Пресс-форма для формирования порошковых композиционных катодов и мишеней
Номер патента: U 9205
Опубликовано: 30.06.2013
Авторы: Суворов Анатолий Николаевич, Андреев Михаил Анатольевич, Чекан Владимир Александрович, Саевич Леонтий Михайлович

Текст
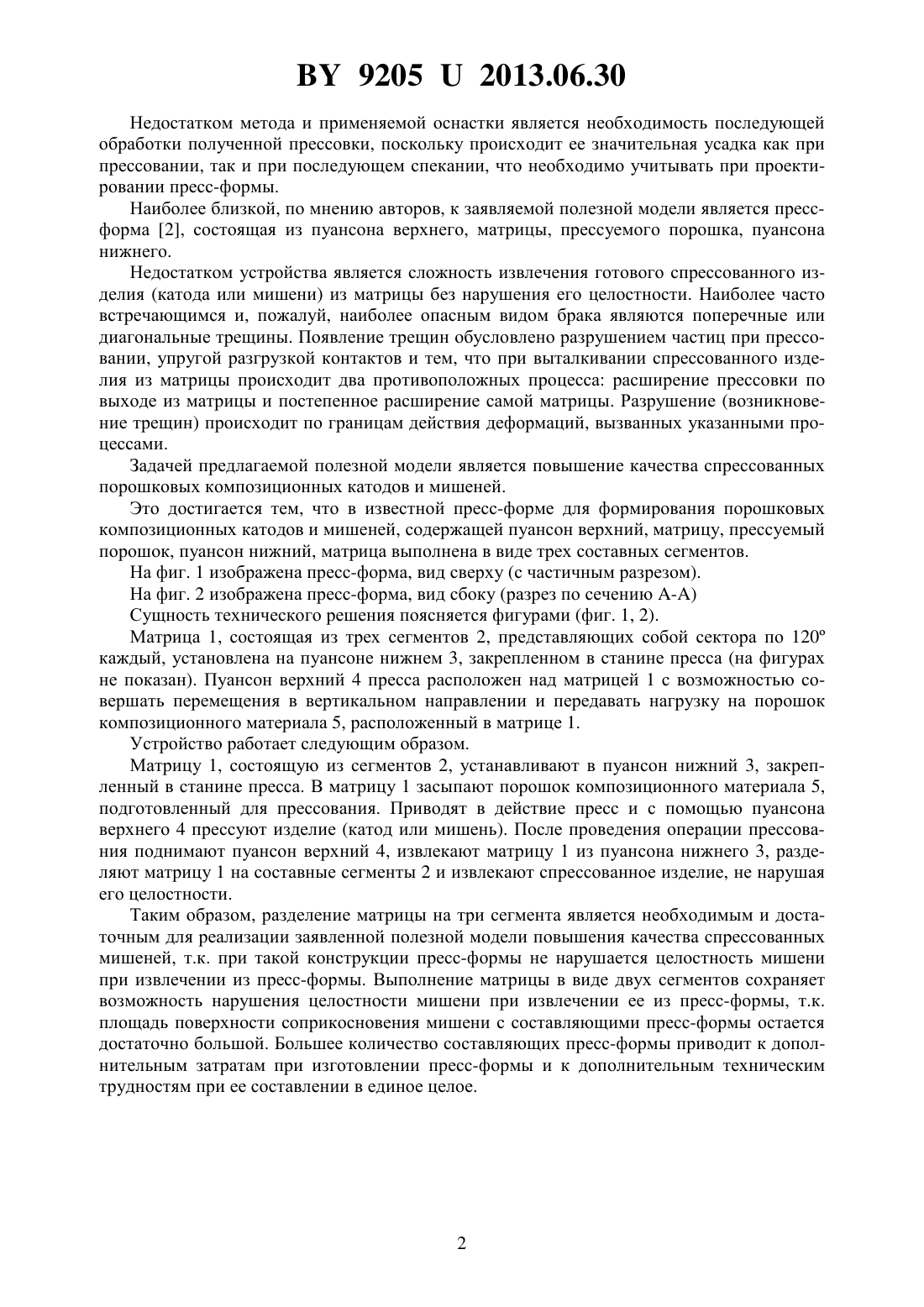
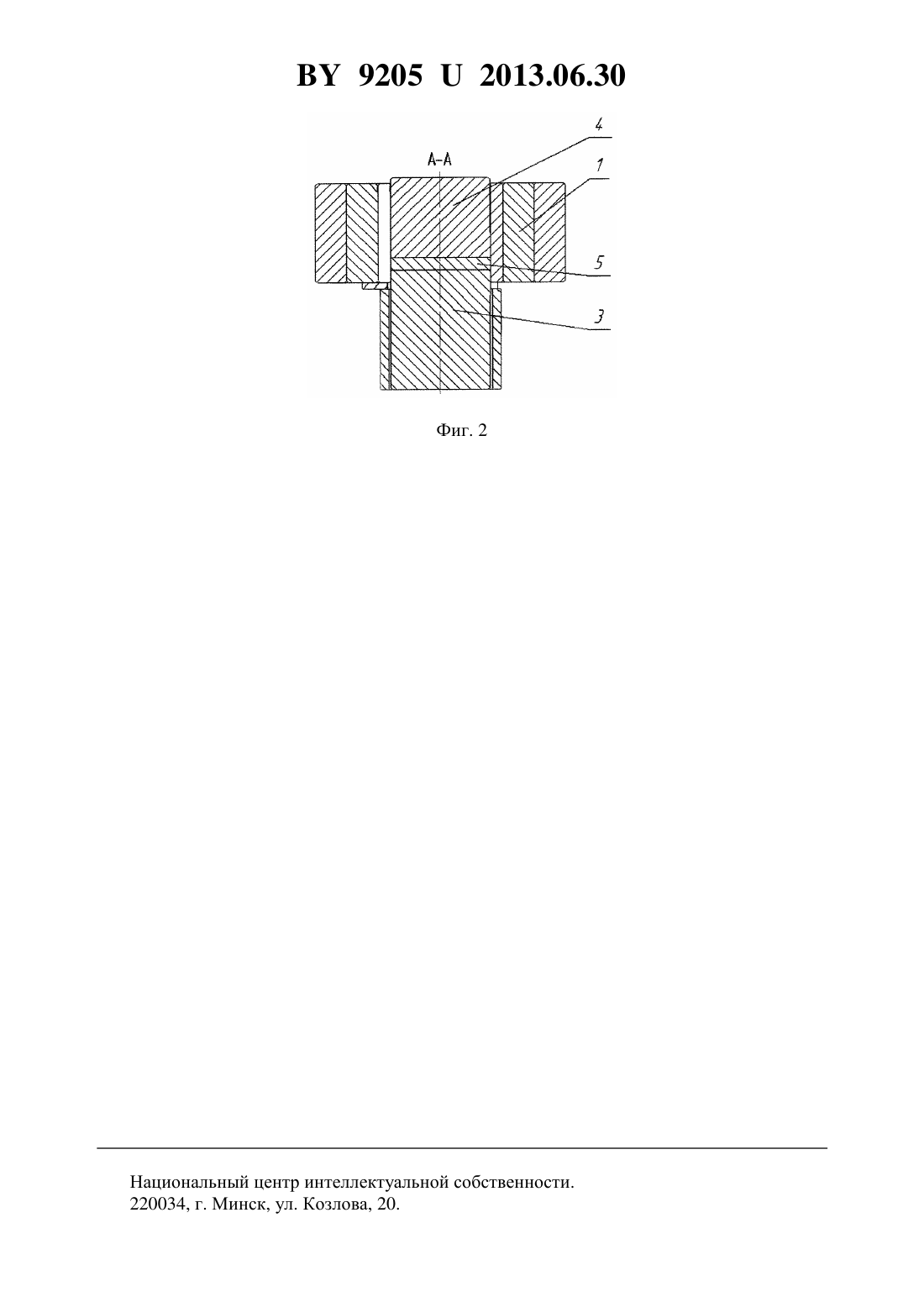
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПРЕСС-ФОРМА ДЛЯ ФОРМИРОВАНИЯ ПОРОШКОВЫХ КОМПОЗИЦИОННЫХ КАТОДОВ И МИШЕНЕЙ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Андреев Михаил Анатольевич Саевич Леонтий Михайлович Суворов Анатолий Николаевич Чекан Владимир Александрович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Пресс-форма для формирования порошковых композиционных катодов и мишеней,включающая пуансон верхний, матрицу, прессуемый порошок, пуансон нижний, отличающаяся тем, что матрица выполнена в виде трех составных сегментов.(56) 1. Карпенко Г.Д., Емельянов С.В., Ушеренко С.М. и др. Прогрессивные методы изготовления катодов для вакуумного нанесения покрытий. - Минск БелНИИНТИ, 1989. - 32 с. 2. Анциферов В.Н., Боров Г.В., Дружинин Л.