Устройство для дуговой сварки
Текст
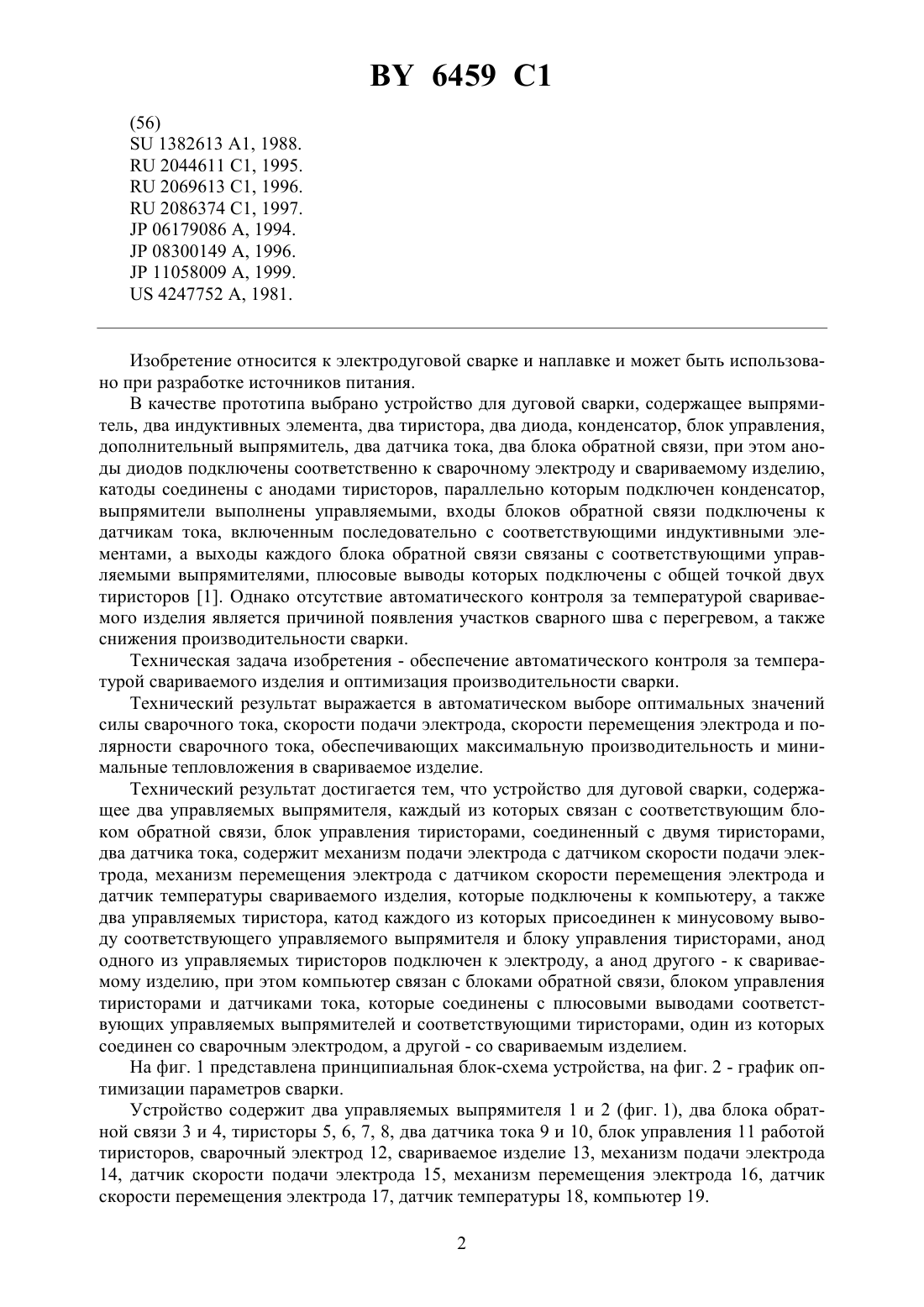
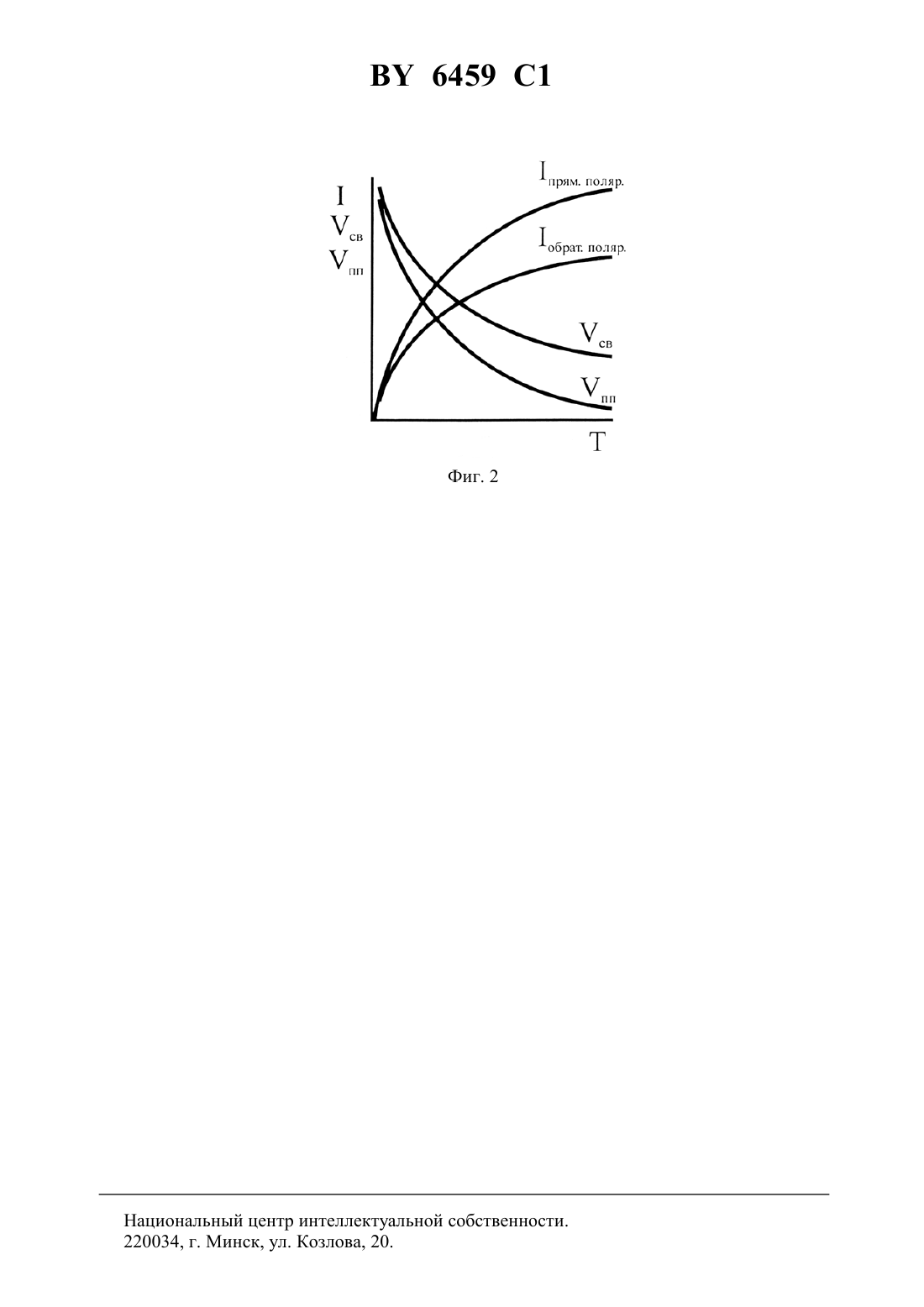
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ(71) Заявитель Государственное учреждение Научно-исследовательский и конструкторско-технологический институт сварки и защитных покрытий с опытным производством(72) Авторы Окунь Григорий Исакович Буйкус Кястас Вито(73) Патентообладатель Государственное учреждение Научно-исследовательский и конструкторско-технологический институт сварки и защитных покрытий с опытным производством(57) Устройство для дуговой сварки, содержащее два управляемых выпрямителя, каждый из которых связан с соответствующим блоком обратной связи, блок управления тиристорами, соединенный с двумя тиристорами, два датчика тока, отличающееся тем, что содержит механизм подачи электрода с датчиком скорости подачи электрода, механизм перемещения электрода с датчиком скорости перемещения электрода и датчик температуры свариваемого изделия, которые подключены к компьютеру, а также два управляемых тиристора, катод каждого из которых присоединен к минусовому выводу соответствующего управляемого выпрямителя и блоку управления тиристорами, анод одного из управляемых тиристоров подключен к электроду, а анод другого - к свариваемому изделию, при этом компьютер связан с блоками обратной связи, блоком управления тиристорами и датчиками тока, которые соединены с плюсовыми выводами соответствующих управляемых выпрямителей и соответствующими тиристорами, один из которых соединен со сварочным электродом, а другой - со свариваемым изделием.(56)1382613 1, 1988.2044611 1, 1995.2069613 1, 1996.2086374 1, 1997.06179086 , 1994.08300149 , 1996.11058009 , 1999.4247752 , 1981. Изобретение относится к электродуговой сварке и наплавке и может быть использовано при разработке источников питания. В качестве прототипа выбрано устройство для дуговой сварки, содержащее выпрямитель, два индуктивных элемента, два тиристора, два диода, конденсатор, блок управления,дополнительный выпрямитель, два датчика тока, два блока обратной связи, при этом аноды диодов подключены соответственно к сварочному электроду и свариваемому изделию,катоды соединены с анодами тиристоров, параллельно которым подключен конденсатор,выпрямители выполнены управляемыми, входы блоков обратной связи подключены к датчикам тока, включенным