Устройство для сварки криволинейных поверхностей
Номер патента: U 407
Опубликовано: 30.12.2001
Авторы: Горностай Анатолий Васильевич, Волосевич Геннадий Васильевич
Текст
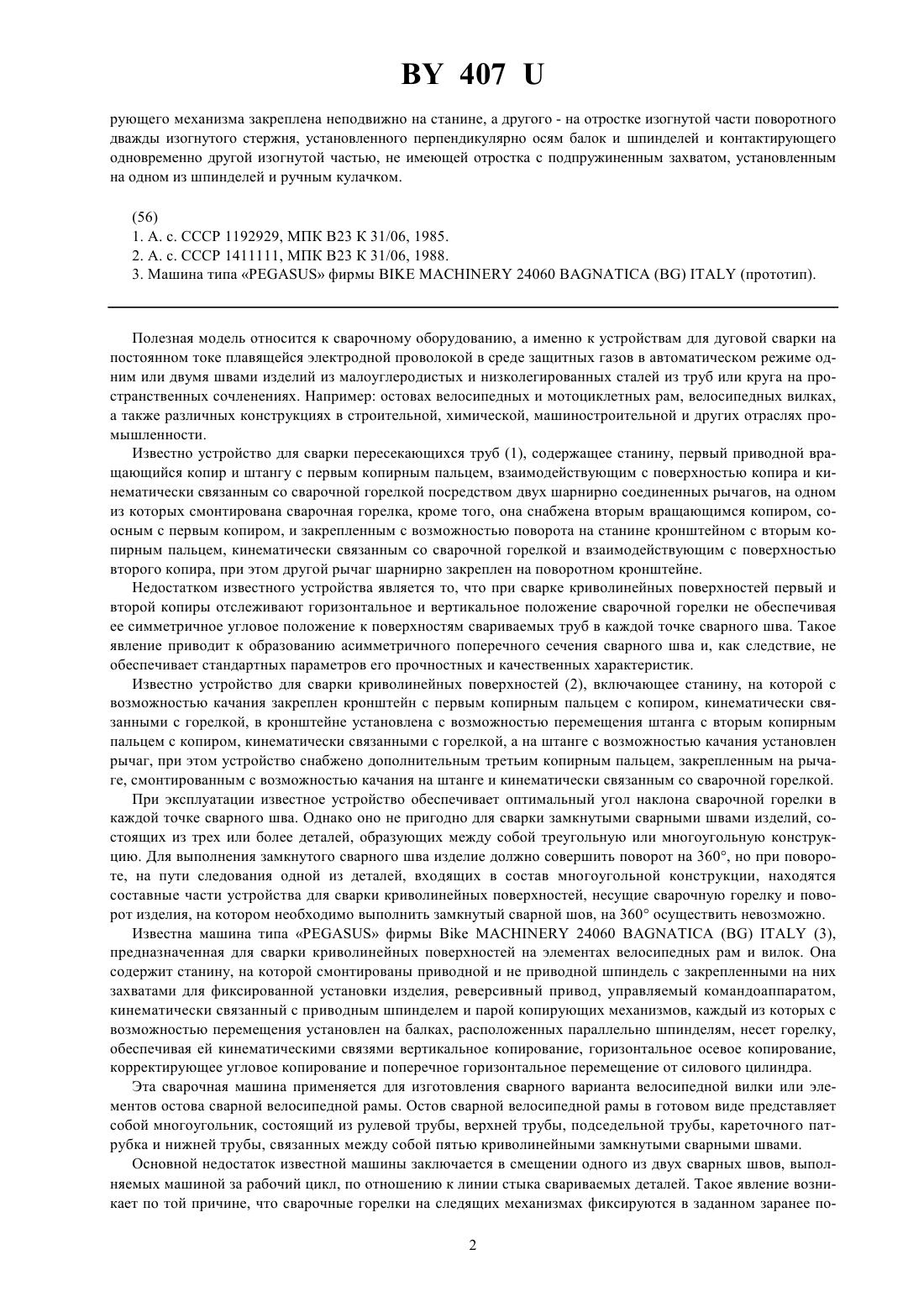
(12) ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ УСТРОЙСТВО ДЛЯ СВАРКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ(71) Заявитель Открытое акционерное общество Мотовело(73) Патентообладатель Открытое акционерное общество Мотовело(57) Устройство для сварки криволинейных поверхностей, содержащее станину, на которой смонтированы соосно друг другу приводной и не приводной шпиндели, несущие приспособления для установки изделия, реверсивный привод, управляемый командоаппаратом, кинематически связанный с приводным шпинделем и парой копирующих механизмов, каждый из которых с возможностью перемещения установлен на балках,расположенных параллельно оси шпинделей, несет горелку, обеспечивая ей кинематическими связями вертикальное копирование, горизонтальное осевое копирование, угловое копирование и поперечное горизонтальное возвратно-поступательное перемещение от силового цилиндра, отличающееся тем, что кинематическая связь для передачи горелкам горизонтального осевого копирования у копирующих механизмов выполнена в виде двухплечего рычага и двухплечей штанги, связанных между собой и горелкой через шарнирно смонтированную по торцам регулируемую по длине тягу, при этом опора качания двухплечего рычага одного копи 407 рующего механизма закреплена неподвижно на станине, а другого - на отростке изогнутой части поворотного дважды изогнутого стержня, установленного перпендикулярно осям балок и шпинделей и контактирующего одновременно другой изогнутой частью, не имеющей отростка с подпружиненным захватом, установленным на одном из шпинделей и ручным кулачком. Полезная модель относится к сварочному оборудованию, а именно к устройствам для дуговой сварки на постоянном токе плавящейся электродной проволокой в среде защитных газов в автоматическом режиме одним или двумя швами изделий из малоуглеродистых и низколегированных сталей из труб или круга на пространственных сочленениях. Например остовах велосипедных и мотоциклетных рам, велосипедных вилках,а также различных конструкциях в строительной, химической, машиностроительной и других отраслях промышленности. Известно устройство для сварки пересекающихся труб (1), содержащее станину, первый приводной вращающийся копир и штангу с первым копирным пальцем, взаимодействующим с поверхностью копира и кинематически связанным со сварочной горелкой посредством двух шарнирно соединенных рычагов, на одном из которых смонтирована сварочная горелка, кроме того, она снабжена вторым вращающимся копиром, соосным с первым копиром, и закрепленным с возможностью поворота на станине кронштейном с вторым копирным пальцем, кинематически связанным со сварочной горелкой и взаимодействующим с поверхностью второго копира, при этом другой рычаг шарнирно закреплен на поворотном кронштейне. Недостатком известного устройства является то, что при сварке криволинейных поверхностей первый и второй копиры отслеживают горизонтальное и вертикальное положение сварочной горелки не обеспечивая ее симметричное угловое положение к поверхностям свариваемых труб в каждой точке сварного шва. Такое явление приводит к образованию асимметричного поперечного сечения сварного шва