Устройство контроля сварки
Номер патента: U 3203
Опубликовано: 30.12.2006
Авторы: Писарев Владимир Александрович, Недвецкий Николай Станиславович, Окунь Григорий Исакович, Гришин Сергей Александрович, Мартынов Евгений Павлович
Текст
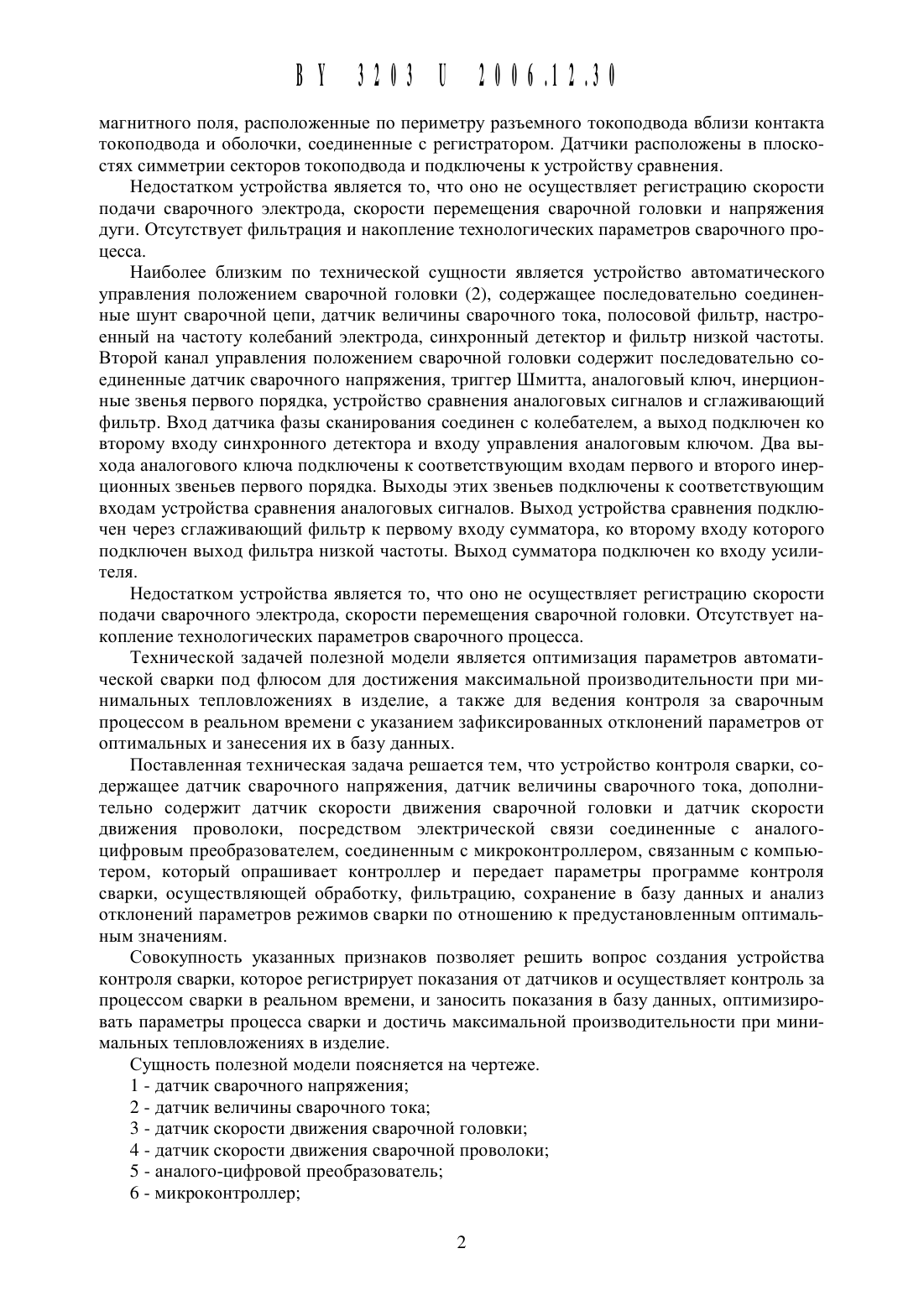
ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ к ПАТЕНТУ(71) Заявители Государственное научное учреждение Институт порошковой металлургии Государственное научное учреждение Институт электроники Национальной академии наук Беларуси (ВУ)(72) Авторы Писарев Владимир Александрович Окунь Григорий Исакович Гришин Сергей Александрович Недвецкий Николай Станиславович Мартынов Евгений Павлович (ВУ)(73) Патентообладатели Государственное научное учреждение Институт порошковой металлургии Государственное научное учреждение Институт электроники Национальной академии наук Беларуси (ВУ)УСТРОЙСТВО КОНТРОЛЯ сварки, включающее датчик сварочного напряжения, датчик ВЕЛИЧИНЫ сварочного тока, ОТЛИЧЗЮЩЕЕСЯ ТЕМ, ЧТО ДОПОЛНИТЕЛЬНО СОДЕРЖИТ датчик СКОРОСТИ ДВИЖЕНИЯ сварочной ГОЛОВКИ И датчик СКОРОСТИ ДВИЖЕНИЯ сварочной ПРОВОЛОКИ,СОЕДИНЕННЫЕ ПОСРЕДСТВОМ ЭЛЕКТРИЧЕСКОЙ СВЯЗИ С аналого-цифровым ПРЕООРЗЗОВЗТЕЛЕМ,КОТОРЫЙ СОЕДИНЕН С МИКРОКОНТРОЛЛЕРОМ, СВЯЗЗННЫМ С КОМПЬЮТЕРОМ.Полезная модель относится к области сварки плавлением и может использоваться для регистрации, фильтрации и накопления технологических параметров сварочного процесса.Известно устройство для бесконтактного контроля сварочного тока (1), реализующее контроль распределения токов во время сварки по отдельным секторам токоподвода для обеспечения идентичности сварных соединений. Устройство контроля содержит датчикимагнитного поля, расположенные по периметру разъемного токоподвода вблизи контакта токоподвода И оболочки, соединенные с регистратором. Датчики расположены в плоскостях симметрии секторов токоподвода и подключены к устройству сравнения.