Рельеф для контактной рельефной сварки
Номер патента: U 4623
Опубликовано: 30.08.2008
Авторы: Фурманов Сергей Михайлович, Бендик Татьяна Ивановна, Цумарев Юрий Алексеевич, Шелег Валерий Константинович, Кибкова Диана Петровна
Текст
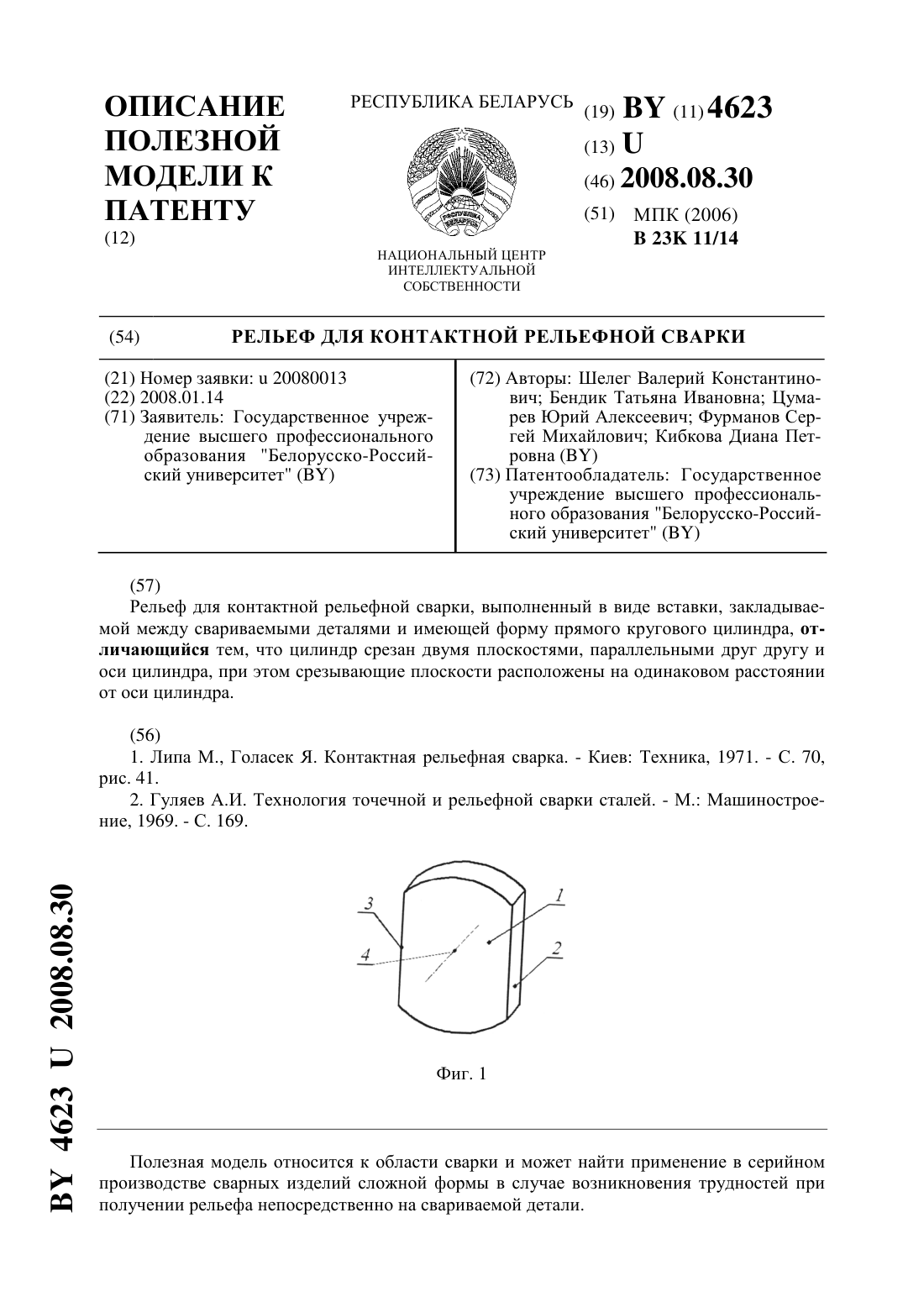
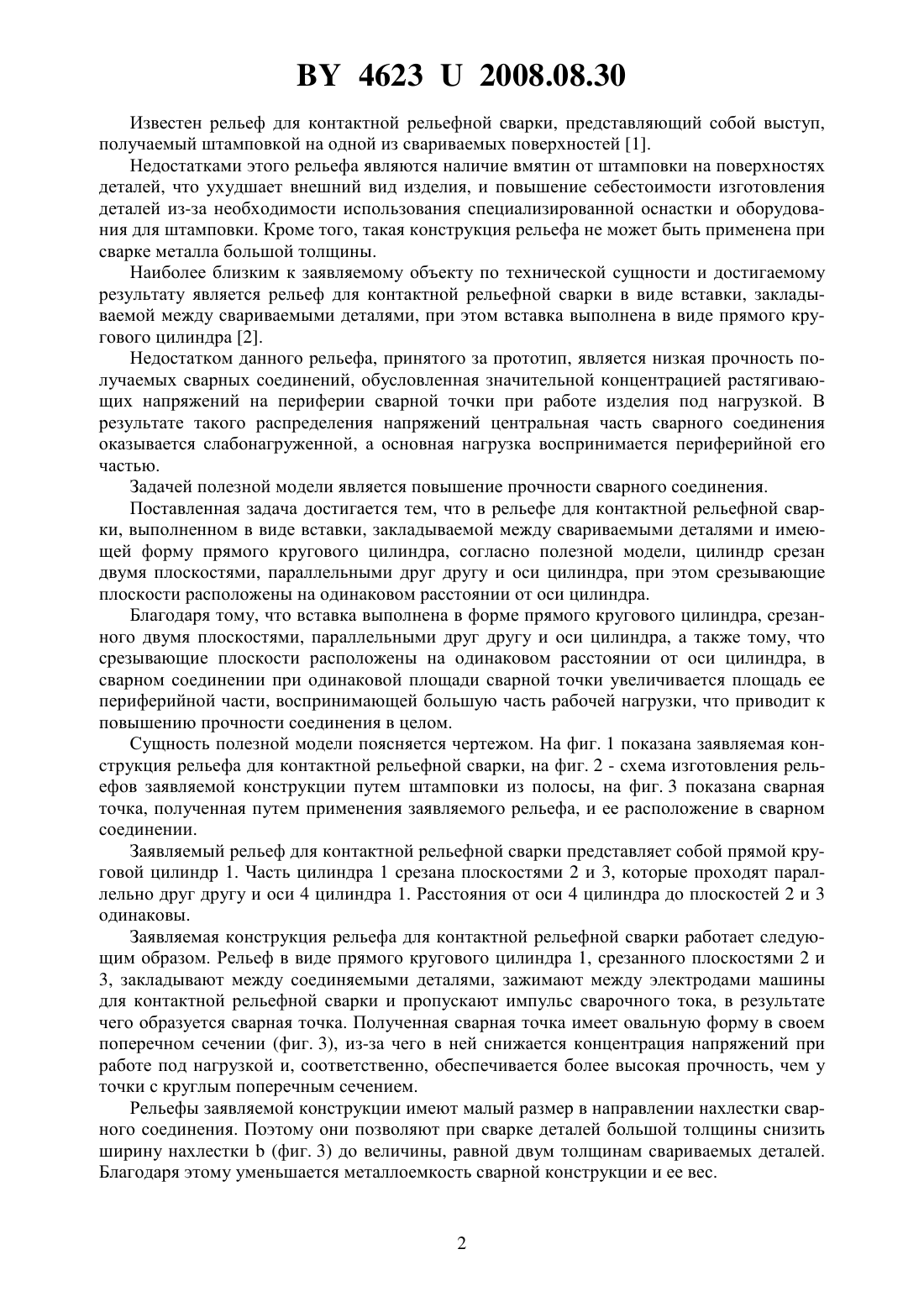
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ РЕЛЬЕФ ДЛЯ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Шелег Валерий Константинович Бендик Татьяна Ивановна Цумарев Юрий Алексеевич Фурманов Сергей Михайлович Кибкова Диана Петровна(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) Рельеф для контактной рельефной сварки, выполненный в виде вставки, закладываемой между свариваемыми деталями и имеющей форму прямого кругового цилиндра, отличающийся тем, что цилиндр срезан двумя плоскостями, параллельными друг другу и оси цилиндра, при этом срезывающие плоскости расположены на одинаковом расстоянии от оси цилиндра. Полезная модель относится к области сварки и может найти применение в серийном производстве сварных изделий сложной формы в случае возникновения трудностей при получении рельефа непосредственно на свариваемой детали. 46232008.08.30 Известен рельеф для контактной рельефной сварки, представляющий собой выступ,получаемый штамповкой на одной из свариваемых поверхностей 1. Недостатками этого рельефа являются наличие вмятин от штамповки на поверхностях деталей, что ухудшает внешний вид изделия, и повышение себестоимости изготовления деталей из-за необходимости использования специализированной оснастки и оборудования для штамповки. Кроме того, такая