и, как следствие, не обеспечивает стандартных параметров его прочностных и качественных характеристик. Известно устройство для сварки криволинейных поверхностей (2), включающее станину, на которой с возможностью качания закреплен кронштейн с первым копирным пальцем с копиром, кинематически связанными с горелкой, в кронштейне установлена с возможностью перемещения штанга с вторым копирным пальцем с копиром, кинематически связанными с горелкой, а на штанге с возможностью качания установлен рычаг, при этом устройство снабжено дополнительным третьим копирным пальцем, закрепленным на рычаге, смонтированным с возможностью качания на штанге и кинематически связанным со сварочной горелкой. При эксплуатации известное устройство обеспечивает оптимальный угол наклона сварочной горелки в каждой точке сварного шва. Однако оно не пригодно для сварки замкнутыми сварными швами изделий, состоящих из трех или более деталей, образующих между собой треугольную или многоугольную конструкцию. Для выполнения замкнутого сварного шва изделие должно совершить поворот на 360, но при повороте, на пути следования одной из деталей, входящих в состав многоугольной конструкции, находятся составные части устройства для сварки криволинейных поверхностей, несущие сварочную горелку и поворот изделия, на котором необходимо выполнить замкнутый сварной шов, на 360 осуществить невозможно. Известна машина типафирмы 24060(3),предназначенная для сварки криволинейных поверхностей на элементах велосипедных рам и вилок. Она содержит станину, на которой смонтированы приводной и не приводной шпиндель с закрепленными на них захватами для фиксированной установки изделия, реверсивный привод, управляемый командоаппаратом,кинематически связанный с приводным шпинделем и парой копирующих механизмов, каждый из которых с возможностью перемещения установлен на балках, расположенных параллельно шпинделям, несет горелку,обеспечивая ей кинематическими связями вертикальное копирование, горизонтальное осевое копирование,корректирующее угловое копирование и поперечное горизонтальное перемещение от силового цилиндра. Эта сварочная машина применяется для изготовления сварного варианта велосипедной вилки или элементов остова сварной велосипедной рамы. Остов сварной велосипедной рамы в готовом виде представляет собой многоугольник, состоящий из рулевой трубы, верхней трубы, подседельной трубы, кареточного патрубка и нижней трубы, связанных между собой пятью криволинейными замкнутыми сварными швами. Основной недостаток известной машины заключается в смещении одного из двух сварных швов, выполняемых машиной за рабочий цикл, по отношению к линии стыка свариваемых деталей. Такое явление возникает по той причине, что сварочные горелки на следящих механизмах фиксируются в заданном заранее по 2 407 ложении. Они не адаптируются к изменению положения стыка деталей, который при их установке в захваты на шпинделях, из-за отклонения линейных размеров составных частей остова рамы, изменяет свое положение на величину этого отклонения по отношению к исходному расположению к одной из горелок. При таких относительных смещениях стыка деталей изделия и горелки выполненный сварной шов накладывается своей средней линией поперечного сечения не строго по стыку, а смещается от его на величину погрешности. Это влияет на прочностные характеристики сварного шва, снижает качество