Инверторный источник сварочного тока с управлением параметрами сварки
Номер патента: U 6978
Опубликовано: 28.02.2011
Авторы: Поболь Игорь Леонидович, Татур Вадим Георгиевич, Радченко Александр Адамович

Текст
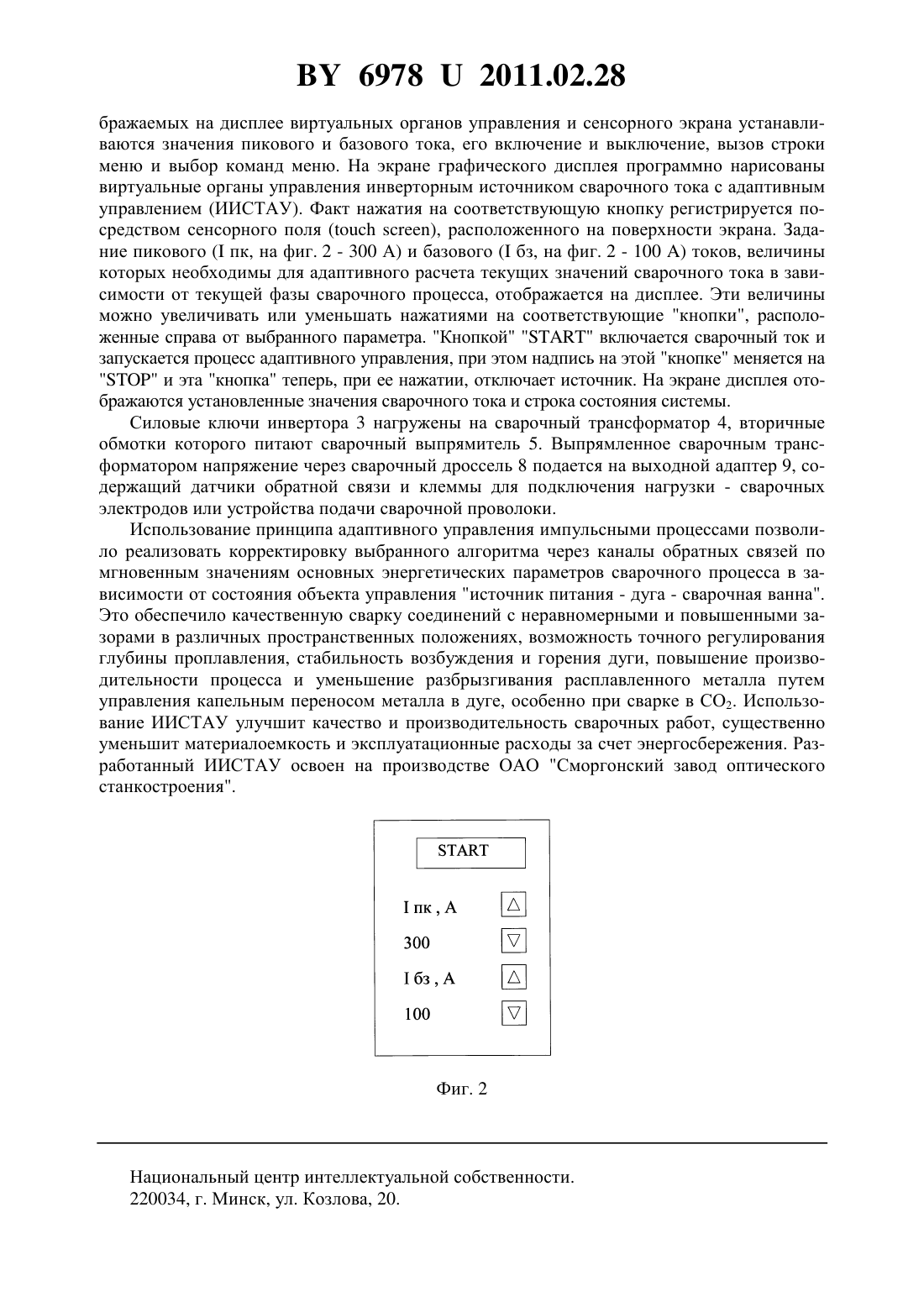
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ИНВЕРТОРНЫЙ ИСТОЧНИК СВАРОЧНОГО ТОКА С УПРАВЛЕНИЕМ ПАРАМЕТРАМИ СВАРКИ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Татур Вадим Георгиевич Поболь Игорь Леонидович Радченко Александр Адамович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Инверторный источник сварочного тока с управлением параметрами сварки, состоящий из сетевого фильтра, сетевого выпрямителя, инвертора сварочного тока, сварочного трансформатора, сварочного выпрямителя, сварочного дросселя, выходного адаптера и управляющего микроконтроллера с пультом управления, отличающийся тем, что пульт управления представляет собой сенсорный графический дисплей. Полезная модель относится к электродуговой сварке и управлению процессами электродуговой сварки. Повышение требований к качеству технологических процессов электродуговой сварки диктует необходимость совершенствования систем регулирования режимов источников сварочного тока с учетом того, что при механизированной сварке плавящимся электродом изменения тока и напряжения дуги обусловлены неравномерностью продвижения проволоки через токопроводящий наконечник, непостоянством места подвода тока к проволоке,69782011.02.28 нестабильностью переноса металла, колебаниями вылета электрода и скорости его перемещения вдоль изделия и другими случайными процессами. Необходимость решения перечисленных выше проблем привела к созданию нового поколения сварочного оборудования, основанного на технологии импульсной дуговой сварки 1. В настоящее время ведущими производителями сварочного оборудования разработаны и выпускаются новые аппараты для ручной дуговой сварки, а также полуавтоматы для дуговой импульсной сварки с программируемыми алгоритмами управления импульсами в зависимости от условий сварочного процесса. Это существенно повышает стабильность процесса при сварке неплавящимся электродом в аргоне, плазменной сварке в среде СО 2, инертных газов и смесей на их основе. Дальнейшее