Рельеф для контактной рельефной сварки
Номер патента: U 5236
Опубликовано: 30.04.2009
Авторы: Емельянов Светозар Николаевич, Цумарев Юрий Алексеевич, Цумарев Евгений Николаевич, Березиенко Валерий Петрович, Радченко Александр Адамович
Текст
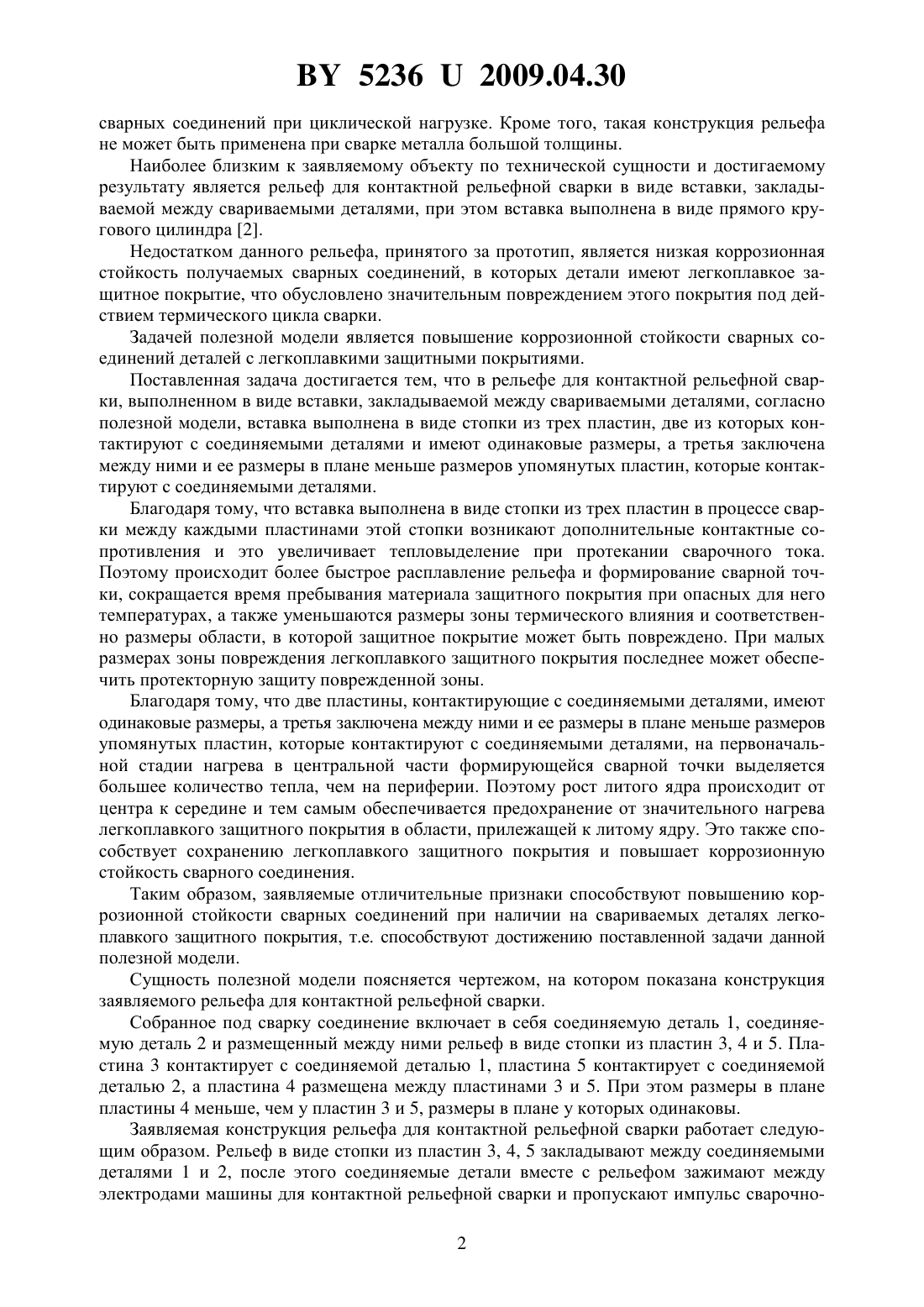
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ РЕЛЬЕФ ДЛЯ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ(71) Заявители Государственное научное учреждение Институт порошковой металлургии Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Радченко Александр Адамович Емельянов Светозар Николаевич Березиенко Валерий Петрович Цумарев Юрий Алексеевич Цумарев Евгений Николаевич(73) Патентообладатели Государственное научное учреждение Институт порошковой металлургии Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) Рельеф для контактной рельефной сварки в виде вставки, закладываемой между свариваемыми деталями, отличающийся тем, что вставка выполнена в виде стопки из трех пластин, две из которых контактируют с соединяемыми деталями и имеют одинаковые размеры, а третья заключена между ними и ее размеры в плане меньше размеров упомянутых пластин, которые контактируют с соединяемыми деталями. Полезная модель относится к области сварки и может найти применение в серийном производстве сварных изделий сложной формы. Известен рельеф для контактной рельефной сварки, представляющий собой выступ,получаемый штамповкой на одной из свариваемых поверхностей 1. Недостатком этого рельефа является наличие вмятин от штамповки на поверхностях деталей, что ухудшает внешний вид изделия и снижает работоспособность получаемых 52362009.04.30 сварных соединений при циклической нагрузке. Кроме того, такая конструкция рельефа не может быть применена при сварке металла большой толщины. Наиболее близким к заявляемому объекту по технической сущности и достигаемому результату является рельеф для контактной рельефной сварки в виде вставки, закладываемой между свариваемыми деталями, при этом вставка