последовательно с соответствующими индуктивными элементами, а выходы каждого блока обратной связи связаны с соответствующими управляемыми выпрямителями, плюсовые выводы которых подключены с общей точкой двух тиристоров 1. Однако отсутствие автоматического контроля за температурой свариваемого изделия является причиной появления участков сварного шва с перегревом, а также снижения производительности сварки. Техническая задача изобретения - обеспечение автоматического контроля за температурой свариваемого изделия и оптимизация производительности сварки. Технический результат выражается в автоматическом выборе оптимальных значений силы сварочного тока, скорости подачи электрода, скорости перемещения электрода и полярности сварочного тока, обеспечивающих максимальную производительность и минимальные тепловложения в свариваемое изделие. Технический результат достигается тем, что устройство для дуговой сварки, содержащее два управляемых выпрямителя, каждый из которых связан с соответствующим блоком обратной связи, блок управления тиристорами, соединенный с двумя тиристорами,два датчика тока, содержит механизм подачи электрода с датчиком скорости подачи электрода, механизм перемещения электрода с датчиком скорости перемещения электрода и датчик температуры свариваемого изделия, которые подключены к компьютеру, а также два управляемых тиристора, катод каждого из которых присоединен к минусовому выводу соответствующего управляемого выпрямителя и блоку управления тиристорами, анод одного из управляемых тиристоров подключен к электроду, а анод другого - к свариваемому изделию, при этом компьютер связан с блоками обратной связи, блоком управления тиристорами и датчиками тока, которые соединены с плюсовыми выводами соответствующих управляемых выпрямителей и соответствующими тиристорами, один из которых соединен со сварочным электродом, а другой - со свариваемым изделием. На фиг. 1 представлена принципиальная блок-схема устройства, на фиг. 2 - график оптимизации параметров сварки. Устройство содержит два управляемых выпрямителя 1 и 2 (фиг. 1), два блока обратной связи 3 и 4, тиристоры 5, 6, 7, 8, два датчика тока 9 и 10, блок управления 11 работой тиристоров, сварочный электрод 12, свариваемое изделие 13, механизм подачи электрода 14, датчик скорости подачи электрода 15, механизм перемещения электрода 16, датчик скорости перемещения электрода 17, датчик температуры 18, компьютер 19. 