совершенствование технологии электродуговой сварки при условии использования имеющегося сварочного оборудования возможно за счет применения алгоритмов управления импульсным процессом сварки, корректирующим параметры дуги в соответствии с заданной зависимостью от состояния сложной электродинамической системы источник сварочного тока - дуга - сварочная ванна по текущим измеренным значениям основных (прямых и производных) энергетических параметров процесса сварки. Наиболее близким техническим решением является источник питания для дуговой сварки с пультом управления, на экране которого в декартовой системе координат строят внешнюю характеристику из трех составляющих, соответствующих средней мощности на нагрузке, снижению и повышению сопротивления нагрузки, определяющих свойства источника питания в области медленных и быстрых процессов сварки и перемещаемых по экрану монитора для получения требуемой формы этой характеристики 2. Для метода адаптивного управления процессами сварки данный источник питания с пультом управления, на экране которого строят внешнюю характеристику параметров,малоприменим, так как выходная характеристика при адаптивном управлении меняется динамически по вычисленным значениям в зависимости от текущей фазы состояния сварочного процесса. Задачей полезной модели является улучшение эргономических параметров задания режимов сварки применительно к источникам сварочного тока с адаптивным управлением, а следовательно, увеличение производительности сварочного процесса, улучшение качества сварных швов и уменьшение материалоемкости и эксплуатационных расходов за счет энергосбережения. Для решения поставленной задачи предлагается инверторный источник сварочного тока с управлением параметрами сварки, состоящий из сетевого фильтра, сетевого выпрямителя, инвертора сварочного тока, сварочного трансформатора, сварочного выпрямителя, сварочного дросселя, выходного адаптера и управляющего микроконтроллера с пультом управления, в котором для отображения текущей информации и задания режимов и энергетических параметров сварки применен графический дисплей с сенсорным экраном. На фиг. 1 изображена функциональная блок-схема инверторного источника сварочного тока с адаптивным