К. и др. Порошковая металлургия и напыленные покрытия Учебник для вузов. - М. Металлургия, 1987. - С. 188, 205. Предлагаемое техническое решение относится к порошковой металлургии, а именно к технологии прессования порошковых катодов и мишеней. Известна оснастка 1 для прессования порошковых деталей методом гидродинамического прессования, состоящая из основания, хомутов, резиновой оболочки, крышки. 92052013.06.30 Недостатком метода и применяемой оснастки является необходимость последующей обработки полученной прессовки, поскольку происходит ее значительная усадка как при прессовании, так и при последующем спекании, что необходимо учитывать при проектировании пресс-формы. Наиболее близкой, по мнению авторов, к заявляемой полезной модели является прессформа 2, состоящая из пуансона верхнего, матрицы, прессуемого порошка, пуансона нижнего. Недостатком устройства является сложность извлечения готового спрессованного изделия (катода или мишени) из матрицы без нарушения его целостности. Наиболее часто встречающимся и, пожалуй, наиболее опасным видом брака являются поперечные или диагональные трещины. Появление трещин обусловлено разрушением частиц при прессовании, упругой разгрузкой контактов и тем, что при выталкивании спрессованного изделия из матрицы происходит два противоположных процесса расширение прессовки по выходе из матрицы и постепенное расширение самой матрицы. Разрушение (возникновение трещин) происходит по границам действия деформаций, вызванных указанными процессами. Задачей предлагаемой полезной модели является повышение качества спрессованных порошковых композиционных катодов и мишеней. Это достигается тем, что в известной пресс-форме для формирования порошковых композиционных катодов и мишеней, содержащей пуансон верхний, матрицу, прессуемый порошок, пуансон нижний, матрица выполнена в виде трех составных сегментов. На фиг. 1 изображена пресс-форма, вид сверху (с частичным разрезом). На фиг. 2 изображена пресс-форма, вид сбоку (разрез по сечению -) Сущность технического решения поясняется фигурами (фиг. 1, 2). Матрица 1, состоящая из трех сегментов 2, представляющих собой сектора по 120 каждый, установлена на пуансоне нижнем 3, закрепленном в станине пресса (на фигурах не показан). Пуансон верхний 4 пресса расположен над матрицей 1 с возможностью совершать перемещения в вертикальном направлении и передавать нагрузку на порошок