2 6459 1 Устройство работает следующим образом. Подают питание из сети переменного тока на управляемые выпрямители 1 и 2 и запускают на выполнение заложенную в компьютер 19 программу, написанную на одном из алгоритмических языков программирования. Компьютер 19, выполняя команды программы, устанавливает через блоки обратной связи 3 и 4 среднее значение сварочного тока на выпрямителях 1 и 2, контролируя их значения с помощью датчиков тока 9 и 10. В начале сварки по команде компьютера 19 с блока управления 11 работой тиристоров поступает импульс в цепи управления тиристоров 5 и 8, которые открываются, и в цепи управления тиристоров 6 и 7, которые закрываются. Ток течет по цепи плюс управляемого выпрямителя 2 - датчик тока 10 - тиристор 8 - свариваемое изделие 13 - сварочный электрод 12 - тиристор 5 - минус управляемого выпрямителя 2. При этом между сварочным электродом 12 и свариваемым изделием 13 возбуждается дуга прямой полярности,нагревая в большей степени свариваемое изделие 13. Компьютер 19 включает механизм подачи электрода 14 и механизм перемещения электрода 16 и устанавливает среднее значение скорости подачи электрода и скорости перемещения электрода, контролируя их значения с помощью датчика скорости подачи электрода 15 и датчика скорости перемещения электрода 17. Компьютер 19 через датчик температуры 18 контролирует температуру свариваемого изделия 13 и повышает силу тока на выходе управляемого выпрямителя 2 через блок обратной связи 4, контролируя силу тока с помощью датчика тока 10, увеличивает скорость подачи электрода механизмом подачи электрода 14, контролируя ее величину с помощью датчика скорости подачи электрода 15, и увеличивает скорость перемещения электрода механизмом перемещения электрода 16, контролируя ее величину с помощью датчика скорости перемещения электрода 17. При достижении критической температуры для данного материала (температуры, при которой деформации и зона термического влияния становятся выше допустимых значений для данной сварной конструкции) компьютер 19 дает команду блоку управления 11 работой тиристоров отправить импульс в цепи управления тиристоров 5 и 8, которые закрываются, и в цепи управления тиристоров 6 и 7, которые открываются. При этом между сварочным электродом 12 и свариваемым изделием 13 