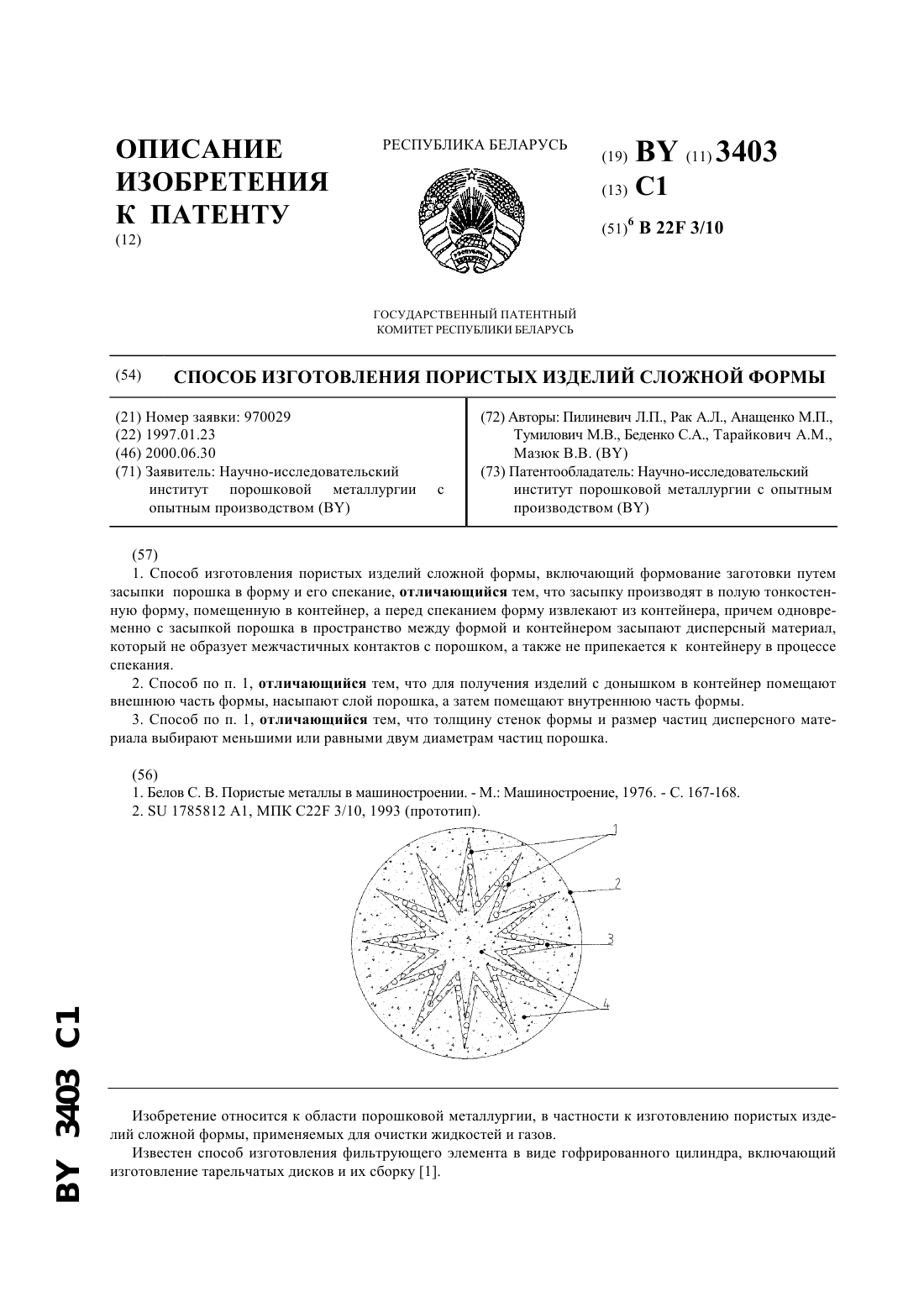
...засыпки порошка в форму и его спекание, засыпку производят в полую тонкостенную форму, помещенную в контейнер, а перед спеканием форму из контейнера извлекают, причем одновременно с засыпкой порошка в пространство между формой и контейнером засыпают дисперсный материал, размер частиц которого меньше или равен 2-м диаметрам частиц порошка, который не образует межчастичных контактов с порошком, а также не припекается к контейнеру в процессе...
