Кристаллизатор для непрерывно-циклического литья заготовок из чугуна
Номер патента: U 2343
Опубликовано: 30.12.2005
Авторы: Груша Владимир Петрович, Марукович Евгений Игнатьевич, Бевза Владимир Федорович, Попковский Виктор Александрович
Текст
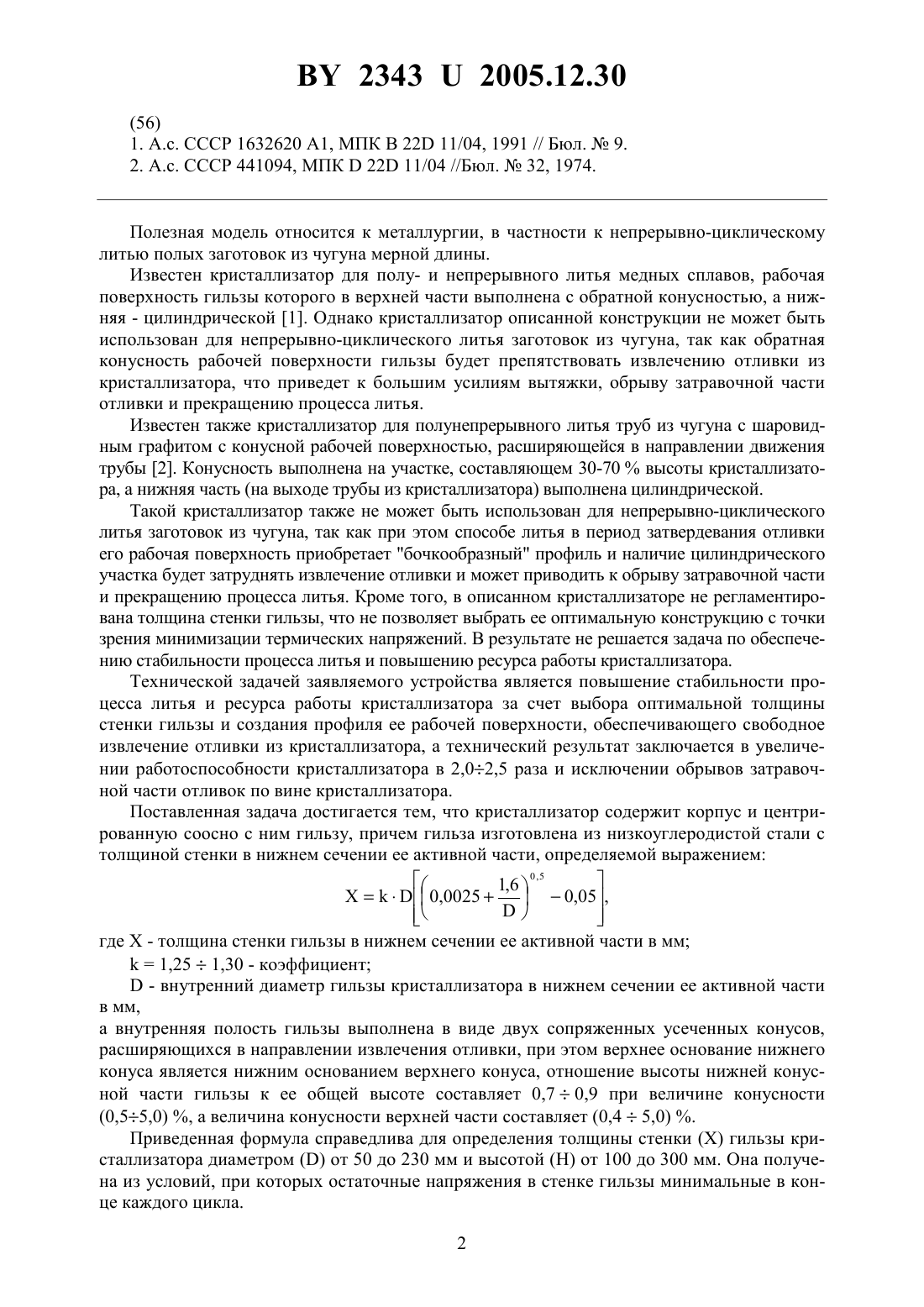
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Институт технологии металлов НАН Беларуси(72) Авторы Бевза Владимир Федорович Марукович Евгений Игнатьевич Попковский Виктор Александрович Груша Владимир Петрович(73) Патентообладатель Государственное научное учреждение Институт технологии металлов НАН Беларуси(57) Кристаллизатор для непрерывно-циклического литья заготовок из чугуна, содержащий кожух и гильзу, отличающийся тем, что гильза изготовлена из низкоуглеродистой стали с толщиной стенки в нижнем сечении ее активной части, определяемой выражением 0,5 где- толщина стенки гильзы в нижнем сечении активной части в мм 1,251,30 - коэффициент- внутренний диаметр гильзы в нижнем сечении активной части в мм,а внутренняя полость гильзы выполнена в виде двух сопряженных усеченных конусов,расширяющихся в направлении извлечения отливки, причем верхнее основание нижнего конуса является нижним основанием верхнего конуса, при этом конусность нижней части гильзы высотой 0,7-0,9 от ее активной высоты составляет (0,55,0) , а верхней части (0,45,0) .(56) 1. А.с. СССР 1632620 1, МПК 22 11/04, 1991 // Бюл.9. 2. А.с. СССР 441094, МПК 22 11/04 //Бюл.32, 1974. Полезная модель относится к металлургии, в частности к непрерывно-циклическому литью полых заготовок из чугуна мерной длины. Известен кристаллизатор для полу- и непрерывного литья медных сплавов, рабочая поверхность гильзы которого в верхней части выполнена с обратной конусностью, а нижняя - цилиндрической 1. Однако кристаллизатор описанной конструкции не может быть использован для непрерывно-циклического литья заготовок из чугуна, так как обратная конусность рабочей поверхности гильзы будет препятствовать извлечению отливки из кристаллизатора, что приведет к большим усилиям вытяжки, обрыву затравочной части отливки и прекращению процесса литья. Известен также кристаллизатор для полунепрерывного литья труб из чугуна с шаровидным графитом с конусной рабочей поверхностью, расширяющейся в направлении движения трубы 2. Конусность выполнена на участке, составляющем 30-70 высоты кристаллизатора, а нижняя часть (на выходе трубы из кристаллизатора) выполнена цилиндрической. Такой кристаллизатор также не может быть использован для непрерывно-циклического литья заготовок из чугуна, так как при этом способе литья в период затвердевания отливки его рабочая поверхность приобретает бочкообразный профиль и наличие цилиндрического участка будет затруднять