Валок прошивного стана
Номер патента: U 8698
Опубликовано: 30.10.2012
Авторы: Коровин Виктор Сергеевич, Ибрагимов Виталий Эрнестович, Томило Вячеслав Анатольевич, Масютина Ольга Николаевна, Шашков Александр Николаевич, Муриков Максим Анатольевич
Текст
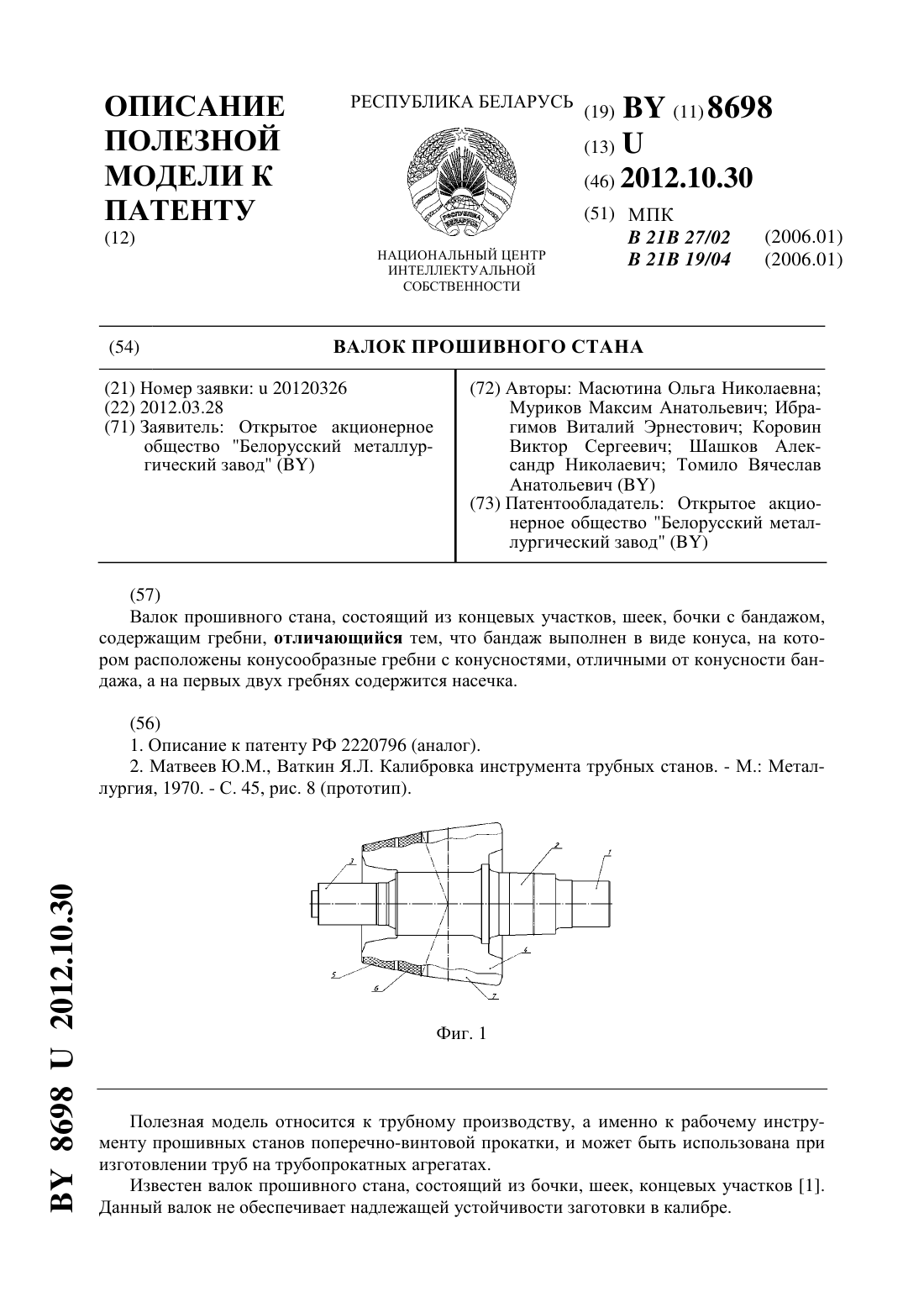
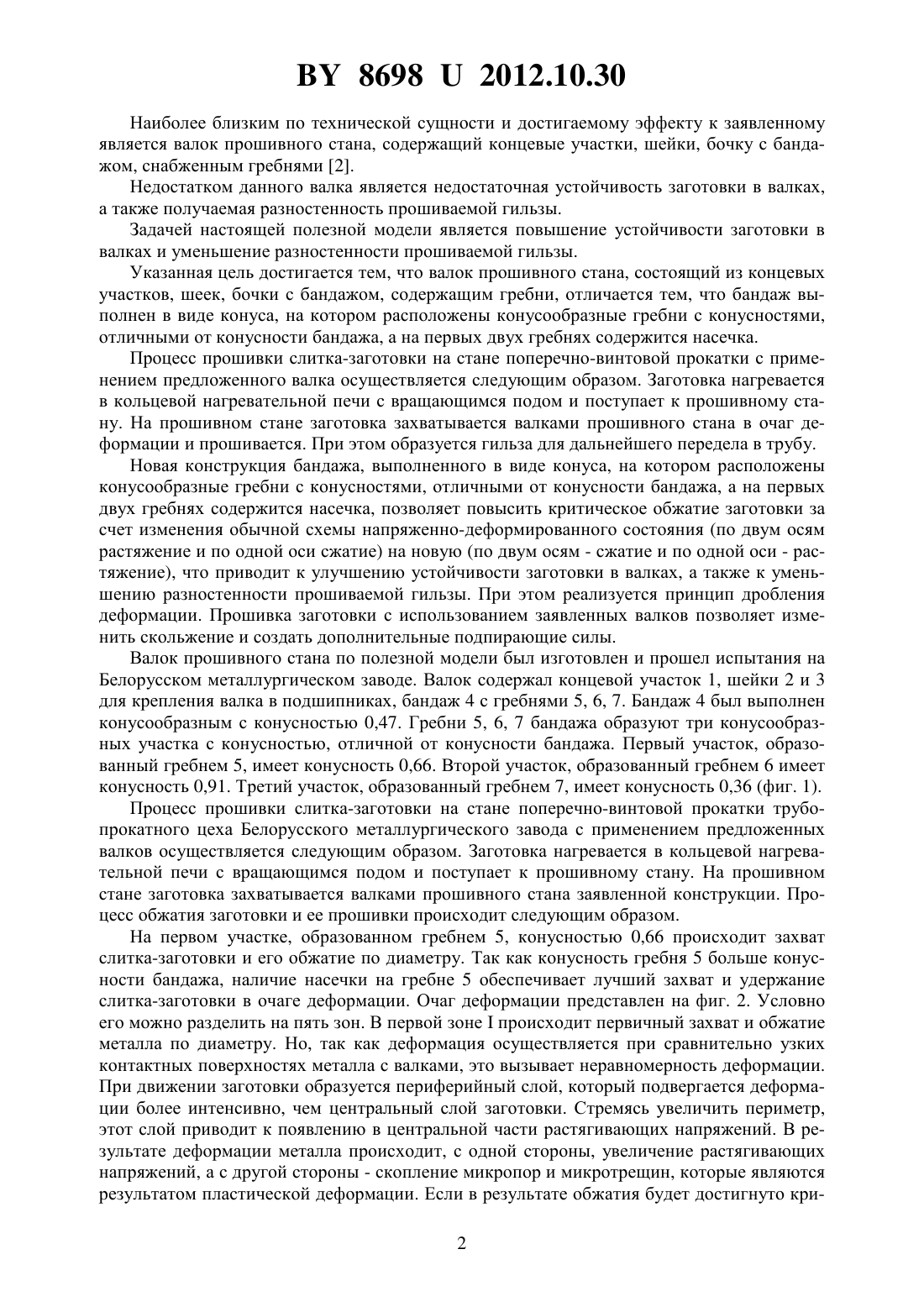
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Открытое акционерное общество Белорусский металлургический завод(72) Авторы Масютина Ольга Николаевна Муриков Максим Анатольевич Ибрагимов Виталий Эрнестович Коровин Виктор Сергеевич Шашков Александр Николаевич Томило Вячеслав Анатольевич(73) Патентообладатель Открытое акционерное общество Белорусский металлургический завод(57) Валок прошивного стана, состоящий из концевых участков, шеек, бочки с бандажом,содержащим гребни, отличающийся тем, что бандаж выполнен в виде конуса, на котором расположены конусообразные гребни с конусностями, отличными от конусности бандажа, а на первых двух гребнях содержится насечка.(56) 1. Описание к патенту РФ 2220796 (аналог). 2. Матвеев Ю.М., Ваткин Я.Л. Калибровка инструмента трубных станов. - М. Металлургия, 1970. - С. 45, рис. 8 (прототип). Полезная модель относится к трубному производству, а именно к рабочему инструменту прошивных станов поперечно-винтовой прокатки, и может быть использована при изготовлении труб на трубопрокатных агрегатах. Известен валок прошивного стана, состоящий из бочки, шеек, концевых участков 1. Данный валок не обеспечивает надлежащей устойчивости заготовки в калибре. 