управлением (1 - сетевой фильтр, 2 - сетевой выпрямитель, 3 - инвертор сварочного тока, 4 - сварочный трансформатор, 5 - сварочный выпрямитель, 6 дисплей с сенсорным экраном, 7 - микроконтроллер, 8 - сварочный дроссель, 9 - выходной адаптер). На фиг. 2 изображен графический дисплей с сенсорным экраном. Сетевое напряжение промышленной сети 380 В, частотой 50 Гц поступает через сетевой фильтр 1, препятствующий проникновению высокочастотных помех из источника в сеть, на сетевой выпрямитель 2. Выпрямленное сетевое напряжение поступаетна силовые ключи инвертора 3, управляемые микроконтроллером 7 в соответствии с записанной в нем программой, в зависимости от сигналов обратной связи, поступающих с адаптера 9. Ввод параметров управления сварочным процессом и отображение текущих параметров процесса осуществляются посредством дисплея с сенсорным экраном 6. С помощью ото 2 69782011.02.28 бражаемых на дисплее виртуальных органов управления и сенсорного экрана устанавливаются значения пикового и базового тока, его включение и выключение, вызов строки меню и выбор команд меню. На экране графического дисплея программно нарисованы виртуальные органы управления инверторным источником сварочного тока с адаптивным управлением (ИИСТАУ). Факт нажатия на соответствующую кнопку регистрируется посредством сенсорного поля ( ), расположенного на поверхности экрана. Задание пикового ( пк, на фиг. 2 - 300 А) и базового ( бз, на фиг. 2 - 100 ) токов, величины которых необходимы для адаптивного расчета текущих значений сварочного тока в зависимости от текущей фазы сварочного процесса, отображается на дисплее. Эти величины можно увеличивать или уменьшать нажатиями на соответствующие кнопки, расположенные справа от выбранного параметра. Кнопкойвключается сварочный ток и запускается процесс адаптивного управления, при этом надпись на этой кнопке меняется наи эта кнопка теперь, при ее нажатии, отключает источник. На экране дисплея отображаются установленные значения сварочного тока и строка состояния системы. Силовые ключи инвертора 3 нагружены на сварочный трансформатор 4, вторичные обмотки которого питают сварочный выпрямитель 5. Выпрямленное сварочным трансформатором напряжение через сварочный дроссель 8 