извлечение отливки и может приводить к обрыву затравочной части и прекращению процесса литья. Кроме того, в описанном кристаллизаторе не регламентирована толщина стенки гильзы, что не позволяет выбрать ее оптимальную конструкцию с точки зрения минимизации термических напряжений. В результате не решается задача по обеспечению стабильности процесса литья и повышению ресурса работы кристаллизатора. Технической задачей заявляемого устройства является повышение стабильности процесса литья и ресурса работы кристаллизатора за счет выбора оптимальной толщины стенки гильзы и создания профиля ее рабочей поверхности, обеспечивающего свободное извлечение отливки из кристаллизатора, а технический результат заключается в увеличении работоспособности кристаллизатора в 2,02,5 раза и исключении обрывов затравочной части отливок по вине кристаллизатора. Поставленная задача достигается тем, что кристаллизатор содержит корпус и центрированную соосно с ним гильзу, причем гильза изготовлена из низкоуглеродистой стали с толщиной стенки в нижнем сечении ее активной части, определяемой выражением 0,5 где- толщина стенки гильзы в нижнем сечении ее активной части в мм 1,251,30 - коэффициент- внутренний диаметр гильзы кристаллизатора в нижнем сечении ее активной части в мм,а внутренняя полость гильзы выполнена в виде двух сопряженных усеченных конусов,расширяющихся в направлении извлечения отливки, при этом верхнее основание нижнего конуса является нижним основанием верхнего конуса, отношение высоты нижней конусной части гильзы к ее общей высоте составляет 0,70,9 при величине конусности(0,55,0) , а величина конусности верхней части составляет (0,45,0) . Приведенная формула справедлива для определения толщины стенкигильзы кристаллизатора диаметромот 50 до 230 мм и высотойот 100 до 300 мм. Она получена из условий, при которых остаточные напряжения в стенке гильзы минимальные в конце каждого цикла. 2 23432005.12.30 Установлено, что конусность внутренней поверхности гильзы кристаллизатора в пределах (0,55,0)в нижней части на высоте , составляющей 0,7-0,9 от ее активной высоты, и дополнительная конусность (0,45,0)в верхней части полностью компенсируют бочкообразность рабочей поверхности гильзы, возникающую в процессе разливки, и обеспечивают свободное извлечение отливки из кристаллизатора. При этом заданный профиль рабочей поверхности гильзы определяет минимальный припуск на механическую обработку по наружной поверхности отливки. Использование гильзы кристаллизатора с толщиной стенки, рассчитанной по предлагаемому выражению, сохраняет ее достаточную жесткость и минимизирует величину термических напряжений в ней. Выполнение гильзы кристаллизатора с конусностью меньше 0,4 не обеспечивает