композиционного материала 5, расположенный в матрице 1. Устройство работает следующим образом. Матрицу 1, состоящую из сегментов 2, устанавливают в пуансон нижний 3, закрепленный в станине пресса. В матрицу 1 засыпают порошок композиционного материала 5,подготовленный для прессования. Приводят в действие пресс и с помощью пуансона верхнего 4 прессуют изделие (катод или мишень). После проведения операции прессования поднимают пуансон верхний 4, извлекают матрицу 1 из пуансона нижнего 3, разделяют матрицу 1 на составные сегменты 2 и извлекают спрессованное изделие, не нарушая его целостности. Таким образом, разделение матрицы на три сегмента является необходимым и достаточным для реализации заявленной полезной модели повышения качества спрессованных мишеней, т.к. при такой конструкции пресс-формы не нарушается целостность мишени при извлечении из пресс-формы. Выполнение матрицы в виде двух сегментов сохраняет возможность нарушения целостности мишени при извлечении ее из пресс-формы, т.к. площадь поверхности соприкосновения мишени с составляющими пресс-формы остается достаточно большой. Большее количество составляющих пресс-формы приводит к дополнительным затратам при изготовлении пресс-формы и к дополнительным техническим трудностям при ее составлении в единое целое. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B30B 15/02
Метки: мишеней, порошковых, формирования, катодов, пресс-форма, композиционных
Код ссылки
<a href="https://by.patents.su/3-u9205-press-forma-dlya-formirovaniya-poroshkovyh-kompozicionnyh-katodov-i-mishenejj.html" rel="bookmark" title="База патентов Беларуси">Пресс-форма для формирования порошковых композиционных катодов и мишеней</a>
Пресс-форма для изготовления алмазоабразивного инструмента
Номер патента: U 4681
Опубликовано: 30.10.2008
Автор: Кузей Анатолий Михайлович
МПК: B24D 18/00, B24D 3/04
Метки: пресс-форма, инструмента, алмазоабразивного, изготовления
Текст:
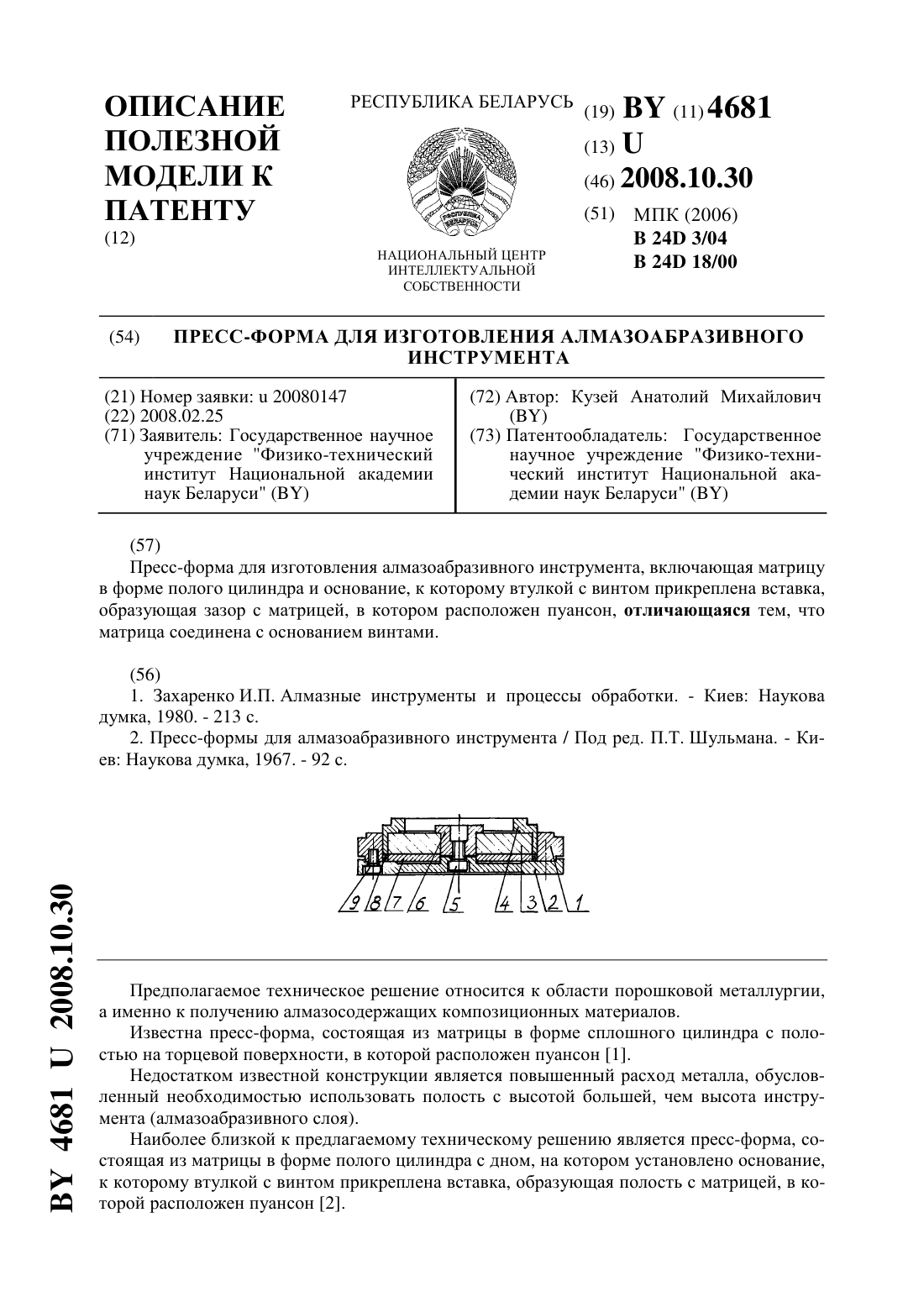
...цилиндра и основания, к которому втулкой с винтом прикреплена вставка, образующая зазор с корпусом, в котором расположен пуансон, матрица соединена с основанием винтами. Такая конструкция пресс-формы для изготовления алмазоабразивного инструмента обеспечивает снижение площадей изнашиваемых поверхностей, так как при извлечении алмазоабразивного инструмента не требуется выталкивать его по всей длине вставки. Полезная модель поясняется чертежом...
