Устройство для электрохимической полировки наружной поверхности длинномерных изделий
Номер патента: U 907
Опубликовано: 30.06.2003
Авторы: Бровкин Александр Владимирович, Никитин Александр Иванович, Паршуто Александр Эрнстович
Текст
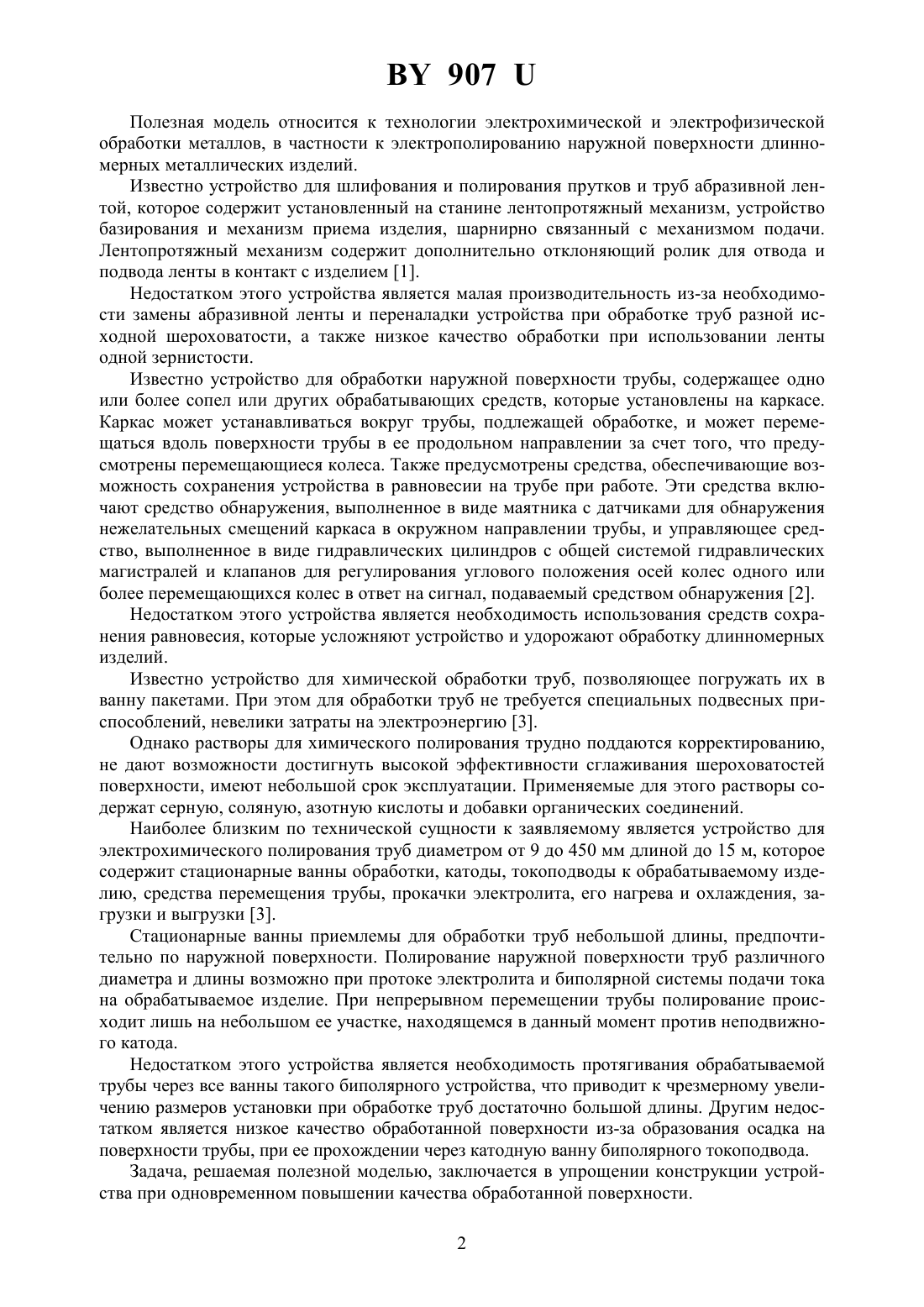
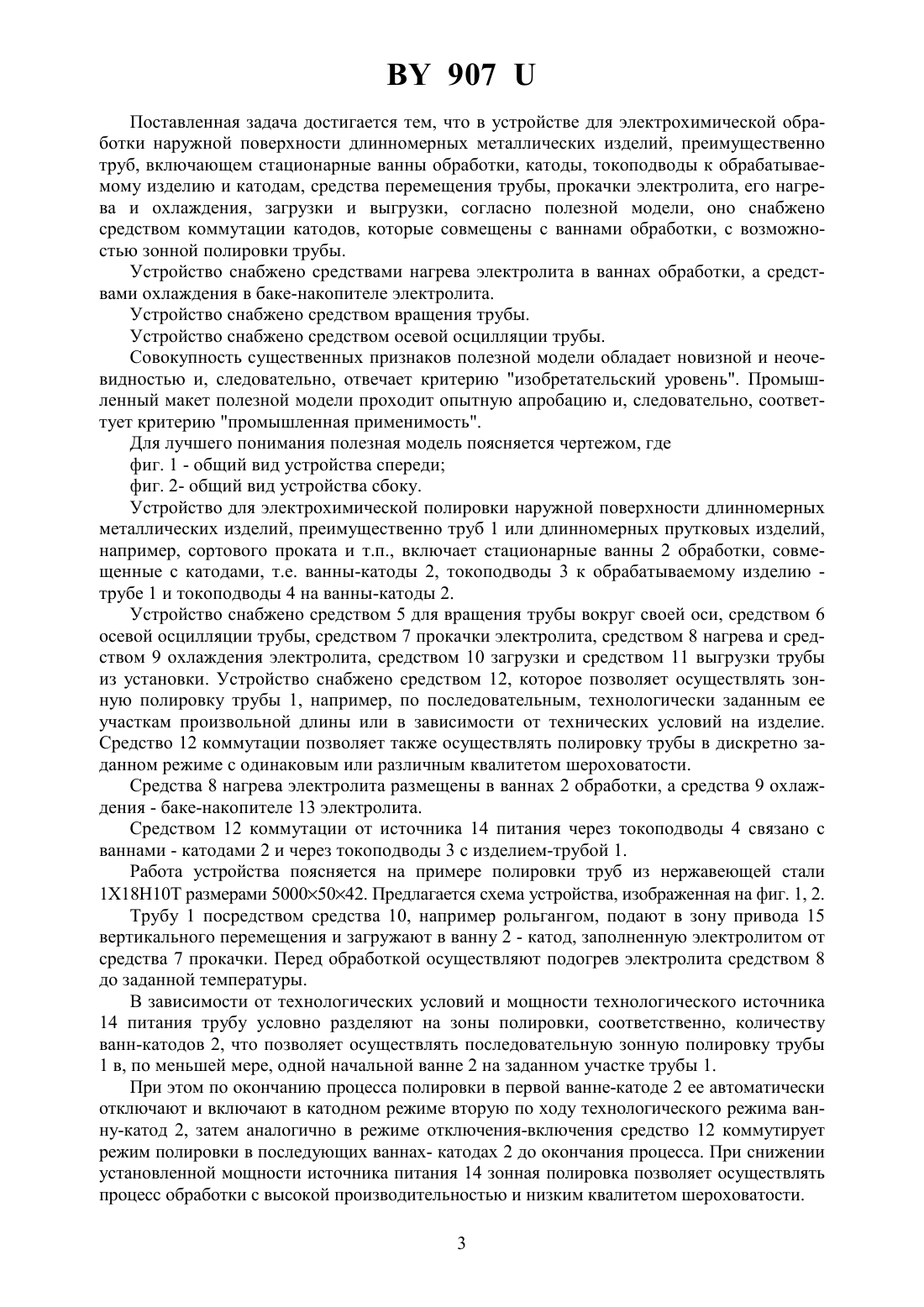
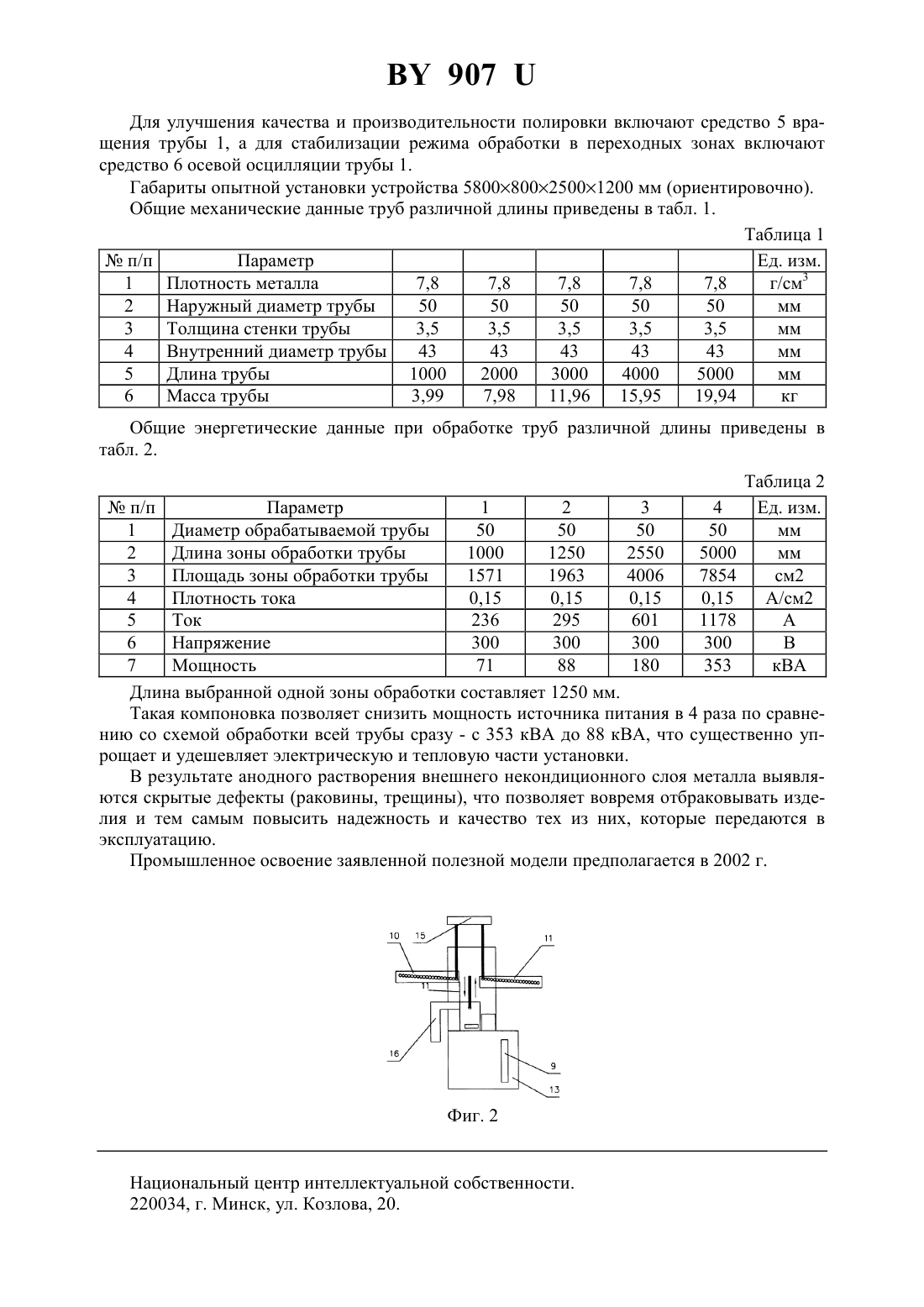
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ПОЛИРОВКИ НАРУЖНОЙ ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ(71) Заявители УП Институт Белоргстанкинпром Паршуто Александр Эрнстович(72) Авторы Бровкин Александр Владимирович Никитин Александр Иванович Паршуто Александр Эрнстович(73) Патентообладатели УП Институт Белоргстанкинпром Паршуто Александр Эрнстович(57) 1. Устройство для электрохимической полировки наружной поверхности длинномерных изделий, преимущественно труб, включающее стационарные ванны обработки, катоды, токоподводы к обрабатываемому изделию и катодам, средства перемещения трубы,прокачки электролита, его нагрева и охлаждения, загрузки и выгрузки, бак-накопитель электролита, отличающееся тем, что оно снабжено средством коммутации катодов, совмещенных с ваннами обработки, с возможностью зонной полировки трубы. 2. Устройство по п. 1, отличающееся тем, что средства нагрева электролита размещены в ваннах обработки, а средства охлаждения размещены в баке-накопителе электролита. 3. Устройство по любому из пп. 1,2, отличающееся тем, что оно снабжено средством вращения трубы. 4. Устройство по любому из пп. 1-3, отличающееся тем, что оно снабжено средством осевой осцилляции трубы.(56) 1. Заявка РФ 93056048, В 24 В 21/02. Станок для ленточного шлифования и полирования длинномерных цилиндрических изделий / Клубович В.В. и др. // БИ 16. - 1996. 2. Заявка РФ 94030726, В 08 В 9/02. Устройство для обработки наружной поверхности трубы. Ван Воскэйлен-Вауденберг Б.В.// БИ 04. - 1996. 3. Грилихес С.Я. Электрохимическое и химическое полирование. - Л. Машиностроение, 1987. - С. 202 (прототип). 907 Полезная модель относится к технологии электрохимической и электрофизической обработки металлов, в частности к электрополированию наружной поверхности длинномерных металлических изделий. Известно устройство для шлифования и полирования прутков и труб абразивной лентой, которое содержит установленный на станине лентопротяжный механизм, устройство базирования и механизм приема изделия, шарнирно связанный с механизмом подачи. Лентопротяжный