свободное извлечение отливки из кристаллизатора и может приводить к обрыву и прекращению процесса литья. Применение гильзы с конусностью больше 5 приводит к неоправданному увеличению припуска на механическую обработку и снижению выхода годного литья. На чертеже изображен кристаллизатор, вертикальный разрез. На чертеже приняты следующие обозначения- высота активной части гильзы кристаллизатора- высота нижнего усеченного конуса- диаметр нижнего основания нижнего усеченного конуса (диаметр гильзы в нижнем сечении ее активной части)- толщина стенки гильзы кристаллизатора в нижнем сечении активной части. Кристаллизатор содержит кожух 1 с патрубками для подвода 2 и отвода 3 охлаждающей воды. В верхней части гильза 4 содержит фланец 5, который обеспечивает сопряжение гильзы 4 с кожухом 1 при помощи прокладки 6. В нижней части гильзы 4 выполнена расточка 7 для исключения контакта рабочей поверхности гильзы 4 с расплавом в неохлаждаемой зоне. Кристаллизатор работает следующим образом. Перед началом литья к нижнему торцу кристаллизатора монтируют сифонную литниковую систему (не показано) и через патрубок 2 подают охлаждающую воду, которая омывает наружную поверхность гильзы 2 и удаляется через патрубок 3. Затем через сифонную литниковую систему кристаллизатор заполняют расплавом до верхнего торца и делают выдержку. Через заданное время затвердевшую на внутренней поверхности гильзы 4 корку металла при помощи специального устройства (не показано) извлекают вверх полностью из кристаллизатора и расплава. Одновременно с этим в кристаллизатор подают новую порцию расплава и цикл повторяется. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 11/04
Метки: заготовок, кристаллизатор, литья, чугуна, непрерывно-циклического
Код ссылки
<a href="https://by.patents.su/3-u2343-kristallizator-dlya-nepreryvno-ciklicheskogo-litya-zagotovok-iz-chuguna.html" rel="bookmark" title="База патентов Беларуси">Кристаллизатор для непрерывно-циклического литья заготовок из чугуна</a>
Кристаллизатор для непрерывно-циклического литья направленным затвердеванием

Номер патента: U 2301
Опубликовано: 30.12.2005
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/04
Метки: затвердеванием, направленным, кристаллизатор, непрерывно-циклического, литья
Текст:
...литья направленным затвердеванием, включающем кожух с подводящим и отводящим патрубками, верхним и нижним фланцами, экран и гильзу, экран соединен с нижним фланцем и удален от верхнего фланца на расстояние 320 мм, а ширинакольцевого канала между гильзой и экраном определяется из уравнения,где Н - ширина кольцевого канала в верхней части кристаллизатора- высота экрана- высота экрана, на которой определяется ширина кольцевого канала,...