Недостатком устройства является то, что оно не осуществляет регистрацию скорости подачи сварочного электрода, скорости перемещения сварочной головки и напряжения дуги. Отсутствует фильтрация и накопление технологических параметров сварочного процесса.Наиболее близким по технической сущности является устройство автоматического управления положением сварочной головки (2), содержащее последовательно соединенные шунт сварочной цепи, датчик величины сварочного тока, полосовой фильтр, настроенный на частоту колебаний электрода, синхронный детектор и фильтр низкой частоты. Второй канал управления положением сварочной головки содержит последовательно соединенные датчик сварочного напряжения, триггер Шмитта, аналоговый ключ, инерционные звенья первого порядка, устройство сравнения аналоговых сигналов и сглаживающий фильтр. Вход датчика фазы сканирования соединен с колебателем, а выход подключен ко второму входу синхронного детектора и входу управления аналоговым ключом. Два вь 1 хода аналогового ключа подключены к соответствующим входам первого и второго инерционных звеньев первого порядка. Выходы этих звеньев подключены к соответствующим входам устройства сравнения аналоговых сигналов. Выход устройства сравнения подключен через сглаживающий фильтр к первому входу сумматора, ко второму входу которого подключен выход фильтра низкой частоты. Выход сумматора подключен ко входу усилителя.Недостатком устройства является то, что оно не осуществляет регистрацию скорости подачи сварочного электрода, скорости перемещения сварочной головки. Отсутствует накопление технологических параметров сварочного процесса.