конструкция рельефа не может быть применена при сварке металла большой толщины. Наиболее близким к заявляемому объекту по технической сущности и достигаемому результату является рельеф для контактной рельефной сварки в виде вставки, закладываемой между свариваемыми деталями, при этом вставка выполнена в виде прямого кругового цилиндра 2. Недостатком данного рельефа, принятого за прототип, является низкая прочность получаемых сварных соединений, обусловленная значительной концентрацией растягивающих напряжений на периферии сварной точки при работе изделия под нагрузкой. В результате такого распределения напряжений центральная часть сварного соединения оказывается слабонагруженной, а основная нагрузка воспринимается периферийной его частью. Задачей полезной модели является повышение прочности сварного соединения. Поставленная задача достигается тем, что в рельефе для контактной рельефной сварки, выполненном в виде вставки, закладываемой между свариваемыми деталями и имеющей форму прямого кругового цилиндра, согласно полезной модели, цилиндр срезан двумя плоскостями, параллельными друг другу и оси цилиндра, при этом срезывающие плоскости расположены на одинаковом расстоянии от оси цилиндра. Благодаря тому, что вставка выполнена в форме прямого кругового цилиндра, срезанного двумя плоскостями, параллельными друг другу и оси цилиндра, а также тому, что срезывающие плоскости расположены на одинаковом расстоянии от оси цилиндра, в сварном соединении при одинаковой площади сварной точки увеличивается площадь ее периферийной части, воспринимающей большую часть рабочей нагрузки, что