выпускаемых изделий, и в некоторых случаях приводит к браку. Задача заявляемой полезной модели - повышение качества выпускаемых изделий и уменьшение потерь от брака. Поставленная задача достигается тем, что предлагаемое устройство для сварки криволинейных поверхностей содержит станину, на которой смонтированы соосно друг другу приводной и не приводной шпиндели, несущие приспособление для установки изделия, реверсивный привод, управляемый командоаппаратом,кинематически связанный с приводным шпинделем и парой копирующих механизмов, каждый из которых с возможностью перемещения установлен на балках, расположенных параллельно оси шпинделей, несет горелку, обеспечивая ей кинематическими связями вертикальное копирование, горизонтальное осевое копирование, угловое копирование и поперечное горизонтальное возвратно-поступательное перемещение от силового цилиндра, при этом кинематическая связь для передачи горелкам горизонтального осевого копирования у копирующих механизмов выполнена в виде двухплечего рычага и двухплечей штанги, связанных между собой, и горелкой через шарнирно смонтированную по торцам регулируемую по длине тягу с опорой качания двухплечего рычага одного копирующего механизма, закрепленной неподвижно на станине, а другого на отростке изогнутой части поворотного дважды изогнутого стержня, установленного перпендикулярно осям балок и шпинделей и контактирующего другой изогнутой частью, не имеющей отростка с подпружиненным захватом, установленным на одном из шпинделей и ручным кулачком. Совокупность конструктивных признаков в предложенном устройстве для сварки криволинейных поверхностей позволяет выполнять замкнутые сварные швы, отвечающие требованиям стандарта. Это возможно потому, что одна из сварочных горелок перед началом сварки при каждом новом цикле адаптивно перемещается на суммарную величину погрешности в линейных размерах составных частей изделия и перед зажиганием дуги находится в положении, когда ось сварочной проволоки попадает в линию стыка свариваемых составных частей. Если потребности в такой адаптации горелки при выполнении сварочных работ не возникает, то ее адаптивное перемещение не используют. В целом предложенное устройство отвечает критериям универсальности, позволяет проводить в автоматическом режиме широкий спектр сварочных работ с показателями конфигурации сварного шва, отвечающего стандарту, исключая по этой причине всякие потери от брака. Принцип действия полезной модели поясняется чертежом, на котором изображена кинематическая схема предлагаемого устройства для сварки криволинейных поверхностей. Устройство для сварки криволинейных поверхностей содержит станину 1, на которой соосно друг другу смонтированы шпиндели приводной 2 и не приводной 3, несущие приспособление 4 для фиксированной установки составных частей изделия, подвергающегося сварке. На станине 1 кроме этого закреплен реверсивный привод 5, управляемый командоаппаратом 6, и связанный цепной передачей 7 с приводным шпинделем 2 и парой копирующих механизмов 8 и 9. Копирующие механизмы 8 и 9 с возможностью перемещения установлены на балках 10 и 11, расположенных параллельно общей оси шпинделей 2 и 3. Каждый копирующий механизм 8 и 9 несет сварочную горелку 12 и зафиксирован от смещений на балках 10 и 11 винтами 13. Сварочным горелкам 12 от копирующих механизмов 8 и 9 индивидуально кинематическими