Технической задачей полезной модели является оптимизация параметров автоматической сварки под флюсом для достижения максимальной производительности при минимальных тепловложениях в изделие, а также для ведения контроля за сварочным процессом в реальном времени с указанием зафиксированных отклонений параметров от оптимальных и занесения их в базу данных.Поставленная техническая задача решается тем, что устройство контроля сварки, содержащее датчик сварочного напряжения, датчик величины сварочного тока, дополнительно содержит датчик скорости движения сварочной головки и датчик скорости движения проволоки, посредством электрической связи соединенные с аналогоцифровым преобразователем, соединенным с микроконтроллером, связанным с компьютером, который опрашивает контроллер и передает параметры программе контроля сварки, осуществляющей обработку, фильтрацию, сохранение в базу данных и анализ отклонений параметров режимов сварки по отношению к предустановленным оптимальным значениям.Совокупность указанных признаков позволяет решить вопрос создания устройства контроля сварки, которое регистрирует показания от датчиков и осуществляет контроль за процессом сварки в реальном времени, и заносить показания в базу данных, оптимизировать параметры процесса сварки и достичь максимальной производительности при минимальных тепловложениях в изделие.Сущность полезной модели поясняется на чертеже.2 - датчик величины сварочного тока3 - датчик скорости движения сварочной головки4 - датчик скорости движения сварочной проволокиУстройство контроля сварки содержит датчик сварочного напряжения 1, датчик величины сварочного тока 2, датчик скорости движения сварочной головки 3, датчик скорости движения сварочной проволоки 4, соединенные с аналого-Цифровь 1 м преобразователем 5,который соединен с микроконтроллером 6, связанным с компьютером 7, снабженным программой контроля сварки 8.