приводит к повышению прочности соединения в целом. Сущность полезной модели поясняется чертежом. На фиг. 1 показана заявляемая конструкция рельефа для контактной рельефной сварки, на фиг. 2 - схема изготовления рельефов заявляемой конструкции путем штамповки из полосы, на фиг. 3 показана сварная точка, полученная путем применения заявляемого рельефа, и ее расположение в сварном соединении. Заявляемый рельеф для контактной рельефной сварки представляет собой прямой круговой цилиндр 1. Часть цилиндра 1 срезана плоскостями 2 и 3, которые проходят параллельно друг другу и оси 4 цилиндра 1. Расстояния от оси 4 цилиндра до плоскостей 2 и 3 одинаковы. Заявляемая конструкция рельефа для контактной рельефной сварки работает следующим образом. Рельеф в виде прямого кругового цилиндра 1, срезанного плоскостями 2 и 3, закладывают между соединяемыми деталями, зажимают между электродами машины для контактной рельефной сварки и пропускают импульс сварочного тока, в результате чего образуется сварная точка. Полученная сварная точка имеет овальную форму в своем поперечном сечении (фиг. 3), из-за чего в ней снижается концентрация напряжений при работе под нагрузкой и, соответственно, обеспечивается более высокая прочность, чем у точки с круглым поперечным сечением. Рельефы заявляемой конструкции имеют малый размер в направлении нахлестки сварного соединения. Поэтому они позволяют при сварке деталей большой толщины снизить ширину нахлестки(фиг. 3) до величины, равной двум толщинам свариваемых деталей. Благодаря этому уменьшается металлоемкость сварной конструкции и ее вес. 46232008.08.30 