связями через нагруженный пружиной 14 регулируемый кронштейн 15 и копирные пальцы 16 обеспечивается вертикальное копирование кулачком вертикального перемещения 17, угловое копирование кулачком углового перемещения 18, горизонтальное осевое копирование кулачком горизонтального осевого перемещения 19,кроме этого горелке 12 силовым цилиндром 20 обеспечивается поперечное горизонтальное возвратнопоступательное перемещение. Индивидуальная кинематическая связь, передающая горелкам 12 горизонтальное осевое копирование от кулачков горизонтального осевого перемещения 19, у копирующих механизмов 8 и 9 выполнена в виде двухплечего рычага 21 и двухплечей штанги 22, связанных между собой через шарнирно смонтированную по торцам регулируемую по длине тягу 23. При этом опора качания 24 двухплечего рычага 21 одного копирующего механизма, например, 8 закреплена неподвижно на станине 1, а другого - 9, на отростке 25 поворотного дважды изогнутого стержня 26, установленного перпендикулярно осям балок 10, 11 и соосно смонтированным шпинделям 2, 3. Поворотный дважды изогнутый стержень 26 другой изогнутой частью, не имеющей отростка, одновременно контактирует с установленным в шпинделе 3 нагруженным пружиной 27 захватом 28 и ручным кулачком 29. 3 407 Для адаптации одной из горелок 12 к линии стыка составных частей изделия 30 величины размеров плеч рычагов, штанг и изогнутых частей стержня, кроме одной, задаются из конструктивных соображений, а значение не заданной величины определяется из равенства авед(ав)(вг),где а - верхнее плечо двухплечей штанги 22 б - нижнее плечо двухплечей штанги 22 в - верхнее плечо двухплечего рычага 21 г - нижнее плечо двухплечего рычага 21 д - изогнутая часть, имеющая отросток, поворотного дважды изогнутого стержня 26 е - изогнутая часть, не имеющая отростка, поворотного дважды изогнутого стержня 26. Работает устройство следующим образом. Перед выполнением сварки устройство готовят к работе. На приводном и не приводном шпинделях 2, 3 крепят требуемое приспособление 4 для фиксированной установки составных частей изделия 30. В копирующих механизмах 8, 9 устанавливают кулачки вертикального перемещения 17, кулачки углового перемещения 18 и кулачки горизонтального осевого перемещения 19, которые в совокупности обеспечивают копирование профилей замкнутых сварных швов. Копирующие механизмы 8, 9 путем изменения длин регулируемых тяг 23 перемещают вдоль балок 10, 11 и в нужных положениях фиксируют винтами 13. Индивидуально на регулируемом кронштейне 15 устанавливают сварочную горелку 12 так, чтобы сварочная проволока (на чертежах не показана) попадала в точку сварки, после чего регулируемые кронштейны 15 нагружают пружинами 14, фиксируя их на станине 1. Процесс сварки ведут следующим образом. В приспособление 4 устанавливают составные части изделия 30. Отпускают ручной кулачок 29 и выводят его боковую поверхность из контакта с изогнутой частью е,не имеющей отростка, поворотного дважды изогнутого стержня 26. Под действием пружины 27 захват 28 перемещается вдоль общей горизонтальной оси шпинделей 2 и 3 и выбирая зазоры в стыках составных частей изделия 30 производит его фиксацию в приспособлении 4. При этом изогнутая часть е, не имеющая отростка, на поворотном дважды изогнутом стержне 26 от действия пружины 27 и контакта с захватом 28 при его горизонтальном перемещении разворачивает дважды