подается на выходной адаптер 9, содержащий датчики обратной связи и клеммы для подключения нагрузки - сварочных электродов или устройства подачи сварочной проволоки. Использование принципа адаптивного управления импульсными процессами позволило реализовать корректировку выбранного алгоритма через каналы обратных связей по мгновенным значениям основных энергетических параметров сварочного процесса в зависимости от состояния объекта управления источник питания - дуга - сварочная ванна. Это обеспечило качественную сварку соединений с неравномерными и повышенными зазорами в различных пространственных положениях, возможность точного регулирования глубины проплавления, стабильность возбуждения и горения дуги, повышение производительности процесса и уменьшение разбрызгивания расплавленного металла путем управления капельным переносом металла в дуге, особенно при сварке в СО 2. Использование ИИСТАУ улучшит качество и производительность сварочных работ, существенно уменьшит материалоемкость и эксплуатационные расходы за счет энергосбережения. Разработанный ИИСТАУ освоен на производстве ОАО Сморгонский завод оптического станкостроения. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23K 9/095
Метки: тока, параметрами, управлением, источник, инверторный, сварочного, сварки
Код ссылки
<a href="https://by.patents.su/3-u6978-invertornyjj-istochnik-svarochnogo-toka-s-upravleniem-parametrami-svarki.html" rel="bookmark" title="База патентов Беларуси">Инверторный источник сварочного тока с управлением параметрами сварки</a>
Устройство для дуговой сварки
Номер патента: 6459
Опубликовано: 30.09.2004
Авторы: Окунь Григорий Исакович, Буйкус Кястас Вито
МПК: B23K 9/00
Метки: дуговой, сварки, устройство
Текст:
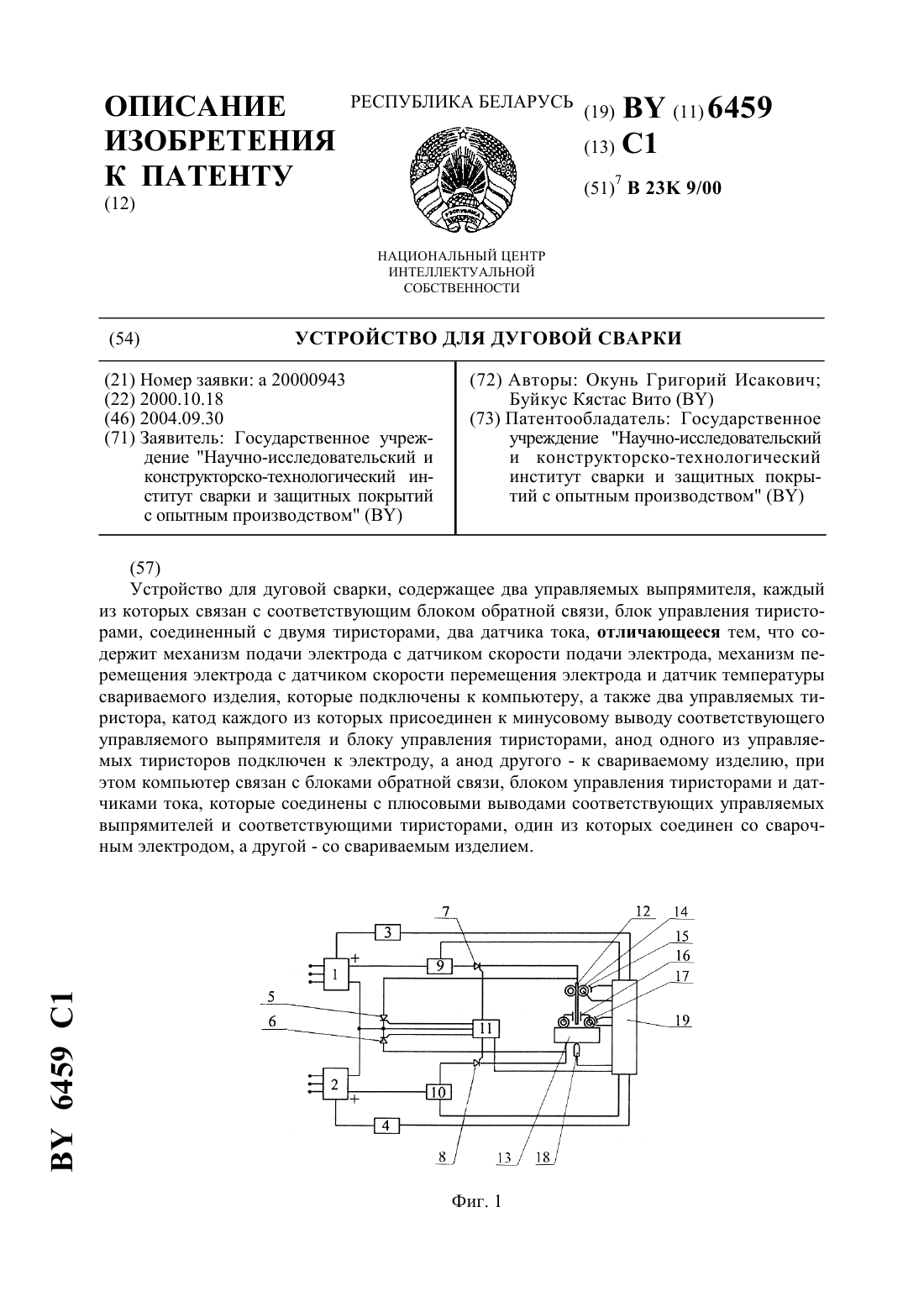
...управления тиристорами и датчиками тока, которые соединены с плюсовыми выводами соответствующих управляемых выпрямителей и соответствующими тиристорами, один из которых соединен со сварочным электродом, а другой - со свариваемым изделием. На фиг. 1 представлена принципиальная блок-схема устройства, на фиг. 2 - график оптимизации параметров сварки. Устройство содержит два управляемых выпрямителя 1 и 2 (фиг. 1), два блока обратной связи 3 и 4,...