Заявляемый рельеф для контактной рельефной сварки не требует сложной технологии изготовления. Для того чтобы изготовить рельефы заявляемой конструкции, достаточно разрезать лист требуемой толщины на полосы, ширина которых равна расстоянию между параллельными плоскостями 2 и 3. Из такой полосы требуемые рельефы можно отштамповать пуансоном круглой формы, как это схематично показано на фиг. 2. Использование рельефа заявляемой конструкции позволит существенно повысить прочность сварных соединений, уменьшить металлоемкость сварных конструкций, снизить себестоимость изготовления деталей и получить за счет этого экономический эффект. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23K 11/14
Метки: рельеф, рельефной, контактной, сварки
Код ссылки
<a href="https://by.patents.su/3-u4623-relef-dlya-kontaktnojj-relefnojj-svarki.html" rel="bookmark" title="База патентов Беларуси">Рельеф для контактной рельефной сварки</a>
Конструкция рельефа для контактной рельефной сварки

Номер патента: U 4570
Опубликовано: 30.08.2008
Авторы: Шелег Валерий Константинович, Фурманов Сергей Михайлович, Бендик Татьяна Ивановна, Кибкова Диана Петровна, Цумарев Юрий Алексеевич
МПК: B23K 11/14
Метки: сварки, рельефа, конструкция, контактной, рельефной
Текст:
...сварного соединения. Поставленная задача достигается тем, что в конструкции рельефа для контактной рельефной сварки, выполненной в виде вставки, закладываемой между свариваемыми деталями, согласно полезной модели, вставка выполнена в форме наклонного цилиндра с эллиптическим основанием. Благодаря тому что вставка выполнена в форме наклонного цилиндра с эллиптическим основанием, в сварном соединении при одинаковой площади сварной точки...