Устройство контроля сварки работает следующим образом.Датчик сварочного напряжения 1 преобразует напряжение сварочной дуги в напряжение аналого-Цифрового преобразователя 5, датчик величины сварочного тока 2 преобразует ток сварочной дуги в напряжение аналого-Цифрового преобразователя 5, датчик скорости движения сварочной головки 3 преобразует скорость сварочной головки в напряжение аналого-Цифрового преобразователя 5, датчик скорости движения сварочной проволоки 4 преобразует скорость сварочной проволоки в напряжение аналого-Цифрового преобразователя 5. Эти преобразованные величины, приведенные к напряжению аналогоЦифрового преобразователя 5, переводятся им в Цифровой вид и передаются на микроконтроллер 6, опрашиваемый с интервалом, например, в 0,25 с компьютером 7, который опрашивает микроконтроллер 6 передает данные программе контроля сварки 8, осуществляющей обработку, фильтрацию, сохранение в базу данных и анализ отклонений параметров режимов сварки по отношению к предустановленным оптимальным значениям.Национальный Центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23K 11/00
Метки: устройство, контроля, сварки
Код ссылки
<a href="https://by.patents.su/3-u3203-ustrojjstvo-kontrolya-svarki.html" rel="bookmark" title="База патентов Беларуси">Устройство контроля сварки</a>
Устройство для контроля разнотолщинности покрытий электродов для дуговой сварки
Номер патента: 4296
Опубликовано: 30.03.2002
Авторы: Мельгуй Михаил Александрович, Кратиров Валерий Борисович, Матюк Владимир Федорович, Козлов Виталий Иванович
МПК: B23K 35/40, G01B 21/08
Метки: дуговой, покрытий, электродов, разнотолщинности, сварки, контроля, устройство
Текст:
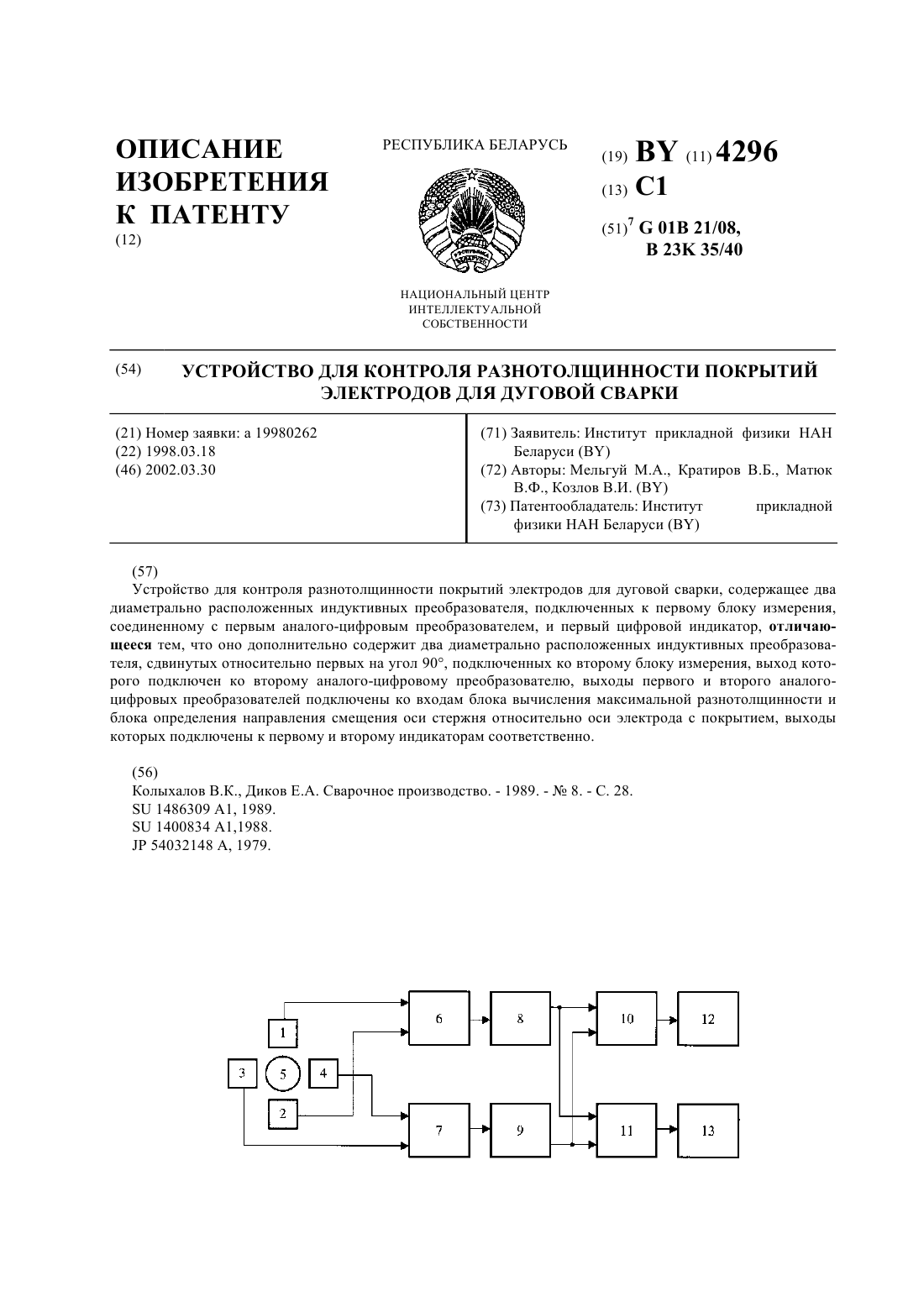