механизм содержит дополнительно отклоняющий ролик для отвода и подвода ленты в контакт с изделием 1. Недостатком этого устройства является малая производительность из-за необходимости замены абразивной ленты и переналадки устройства при обработке труб разной исходной шероховатости, а также низкое качество обработки при использовании ленты одной зернистости. Известно устройство для обработки наружной поверхности трубы, содержащее одно или более сопел или других обрабатывающих средств, которые установлены на каркасе. Каркас может устанавливаться вокруг трубы, подлежащей обработке, и может перемещаться вдоль поверхности трубы в ее продольном направлении за счет того, что предусмотрены перемещающиеся колеса. Также предусмотрены средства, обеспечивающие возможность сохранения устройства в равновесии на трубе при работе. Эти средства включают средство обнаружения, выполненное в виде маятника с датчиками для обнаружения нежелательных смещений каркаса в окружном направлении трубы, и управляющее средство, выполненное в виде гидравлических цилиндров с общей системой гидравлических магистралей и клапанов для регулирования углового положения осей колес одного или более перемещающихся колес в ответ на сигнал, подаваемый средством обнаружения 2. Недостатком этого устройства является необходимость использования средств сохранения равновесия, которые усложняют устройство и удорожают обработку длинномерных изделий. Известно устройство для химической обработки труб, позволяющее погружать их в ванну пакетами. При этом для обработки труб не требуется специальных подвесных приспособлений, невелики затраты на электроэнергию 3. Однако растворы для химического полирования трудно поддаются корректированию,не дают возможности достигнуть высокой эффективности сглаживания шероховатостей поверхности, имеют небольшой срок эксплуатации. Применяемые для этого растворы содержат серную, соляную, азотную кислоты и добавки органических соединений. Наиболее близким по технической сущности к заявляемому является устройство для электрохимического полирования труб диаметром от 9 до 450 мм длиной до 15 м, которое содержит стационарные ванны обработки, катоды, токоподводы к обрабатываемому изделию, средства перемещения трубы, прокачки электролита, его нагрева и охлаждения, загрузки и выгрузки 3. Стационарные ванны приемлемы для обработки труб небольшой длины, предпочтительно по наружной поверхности. Полирование наружной поверхности