Рельеф для рельефной контактной сварки
Номер патента: U 4999
Опубликовано: 28.02.2009
Авторы: Писарев Владимир Александрович, Цумарев Юрий Алексеевич, Шелег Валерий Константинович, Емельянов Светозар Николаевич, Цумарев Евгений Николаевич
Текст
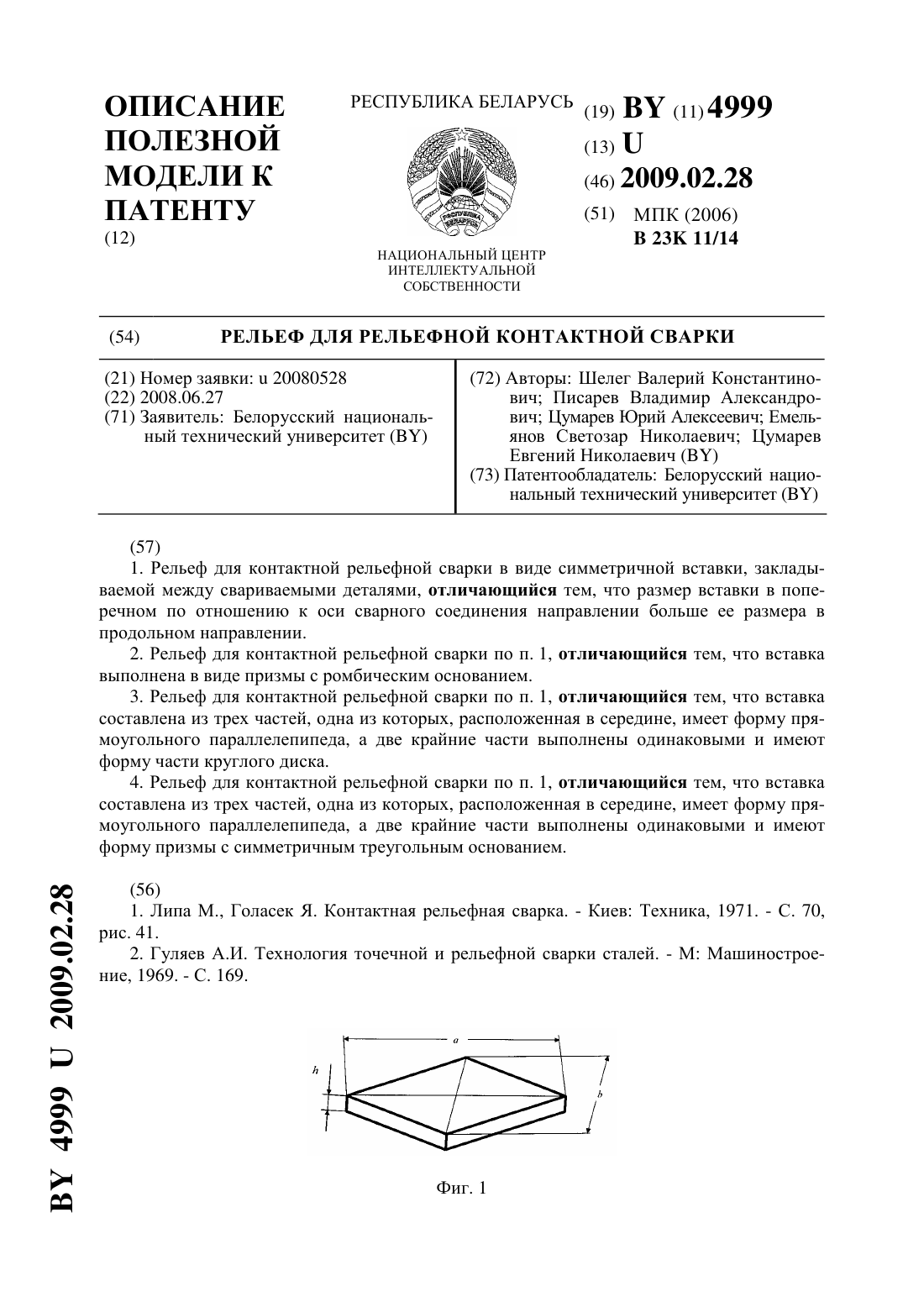
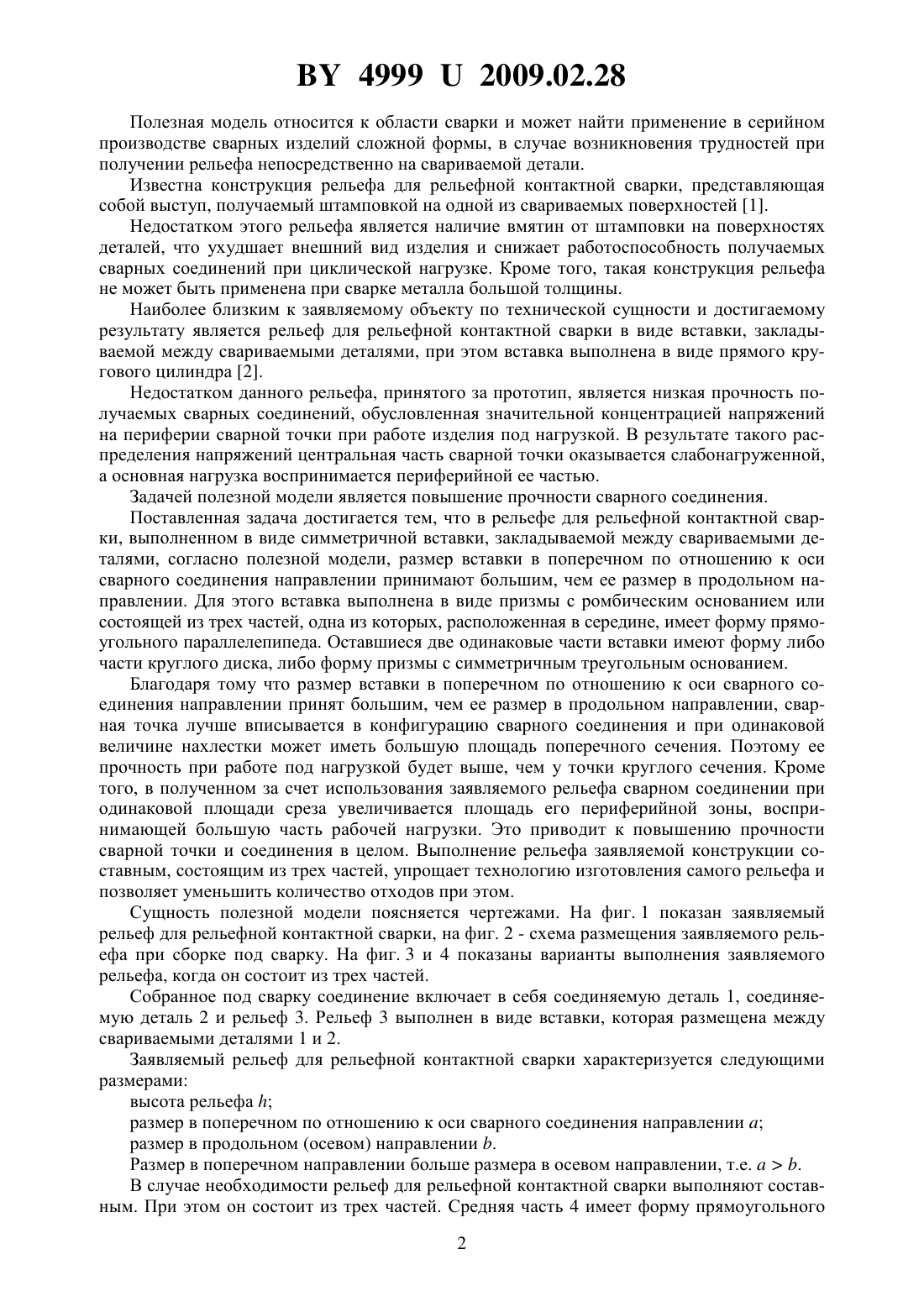
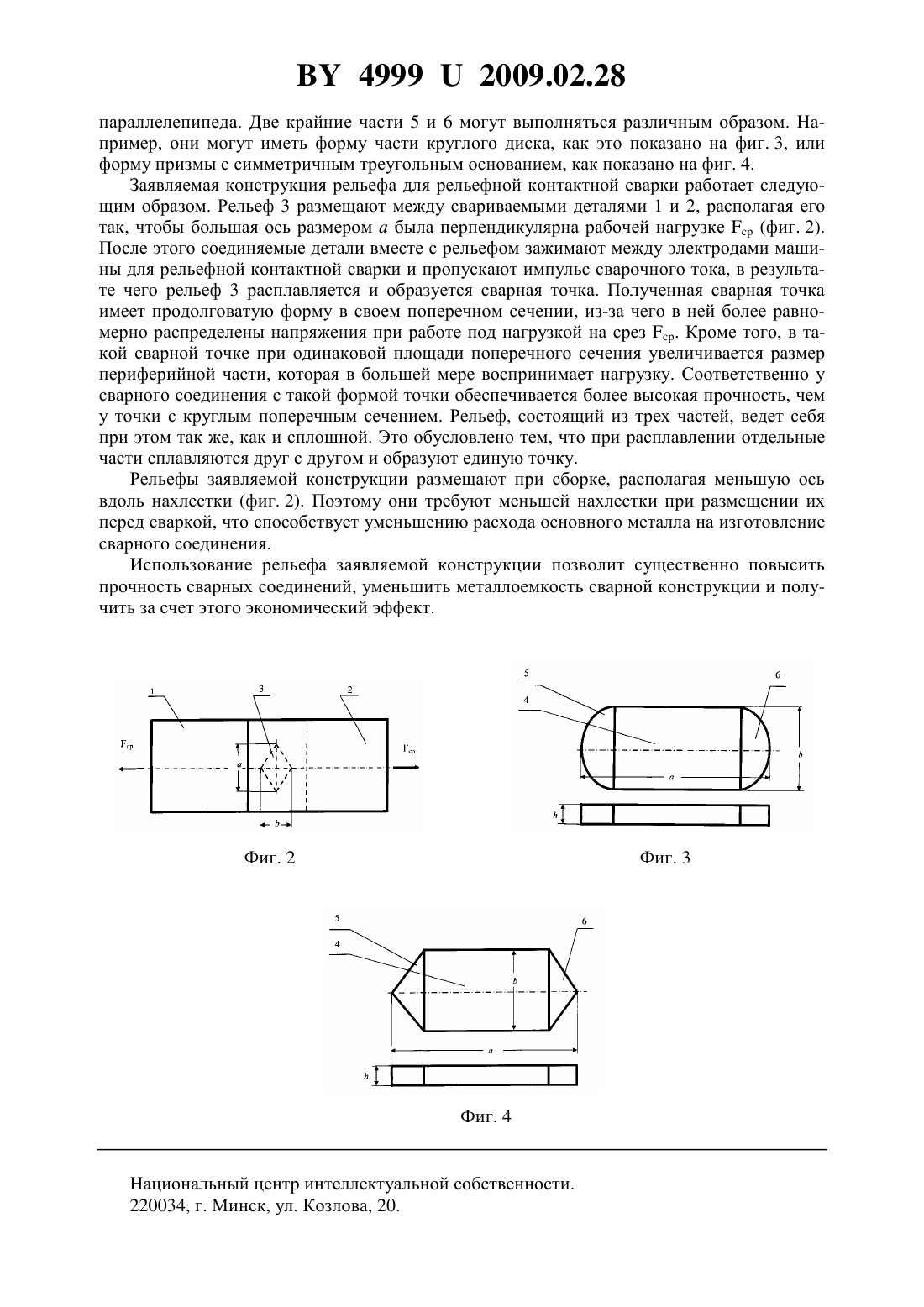
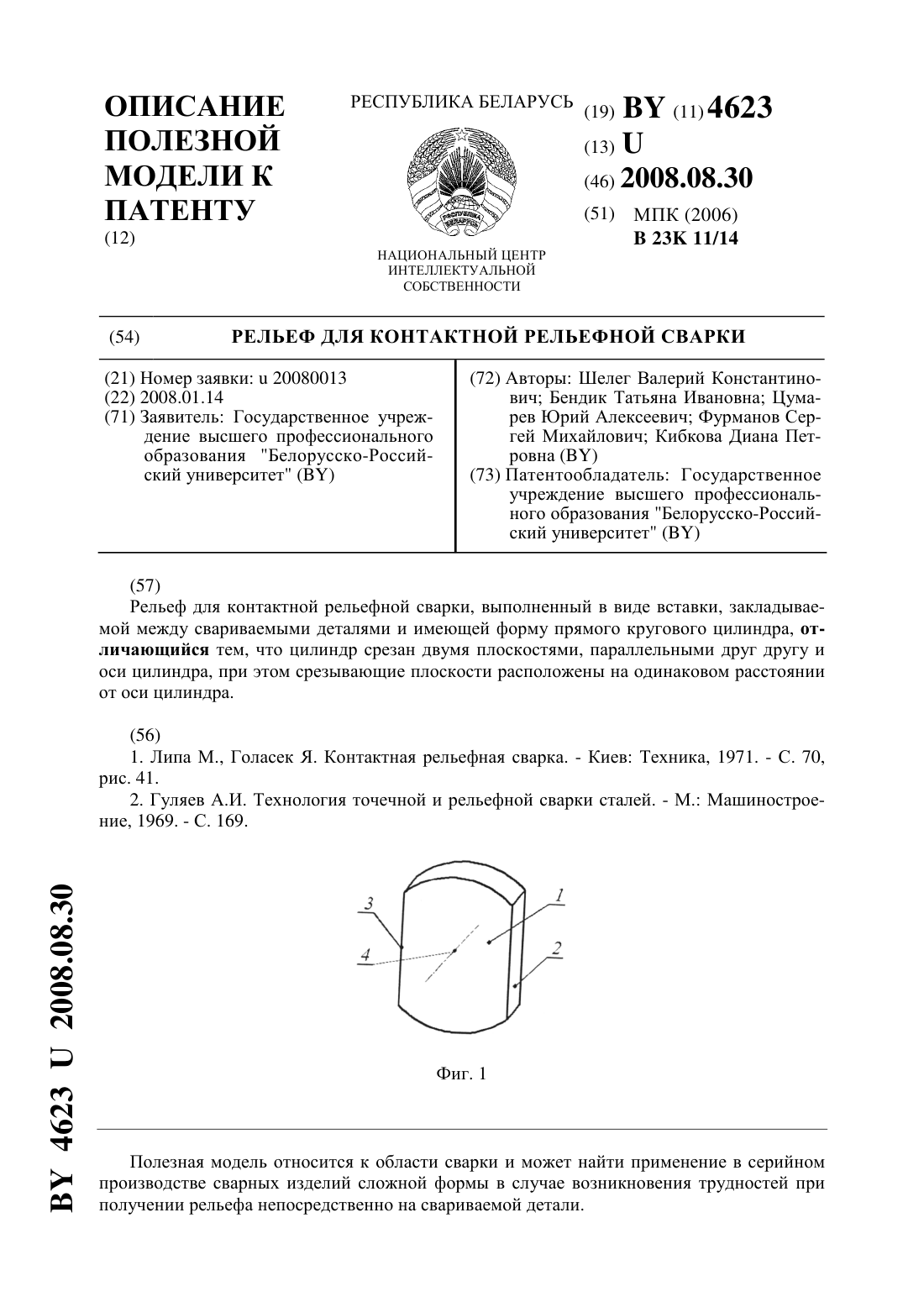
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ РЕЛЬЕФ ДЛЯ РЕЛЬЕФНОЙ КОНТАКТНОЙ СВАРКИ(71) Заявитель Белорусский национальный технический университет(72) Авторы Шелег Валерий Константинович Писарев Владимир Александрович Цумарев Юрий Алексеевич Емельянов Светозар Николаевич Цумарев Евгений Николаевич(73) Патентообладатель Белорусский национальный технический университет(57) 1. Рельеф для контактной рельефной сварки в виде симметричной вставки, закладываемой между свариваемыми деталями, отличающийся тем, что размер вставки в поперечном по отношению к оси сварного соединения направлении больше ее размера в продольном направлении. 2. Рельеф для контактной рельефной сварки по п. 1, отличающийся тем, что вставка выполнена в виде призмы с ромбическим основанием. 3. Рельеф для контактной рельефной сварки по п. 1, отличающийся тем, что вставка составлена из трех частей, одна из которых, расположенная в середине, имеет форму прямоугольного параллелепипеда, а две крайние части выполнены одинаковыми и имеют форму части круглого диска. 4. Рельеф для контактной рельефной сварки по п. 1, отличающийся тем, что вставка составлена из трех частей, одна из которых, расположенная в середине, имеет форму прямоугольного параллелепипеда, а две крайние части выполнены одинаковыми и имеют форму призмы с симметричным треугольным основанием. 