Электродный узел для контактной точечной и рельефной сварки
Номер патента: U 3803
Опубликовано: 30.08.2007
Авторы: Бендик Татьяна Ивановна, Цумарев Юрий Алексеевич, Фурманов Сергей Михайлович, Латыпова Елена Юрьевна, Емельянов Светозар Николаевич, Радченко Александр Адамович
МПК: B23K 11/30, B23K 11/10
Метки: электродный, рельефной, сварки, контактной, точечной, узел
Текст:
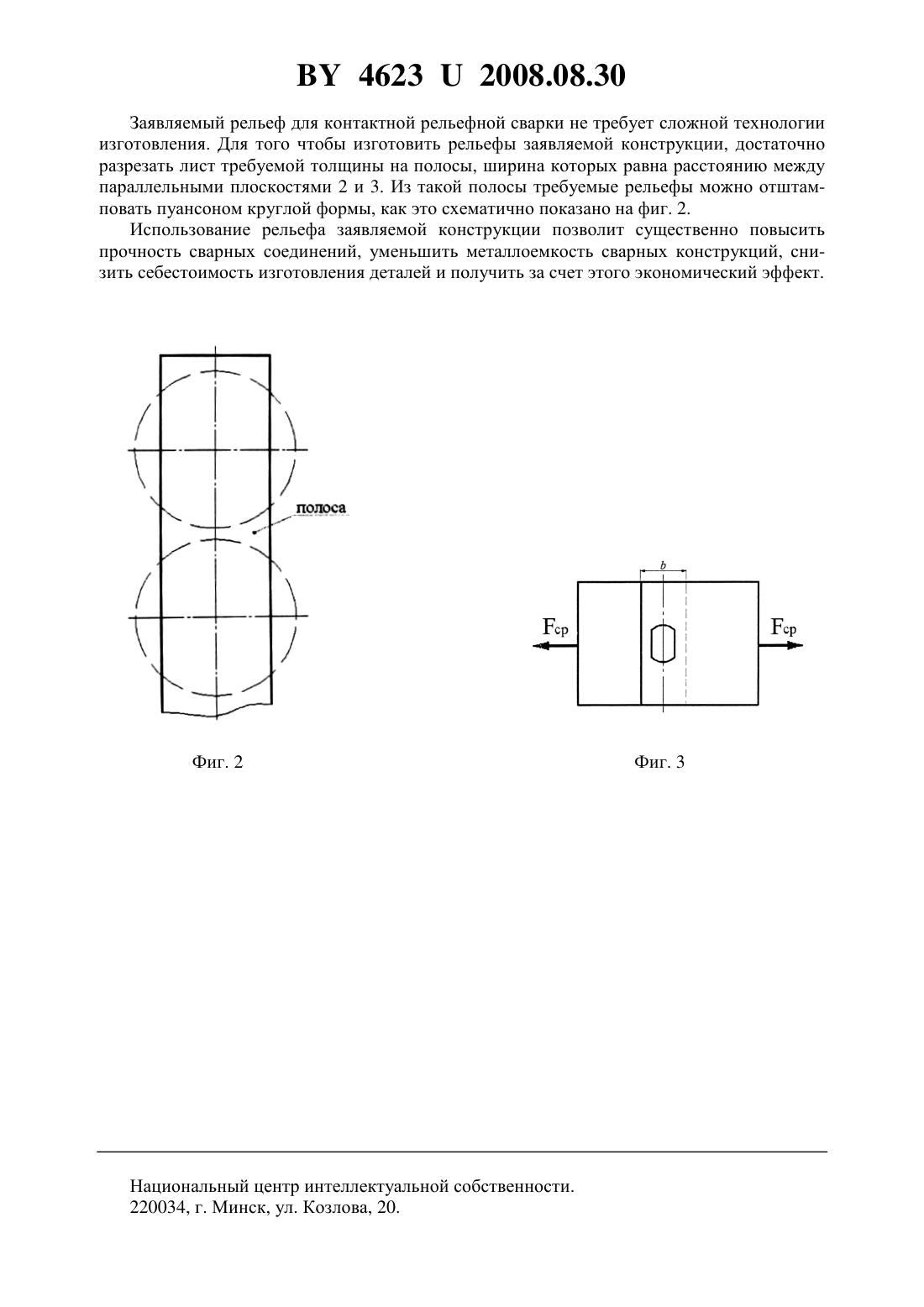
...рельефной сварки, содержащем полый корпус с электродом, в котором размещена трубка с теплоизолирующим покрытием, торец которой срезан двумя наклонными плоскостями, а также штуцеры для подвода и отвода охлаждающей жидкости, согласно полезной модели,штуцер для отвода охлаждающей жидкости соединен с трубкой, а штуцер для подвода охлаждающей жидкости соединен с полостью корпуса, при этом ось штуцера для подвода охлаждающей жидкости смещена так,...
Электродный узел для точечной и рельефной сварки
Номер патента: U 2922
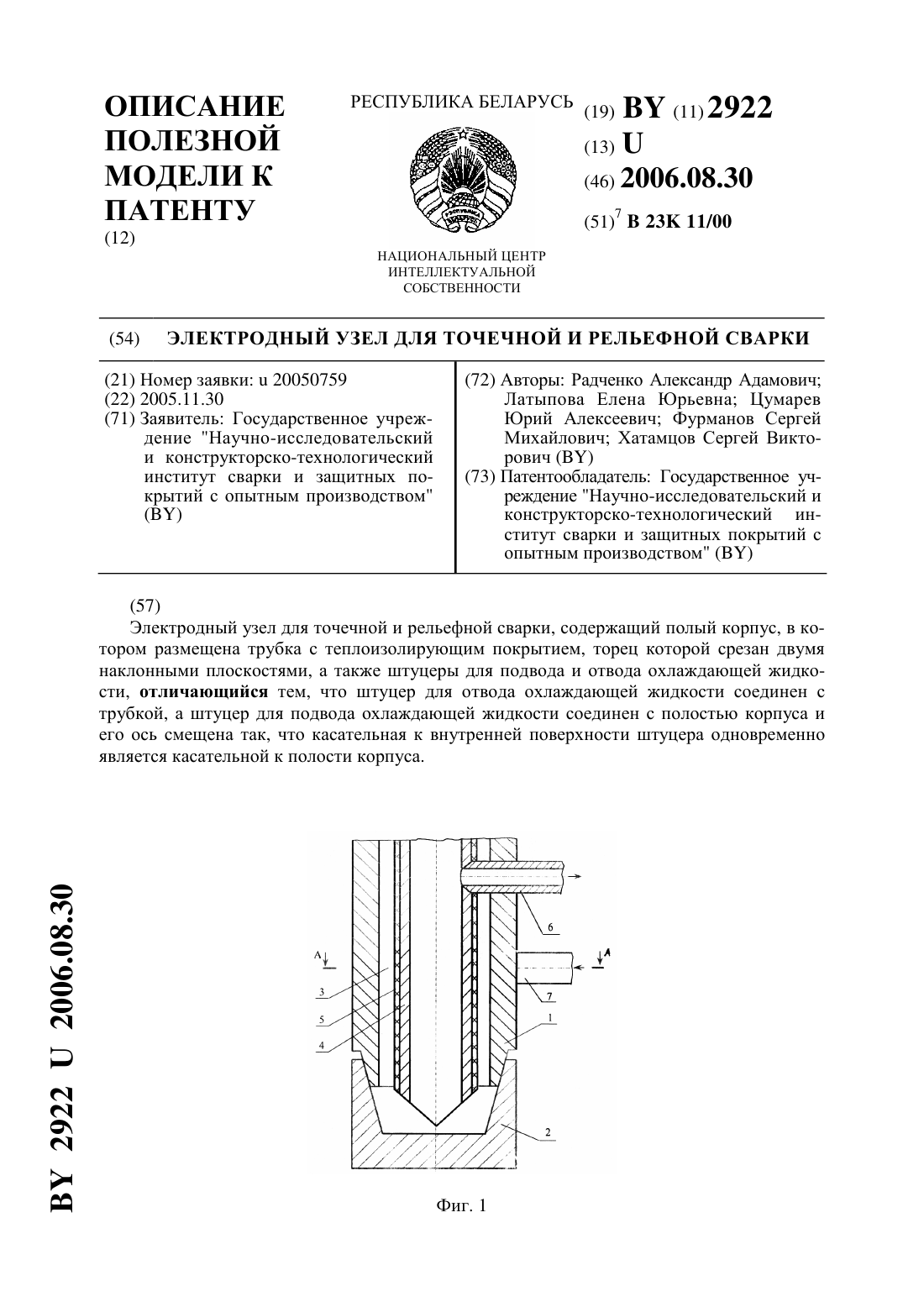
Опубликовано: 30.08.2006
Авторы: Радченко Александр Адамович, Цумарев Юрий Алексеевич, Фурманов Сергей Михайлович, Латыпова Елена Юрьевна, Хатамцов Сергей Викторович
МПК: B23K 11/00
Метки: электродный, точечной, узел, рельефной, сварки
Текст:
...наличием рассекателя внутри трубки. Задачей полезной модели является упрощение конструкции электродного узла. Поставленная задача достигается тем, что в электродном узле для точечной и рельефной сварки, содержащем полый корпус с электродом, в котором размещена трубка с теплоизолирующим покрытием, торец которой срезан двумя наклонными плоскостями, а также штуцеры для подвода и отвода охлаждающей жидкости, согласно полезной модели,штуцер...