выполнена в виде прямого кругового цилиндра 2. Недостатком данного рельефа, принятого за прототип, является низкая коррозионная стойкость получаемых сварных соединений, в которых детали имеют легкоплавкое защитное покрытие, что обусловлено значительным повреждением этого покрытия под действием термического цикла сварки. Задачей полезной модели является повышение коррозионной стойкости сварных соединений деталей с легкоплавкими защитными покрытиями. Поставленная задача достигается тем, что в рельефе для контактной рельефной сварки, выполненном в виде вставки, закладываемой между свариваемыми деталями, согласно полезной модели, вставка выполнена в виде стопки из трех пластин, две из которых контактируют с соединяемыми деталями и имеют одинаковые размеры, а третья заключена между ними и ее размеры в плане меньше размеров упомянутых пластин, которые контактируют с соединяемыми деталями. Благодаря тому, что вставка выполнена в виде стопки из трех пластин в процессе сварки между каждыми пластинами этой стопки возникают дополнительные контактные сопротивления и это увеличивает тепловыделение при протекании сварочного тока. Поэтому происходит более быстрое расплавление рельефа и формирование сварной точки, сокращается время пребывания материала защитного покрытия при опасных для него температурах, а также уменьшаются размеры зоны термического влияния и соответственно размеры области, в которой защитное покрытие может быть повреждено. При малых размерах зоны повреждения легкоплавкого защитного покрытия последнее может обеспечить протекторную защиту поврежденной зоны. Благодаря тому, что две пластины, контактирующие с соединяемыми деталями, имеют одинаковые размеры, а третья заключена между ними и ее размеры в плане меньше размеров упомянутых пластин, которые контактируют с соединяемыми деталями, на первоначальной стадии нагрева в центральной части формирующейся сварной точки выделяется большее количество тепла, чем на периферии. Поэтому рост литого ядра