труб различного диаметра и длины возможно при протоке электролита и биполярной системы подачи тока на обрабатываемое изделие. При непрерывном перемещении трубы полирование происходит лишь на небольшом ее участке, находящемся в данный момент против неподвижного катода. Недостатком этого устройства является необходимость протягивания обрабатываемой трубы через все ванны такого биполярного устройства, что приводит к чрезмерному увеличению размеров установки при обработке труб достаточно большой длины. Другим недостатком является низкое качество обработанной поверхности из-за образования осадка на поверхности трубы, при ее прохождении через катодную ванну биполярного токоподвода. Задача, решаемая полезной моделью, заключается в упрощении конструкции устройства при одновременном повышении качества обработанной поверхности. 2 907 Поставленная задача достигается тем, что в устройстве для электрохимической обработки наружной поверхности длинномерных металлических изделий, преимущественно труб, включающем стационарные ванны обработки, катоды, токоподводы к обрабатываемому изделию и катодам, средства перемещения трубы, прокачки электролита, его нагрева и охлаждения, загрузки и выгрузки, согласно полезной модели, оно снабжено средством коммутации катодов, которые совмещены с ваннами обработки, с возможностью зонной полировки трубы. Устройство снабжено средствами нагрева электролита в ваннах обработки, а средствами охлаждения в баке-накопителе электролита. Устройство снабжено средством вращения трубы. Устройство снабжено средством осевой осцилляции трубы. Совокупность существенных признаков полезной модели обладает новизной и неочевидностью и, следовательно, отвечает критерию изобретательский уровень. Промышленный макет полезной модели проходит опытную апробацию и, следовательно, соответтует критерию промышленная применимость. Для лучшего понимания полезная модель поясняется чертежом, где фиг. 1 - общий вид устройства спереди фиг. 2- общий вид устройства сбоку. Устройство для электрохимической полировки наружной поверхности длинномерных металлических изделий, преимущественно труб 1 или длинномерных прутковых изделий,например, сортового проката и т.п., включает стационарные ванны 2 обработки, совмещенные с катодами, т.