...расположенных индуктивных преобразователя, сдвинутых относительно первых на угол 90, подключенных ко второму блоку измерения, выход которого подключен ко второму аналого-цифровому преобразователю, выходы первого и второго аналого-цифровых преобразователей подключены к входам блока вычисления величины максимальной разнотолщинности и блока определения направления смещения оси стержня относительно оси электрода с покрытием, выходы которых...
Устройство для дуговой сварки
Номер патента: 6459
Опубликовано: 30.09.2004
Авторы: Окунь Григорий Исакович, Буйкус Кястас Вито
МПК: B23K 9/00
Метки: сварки, устройство, дуговой
Текст:
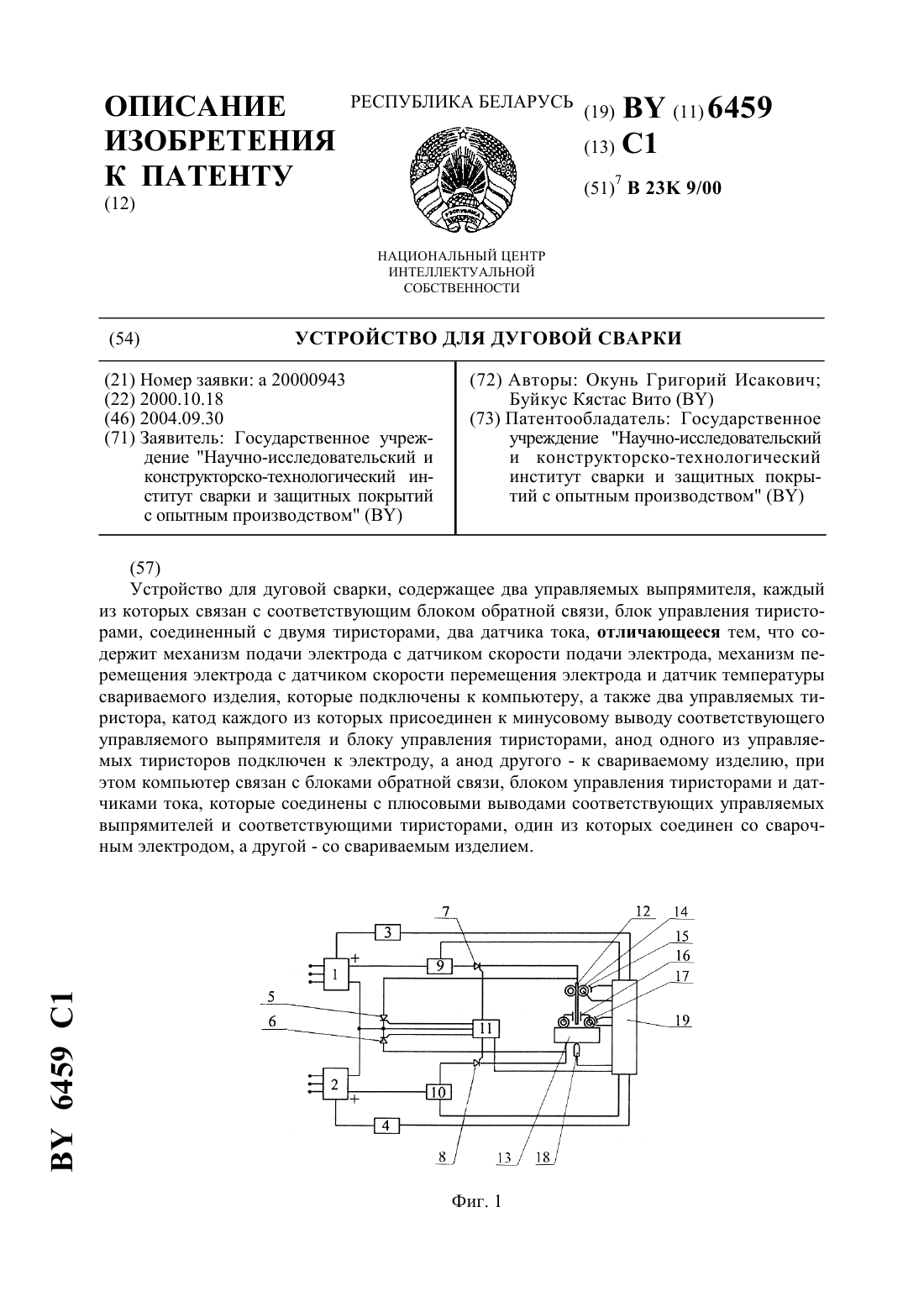
...управления тиристорами и датчиками тока, которые соединены с плюсовыми выводами соответствующих управляемых выпрямителей и соответствующими тиристорами, один из которых соединен со сварочным электродом, а другой - со свариваемым изделием. На фиг. 1 представлена принципиальная блок-схема устройства, на фиг. 2 - график оптимизации параметров сварки. Устройство содержит два управляемых выпрямителя 1 и 2 (фиг. 1), два блока обратной связи 3 и 4,...
Устройство для дуговой сварки с колебаниями электрода

Номер патента: 6962
Опубликовано: 30.03.2005
Авторы: Якубович Дмитрий Иванович, Павлюк Сергей Кириллович
Метки: дуговой, сварки, электрода, колебаниями, устройство
Текст:
...к зоне сварки и их забрызгиваниеЗадача изобретения - получение конструкции устройства. позволяющего выполнять перемещения электрода поперек оси шва при механизированной сварке и наплавкеПоставленная задача достигается тем. что в устройстве для дуговой сварки с колебаниями электрода. содержащем сварочную горелку с трубкой для подачи защитного газа и сварочной проволоки. механизм колебаний. согласно изобретению. сварочная горелка вь 1...