возбуждается дуга обратной полярности, нагревая в большей степени сварочный электрод 12. Если снижение температуры свариваемого изделия 13 недостаточно для перехода в докритическую область для данного материала свариваемого изделия, то компьютер 19 понижает силу тока на выходе управляемого выпрямителя 2 через блок обратной связи 4, контролируя величину тока с помощью датчика тока 10, понижает скорость подачи электрода механизмом подачи электрода 14, контролируя ее величину с помощью датчика скорости подачи электрода 15, и скорость перемещения электрода механизмом перемещения электрода 16, контролируя ее величину с помощью датчика скорости перемещения электрода 17. Таким образом, компьютер 19 выбирает оптимальный режим сварки при максимальной производительности сварки и минимальных тепловложениях в свариваемое изделие,варьируя между полярностью сварочной дуги, силой тока, скоростью подачи электрода и скоростью перемещения электрода (фиг. 2). Использование изобретения позволяет автоматически подобрать оптимальный режим сварки для данного изделия, постоянно добиваясь максимальной производительности при минимальных тепловложениях. Источники информации 1. А.с. СССР 1382613, МПК В 23 К 9/06. - Опубл. 23.03.1988. - Бюл.11. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23K 9/00
Метки: дуговой, устройство, сварки
Код ссылки
<a href="https://by.patents.su/4-6459-ustrojjstvo-dlya-dugovojj-svarki.html" rel="bookmark" title="База патентов Беларуси">Устройство для дуговой сварки</a>
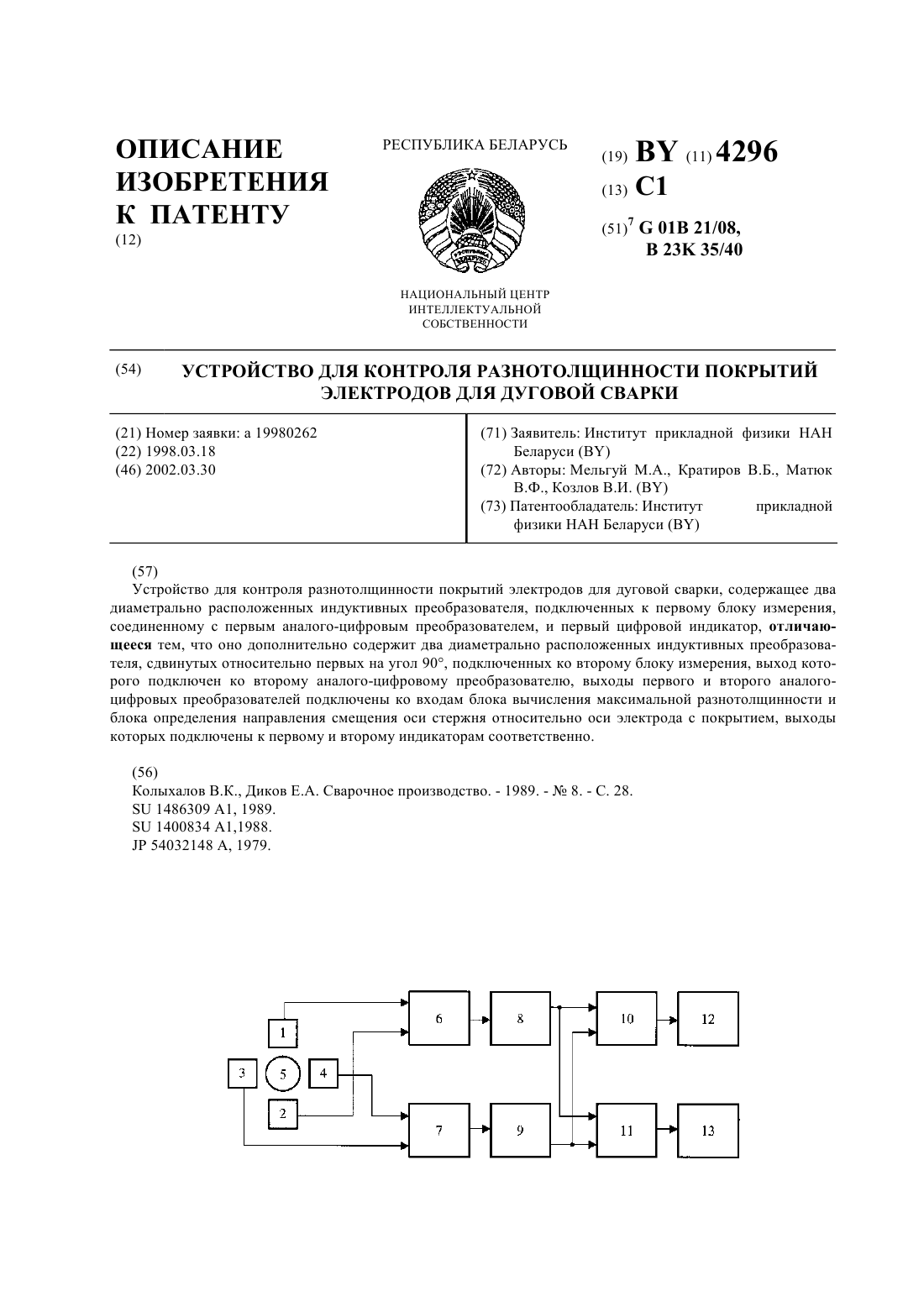
Устройство для контроля разнотолщинности покрытий электродов для дуговой сварки
Номер патента: 4296
Опубликовано: 30.03.2002
Авторы: Мельгуй Михаил Александрович, Козлов Виталий Иванович, Кратиров Валерий Борисович, Матюк Владимир Федорович
МПК: G01B 21/08, B23K 35/40
Метки: покрытий, устройство, электродов, контроля, дуговой, сварки, разнотолщинности
Текст:
...расположенных индуктивных преобразователя, сдвинутых относительно первых на угол 90, подключенных ко второму блоку измерения, выход которого подключен ко второму аналого-цифровому преобразователю, выходы первого и второго аналого-цифровых преобразователей подключены к входам блока вычисления величины максимальной разнотолщинности и блока определения направления смещения оси стержня относительно оси электрода с покрытием, выходы которых...