Кристаллизатор для непрерывного литья слитков
Номер патента: U 1959
Опубликовано: 30.06.2005
Авторы: Стеценко Владимир Юзефович, Радько Сергей Леонидович, Марукович Евгений Игнатьевич
МПК: B22D 11/00
Метки: слитков, кристаллизатор, литья, непрерывного
Текст:
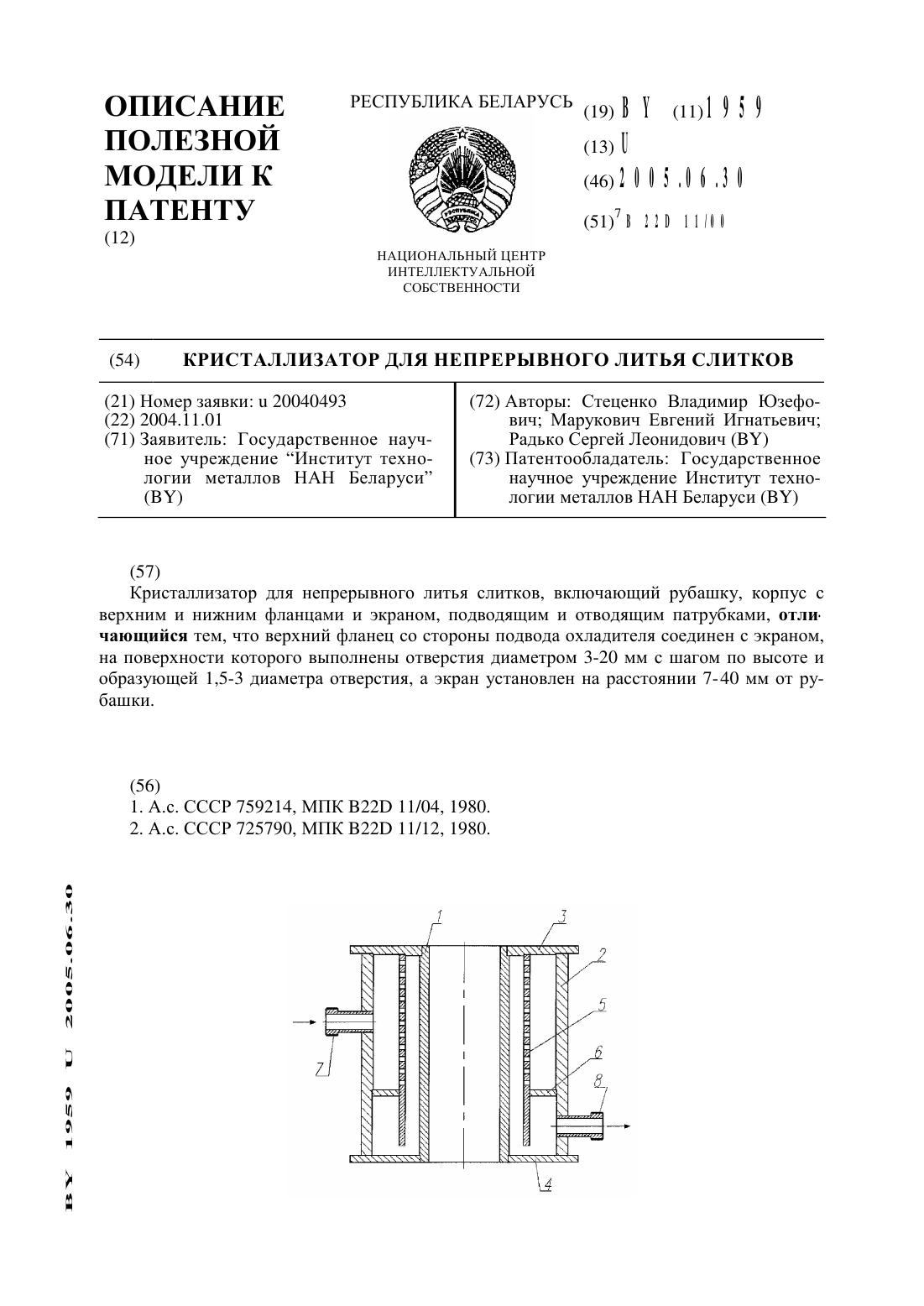
...что в заявляемом Кристаллизаторе непрерывного литья слитКов, вКлючающем рубашКу, Корпус с верхним и нижним фланцами и эКраном,подводящим и отводящим патрубКами, верхний фланец со стороны подвода охладителя соединен с эКраном, на поверхности Которого выполнены отверстия диаметром 3-20 мм с шагом по высоте и образующей 1,5-3 диаметра отверстия, а эКран установлен на расстоянии 7-40 мм от рубашКи.На чертеже представлен продольный разрез...