49992009.02.28 Полезная модель относится к области сварки и может найти применение в серийном производстве сварных изделий сложной формы, в случае возникновения трудностей при получении рельефа непосредственно на свариваемой детали. Известна конструкция рельефа для рельефной контактной сварки, представляющая собой выступ, получаемый штамповкой на одной из свариваемых поверхностей 1. Недостатком этого рельефа является наличие вмятин от штамповки на поверхностях деталей, что ухудшает внешний вид изделия и снижает работоспособность получаемых сварных соединений при циклической нагрузке. Кроме того, такая конструкция рельефа не может быть применена при сварке металла большой толщины. Наиболее близким к заявляемому объекту по технической сущности и достигаемому результату является рельеф для рельефной контактной сварки в виде вставки, закладываемой между свариваемыми деталями, при этом вставка выполнена в виде прямого кругового цилиндра 2. Недостатком данного рельефа, принятого за прототип, является низкая прочность получаемых сварных соединений, обусловленная значительной концентрацией напряжений на периферии сварной точки при работе изделия под нагрузкой. В результате такого распределения напряжений центральная часть сварной точки оказывается слабонагруженной,а основная нагрузка воспринимается периферийной ее частью. Задачей полезной модели является повышение прочности сварного соединения. Поставленная задача достигается тем, что в рельефе для рельефной контактной сварки, выполненном в виде симметричной вставки, закладываемой между свариваемыми деталями, согласно