86982012.10.30 Наиболее близким по технической сущности и достигаемому эффекту к заявленному является валок прошивного стана, содержащий концевые участки, шейки, бочку с бандажом, снабженным гребнями 2. Недостатком данного валка является недостаточная устойчивость заготовки в валках,а также получаемая разностенность прошиваемой гильзы. Задачей настоящей полезной модели является повышение устойчивости заготовки в валках и уменьшение разностенности прошиваемой гильзы. Указанная цель достигается тем, что валок прошивного стана, состоящий из концевых участков, шеек, бочки с бандажом, содержащим гребни, отличается тем, что бандаж выполнен в виде конуса, на котором расположены конусообразные гребни с конусностями,отличными от конусности бандажа, а на первых двух гребнях содержится насечка. Процесс прошивки слитка-заготовки на стане поперечно-винтовой прокатки с применением предложенного валка осуществляется следующим образом. Заготовка нагревается в кольцевой нагревательной печи с вращающимся подом и поступает к прошивному стану. На прошивном стане заготовка захватывается валками прошивного стана в очаг деформации и прошивается. При этом образуется гильза для дальнейшего передела в трубу. Новая конструкция бандажа, выполненного в виде конуса, на котором расположены конусообразные гребни с конусностями, отличными от конусности бандажа, а на первых двух гребнях содержится насечка, позволяет повысить критическое обжатие заготовки за счет изменения обычной схемы напряженно-деформированного состояния (по двум осям растяжение и по одной оси сжатие) на новую (по двум осям - сжатие и по одной оси - растяжение), что приводит к улучшению устойчивости заготовки