Способ рельефной сварки
Номер патента: 102
Опубликовано: 30.09.1994
Автор: Мазаник О. Н.
МПК: B23K 11/14
Метки: сварки, рельефной, способ
Текст:
...при-этом усилие на электродах Р 1 Р 2) Да- . т лее подается импульосварочноуго Тока. рельефы плавятся и гайка осаживается клисту. в конце осадки усилие Р 2 на электртконце-осадки релеефа усилия на электроде.у де-41 размещенном на гайке уменьшают. темсамым уменьшая деформацию гайки Вели-и чин 3 атусилия в конце-Цосадки определяется5.1 фри во бзр едгенн ияу. Способ рельефной сварки. преимущест венногайки-с листом, при котором на гайке-...
Электрод для рельефной сварки
Номер патента: 71
Опубликовано: 30.09.1994
Авторы: Мазаник О. Н., Павловский А. Н.
МПК: B23K 11/30, B23K 11/14
Метки: сварки, рельефной, электрод
Текст:
...-На фиг. 1 изображен предлагаемый электроде упором в виде втулки. общий вид на фиг. 2 то же. в рабочем положении на фиг. 3 электрод с упором-втулкой. опирающейся в процессе сварки на нижний элек трод на фиг. 4 электрод с упором. ТМОНТИПОЕЭННЫМ на ДЕРЖЭТЕЛЭ ТОКОПОДВОт дящего стержня. - Электрод содержит токоподводящий стержень 1 с охлаждающим каналом 2. установленный держателе 3. На резьбу стерж Пггбэсттеглтзтгайка 5. Упор 4...
Предыдущий патент: Конструкция рельефа для контактной рельефной сварки
Следующий патент: Монохроматор-спектрограф двукратной дисперсии
Случайный патент: Способ профилактики рецидивного камнеобразования при кальциевом нефролитиазе