Устройство для электролитно-плазменной обработки изделий сложной формы
Номер патента: 2482
Опубликовано: 30.12.1998
Авторы: Кособуцкий Александр Антонович, Савицкий Александр Александрович, Есепкин Владимир Александрович
Метки: изделий, сложной, обработки, устройство, формы, электролитно-плазменной
Текст:
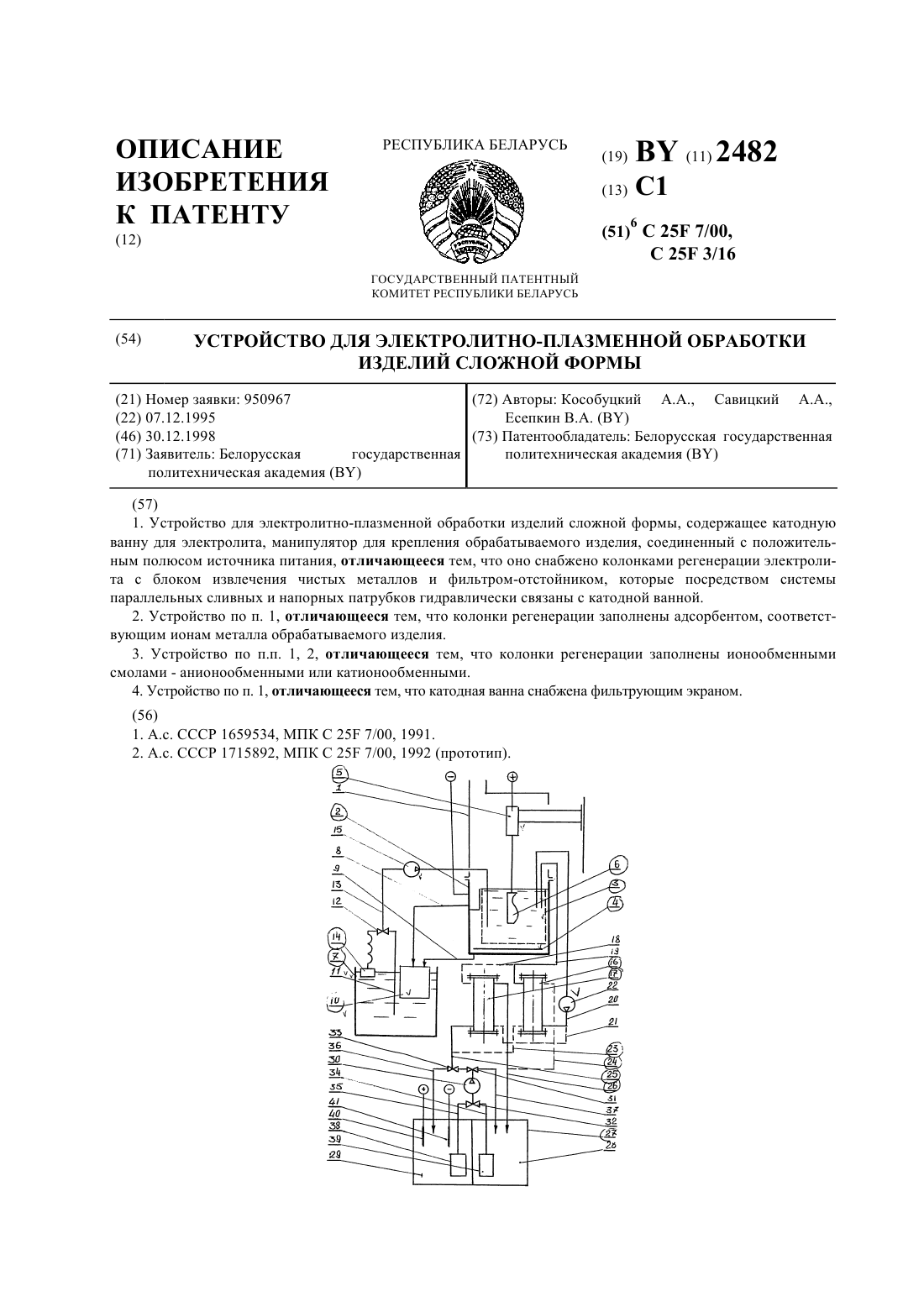
...17 в режиме промывки адсорбента, т.е. имеет место случай регенерации электролита путем удаления ионов одного типа. В случае отравления электролита анионами и катионами различных металлов необходимо прокачивать электролит последовательно через анионообменную и катионообменную колонки с последующей их промывкой соответствующими промывочными жидкостями. Ионообменные колонки 16, 17 посредством трубопроводов 18,19,20,21 и насоса 22 поочередно...