в валках, а также к уменьшению разностенности прошиваемой гильзы. При этом реализуется принцип дробления деформации. Прошивка заготовки с использованием заявленных валков позволяет изменить скольжение и создать дополнительные подпирающие силы. Валок прошивного стана по полезной модели был изготовлен и прошел испытания на Белорусском металлургическом заводе. Валок содержал концевой участок 1, шейки 2 и 3 для крепления валка в подшипниках, бандаж 4 с гребнями 5, 6, 7. Бандаж 4 был выполнен конусообразным с конусностью 0,47. Гребни 5, 6, 7 бандажа образуют три конусообразных участка с конусностью, отличной от конусности бандажа. Первый участок, образованный гребнем 5, имеет конусность 0,66. Второй участок, образованный гребнем 6 имеет конусность 0,91. Третий участок, образованный гребнем 7, имеет конусность 0,36 (фиг. 1). Процесс прошивки слитка-заготовки на стане поперечно-винтовой прокатки трубопрокатного цеха Белорусского металлургического завода с применением предложенных валков осуществляется следующим образом. Заготовка нагревается в кольцевой нагревательной печи с вращающимся подом и поступает к прошивному стану. На прошивном стане заготовка захватывается валками прошивного стана заявленной конструкции. Процесс обжатия заготовки и ее прошивки происходит следующим образом. На первом участке, образованном гребнем 5, конусностью 0,66 происходит захват слитка-заготовки и его обжатие по диаметру. Так как конусность гребня 5 больше конусности бандажа, наличие насечки на гребне 5 обеспечивает лучший захват и удержание слитка-заготовки в очаге деформации. Очаг деформации представлен