Устройство контроля сварки
Номер патента: U 3203
Опубликовано: 30.12.2006
Авторы: Недвецкий Николай Станиславович, Писарев Владимир Александрович, Окунь Григорий Исакович, Мартынов Евгений Павлович, Гришин Сергей Александрович
МПК: B23K 11/00
Метки: устройство, сварки, контроля
Текст:
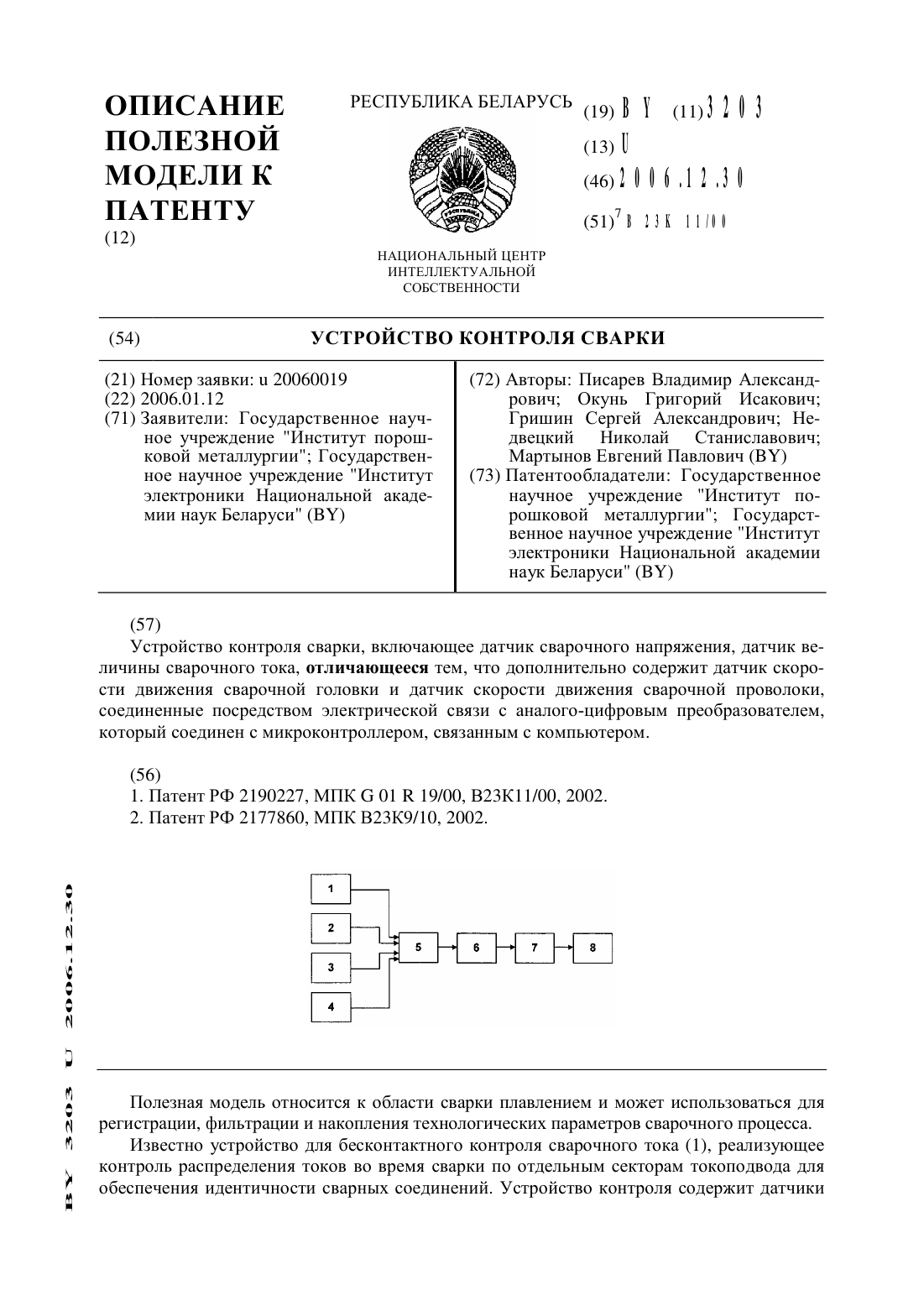
...входу которого подключен выход фильтра низкой частоты. Выход сумматора подключен ко входу усилителя.Недостатком устройства является то, что оно не осуществляет регистрацию скорости подачи сварочного электрода, скорости перемещения сварочной головки. Отсутствует накопление технологических параметров сварочного процесса.Технической задачей полезной модели является оптимизация параметров автоматической сварки под флюсом для достижения...