е. ванны-катоды 2, токоподводы 3 к обрабатываемому изделию трубе 1 и токоподводы 4 на ванны-катоды 2. Устройство снабжено средством 5 для вращения трубы вокруг своей оси, средством 6 осевой осцилляции трубы, средством 7 прокачки электролита, средством 8 нагрева и средством 9 охлаждения электролита, средством 10 загрузки и средством 11 выгрузки трубы из установки. Устройство снабжено средством 12, которое позволяет осуществлять зонную полировку трубы 1, например, по последовательным, технологически заданным ее участкам произвольной длины или в зависимости от технических условий на изделие. Средство 12 коммутации позволяет также осуществлять полировку трубы в дискретно заданном режиме с одинаковым или различным квалитетом шероховатости. Средства 8 нагрева электролита размещены в ваннах 2 обработки, а средства 9 охлаждения - баке-накопителе 13 электролита. Средством 12 коммутации от источника 14 питания через токоподводы 4 связано с ваннами - катодами 2 и через токоподводы 3 с изделием-трубой 1. Работа устройства поясняется на примере полировки труб из нержавеющей стали 1 Х 18 Н 10 Т размерами 50005042. Предлагается схема устройства, изображенная на фиг. 1, 2. Трубу 1 посредством средства 10, например рольгангом, подают в зону привода 15 вертикального перемещения и загружают в ванну 2 - катод, заполненную электролитом от средства 7 прокачки. Перед обработкой осуществляют подогрев электролита средством 8 до заданной температуры. В зависимости от технологических условий и мощности технологического источника 14 питания трубу условно разделяют на зоны полировки, соответственно, количеству ванн-катодов 2, что позволяет осуществлять последовательную зонную полировку трубы 1 в, по меньшей мере, одной начальной ванне 2 на заданном участке трубы 1. При этом по окончанию процесса полировки в первой ванне-катоде 2 ее автоматически отключают и включают в катодном режиме вторую по ходу технологического режима ванну-катод 2, затем аналогично в режиме отключения-включения средство 12 коммутирует режим полировки в последующих ваннах- катодах 2 до окончания процесса. При снижении установленной мощности источника питания 14 зонная полировка позволяет осуществлять процесс обработки с высокой производительностью и низким квалитетом шероховатости. 