на фиг. 2. Условно его можно разделить на пять зон. В первой зонепроисходит первичный захват и обжатие металла по диаметру. Но, так как деформация осуществляется при сравнительно узких контактных поверхностях металла с валками, это вызывает неравномерность деформации. При движении заготовки образуется периферийный слой, который подвергается деформации более интенсивно, чем центральный слой заготовки. Стремясь увеличить периметр,этот слой приводит к появлению в центральной части растягивающих напряжений. В результате деформации металла происходит, с одной стороны, увеличение растягивающих напряжений, а с другой стороны - скопление микропор и микротрещин, которые являются результатом пластической деформации. Если в результате обжатия будет достигнуто кри 2 86982012.10.30 тическое обжатие крит, то произойдет полное использование запаса пластичности и образуются макроразрушения, а это в результате приводит к образованию дефектов на внутренней стороне трубы. Процесс прошивки необходимо вести таким образом, чтобы не было достигнуто напряжение крит, поэтому на бочке валка после гребня 6 выполняют пережим (зона ). В зонеобжатие не производится, так как она имеет нулевую конусность. Зонаосуществляет переход от одного конусного участка к другому с целью перераспределение деформации, в результате чего напряжение снижается и не достегает своего критического значения крит. В третьей зонена пути течения металла встречается гребень 6 с конусностью 0,91,который создает дополнительное сопротивление течению металла. Это приводит к смене схемы напряженного состояния металла в очаге