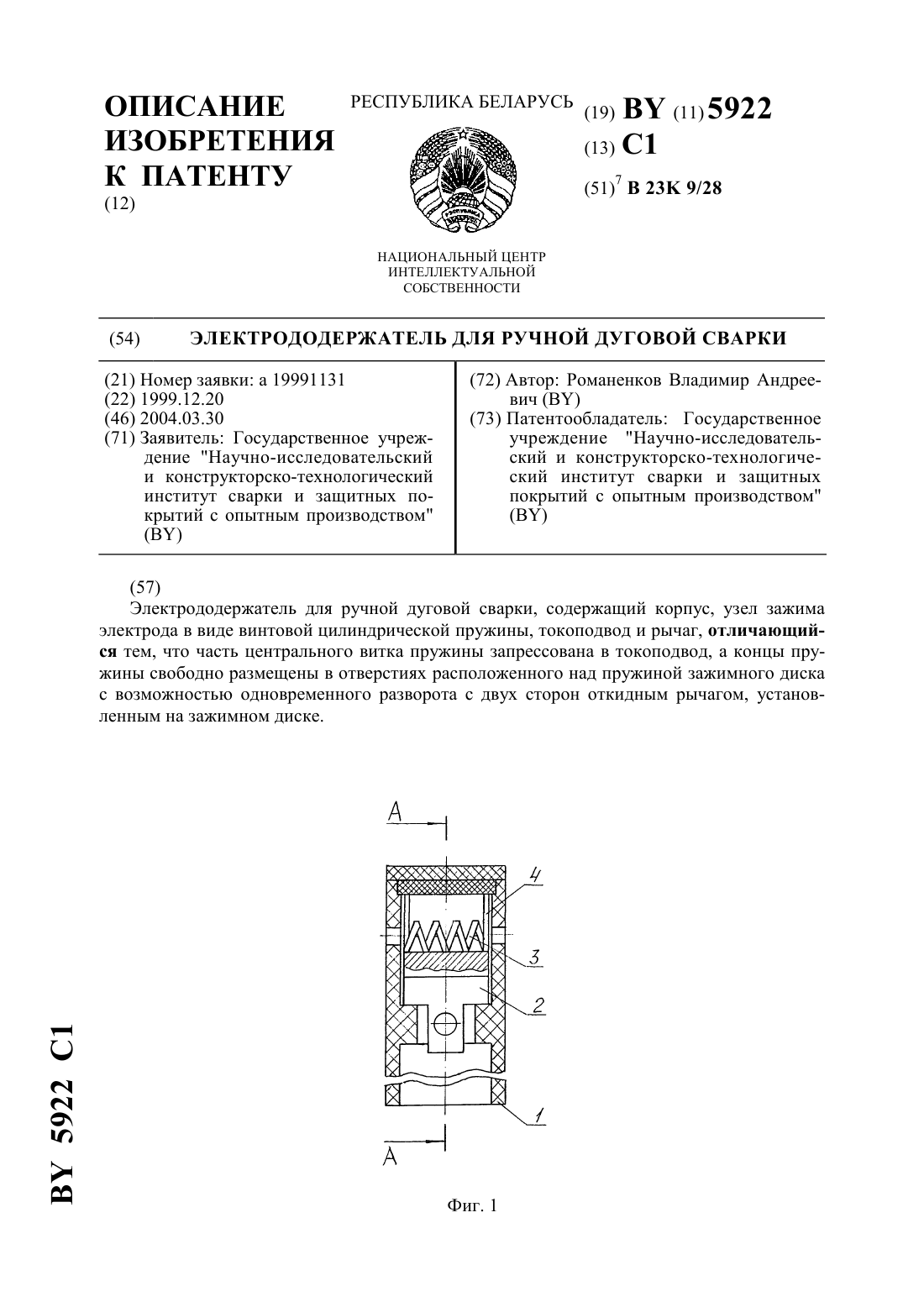
Электрододержатель для ручной дуговой сварки
Номер патента: 5922
Опубликовано: 30.03.2004
Автор: Романенков Владимир Андреевич
МПК: B23K 9/28
Метки: дуговой, ручной, сварки, электрододержатель
Текст:
...узел зажима электрода в виде винтовой пружины, токоподвод и рычаг, часть центрального витка пружины запрессована в токоподвод, а концы пружины свободно размещенные в отверстиях расположенного над пружиной зажимного диска с возможностью одновременного разворота с двух сторон откидным рычагом, установленным на зажимном диске. На фиг. 1 изображен общий вид электрододержателя на фиг. 2 - разрез по А-А на фиг. 3 - план без крышки на фиг. 4 -...