3 907 Для улучшения качества и производительности полировки включают средство 5 вращения трубы 1, а для стабилизации режима обработки в переходных зонах включают средство 6 осевой осцилляции трубы 1. Габариты опытной установки устройства 580080025001200 мм (ориентировочно). Общие механические данные труб различной длины приведены в табл. 1. Таблица 1 п/п Параметр Ед. изм. 1 Плотность металла 7,8 7,8 7,8 7,8 7,8 г/см 3 2 Наружный диаметр трубы 50 50 50 50 50 мм 3 Толщина стенки трубы 3,5 3,5 3,5 3,5 3,5 мм 4 Внутренний диаметр трубы 43 43 43 43 43 мм 5 Длина трубы 1000 2000 3000 4000 5000 мм 6 Масса трубы 3,99 7,98 11,96 15,95 19,94 кг Общие энергетические данные при обработке труб различной длины приведены в табл. 2. Таблица 2 Ед. изм. мм мм см 2 А/см 2 А В кВА п/п Параметр 1 2 3 4 1 Диаметр обрабатываемой трубы 50 50 50 50 2 Длина зоны обработки трубы 1000 1250 2550 5000 3 Площадь зоны обработки трубы 1571 1963 4006 7854 4 Плотность тока 0,15 0,15 0,15 0,15 5 Ток 236 295 601 1178 6 Напряжение 300 300 300 300 7 Мощность 71 88 180 353 Длина выбранной одной зоны обработки составляет 1250 мм. Такая компоновка позволяет снизить мощность источника питания в 4 раза по сравнению со схемой обработки всей трубы сразу - с 353 кВА до 88 кВА, что существенно упрощает и удешевляет электрическую и тепловую части установки. В результате анодного растворения внешнего некондиционного слоя металла выявляются скрытые дефекты (раковины, трещины), что позволяет вовремя отбраковывать изделия и тем самым повысить надежность и качество тех из них, которые передаются в эксплуатацию. Промышленное освоение заявленной полезной модели предполагается в 2002 г. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C25F 1/00
Метки: электрохимической, полировки, изделий, наружной, поверхности, длинномерных, устройство
Код ссылки
<a href="https://by.patents.su/4-u907-ustrojjstvo-dlya-elektrohimicheskojj-polirovki-naruzhnojj-poverhnosti-dlinnomernyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Устройство для электрохимической полировки наружной поверхности длинномерных изделий</a>
Способ электрохимической обработки поверхности металлических изделий
Номер патента: 3604
Опубликовано: 30.12.2000
Автор: Синькевич Юрий Владимирович
МПК: C25F 3/00
Метки: обработки, металлических, электрохимической, поверхности, изделий, способ
Текст:
...63 и нержавеющей стали 20 Х 13. Для сравнительных испытаний были приготовлены электролиты 1, используемый в известном способе обработки, содержащий, мас.- хлористый аммоний 20, вода - остальное и 228, используемые в заявляемом способе и приведенные в табл. 1. Образцы из латуни Л 63 обрабатывались в электролитах 128, из нержавеющей стали 20 Х 13 - в электролитах 1,4,9,14,19,22 и 27. Шероховатость поверхности образцов из латуни Л 63 после...