полезной модели, размер вставки в поперечном по отношению к оси сварного соединения направлении принимают большим, чем ее размер в продольном направлении. Для этого вставка выполнена в виде призмы с ромбическим основанием или состоящей из трех частей, одна из которых, расположенная в середине, имеет форму прямоугольного параллелепипеда. Оставшиеся две одинаковые части вставки имеют форму либо части круглого диска, либо форму призмы с симметричным треугольным основанием. Благодаря тому что размер вставки в поперечном по отношению к оси сварного соединения направлении принят большим, чем ее размер в продольном направлении, сварная точка лучше вписывается в конфигурацию сварного соединения и при одинаковой величине нахлестки может иметь большую площадь поперечного сечения. Поэтому ее прочность при работе под нагрузкой будет выше, чем у точки круглого сечения. Кроме того, в полученном за счет использования заявляемого рельефа сварном соединении при одинаковой площади среза увеличивается площадь его периферийной зоны, воспринимающей большую часть рабочей нагрузки. Это приводит к повышению прочности сварной точки и соединения в целом. Выполнение рельефа заявляемой конструкции составным, состоящим из трех частей, упрощает технологию изготовления самого рельефа и позволяет уменьшить количество отходов при этом. Сущность полезной модели поясняется чертежами. На фиг. 1 показан заявляемый рельеф для рельефной контактной сварки, на фиг. 2 - схема размещения заявляемого рельефа при сборке под сварку. На фиг. 3 и 4 показаны варианты выполнения заявляемого рельефа, когда он состоит из трех частей. Собранное под сварку соединение включает в себя