происходит от центра к середине и тем самым обеспечивается предохранение от значительного нагрева легкоплавкого защитного покрытия в области, прилежащей к литому ядру. Это также способствует сохранению легкоплавкого защитного покрытия и повышает коррозионную стойкость сварного соединения. Таким образом, заявляемые отличительные признаки способствуют повышению коррозионной стойкости сварных соединений при наличии на свариваемых деталях легкоплавкого защитного покрытия, т.е. способствуют достижению поставленной задачи данной полезной модели. Сущность полезной модели поясняется чертежом, на котором показана конструкция заявляемого рельефа для контактной рельефной сварки. Собранное под сварку соединение включает в себя соединяемую деталь 1, соединяемую деталь 2 и размещенный между ними рельеф в виде стопки из пластин 3, 4 и 5. Пластина 3 контактирует с соединяемой деталью 1, пластина 5 контактирует с соединяемой деталью 2, а пластина 4 размещена между пластинами 3 и 5. При этом размеры в плане пластины 4 меньше, чем у пластин 3 и 5, размеры в плане у которых одинаковы. Заявляемая конструкция рельефа для контактной рельефной сварки работает следующим образом. Рельеф в виде стопки из пластин 3, 4, 5 закладывают между соединяемыми деталями 1 и 2, после этого соединяемые детали вместе с рельефом зажимают между электродами машины для контактной рельефной сварки и пропускают импульс сварочно 2 52362009.04.30 го тока, в результате чего происходит быстрый нагрев за счет тепла, выделяющегося не только в материале самого рельефа, но и в контактах отдельных пластин 3, 4 и 5 друг с другом. В результате быстро образуется сварная точка при малых размерах зоны термического влияния и незначительном повреждении защитного покрытия на соединяемых деталях 1 и 2. Кроме того, большее количество тепла при формировании литого ядра выделяется в центральной зоне литого ядра вследствие наличия здесь двух контактных сопротивлений и малых размеров пластины 4, обеспечивающих высокую плотность