Устройство для очистки наружной поверхности трубопроводов
Номер патента: U 767
Опубликовано: 30.03.2003
Автор: Тихонов Василий Васильевич
МПК: B08B 9/02
Метки: наружной, трубопроводов, устройство, поверхности, очистки
Текст:
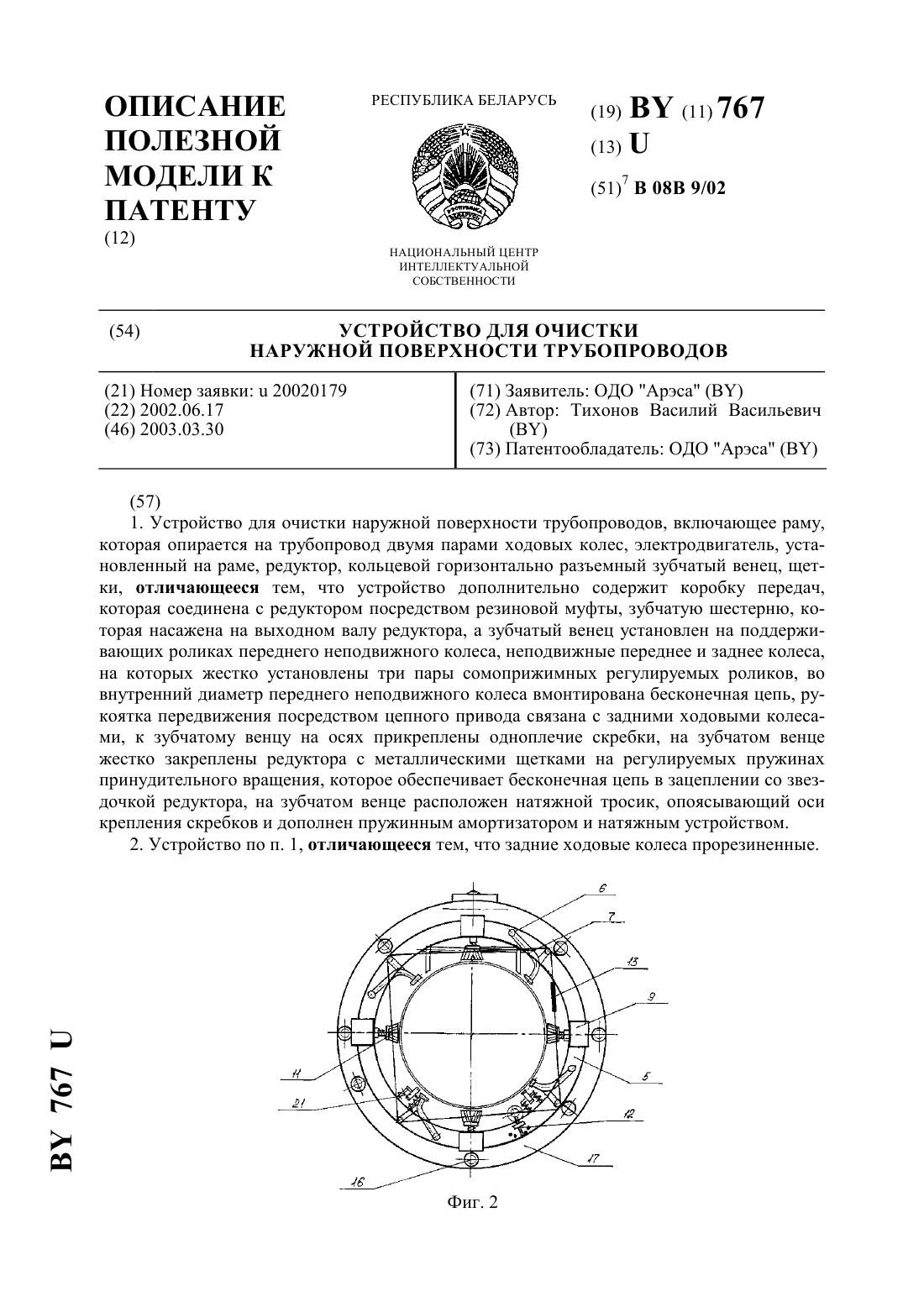
...и срезанию продольных и поперечных швов. 3. Прижатие рабочим инструментом происходит за счет противовесов и центробежных сил, что возможно только при больших оборотах зубчатого венца. 767 Задача, на решение которой направлена предлагаемая полезная модель, заключается в улучшении качества очистки трубопроводов от старой битумной изоляции, грязи, ржавчины, уменьшении трудоемкости проведения процесса очистки, уменьшении габаритов и веса...