соединяемую деталь 1, соединяемую деталь 2 и рельеф 3. Рельеф 3 выполнен в виде вставки, которая размещена между свариваемыми деталями 1 и 2. Заявляемый рельеф для рельефной контактной сварки характеризуется следующими размерами высота рельефаразмер в поперечном по отношению к оси сварного соединения направленииразмер в продольном (осевом) направлении . Размер в поперечном направлении больше размера в осевом направлении, т.е.. В случае необходимости рельеф для рельефной контактной сварки выполняют составным. При этом он состоит из трех частей. Средняя часть 4 имеет форму прямоугольного 2 49992009.02.28 параллелепипеда. Две крайние части 5 и 6 могут выполняться различным образом. Например, они могут иметь форму части круглого диска, как это показано на фиг. 3, или форму призмы с симметричным треугольным основанием, как показано на фиг. 4. Заявляемая конструкция рельефа для рельефной контактной сварки работает следующим образом. Рельеф 3 размещают между свариваемыми деталями 1 и 2, располагая его так, чтобы большая ось размером а была перпендикулярна рабочей нагрузке(фиг. 2). После этого соединяемые детали вместе с рельефом зажимают между электродами машины для рельефной контактной сварки и пропускают импульс сварочного тока, в результате чего рельеф 3 расплавляется и образуется сварная точка. Полученная сварная точка имеет продолговатую форму в своем поперечном сечении, из-за чего в ней более равномерно распределены напряжения при работе под нагрузкой на срез . Кроме того, в такой сварной точке при одинаковой площади поперечного сечения увеличивается размер периферийной части, которая в большей мере воспринимает нагрузку. Соответственно у