деформации. Гребень 6 отвечает за вторичный захват и за прошивку слитка-заготовки в полую гильзу. На этом участке также выполнена насечка, которая улучшает вторичный захват слитка-заготовки. В четвертой зоне , так же как и во второй, обжатие не производится. В пятой зонена пути течения металла встречается гребень 7, который отвечает за формирование толщины стенки и диаметра получаемой гильзы. На гребнях происходит дробление деформации по двум осям - сжатие и по одной оси - растяжение, что приводит к улучшению устойчивости заготовки в валках, а также к уменьшению разностенности прошиваемой гильзы. На этих участках осуществляются отдельные обжатия, которые значительно меньше критических. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B21B 27/02, B21B 19/04
Метки: стана, прошивного, валок
Код ссылки
<a href="https://by.patents.su/3-u8698-valok-proshivnogo-stana.html" rel="bookmark" title="База патентов Беларуси">Валок прошивного стана</a>
Прокатный валок
Номер патента: 8156
Опубликовано: 30.06.2006
Авторы: Дарда Юрий Антонович, Петрусенко Леонид Александрович, Бабенко Михаил Антонович
МПК: B21B 27/02
Текст:
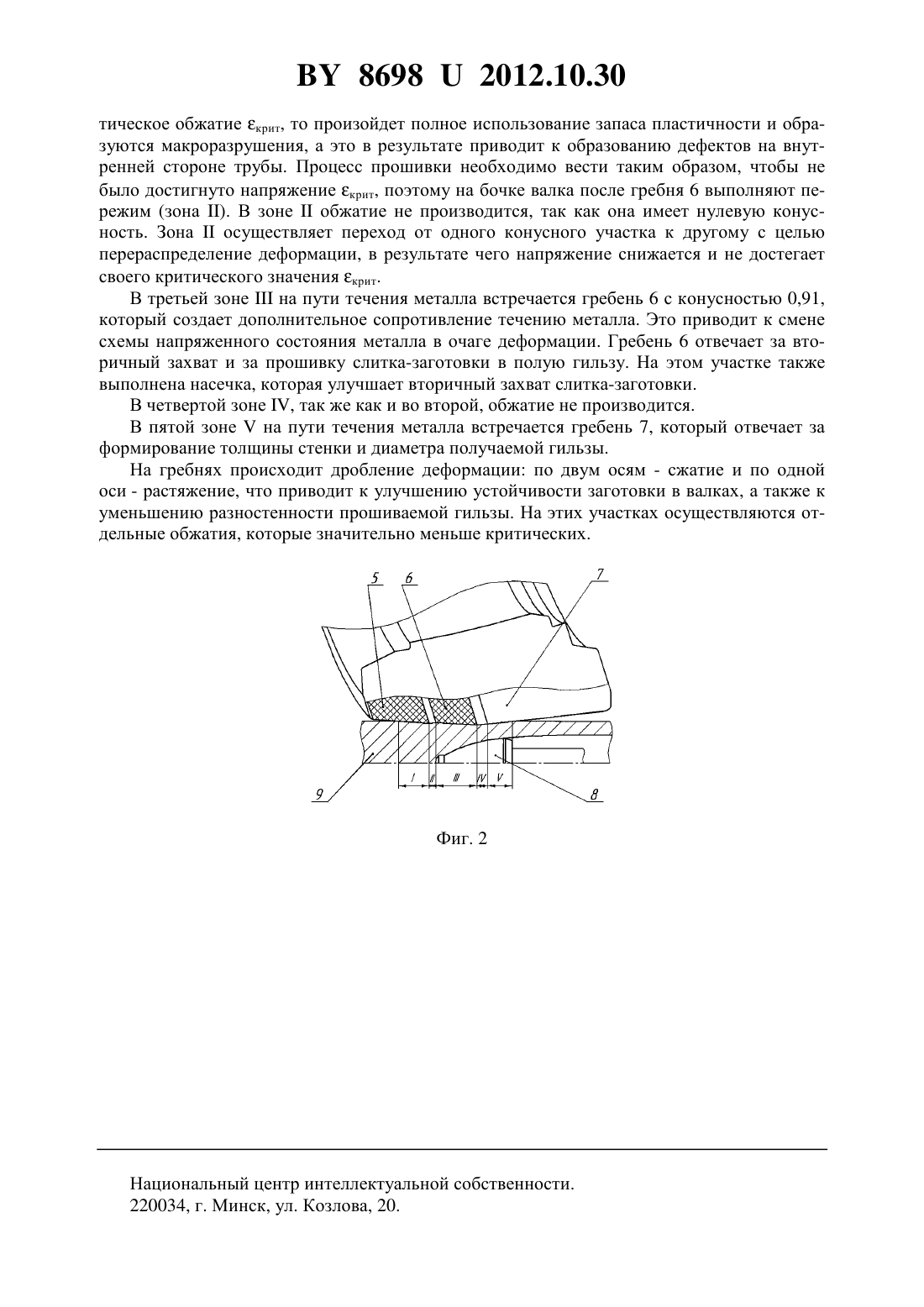
...оборудования для его производства, в особенности большие технологические затруднения, вызывает изготовление внутренних поверхностей сложной формы. Задачей предлагаемого технического решения является улучшение эксплуатационных характеристик валка, а именно повышение надежности крепления и уменьшение усилий распрессовки деталей валка за счет нового конструктивного выполнения гильзы. Поставленная задача достигается тем, что в прокатном...