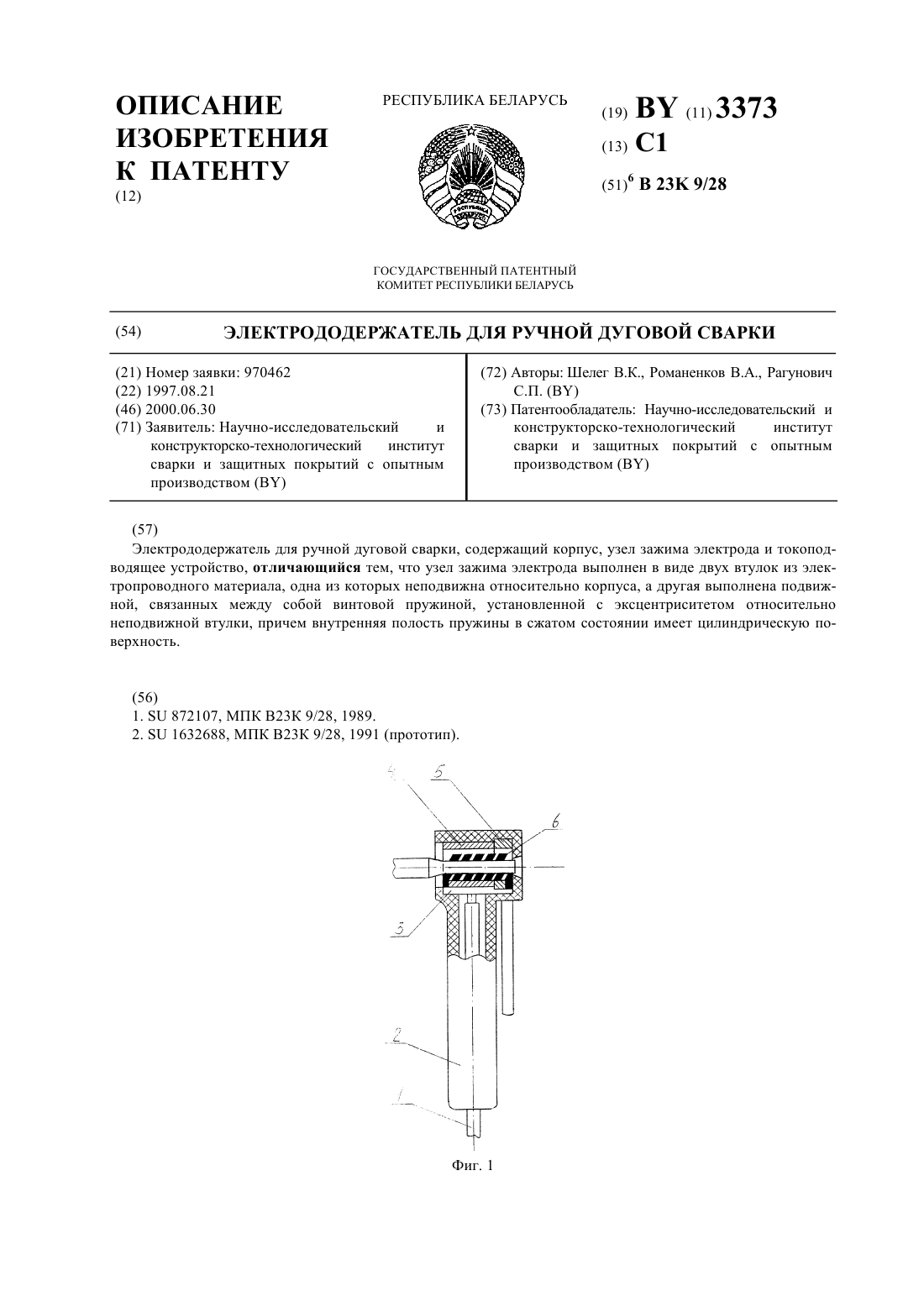
Электрододержатель для ручной дуговой сварки
Номер патента: 3373
Опубликовано: 30.06.2000
Авторы: Рагунович Сергей Петрович, Романенков Владимир Андреевич, Шелег Валерий Константинович
МПК: B23K 9/28
Метки: электрододержатель, сварки, дуговой, ручной
Текст:
...использования, например, проволоки прямоугольного сечения, механической обработки и т.д., обеспечивается максимально возможная площадь охвата оголенного участка. При этом раздельная работа витков пружины обеспечивает надежный контакт независимо от чистоты поверхности проволоки, что снижает температуру нагрева при прохождении электрического тока от пружины к электроду и эрозионное разрушение узла зажима электрода. Снижение рабочей...