сварного соединения с такой формой точки обеспечивается более высокая прочность, чем у точки с круглым поперечным сечением. Рельеф, состоящий из трех частей, ведет себя при этом так же, как и сплошной. Это обусловлено тем, что при расплавлении отдельные части сплавляются друг с другом и образуют единую точку. Рельефы заявляемой конструкции размещают при сборке, располагая меньшую ось вдоль нахлестки (фиг. 2). Поэтому они требуют меньшей нахлестки при размещении их перед сваркой, что способствует уменьшению расхода основного металла на изготовление сварного соединения. Использование рельефа заявляемой конструкции позволит существенно повысить прочность сварных соединений, уменьшить металлоемкость сварной конструкции и получить за счет этого экономический эффект. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23K 11/14
Метки: контактной, рельеф, сварки, рельефной
Код ссылки
<a href="https://by.patents.su/3-u4999-relef-dlya-relefnojj-kontaktnojj-svarki.html" rel="bookmark" title="База патентов Беларуси">Рельеф для рельефной контактной сварки</a>
Рельеф для контактной рельефной сварки
Номер патента: U 4623
Опубликовано: 30.08.2008
Авторы: Бендик Татьяна Ивановна, Шелег Валерий Константинович, Цумарев Юрий Алексеевич, Фурманов Сергей Михайлович, Кибкова Диана Петровна
МПК: B23K 11/14
Метки: рельеф, рельефной, контактной, сварки
Текст:
...цилиндра, согласно полезной модели, цилиндр срезан двумя плоскостями, параллельными друг другу и оси цилиндра, при этом срезывающие плоскости расположены на одинаковом расстоянии от оси цилиндра. Благодаря тому, что вставка выполнена в форме прямого кругового цилиндра, срезанного двумя плоскостями, параллельными друг другу и оси цилиндра, а также тому, что срезывающие плоскости расположены на одинаковом расстоянии от оси цилиндра, в...