Устройство для контактной шовной сварки
Номер патента: 8460
Опубликовано: 30.10.2006
Авторы: Ногаев Борис Петрович, Цыганов Валерий Анатольевич, Аполоник Сергей Александрович
МПК: B23K 11/06
Метки: шовной, контактной, сварки, устройство
Текст:
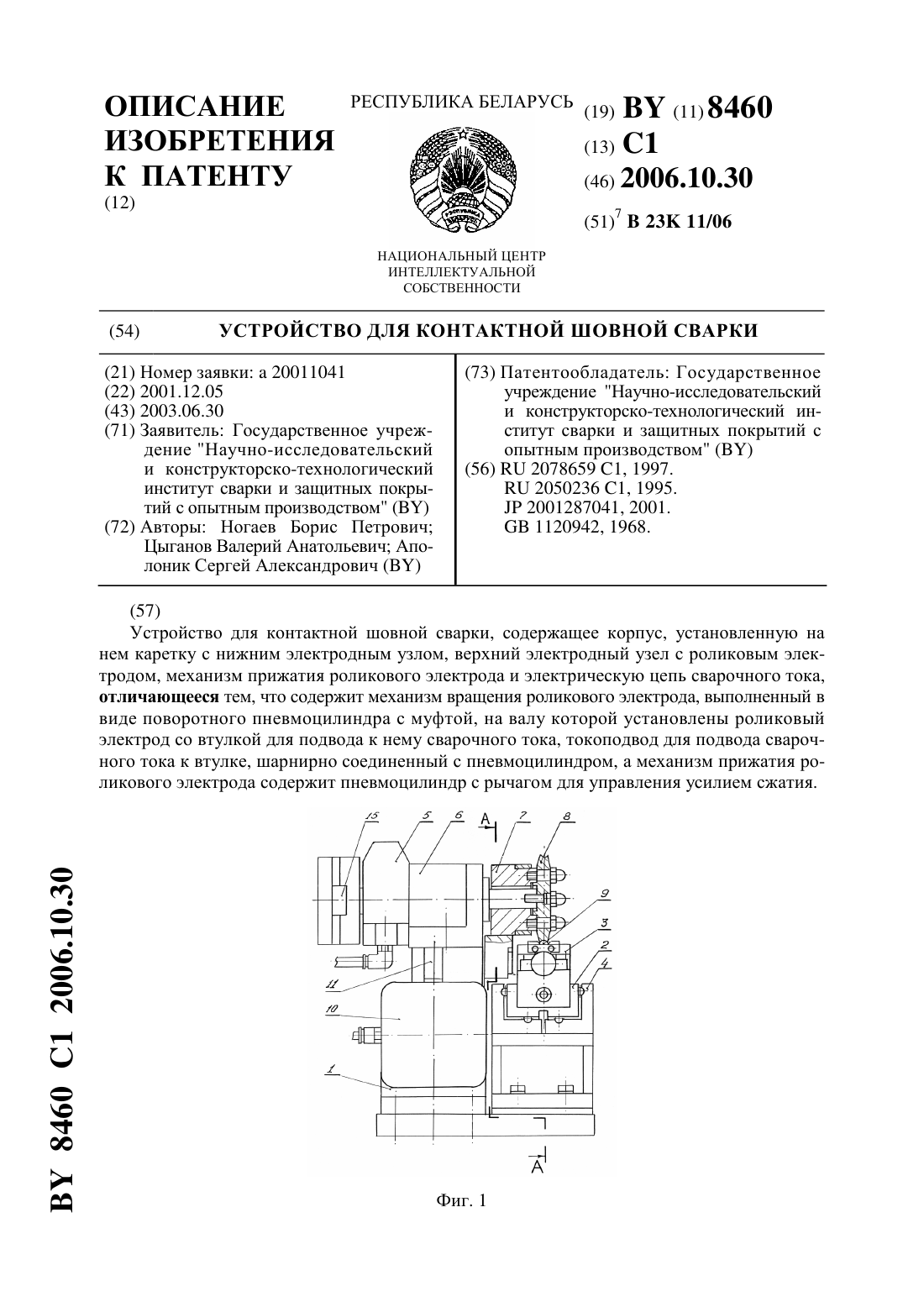
...токоподводом с приводом от пневмоцилиндра, снабжения механизма прижатия роликового электрода пневмоцилиндром с управлением усилием сжатия, в том числе программным. На фиг. 1 изображено устройство для контактной шовной сварки на фиг. 2 - разрез АА на фиг. 1. Устройство для контактной шовной сварки содержит корпус 1 (фиг. 1), установленные в нем подвижную каретку 2 с нижним электродным узлом 3 с возможностью их горизонтального перемещения по...