прогнутый стержень 26 и отростком 25 изогнутой части д через опору 24 воздействует на двухплечий рычаг 21. От двухплечего рычага 21 через регулируемую по длине тягу 23 сообщается поворот двухплечей штанги 22, которая через регулируемый кронштейн 15 перемещает сварочную горелку 12 вдоль горизонтальной оси на величину, равную величине выбранных зазоров в стыках составных частей изделия 30. Таким образом, ось сварочной проволоки (на чертеже не показана), выходящей из этой сварочной горелки 12 попадает на линию стыка составных частей изделия 30. Силовыми цилиндрами 20 горелкам 12 индивидуально обеспечивают поперечное горизонтальное выдвижение. Далее от командоаппарата 6 поступает сигнал на зажигание сварочной дуги и обратный ход силовым цилиндрам 20. Сварочные горелки 12 на участке обратного хода силовых цилиндров 20 выполняют часть сварного шва. После завершения обратного хода силовыми цилиндрами 20 командоаппарат 6 включает привод 5, который цепной передачей 7 обеспечивает поворот, примерно, на 340 шпинделям 2, 3 с приспособлением 4 и кулачкам вертикального перемещения 17, углового перемещения 18 и горизонтального осевого перемещения 19, от которых через копирные пальцы 16 и кинематические связи копирующих механизмов 8 и 9, индивидуально каждая сварочная горелка 12 копирует профиль стыка составных частей изделия 30. После замыкания сварных швов по сигналу командоаппарата 6 обрывается сварочная дуга, а привод 5 ускоренно реверсируется. Элементы устройства возвращаются в исходное положение. Эксцентриком 29 через изогнутую часть е дважды изогнутого стержня 26 воздействуют на захват 28 и сжимают пружину 27, отводят его от изделия 30, которое удаляют из приспособления 4. Цикл по выполнению сварных швов повторяют. При переходах на другие изделия в устройстве необходимо заменять приспособление 4 и в каждом копирующем механизме 8, 9 кулачки 17, 18 и 19. Предложенное устройство для сварки криволинейных поверхностей проверено и используется при массовом выпуске мотовелотехники на предприятии ОАО Мотовело. Получение сварных конструкций с применением предложенного устройства в парке сварочного оборудования позволило практически исключать потери от брака при выполнении сварных швов автоматизированным методом, сократить при этом затраты при производстве мотовелотехники. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 4
МПК / Метки
МПК: B23K 31/00
Метки: криволинейных, поверхностей, сварки, устройство
Код ссылки
<a href="https://by.patents.su/4-u407-ustrojjstvo-dlya-svarki-krivolinejjnyh-poverhnostejj.html" rel="bookmark" title="База патентов Беларуси">Устройство для сварки криволинейных поверхностей</a>
Устройство для сварки термопластичной пленки
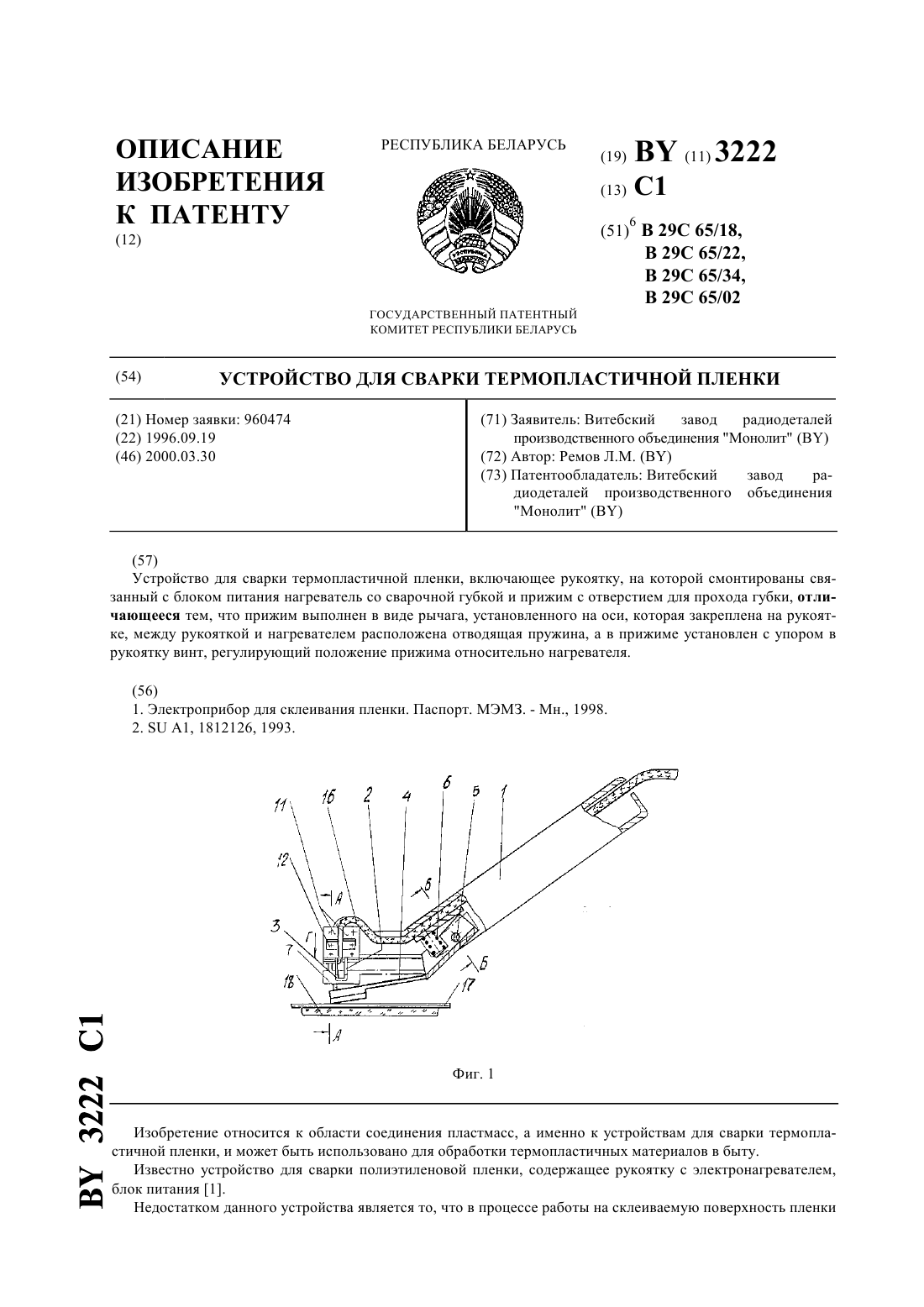
Номер патента: 3222
Опубликовано: 30.03.2000
Автор: Ремов Леонид Максимович
МПК: B29C 65/18, B29C 65/22, B29C 65/02...
Метки: сварки, термопластичной, пленки, устройство
Текст:
...устройства в нерабочем положении, на фиг. 2 показан разрез по плоскости А-А в рабочем положении, на фиг. 3 изображен разрез по плоскости Б-Б, на фиг. 4 - разрез по плоскости В-В, на фиг. 5 изображен вид Г. Устройство для сварки термопластичной пленки содержит рукоятку 1, выполненную полой из стального листа, электронагреватель со сварочной губкой 3, прижим 4 с отверстием а. Прижим 4 выполнен в виде рычага с осью 5 на рукоятке 1, снабжен...