Составной валок

Номер патента: 16366
Опубликовано: 30.10.2012
Авторы: РАЙНЕР, Петер, ЙЕПСЕН, Олаф, Норман, МЮНКЕР, Йохен, ЛИНДНЕР, Флориан
МПК: B21B 27/03
Текст:
...гильзе посредством стяжного болта прижимаются к торцевым сторонам гильзы. Благодаря расширению гильзы с помощью напорного масла становится возможной деформация, не вызывающая усадочных напряжений, как это происходит при нагреве. В результате расширения, происходящего в упругой области гильзы, гильза после снятия избыточного давления возвращается в свою исходную форму. Другие варианты осуществления следуют из соответствующих зависимых...
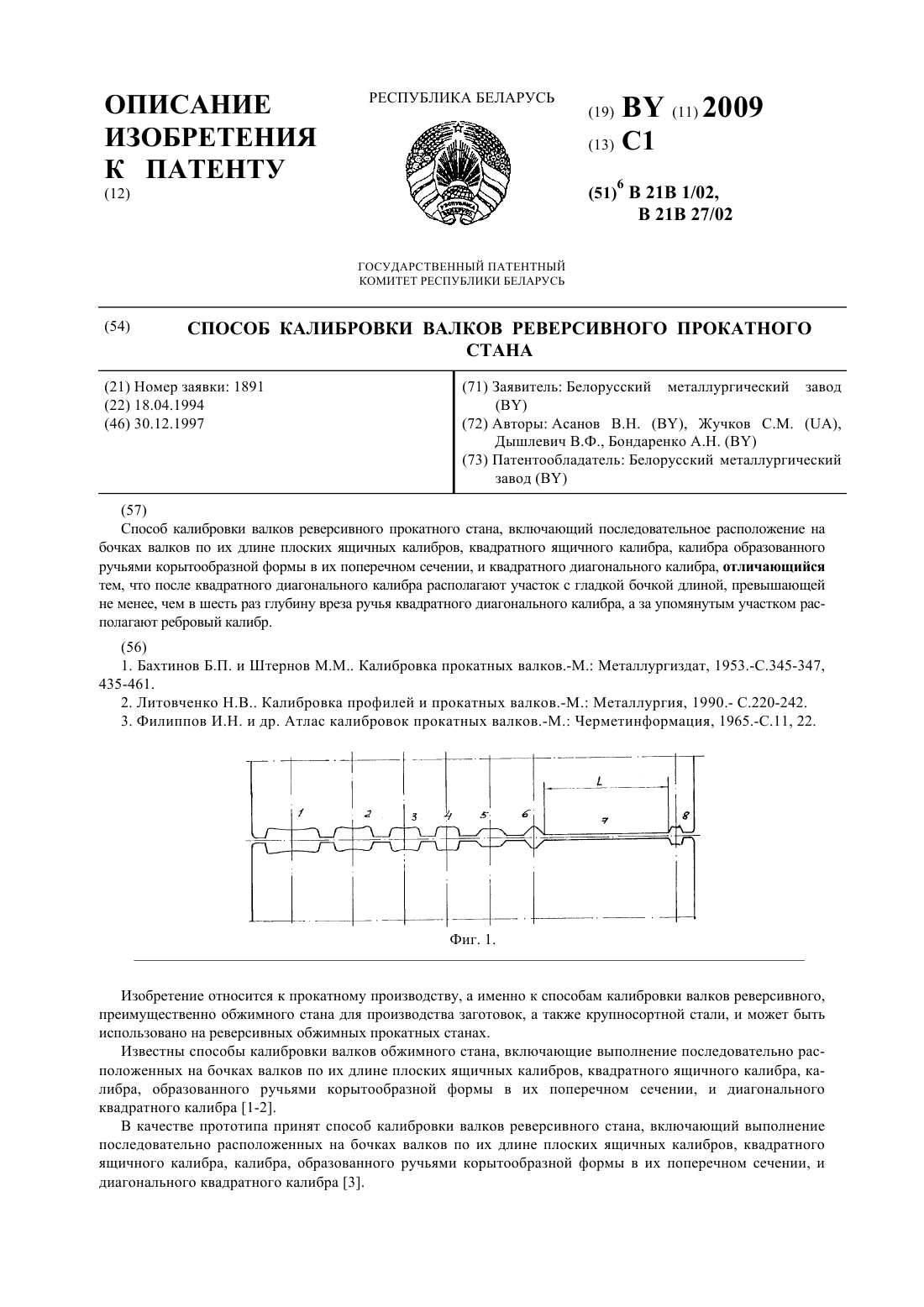
Способ калибровки валков реверсивного прокатного стана
Номер патента: 2009
Опубликовано: 30.12.1997
Авторы: Дышлевич Виктор Федорович, Жучков Сергей Михайлович, Бондаренко Александр Николаевич, Асанов Валерий Николаевич
МПК: B21B 1/02, B21B 27/02
Метки: прокатного, способ, валков, реверсивного, стана, калибровки
Текст:
...раската увеличивается, что интенсифицирует снижение его температуры. Второй проход на гладкой бочке осуществляют на участке,расположенном в непосредственной близости от ребрового калибра 8. Обжатие прокатываемой полосы в этом случае осуществляется в том же направлении с пониженной по сравнению с первым проходом степенью деформации. Указанное обстоятельство обуславливает более высокую интенсивность износа участка гладкой бочки,...
Рабочий стол профилегибочного стана и способ настройки инструмента на рабочем столе профилегибочного стана

Номер патента: 438
Опубликовано: 30.03.1995
Авторы: Цатуров А. Г., Светличный В. Ф., Кузьмин В. М., Чувильдеева Т. И., Овчинникова Т. А., Лютов В. Д., Гулько А. И.