Установка для контактной точечной сварки
Номер патента: U 865
Опубликовано: 30.06.2003
Автор: Болотов Сергей Владимирович
МПК: B23K 11/10
Метки: контактной, точечной, сварки, установка
Текст:
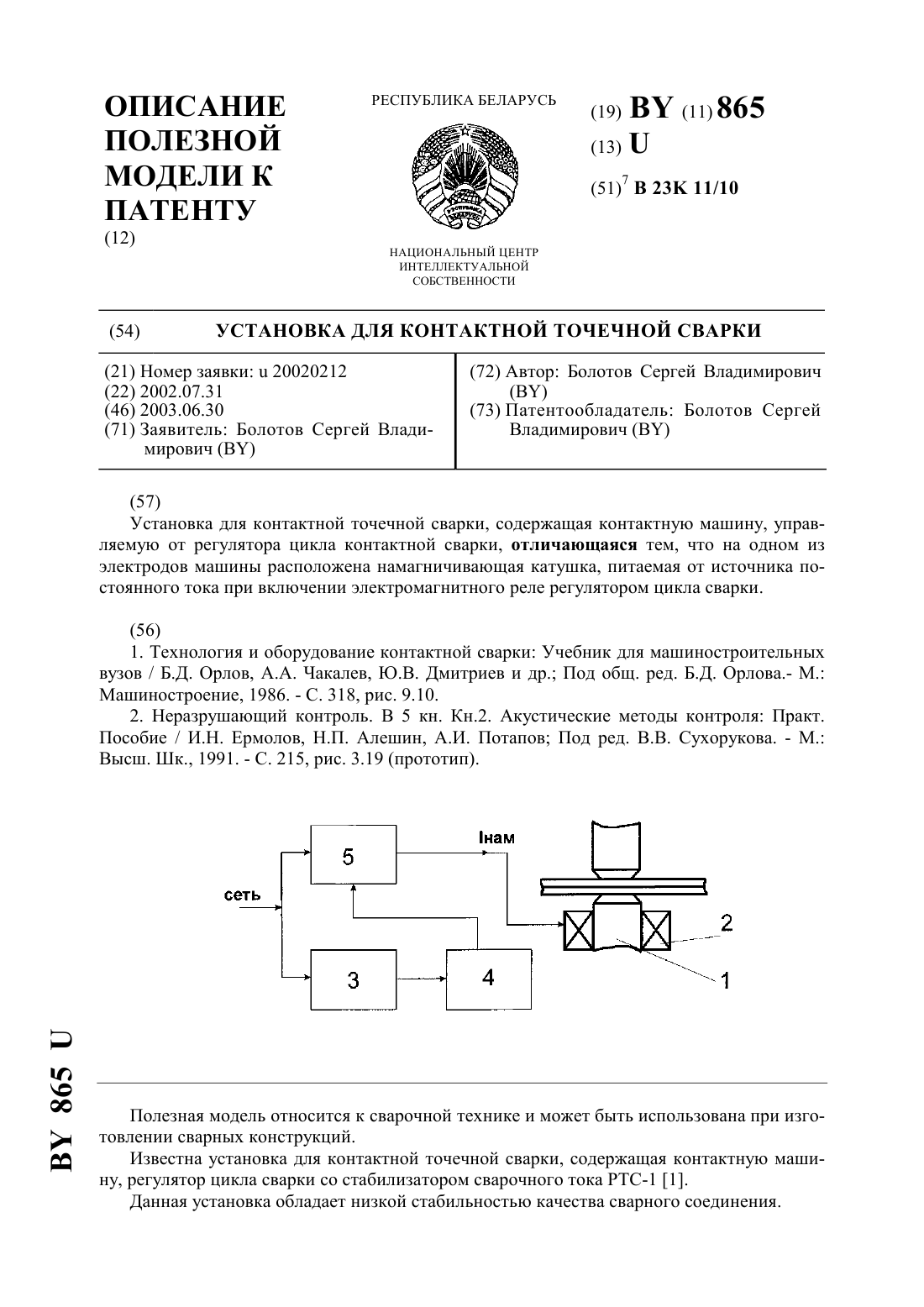
...изготовления электродов и возможностью образования воздушных пузырьков в водном акустическом контакте, существенно искажающих сигналы качества. Задачей полезной модели является обеспечение возможности контроля качества сварного соединения с высокой достоверностью. Поставленная задача достигается тем, в установке для контактной точечной сварки,содержащей контактную машину, управляемую от регулятора цикла контактной сварки,согласно...
Предыдущий патент: Устройство для отвода воды
Следующий патент: Опорное устройство полуприцепа
Случайный патент: Комплектное распределительное устройство