Устройство для сварки полимерных пленок
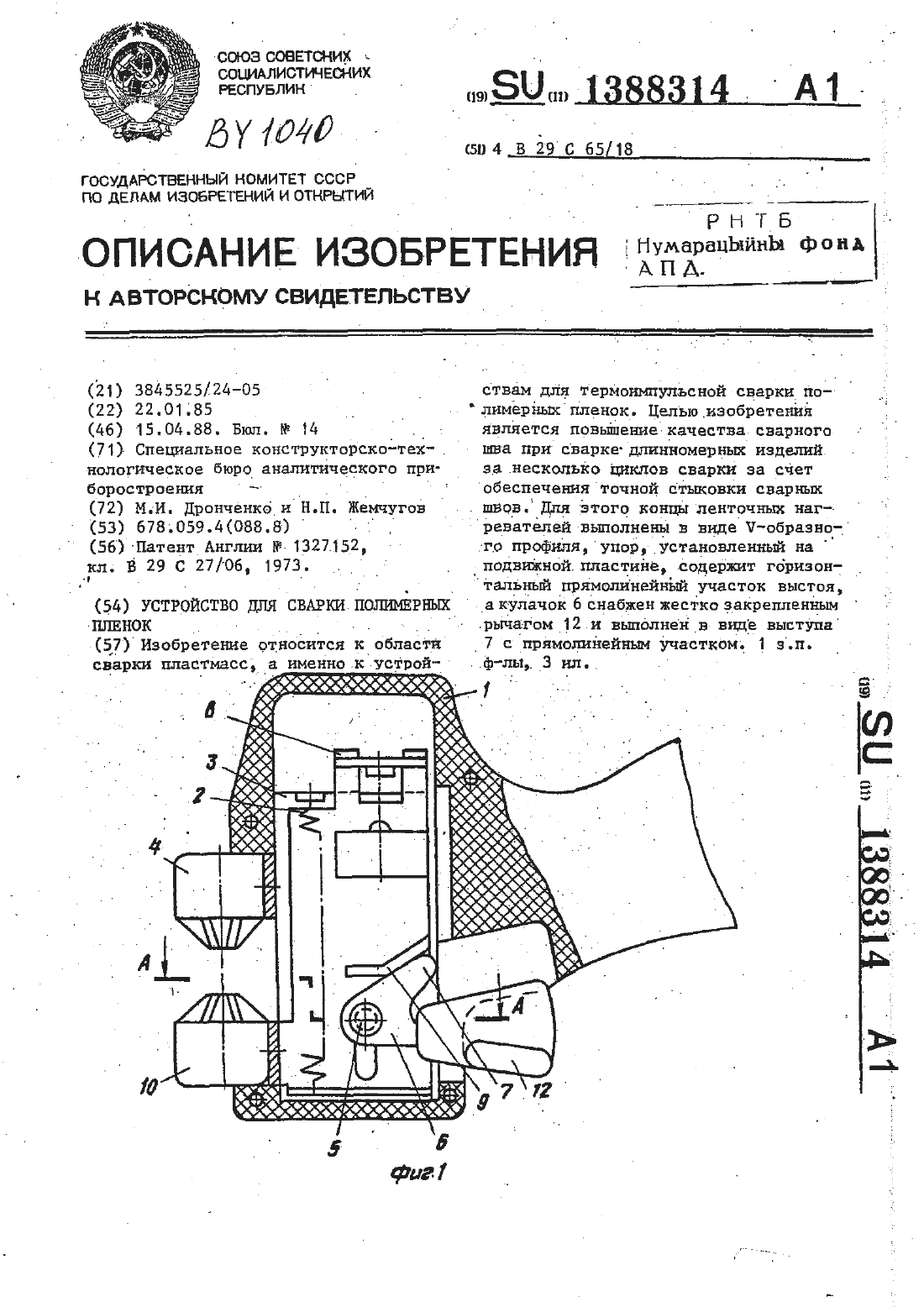
Номер патента: 1040
Опубликовано: 14.03.1996
Авторы: Жемчугов Н. П., Дронченко М. И.
МПК: B29C 65/18
Метки: сварки, пленок, устройство, полимерных
Текст:
...подача электрического тока претором размещены связанные между собой посредством пружины 2 неподвижная пластина 3, на которой закреплена не подвижная сварочная губка 4 и шарнир но на оси 5 закреплен кулачок 6 с выт 20ступом 7, И подвижная пластина 8 с Ц упором 9 и закрепленной на ней подвиной губкой 10 с ленточным нагревателям 11, причем концы ланточныи Гм. Корпус 1 для удобства снабжен12. о 7 Для натяпеня ленточны.нагревате лей 11 на...
Устройство для непрерывной сварки полимерных пленок
Номер патента: 430
Опубликовано: 30.03.1995
Авторы: Дронченко М. И., Жемчугов Н. П.
МПК: B29C 65/18, B29C 65/02
Метки: пленок, устройство, полимерных, непрерывной, сварки
Текст:
...горизонтальной осн 19 планки 16 свободно закреплен с возможностью поворота верхний охладитель Т. подпружъяпенгъый пружиной 20. ОДИН КОНЕЦ КОТОРОЙ ЗЦНБНПДЦ На 53306921110 конце двуплечего рычага 5 ц тругой а на упоре 2 корпуса 1. Нижний хта 1 пте.ь 8жестко закреплен на корпусе 1. Охладители 7 и 8 выполнены из теп.попроводного материала с обращенными одна к другой рабочими поверхностями Т-образной формы и шириной рабочей части, равной ширине...