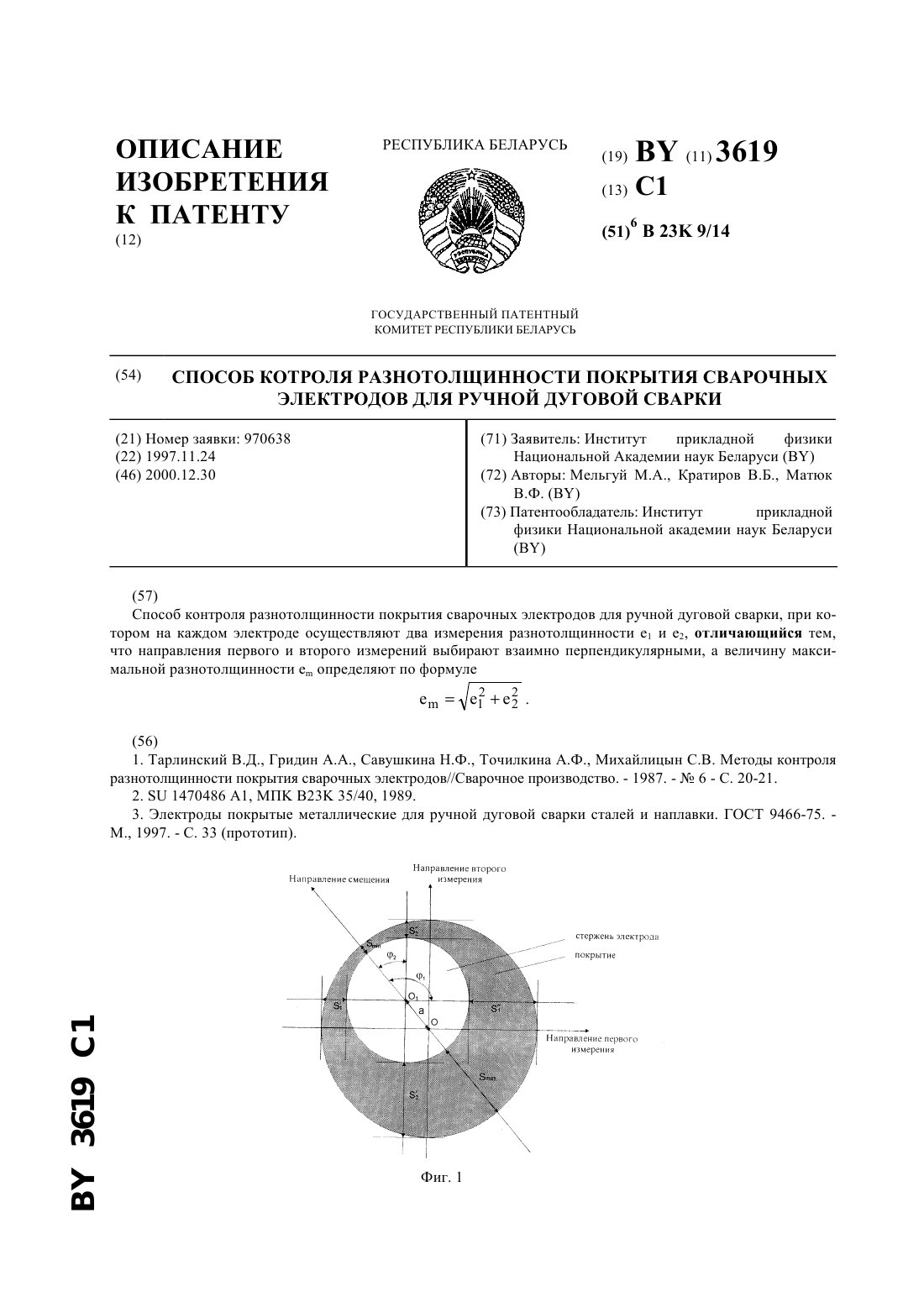
Способ котроля разнотолщинности покрытия сварочных электродов для ручной дуговой сварки
Номер патента: 3619
Опубликовано: 30.12.2000
Авторы: Матюк Владимир Федорович, Кратиров Валерий Борисович, Мельгуй Михаил Александрович
МПК: B23K 9/14
Метки: разнотолщинности, электродов, ручной, котроля, способ, сварки, сварочных, покрытия, дуговой
Текст:
...месте производят микрометром, а о качестве электрода судят по наибольшему из них. Известный способ не обеспечивает необходимой достоверности из-за несовпадения направления измерения и направления смещения оси стержня электрода относительно оси электрода с покрытием. Сущность изобретения заключается в том, что для оценки качества электродов с покрытием на каждом электроде осуществляют два измерения разнотолщинности, причем направления...