Устройство для электрохимической обработки
Номер патента: U 453
Опубликовано: 30.03.2002
Автор: Паршуто Александр Эрнстович
МПК: C25F 1/00
Метки: устройство, электрохимической, обработки
Текст:
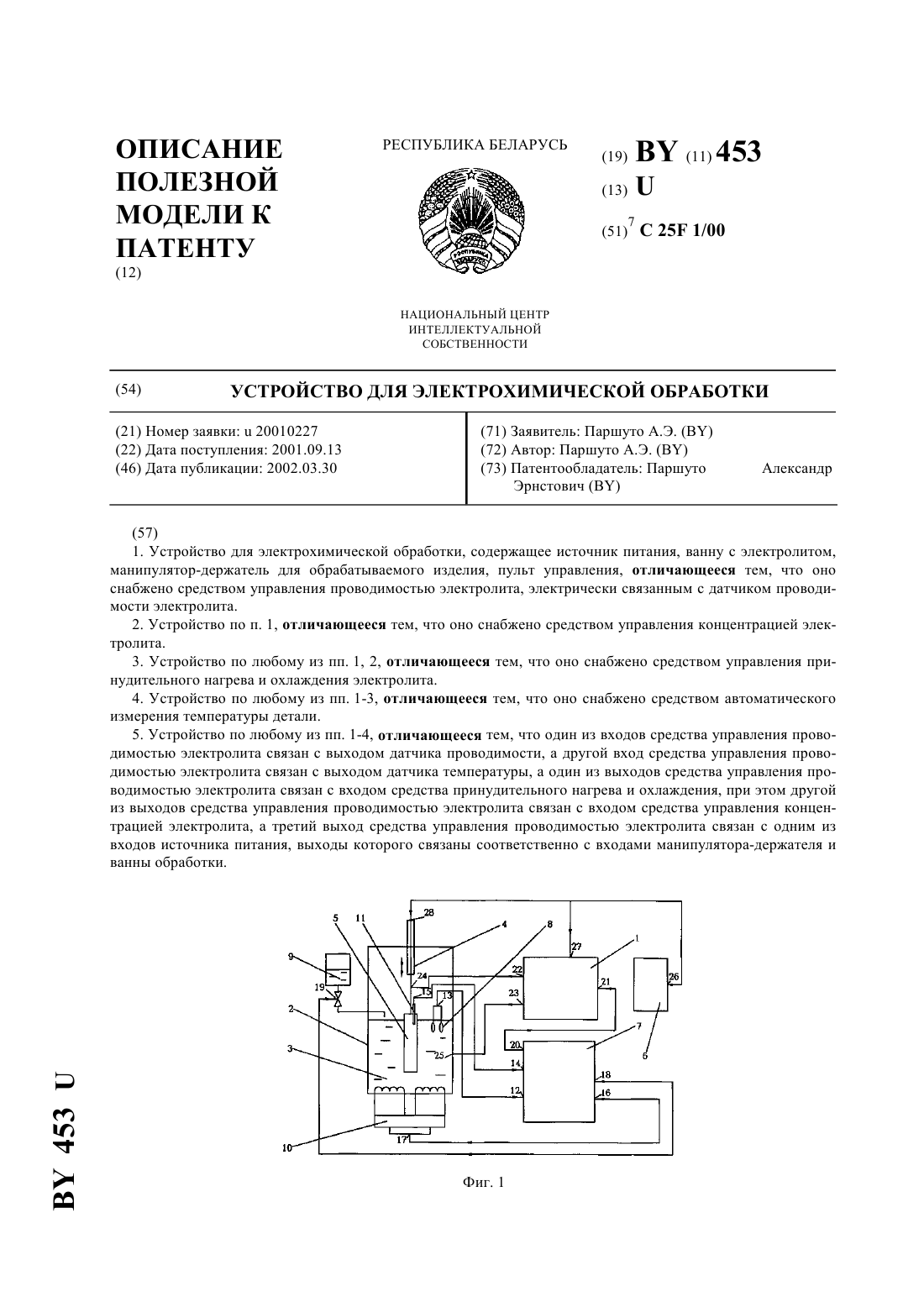
...1 питания, подачу рабочего напряжения и образование парогазовой оболочки вокруг обрабатываемой поверхности изделия 5,при этом обработку проводят в анодном нагревном режиме электролитно-разрядной обработки. Электрохимическую обработку металлических проводящих изделий осуществляют в анодном режиме в растворе соли аммония, совмещенным с нагревным режимом электролитно-разрядной обработки при температуре обрабатываемого изделия 100-140 С и...