Машина контактной шовной сварки тонкостенных изделий из луженой жести
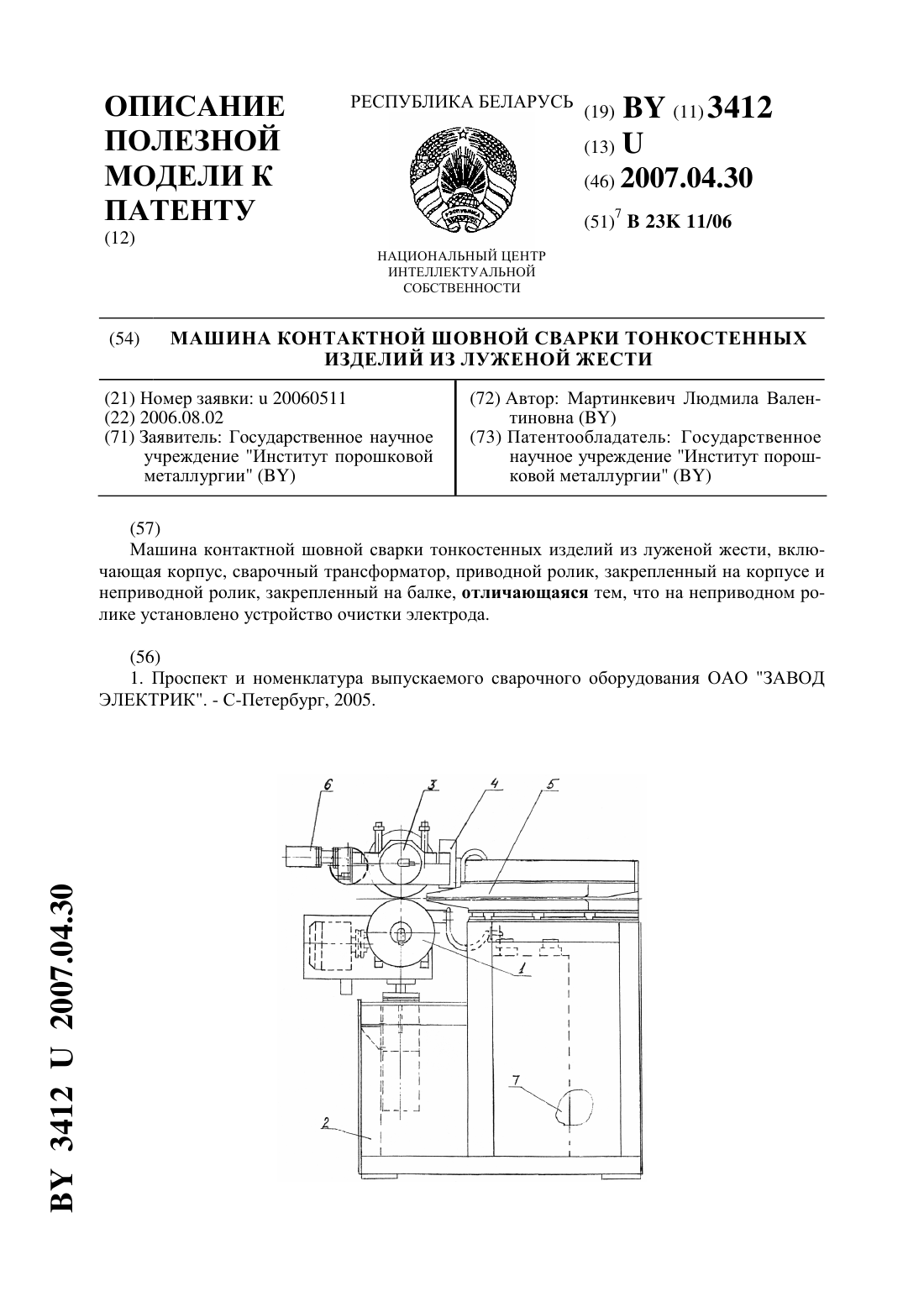
Номер патента: U 3412
Опубликовано: 30.04.2007
Автор: Мартинкевич Людмила Валентиновна
МПК: B23K 11/06
Метки: жести, контактной, сварки, тонкостенных, машина, луженой, изделий, шовной
Текст:
...содержащегося в покрытиях свариваемых изделий. Технический результат достигается в машине контактной шовной сварки тонкостенных изделий из луженой жести, включающей корпус, сварочный трансформатор, приводной ролик, закрепленный на корпусе и неприводной ролик, закрепленный на балке, причем на неприводном ролике установлено устройство очистки электрода. На чертеже изображена машина контактной шовной сварки тонкостенных изделий из луженой...