Направляющее устройство машины для контактной сварки кромок цилиндрической заготовки (его варианты)
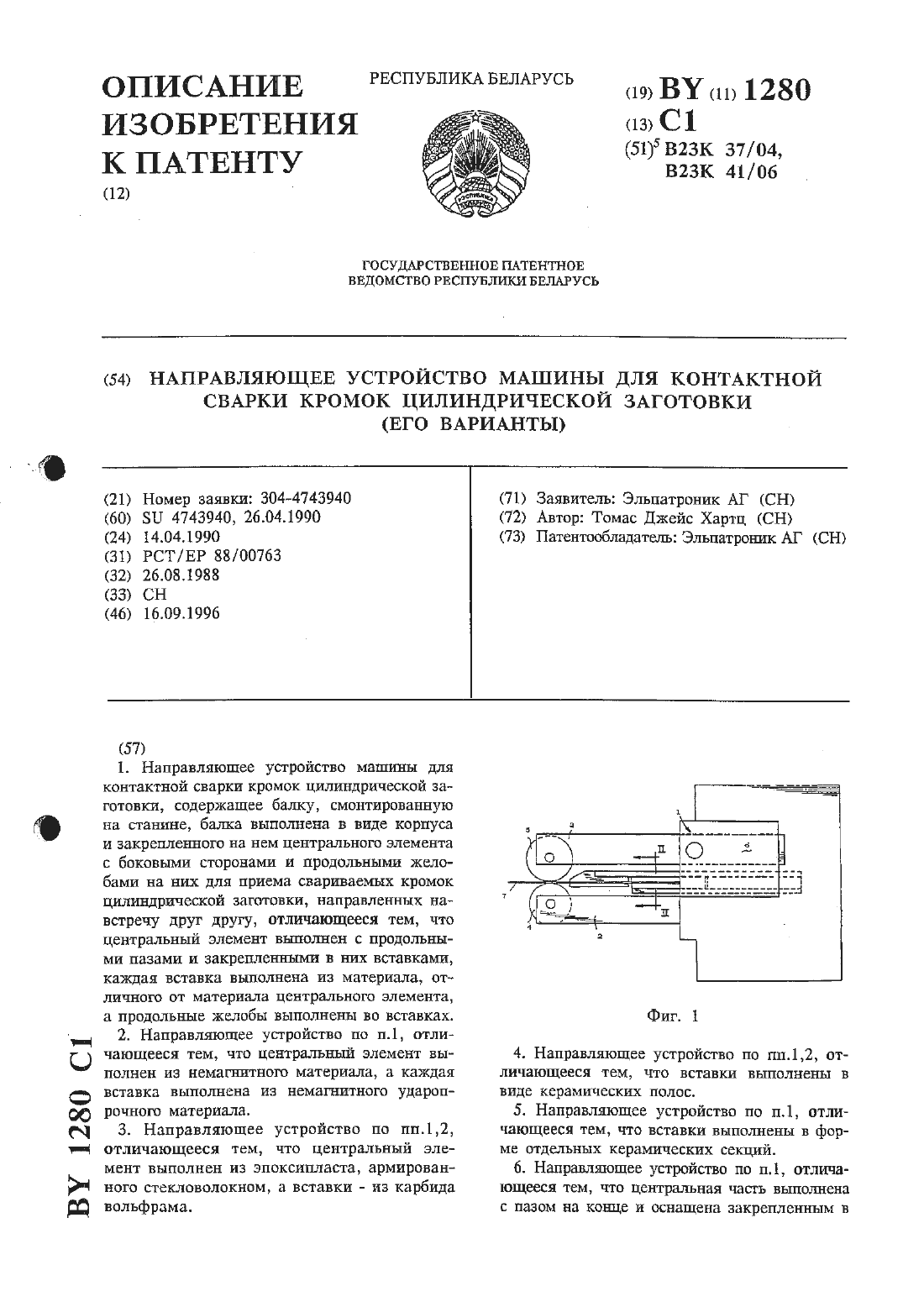
Номер патента: 1280
Опубликовано: 16.09.1996
Автор: Томас Джейс Хартц
МПК: B23K 37/04, B23K 41/06
Метки: машины, цилиндрической, сварки, его, контактной, заготовки, кромок, устройство, направляющее, варианты
Текст:
...определенные части машины не показаны в целях наглядности изображения.ФигА - вид сбоку 2. образной крестовины направляющего устройства по настоящему изобретению.Фиг.5 - вид в плане 2 образной крестовины на фиг.4, определенные части не показаны в целях наглядности изображения.Фиг.6 - поперечный разрез по линии 311-71 на фиг.5.Фиг.7- поперечный разрез по линии УП-УП на фиг.4.Фиг.8- вид с правого конца крестовины на фиг.4.ПРИНЦИПЫ НЗСТОЯЩСГО...