Электрододержатель для ручной дуговой сварки
Номер патента: U 1403
Опубликовано: 30.06.2004
Авторы: Шелег Валерий Константинович, Романенков Владимир Андреевич, Каспер Юрий Владимирович
МПК: B23K 9/28
Метки: дуговой, электрододержатель, сварки, ручной
Текст:
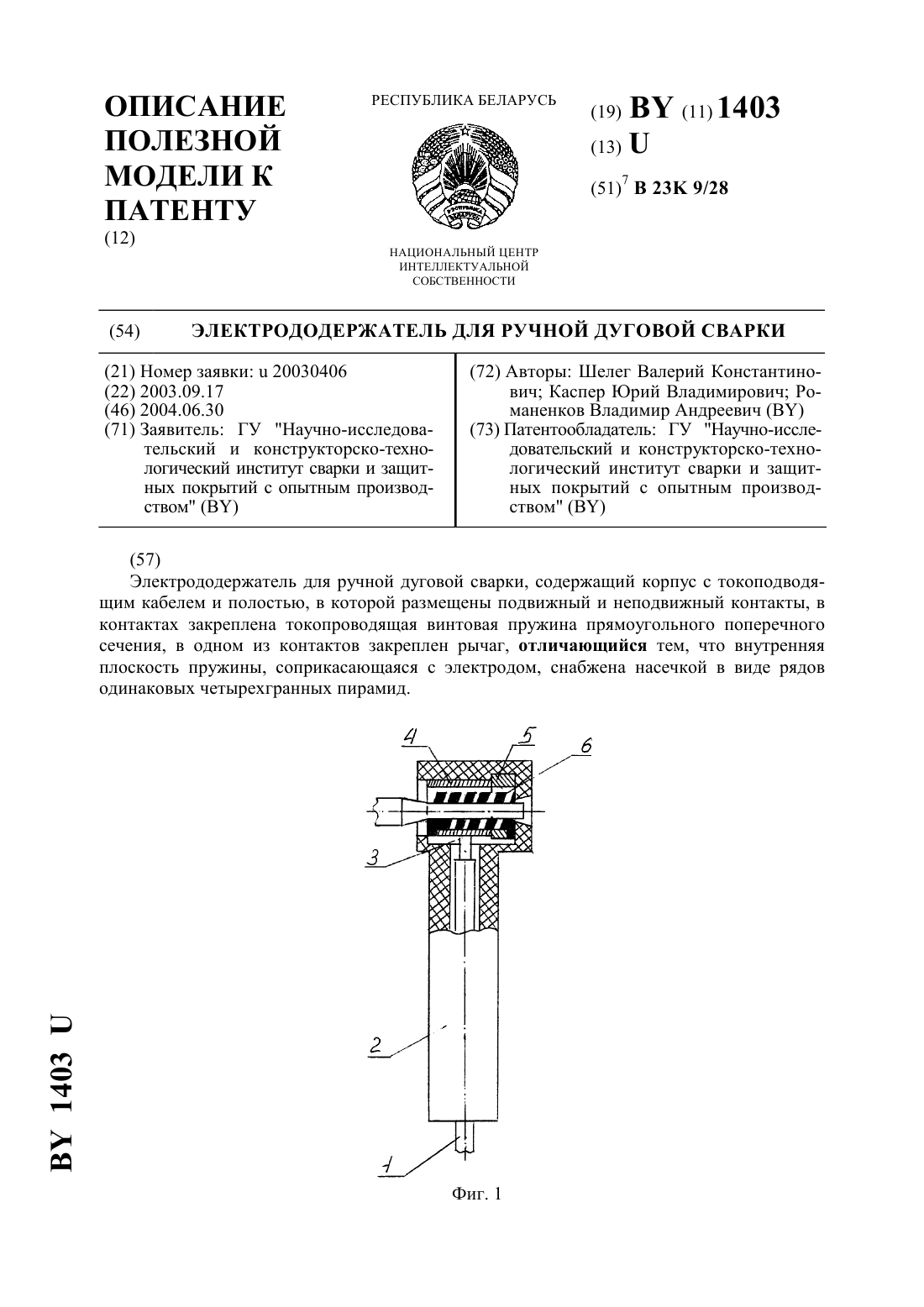
...электрода путем создания шероховатой поверхности на внутренней, прилегающей к электроду плоскости токопроводящей пружины в виде насечки рядов одинаковых четырехгранных пирамид. Задача решается тем, что в электрододержателе для ручной дуговой сварки, содержащем корпус с токоподводящим кабелем и полостью, в которой размещены подвижный и неподвижный контакты, в контактах закреплена токопроводящая винтовая пружина прямоугольного поперечного...
Предыдущий патент: Способ лечения далеко зашедших и генерализованных форм сарком мягких тканей
Следующий патент: Способ контроля качества поверхности изделий
Случайный патент: Способ производства жидкого чугуна или стального полупродукта