Машина контактной шовной сварки обечаек
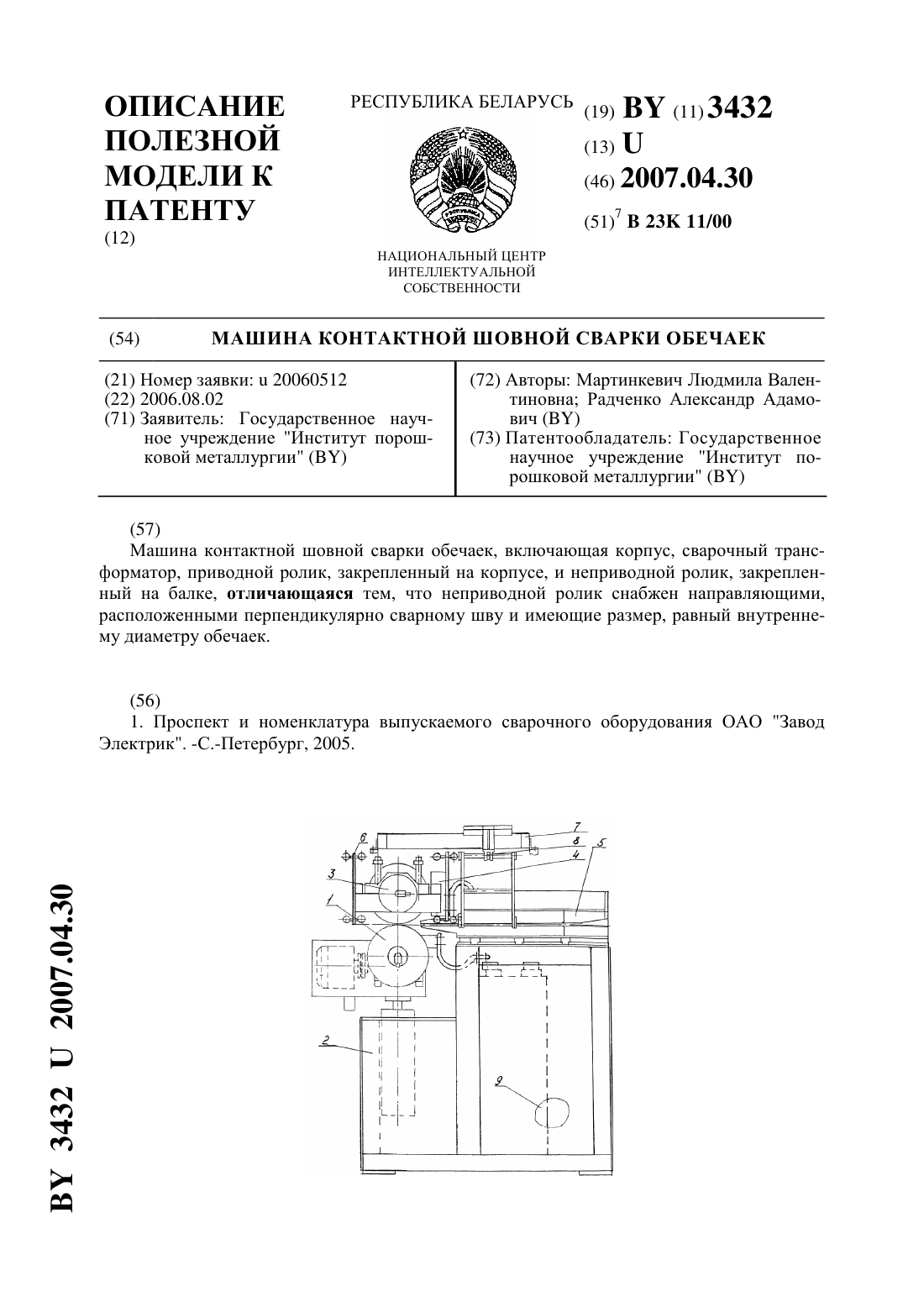
Номер патента: U 3432
Опубликовано: 30.04.2007
Авторы: Мартинкевич Людмила Валентиновна, Радченко Александр Адамович
МПК: B23K 11/00
Метки: обечаек, сварки, контактной, шовной, машина
Текст:
...причем неприводной ролик снабжен направляющими, расположенными перпендикулярно сварному шву и имеющие размер,равный внутреннему диаметру обечаек. На чертеже изображена машина контактной шовной сварки обечаек. Машина контактной шовной сварки обечаек содержит приводной ролик 1, закрепленный на корпусе 2, и неприводной ролик 3, закрепленный на балке 4, снабженной направляющей 5. К неприводному ролику 3 крепятся две направляющие 6 с...