Пресс-форма для изготовления алмазоабразивного инструмента
Номер патента: U 4802
Опубликовано: 30.10.2008
Авторы: Францкевич Алла Владимировна, Кузей Анатолий Михайлович
МПК: B24D 18/00, B24D 3/04
Метки: инструмента, пресс-форма, изготовления, алмазоабразивного
Текст:
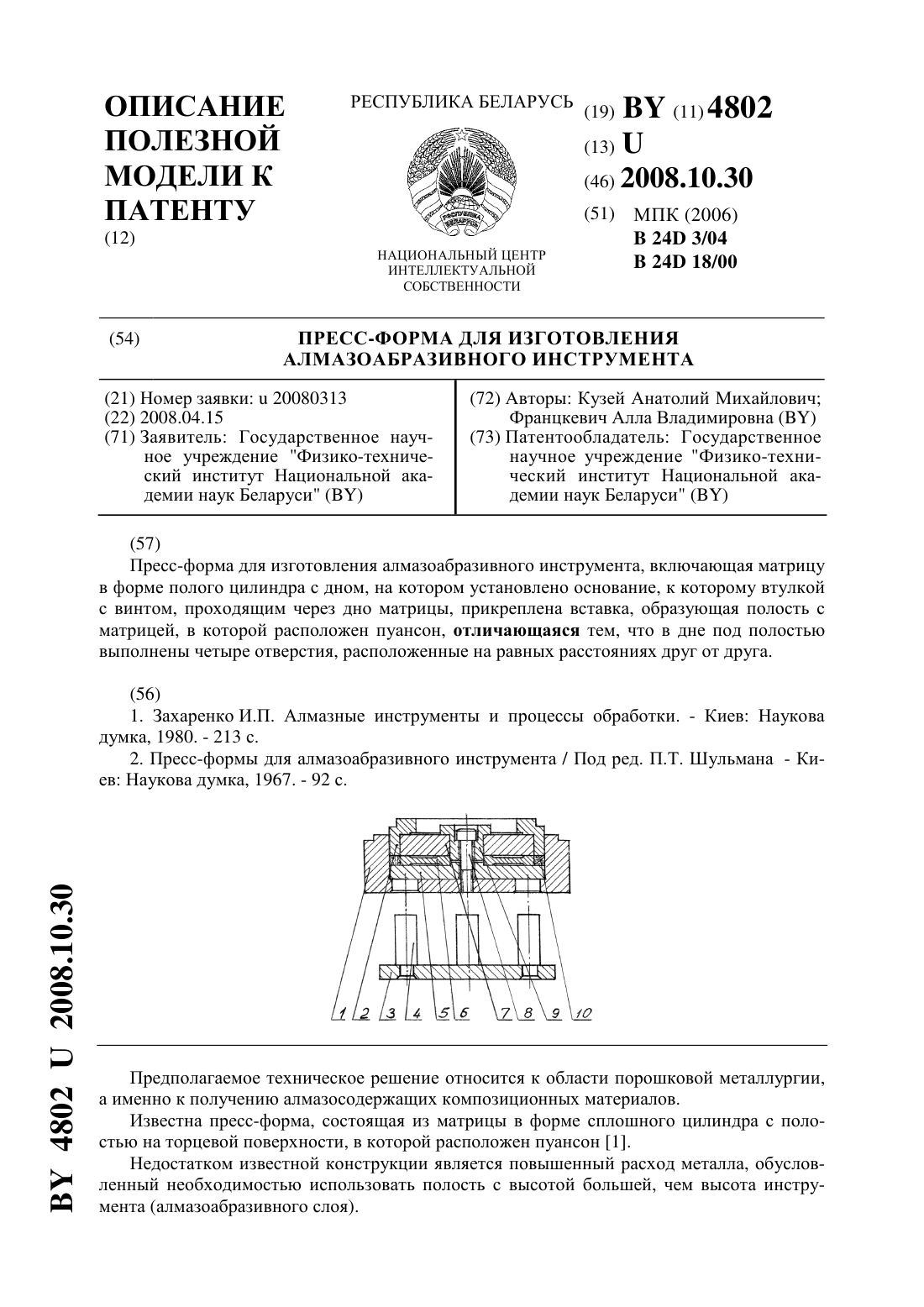
...основание, к которому втулкой с винтом, проходящим через дно матрицы, прикреплена вставка, образующая полость с матрицей, в которой расположен пуансон, а в дне под полостью выполнены четыре отверстия, расположенные на равных расстояниях друг от друга. Такая конструкция пресс-формы для изготовления алмазоабразивного инструмента обеспечивает снижение износа сопряженных поверхностей матрицы, вставки и пуансона за счет предотвращения перекосов...
Пресс-форма для изготовления алмазоабразивного инструмента

Номер патента: U 4744
Опубликовано: 30.10.2008
Авторы: Францкевич Алла Владимировна, Кузей Анатолий Михайлович
МПК: B24D 18/00
Метки: алмазоабразивного, изготовления, инструмента, пресс-форма
Текст:
...модели состоит в повышении ее эксплуатационных характеристик, а именно в снижении длительности цикла горячего прессования. Задача решается тем, что в пресс-форме, состоящей из матрицы в форме полого цилиндра с дном, вставки с втулкой и винтом, образующей полость с внутренней поверхностью цилиндра, в которой расположен пуансон, вставка прикреплена втулкой к дну, в котором под полостью, на равном расстоянии друг от друга расположены четыре...
Устройство для получения деталей из электропроводных порошковых смесей
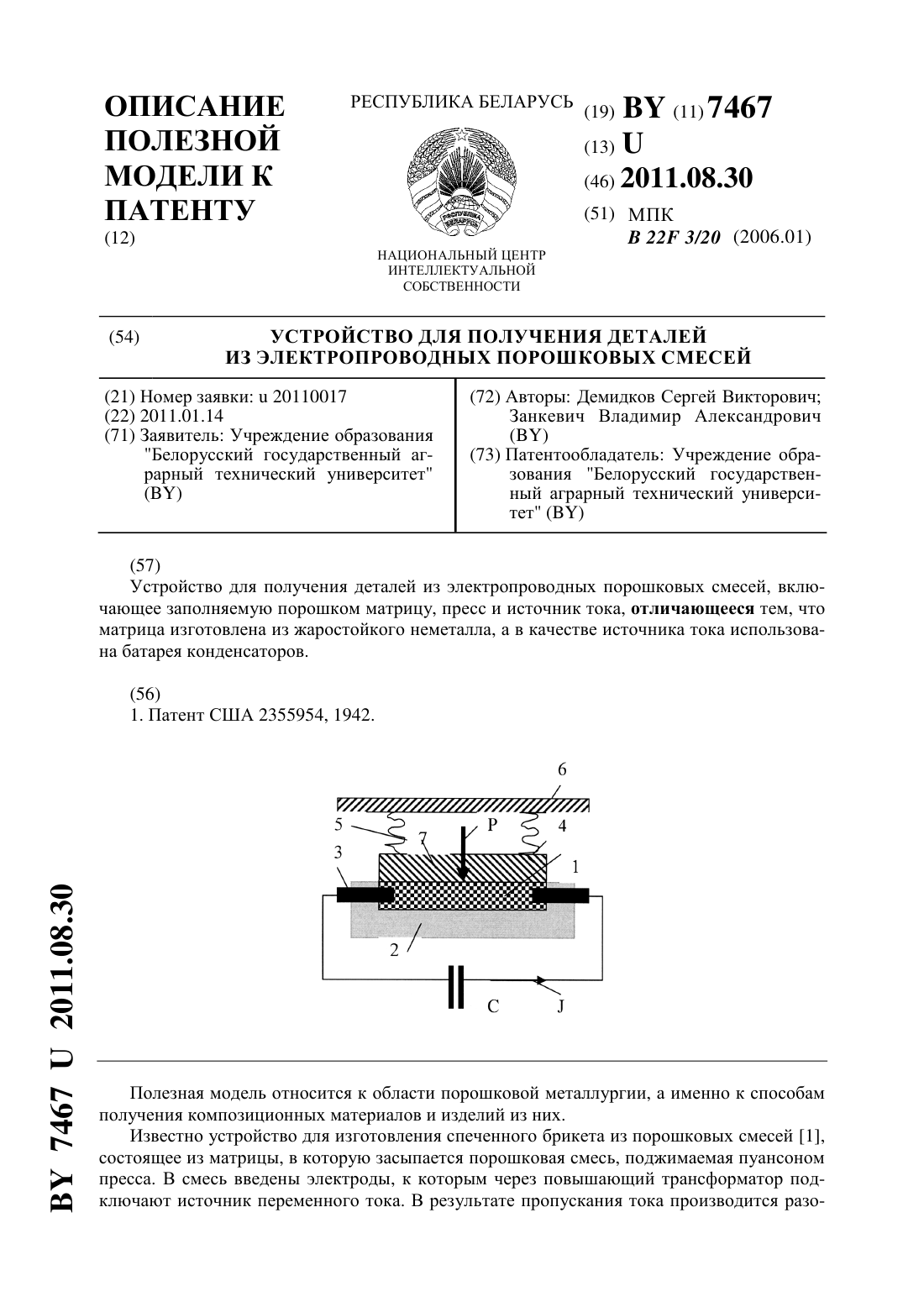
Номер патента: U 7467
Опубликовано: 30.08.2011
Авторы: Занкевич Владимир Александрович, Демидков Сергей Викторович
МПК: B22F 3/20
Метки: порошковых, получения, деталей, устройство, смесей, электропроводных
Текст:
...В результате пропускания тока производится разо 74672011.08.30 грев смеси и ее спекание. Усилие, приложенное со стороны пуансона, позволяет достигать заданной пористости конечного продукта. Однако данное устройство обладает недостатками ограниченные мощности разогрева и, соответственно, конечных температур спекания, которые не превышают температуры плавления металла матрицы. Задачей данной полезной модели является обеспечение возможности...