Конструкция рельефа для рельефной контактной сварки

Номер патента: U 4571
Опубликовано: 30.08.2008
Авторы: Кибкова Диана Петровна, Бендик Татьяна Ивановна, Цумарев Юрий Алексеевич, Фурманов Сергей Михайлович, Шелег Валерий Константинович
МПК: B23K 11/14
Метки: конструкция, рельефа, контактной, сварки, рельефной
Текст:
...Поставленная задача достигается тем, что в конструкции рельефа для рельефной контактной сварки, выполненной в виде вставки, закладываемой между свариваемыми деталями, согласно полезной модели, вставка выполнена в форме прямоугольного параллелепипеда. Благодаря тому, что вставка выполнена в форме прямоугольного параллелепипеда в сварном соединении, при одинаковой площади сварного соединения увеличивается площадь его периферийной части,...
Конструкция рельефа для контактной рельефной сварки

Номер патента: U 4570
Опубликовано: 30.08.2008
Авторы: Фурманов Сергей Михайлович, Цумарев Юрий Алексеевич, Кибкова Диана Петровна, Шелег Валерий Константинович, Бендик Татьяна Ивановна
МПК: B23K 11/14
Метки: контактной, рельефа, рельефной, конструкция, сварки
Текст:
...сварного соединения. Поставленная задача достигается тем, что в конструкции рельефа для контактной рельефной сварки, выполненной в виде вставки, закладываемой между свариваемыми деталями, согласно полезной модели, вставка выполнена в форме наклонного цилиндра с эллиптическим основанием. Благодаря тому что вставка выполнена в форме наклонного цилиндра с эллиптическим основанием, в сварном соединении при одинаковой площади сварной точки...