тока. Поэтому участки легкоплавкого защитного покрытия на периферии литого ядра в меньшей степени испытывают перегрев, лучше сохраняются от термического повреждения,что обеспечивает высокую коррозионную стойкость сварного соединения. Заявляемая конструкция рельефа для контактной рельефной сварки не требует сложной технологии изготовления. Использование рельефа заявляемой конструкции позволит существенно повысить коррозионную стойкость сварных соединений при наличии легкоплавких защитных покрытий на соединяемых деталях и получить за счет этого экономический эффект. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23K 11/14
Метки: рельефной, контактной, сварки, рельеф
Код ссылки
<a href="https://by.patents.su/3-u5236-relef-dlya-kontaktnojj-relefnojj-svarki.html" rel="bookmark" title="База патентов Беларуси">Рельеф для контактной рельефной сварки</a>
Рельеф для контактной рельефной сварки
Номер патента: U 4623
Опубликовано: 30.08.2008
Авторы: Шелег Валерий Константинович, Бендик Татьяна Ивановна, Фурманов Сергей Михайлович, Кибкова Диана Петровна, Цумарев Юрий Алексеевич
МПК: B23K 11/14
Метки: сварки, рельеф, рельефной, контактной
Текст:
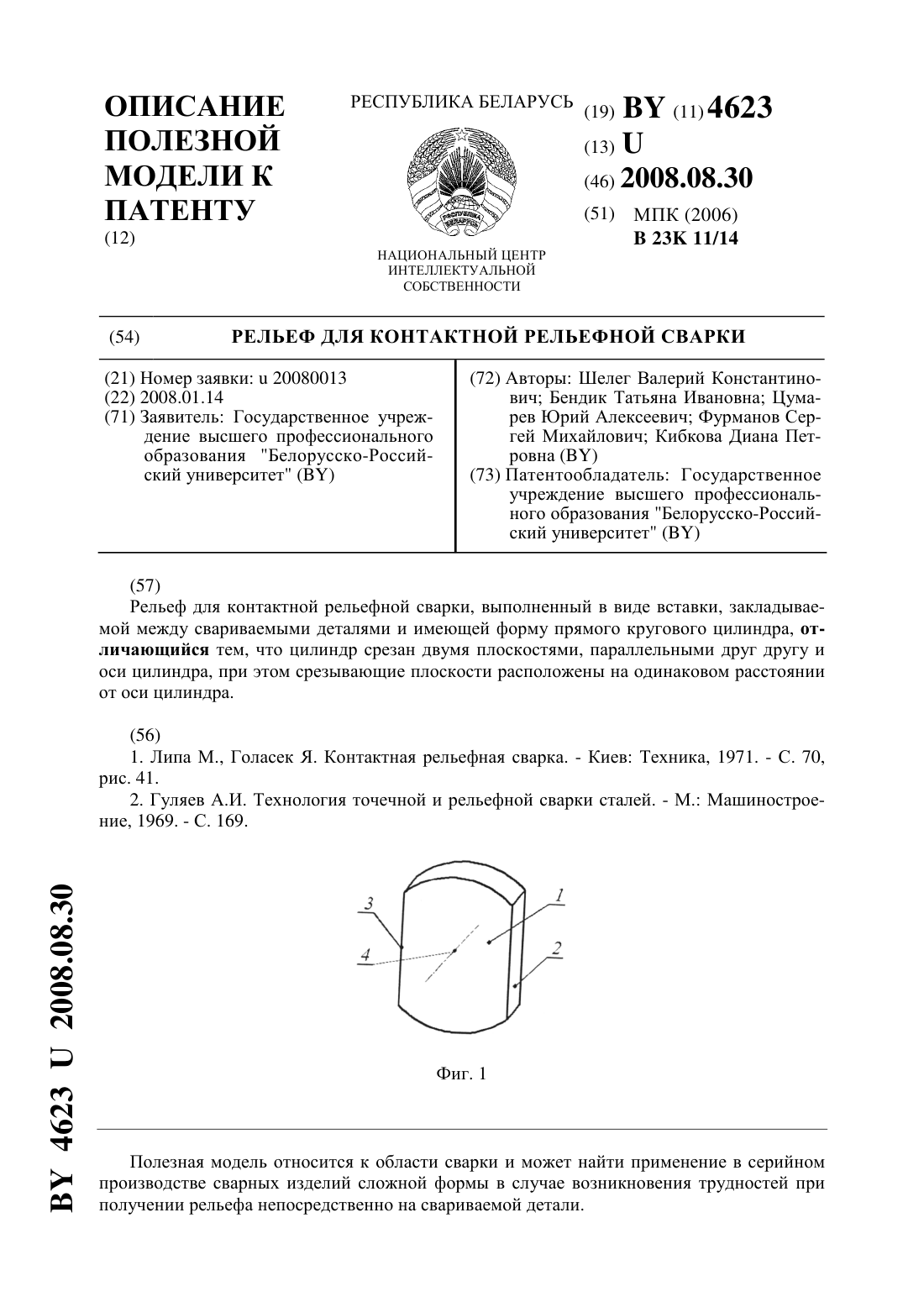
...цилиндра, согласно полезной модели, цилиндр срезан двумя плоскостями, параллельными друг другу и оси цилиндра, при этом срезывающие плоскости расположены на одинаковом расстоянии от оси цилиндра. Благодаря тому, что вставка выполнена в форме прямого кругового цилиндра, срезанного двумя плоскостями, параллельными друг другу и оси цилиндра, а также тому, что срезывающие плоскости расположены на одинаковом расстоянии от оси цилиндра, в...
Рельеф для рельефной контактной сварки
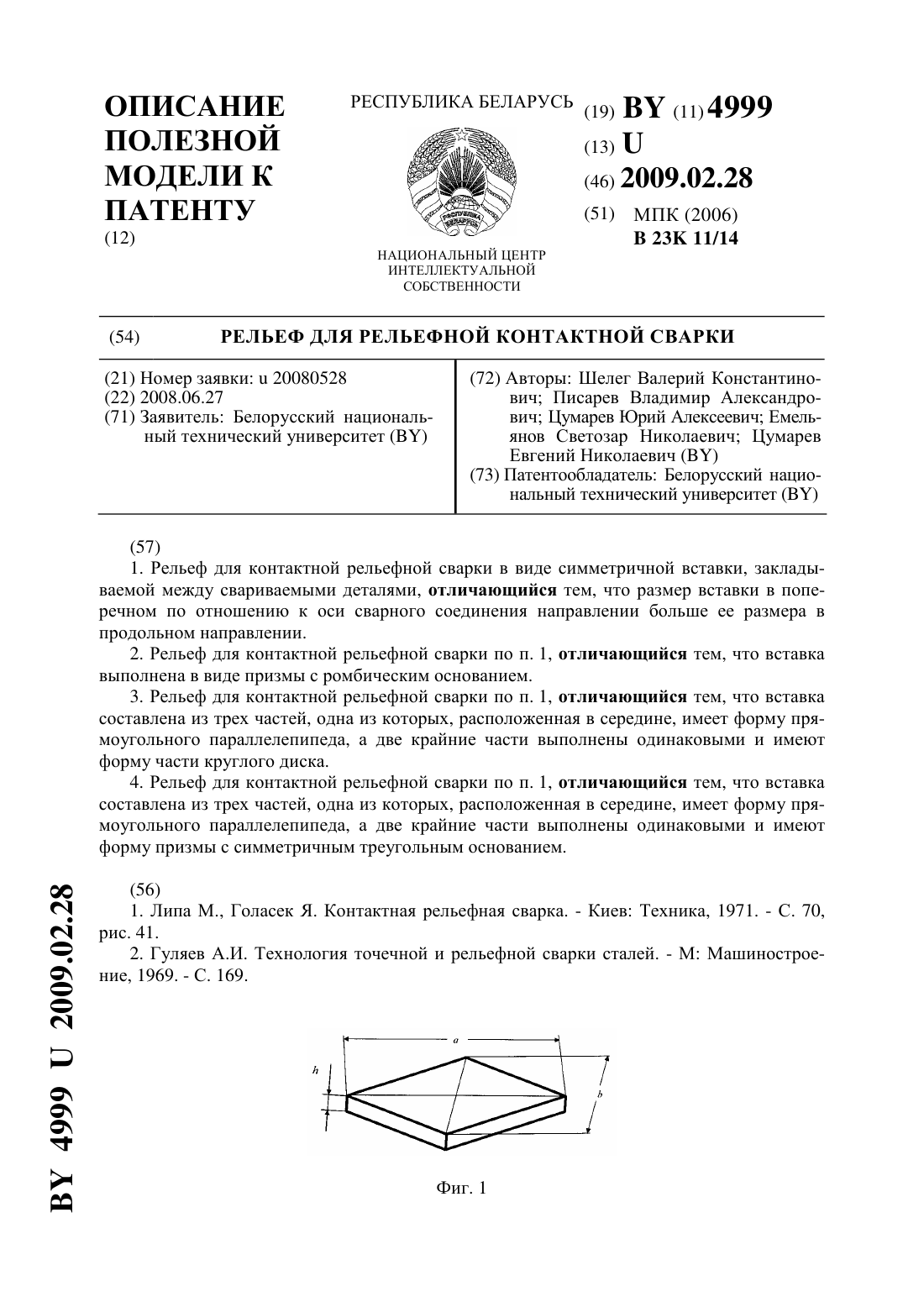
Номер патента: U 4999
Опубликовано: 28.02.2009
Авторы: Цумарев Евгений Николаевич, Писарев Владимир Александрович, Шелег Валерий Константинович, Цумарев Юрий Алексеевич, Емельянов Светозар Николаевич
МПК: B23K 11/14
Метки: рельефной, контактной, рельеф, сварки