Устройство для нарезания ребристых поверхностей теплообменников на токарном станке
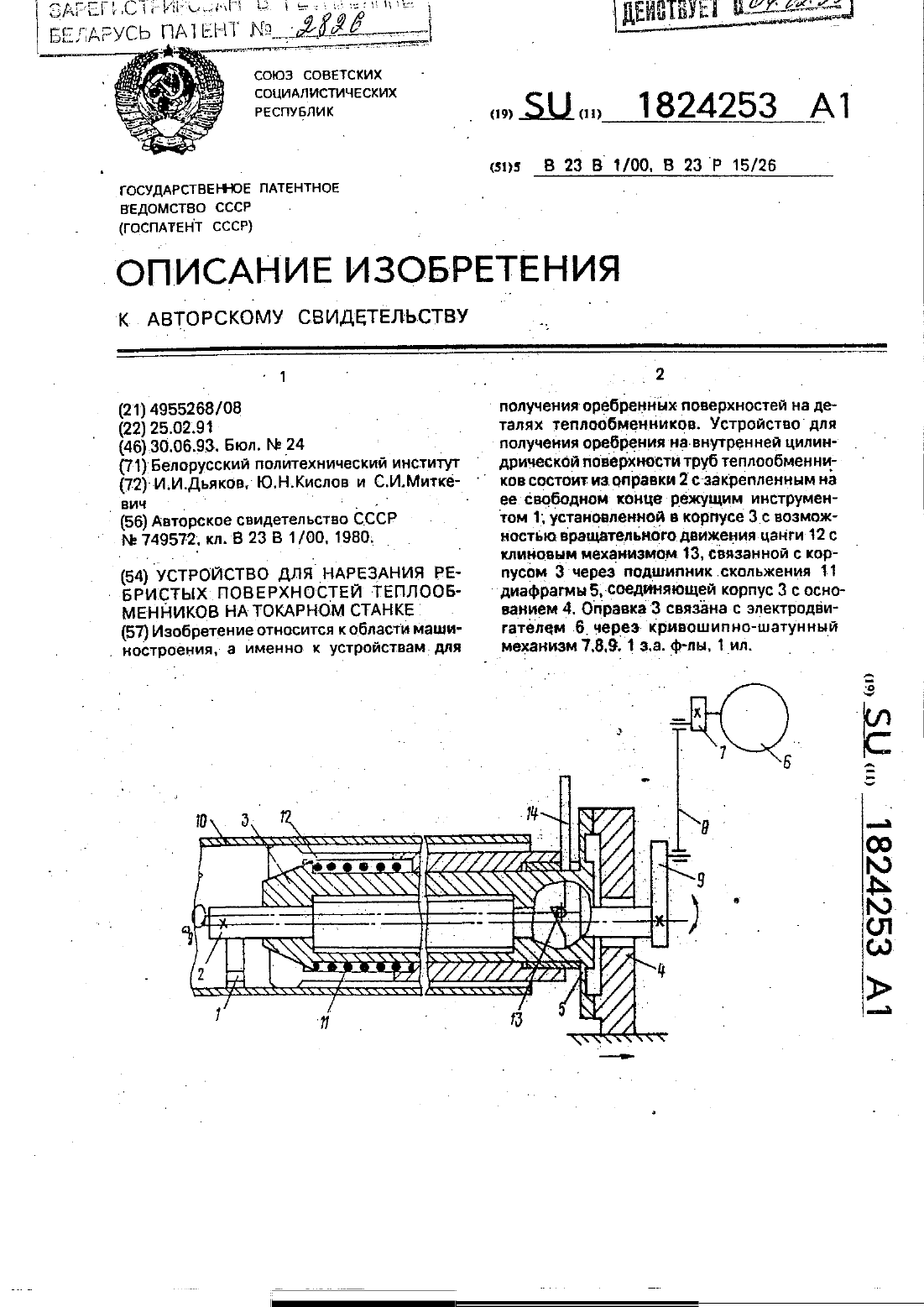
Номер патента: 2826
Опубликовано: 30.06.1999
Авторы: Дьяков Игорь Иванович, Миткевич Станислав Иосифович, Кислов Юрий Николай
МПК: B23P 15/26, B23B 1/00
Метки: нарезания, ребристых, поверхностей, токарном, станке, теплообменников, устройство
Текст:
...цангу-12 и позволяет ввести оправку с резцом 1 (резец находиться в верхнем начальном положении) в отверстие заготовки 10. Рычаг 14 возвращают в исходное положение в результате чего рабочая часть цанги 12 будет соприкасаться с внутренним диаметром заготовки 10. Затем включают электродвигатель б, который приводит посредством кривошипно-шатунного механизма 9. В 7 в возвратно-качательное движение оправку 2 с резцом 1 и включают одновременное...
Предыдущий патент: Огнестрельное оружие
Следующий патент: Устройство для измерения высоты зуба и глубины отпрепарированной его полости Е. Н. Терещенко
Случайный патент: Стекло для стеклокристаллического цемента