Модуль сварочный для электродуговой сварки деталей
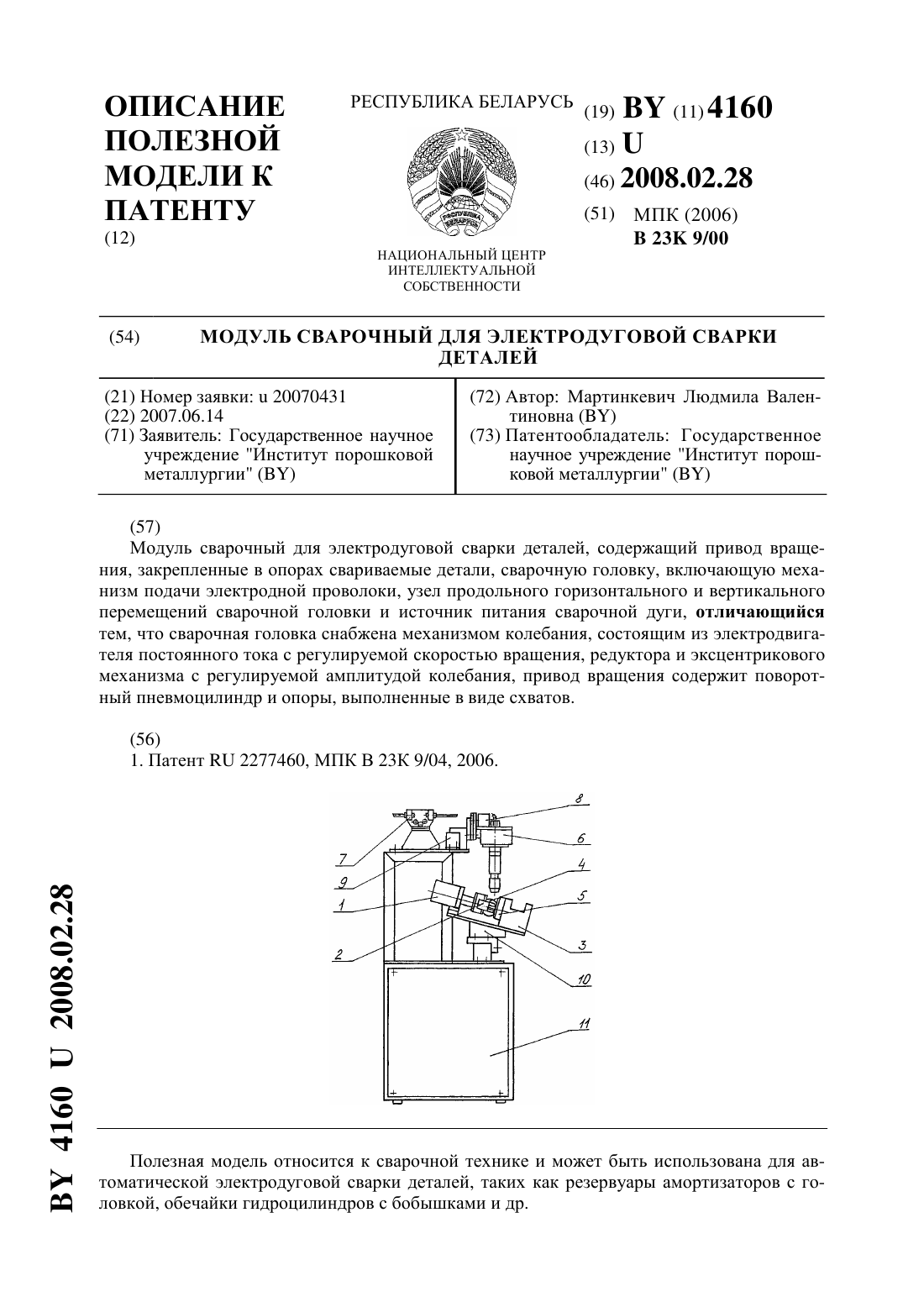
Номер патента: U 4160
Опубликовано: 28.02.2008
Автор: Мартинкевич Людмила Валентиновна
МПК: B23K 9/00
Метки: деталей, модуль, электродуговой, сварочный, сварки
Текст:
...головке отсутствует механизм колебания, привод вращения имеет сложную и громоздкую конструкцию. Задача предлагаемого технического решения - повышение производительности при одновременном повышении качества сварных швов и получении их с заданными геометрическими параметрами. Для решения поставленной задачи в предлагаемом модуле сварочном для электродуговой сварки деталей, содержащем привод вращения, закрепленные в опорах свариваемые детали,...
Предыдущий патент: Устройство для измерения качества воды
Следующий патент: Замок ремня безопасности
Случайный патент: Комбайн шахтный проходческий