Устройство для полунепрерывного прессования длинномерных заготовок
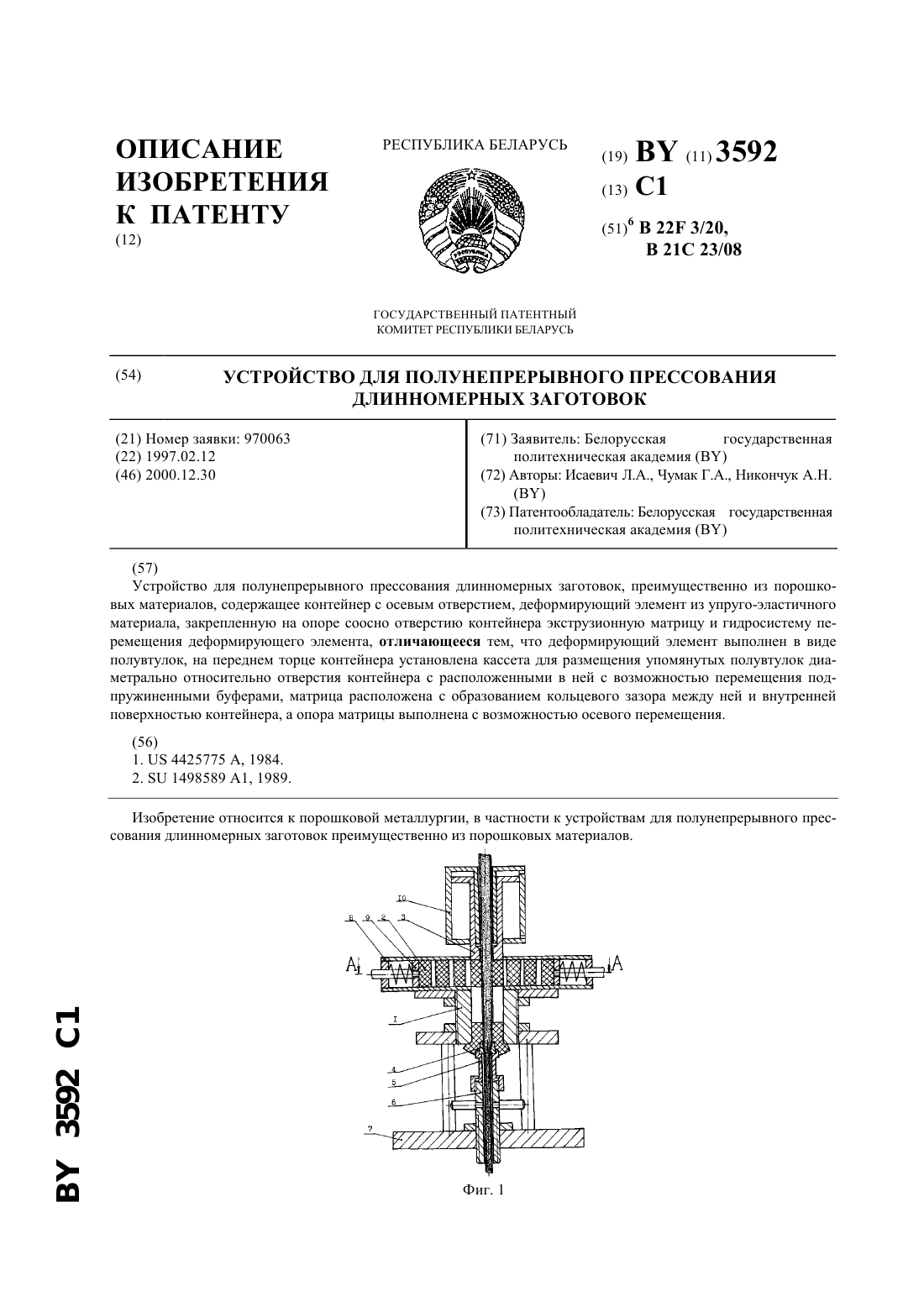
Номер патента: 3592
Опубликовано: 30.12.2000
Авторы: Исаевич Леонид Александрович, Чумак Геннадий Андреевич, Никончук Андрей Николаевич
МПК: B22F 3/20, B21C 23/08
Метки: длинномерных, прессования, заготовок, полунепрерывного, устройство
Текст:
...внутренних складок оболочки заготовки в местах расположения выступов деформирующего элемента, что приводит к браку изделия. Недостатком устройства является низкая стойкость матриц, ослабленных концентрическими пазами. Задача изобретения - повышение надежности, упрощение конструкции устройства и повышение качества порошковой проволоки и других длинномерных изделий. Поставленная задача достигается тем, что в предлагаемом устройстве,...
Предыдущий патент: Устройство для отвинчивания труб в скважине
Следующий патент: Способ получения металлических волокон
Случайный патент: Измельчитель перговых сотов