МПК: B21D 5/06
Метки: рабочий, столе, инструмента, стол, стана, способ, рабочем, профилегибочного, настройки
Текст:
...на верхней поверхности Ползунов 45 и 46 дополнительные технологические устройства в виде многороликовых блоков. например блока дополнительной пары роликов 63 или направляющих планок 71 для формовки или направления контактных профилей 74 и 75,фиксируя насадку роликовую установочными пальцами 61 и 62 и закрепляя болтами 60. уГабариты боковых роликов 5-8 определяются из размеров а посадочного диаметра и ь длины посадочной шейки. где...
Ротационные ножницы для обрезки переднего конца проката мелкосортного стана

Номер патента: U 1181
Опубликовано: 30.12.2003
Авторы: Бобренок Геннадий Людвигович, Маточкин Виктор Аркадьевич, Бондаренко Александр Николаевич, Анелькин Николай Иванович, Курбатов Геннадий Александрович, Хлебцевич Всеволод Алексеевич, Стеблов Анвер Борисович, Тищенко Владимир Андреевич, Тимошпольский Владимир Исаакович
МПК: B23B 27/12
Метки: конца, ножницы, ротационные, мелкосортного, проката, переднего, обрезки, стана
Текст:
...в желоб следующей клети и, как следствие, приводит к повышению брака и снижению производительности. В основу полезной модели поставлена задача безаварийной и качественной обрезки концов катанки при высоких скоростях ее перемещения для повышения качества мелкосортной прокатки путем исключения попадания переднего конца обрези в желоб следующей клети. Поставленная задача достигается тем, что в ротационных ножницах для обрезки переднего конца...
Предыдущий патент: Шаровой шарнир
Следующий патент: Автономный датчик вращения
Случайный патент: Пластинчатый ишемизатор век