Устройство для непрерывного прессования длинномерных изделий
Номер патента: 1935
Опубликовано: 30.12.1997
Авторы: Чумак Александр Геннадьевич, Чумак Геннадий Андреевич, Исаевич Леонид Александрович, Бовин Валерий Павлович, Вайцехович Алла Андреевна
МПК: B22F 3/20, B21C 33/00
Метки: непрерывного, устройство, прессования, длинномерных, изделий
Текст:
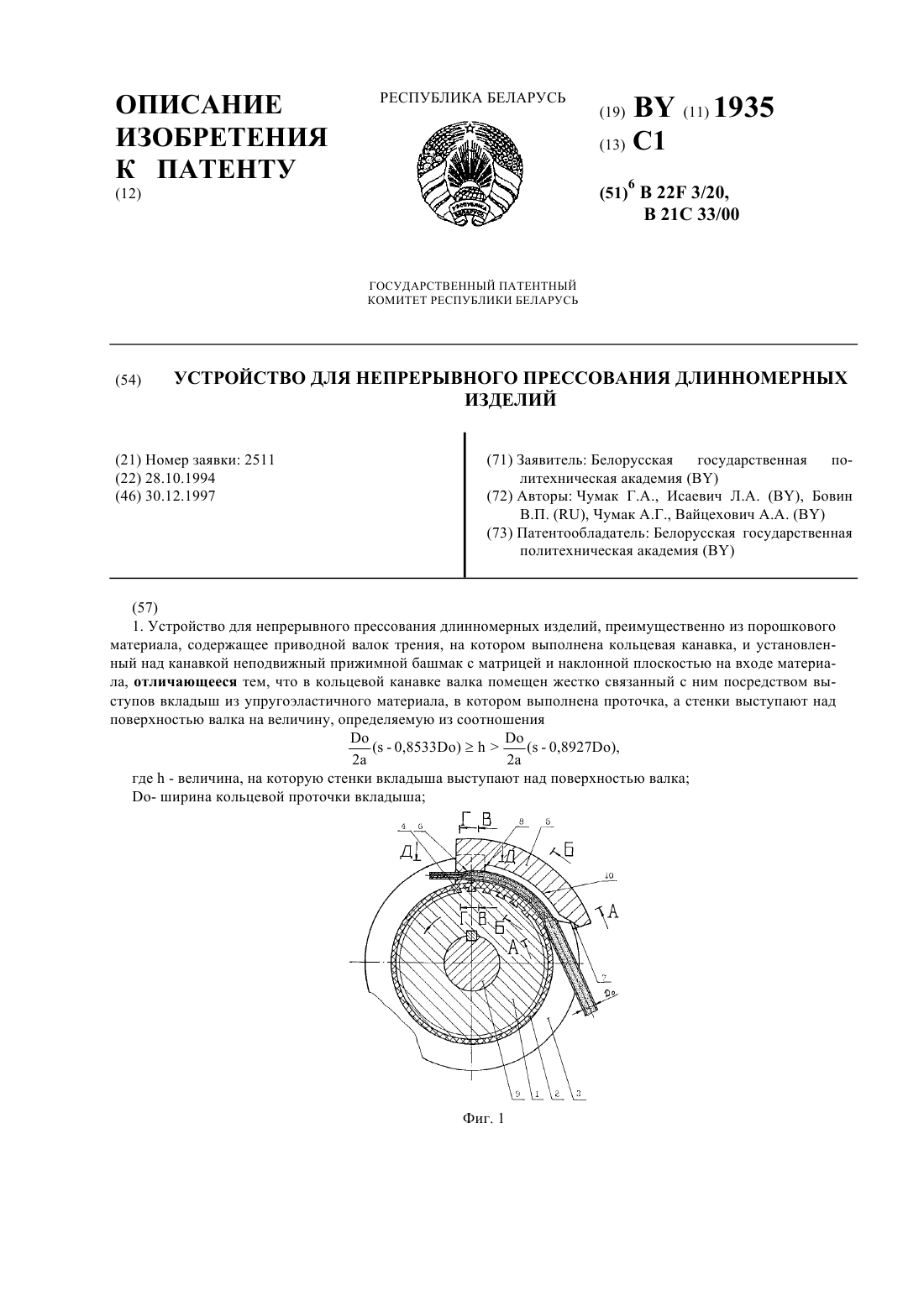
...1 вращается на валу 9. На поверхностях 7 и 10 башмака 5 нанесен антифрикционный фторопластовый слой. Для увеличения жесткости выступов 4, они армированы волокнами. Выполнение кольцевой проточки 3 колеса трения 1 во вкладыше 2 из упругоэластичного материала обеспечивает передачу усилия зажима равномерно по сечению заготовки и, соответственно, равномерные радиальную деформацию оболочки и уплотнение порошкового сердечника по сечению. Силы трения...
Устройство для удаления окалины с поверхности проволочных изделий
Номер патента: 116
Опубликовано: 30.09.1994
Авторы: Рыбинский В. Н., Щеклеин А. В., Бирюков Б. А.
МПК: B21B 45/04
Метки: изделий, удаления, проволочных, окалины, устройство, поверхности
Текст:
...поступая на вторые натяжные ролики. Разворот осей гибочньтх роликов отн-оси 10тельно друг друга обеспечивает свободный пропуск материала от направляющих филь ер к наиболее удаленному гибочному ролику с целью уменьшения угла изгиба материала в фильерах. йТакое конструктивное решение по сравнению с прототипом позволяет свести к.минимуму центробежныеосипы. действующие на опоры гибочных роликов. за счет размещения центра тяжести гибочных...
Предыдущий патент: Лодка ПАН-2-СА
Следующий патент: Кузов автомобиля
Случайный патент: Светосильный объектив