Электродный узел для контактной точечной и рельефной сварки
Номер патента: U 3803
Опубликовано: 30.08.2007
Авторы: Цумарев Юрий Алексеевич, Емельянов Светозар Николаевич, Латыпова Елена Юрьевна, Фурманов Сергей Михайлович, Радченко Александр Адамович, Бендик Татьяна Ивановна
МПК: B23K 11/30, B23K 11/10
Метки: контактной, сварки, электродный, рельефной, узел, точечной
Текст:
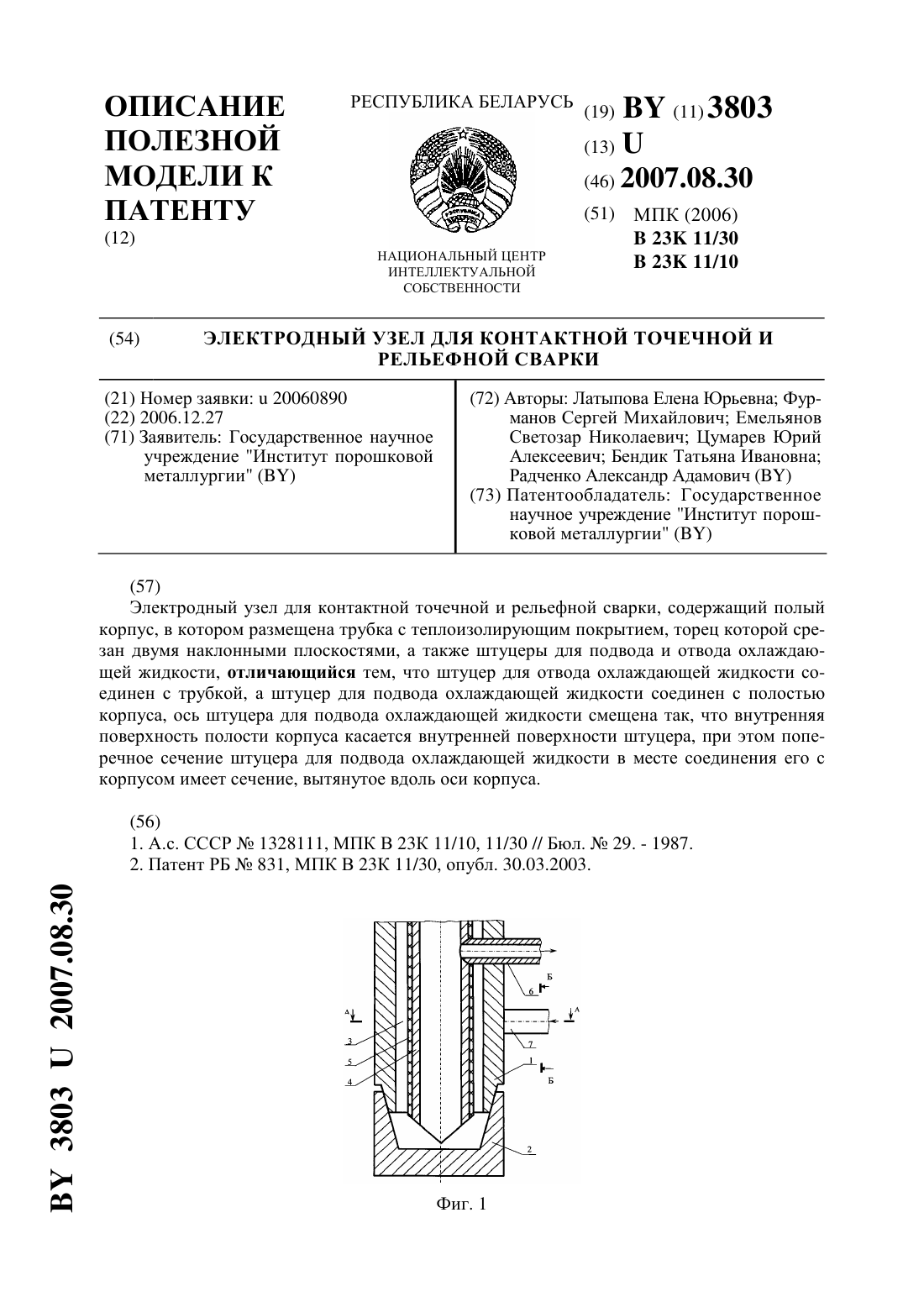
...рельефной сварки, содержащем полый корпус с электродом, в котором размещена трубка с теплоизолирующим покрытием, торец которой срезан двумя наклонными плоскостями, а также штуцеры для подвода и отвода охлаждающей жидкости, согласно полезной модели,штуцер для отвода охлаждающей жидкости соединен с трубкой, а штуцер для подвода охлаждающей жидкости соединен с полостью корпуса, при этом ось штуцера для подвода охлаждающей жидкости смещена так,...