Текст:
...круглого диска, либо форму призмы с симметричным треугольным основанием. Благодаря тому что размер вставки в поперечном по отношению к оси сварного соединения направлении принят большим, чем ее размер в продольном направлении, сварная точка лучше вписывается в конфигурацию сварного соединения и при одинаковой величине нахлестки может иметь большую площадь поперечного сечения. Поэтому ее прочность при работе под нагрузкой будет выше, чем у...
Конструкция рельефа для рельефной контактной сварки

Номер патента: U 4571
Опубликовано: 30.08.2008
Авторы: Бендик Татьяна Ивановна, Цумарев Юрий Алексеевич, Шелег Валерий Константинович, Кибкова Диана Петровна, Фурманов Сергей Михайлович
МПК: B23K 11/14
Метки: сварки, рельефной, рельефа, контактной, конструкция
Текст:
...Поставленная задача достигается тем, что в конструкции рельефа для рельефной контактной сварки, выполненной в виде вставки, закладываемой между свариваемыми деталями, согласно полезной модели, вставка выполнена в форме прямоугольного параллелепипеда. Благодаря тому, что вставка выполнена в форме прямоугольного параллелепипеда в сварном соединении, при одинаковой площади сварного соединения увеличивается площадь его периферийной части,...
Конструкция рельефа для контактной рельефной сварки

Номер патента: U 4570
Опубликовано: 30.08.2008
Авторы: Шелег Валерий Константинович, Цумарев Юрий Алексеевич, Бендик Татьяна Ивановна, Кибкова Диана Петровна, Фурманов Сергей Михайлович
МПК: B23K 11/14
Метки: рельефной, сварки, рельефа, конструкция, контактной
Текст:
...сварного соединения. Поставленная задача достигается тем, что в конструкции рельефа для контактной рельефной сварки, выполненной в виде вставки, закладываемой между свариваемыми деталями, согласно полезной модели, вставка выполнена в форме наклонного цилиндра с эллиптическим основанием. Благодаря тому что вставка выполнена в форме наклонного цилиндра с эллиптическим основанием, в сварном соединении при одинаковой площади сварной точки...