Пресс-форма для изготовления из полимерных материалов изделий с отверстиями
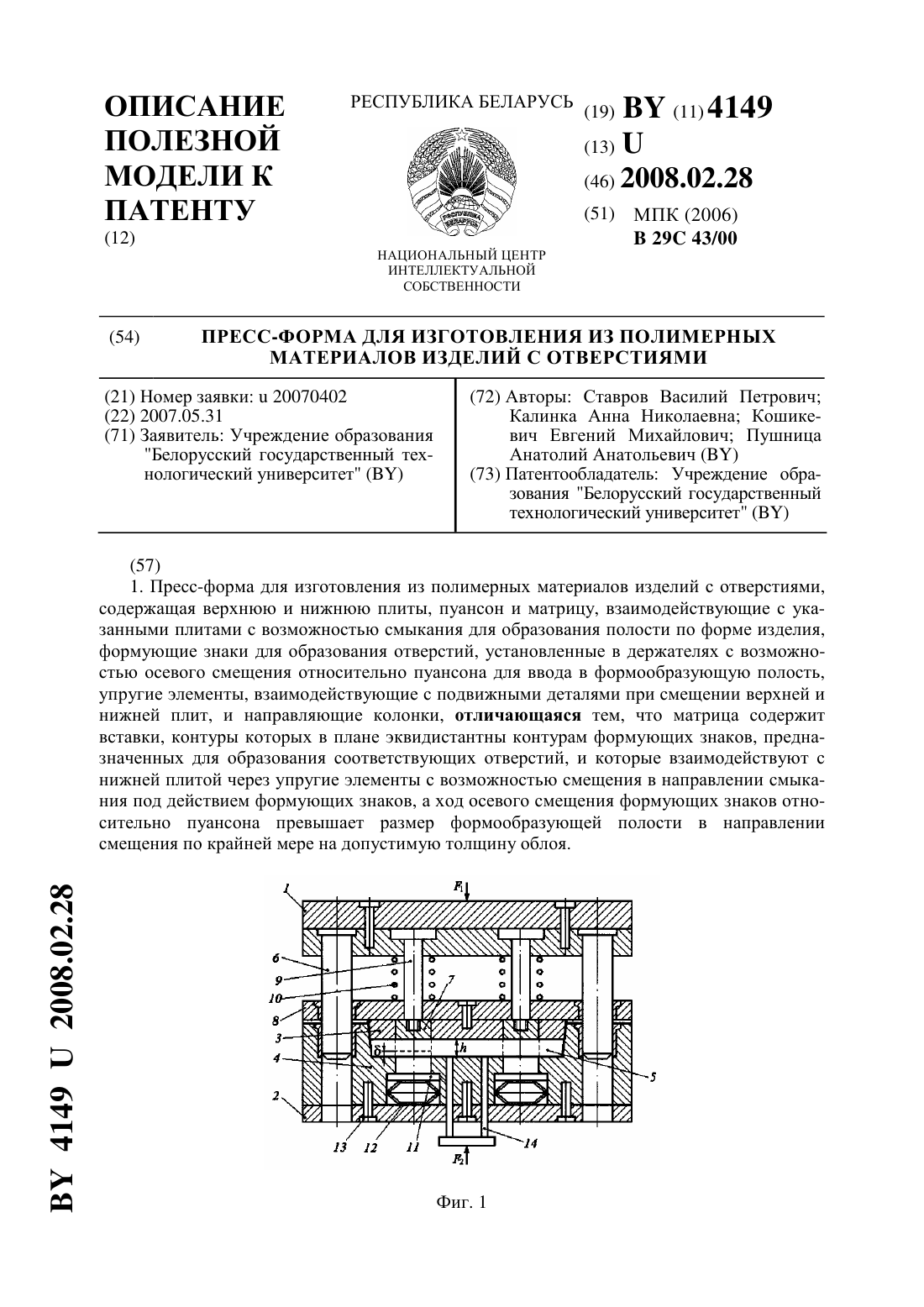
Номер патента: U 4149
Опубликовано: 28.02.2008
Авторы: Пушница Анатолий Анатольевич, Кошикевич Евгений Михайлович, Ставров Василий Петрович, Калинка Анна Николаевна
МПК: B29C 43/00
Метки: материалов, полимерных, отверстиями, изготовления, изделий, пресс-форма
Текст:
...крайнем положении планка связывает пуансон со знаками, а во втором - не препятствует скольжению держателей относительно пуансона, при этом планки связаны с механизмами перемещения из первого крайнего положения во второе в положении пуансона, соответствующем замкнутой формообразующей полости. Для перемещения затворов пресс-форма снабжена кривошипом, установленным с возможностью перемещения в плоскости, параллельной оси колонок и проходящей...
Предыдущий патент: Устройство поражения вертолета противопехотными минами
Следующий патент: Устройство для создания микроклимата в птичниках
Случайный патент: Нейрохирургический шпатель