Установка для контактной точечной сварки
Номер патента: U 865
Опубликовано: 30.06.2003
Автор: Болотов Сергей Владимирович
МПК: B23K 11/10
Метки: точечной, сварки, контактной, установка
Текст:
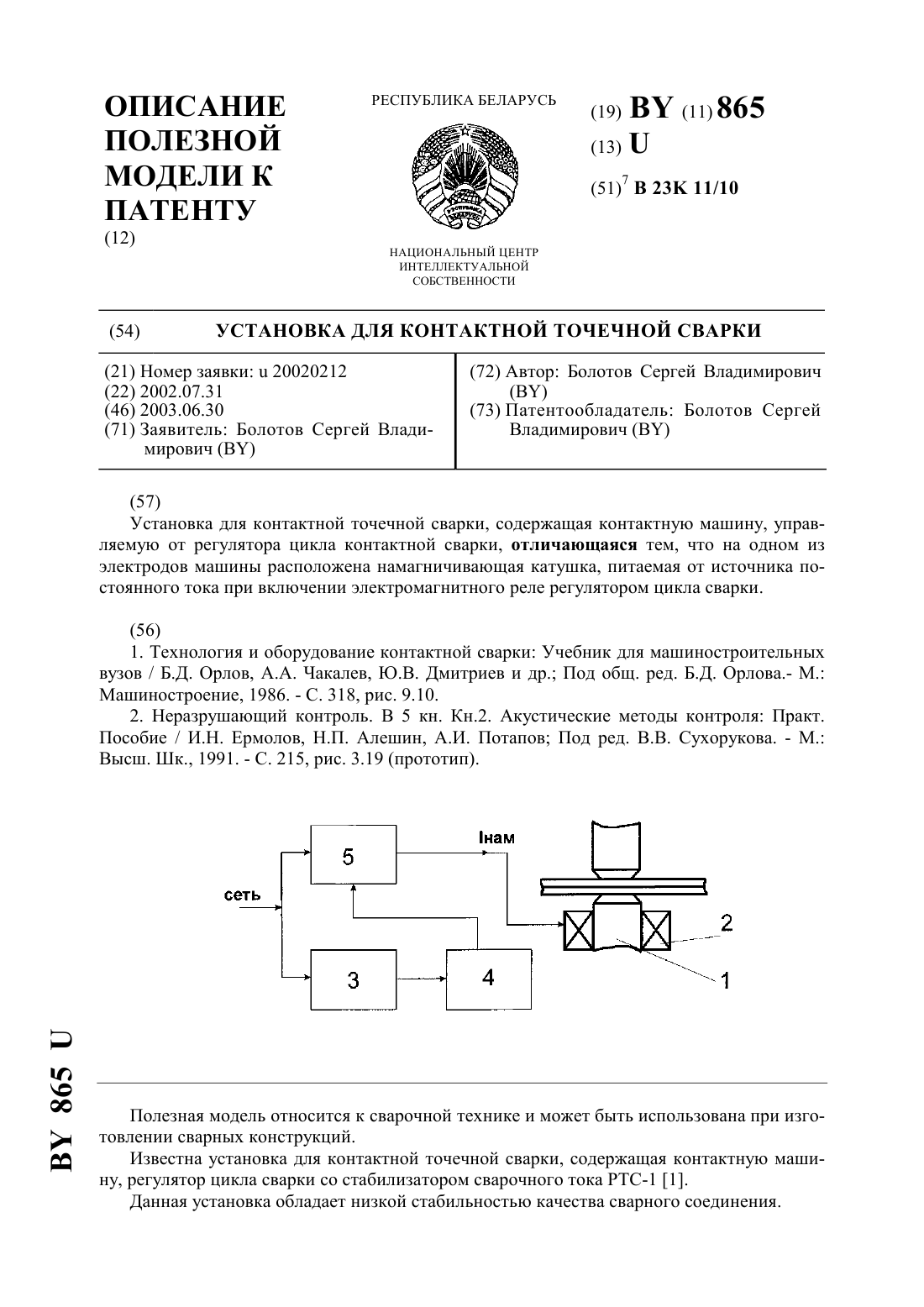
...изготовления электродов и возможностью образования воздушных пузырьков в водном акустическом контакте, существенно искажающих сигналы качества. Задачей полезной модели является обеспечение возможности контроля качества сварного соединения с высокой достоверностью. Поставленная задача достигается тем, в установке для контактной точечной сварки,содержащей контактную машину, управляемую от регулятора цикла контактной сварки,согласно...
Предыдущий патент: Устройство для восстановления работоспособности радиально-упорного шарикоподшипника
Следующий патент: Устройство пофрагментного сканирования графических документов
Случайный патент: Гербицидная композиция