Электродный узел для контактной точечной и рельефной сварки
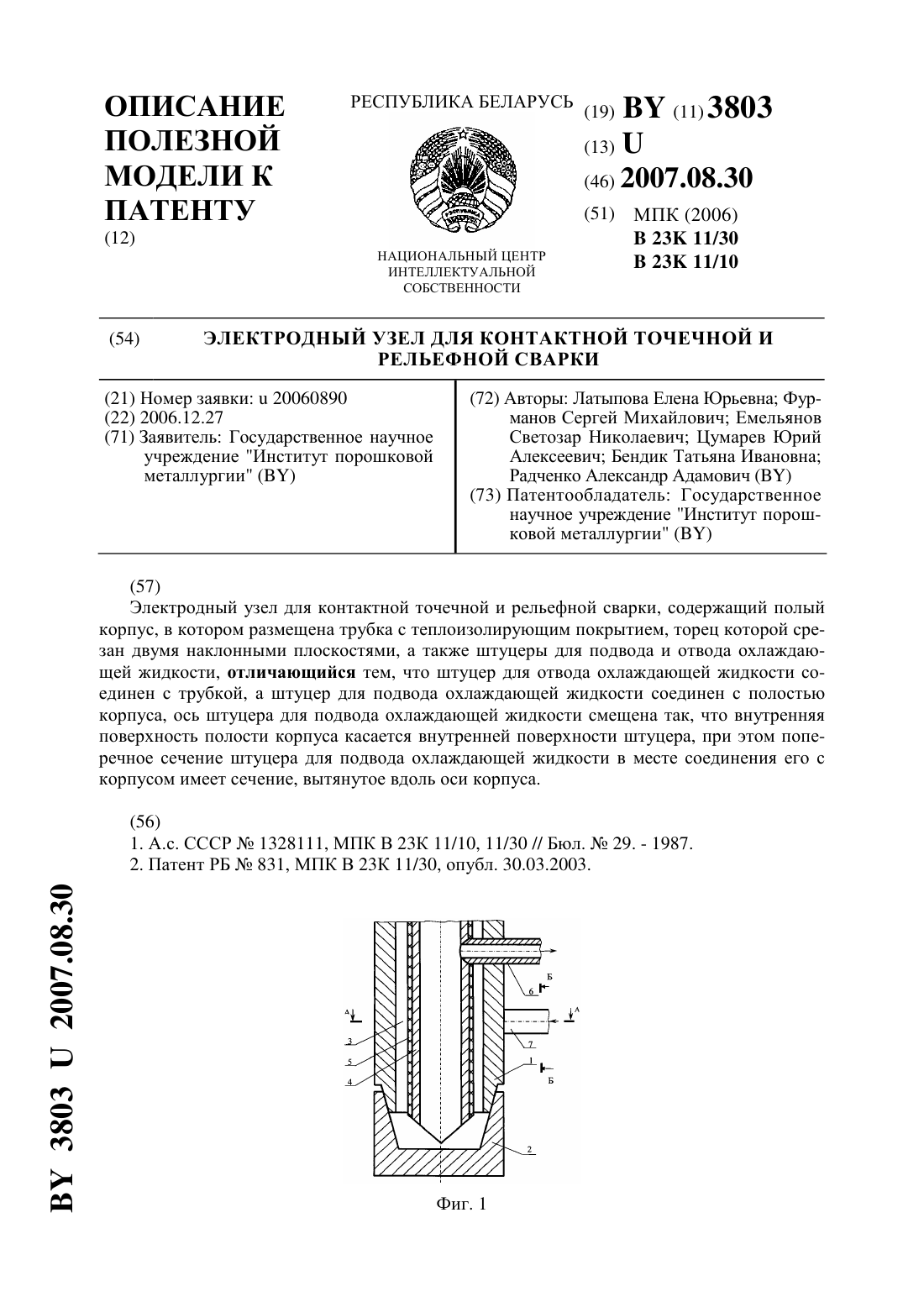
Номер патента: U 3803
Опубликовано: 30.08.2007
Авторы: Фурманов Сергей Михайлович, Латыпова Елена Юрьевна, Радченко Александр Адамович, Цумарев Юрий Алексеевич, Бендик Татьяна Ивановна, Емельянов Светозар Николаевич
МПК: B23K 11/30, B23K 11/10
Метки: рельефной, контактной, электродный, узел, сварки, точечной
Текст:
...рельефной сварки, содержащем полый корпус с электродом, в котором размещена трубка с теплоизолирующим покрытием, торец которой срезан двумя наклонными плоскостями, а также штуцеры для подвода и отвода охлаждающей жидкости, согласно полезной модели,штуцер для отвода охлаждающей жидкости соединен с трубкой, а штуцер для подвода охлаждающей жидкости соединен с полостью корпуса, при этом ось штуцера для подвода охлаждающей жидкости смещена так,...
Предыдущий патент: Устройство для лакориностомии
Следующий патент: Перчатки
Случайный патент: Способ производства фарфоровых санитарных изделий