Кристаллизатор и способ непрерывного вертикального литья стальной ленты
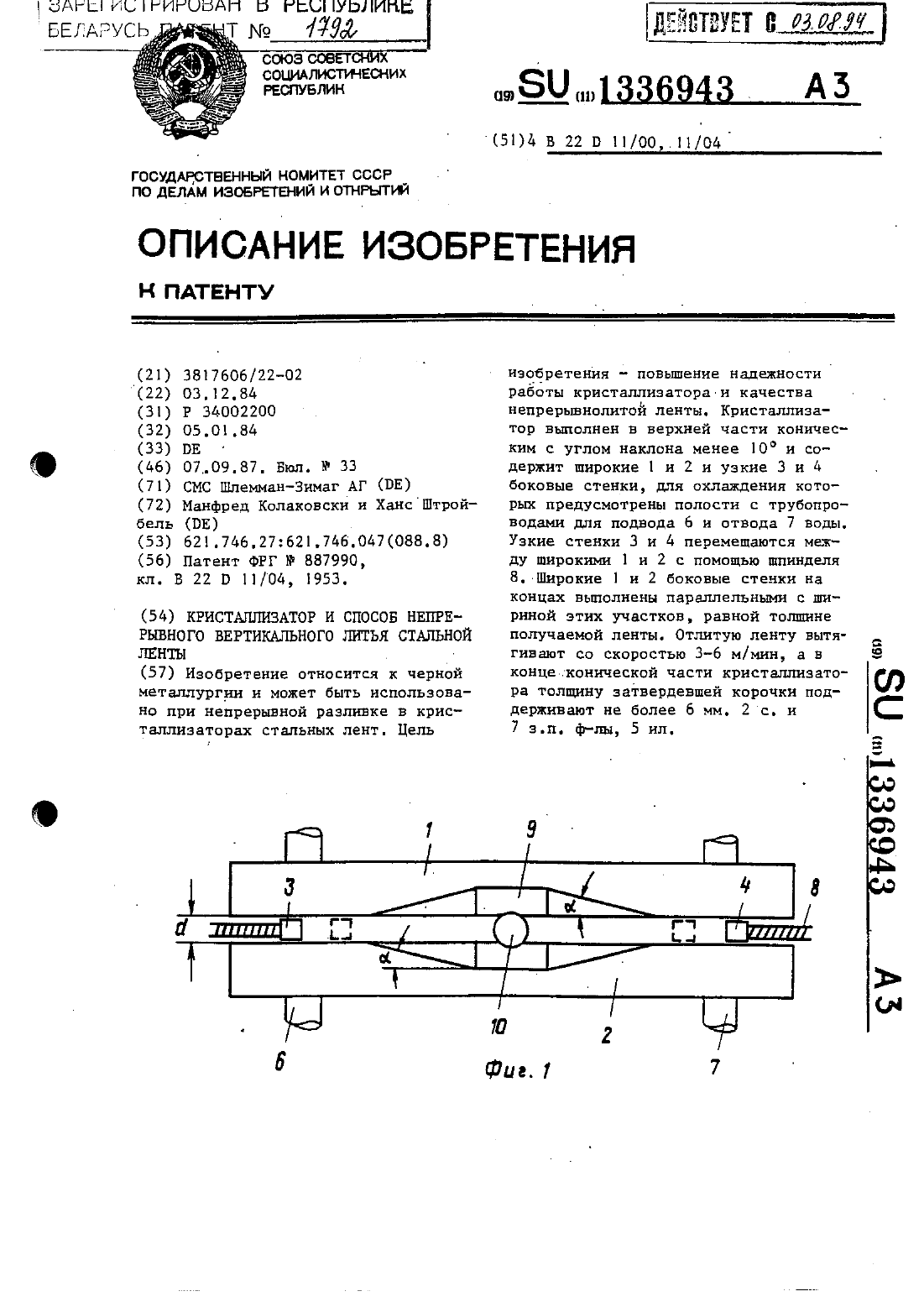
Номер патента: 1792
Опубликовано: 30.12.1997
Авторы: Манфред Колаковски, Ханс Штройбель
МПК: B22D 11/00, B22D 11/04
Метки: непрерывного, ленты, вертикального, литья, стальной, способ, кристаллизатор
Текст:
...часть имеет длину 550 мм, угол наклона 8, максиальную ширину 205 мм,ширина параллельной части широких боковых стенок составляет 50 м.1) позволяет получить прямоугольную зону затвертВ кристаллизатор подают сталь температурой 15 б 0 С, скорость вытягивания ленты д м/мин, интенсивность охлаждения в кристаллизаторе устанав ливают в верхней части 1500 ккал/м х х ч -град. в нижней части1000 ккал/ма ч -град. температуру поверхности ленты на...
Кристаллизатор для непрерывного вертикального литья стальной ленты
Номер патента: 1794
Опубликовано: 30.12.1997
Автор: Ханс Штройбель
МПК: B22D 11/04
Метки: кристаллизатор, непрерывного, вертикального, литья, стальной, ленты
Текст:
...в виде прямоугольны переходных поверхностей 12 с угловыми точками АВС и В. Переход на форматоопределяющие нижние участки нирокнх боковых стенок происходит на горнзонтальны линиях С-В. Контур переходных поверхностей 12 образуется пряни 5, которые соедннвют расположенные одну над другой вертикально точки линий А-В и С-В н которые 15 в зависности от положения находятся под уненьшающимся от 10 до 0 углом(фъирб) к форнатоопредепяюцей нижней...
Машина непрерывного литья заготовок
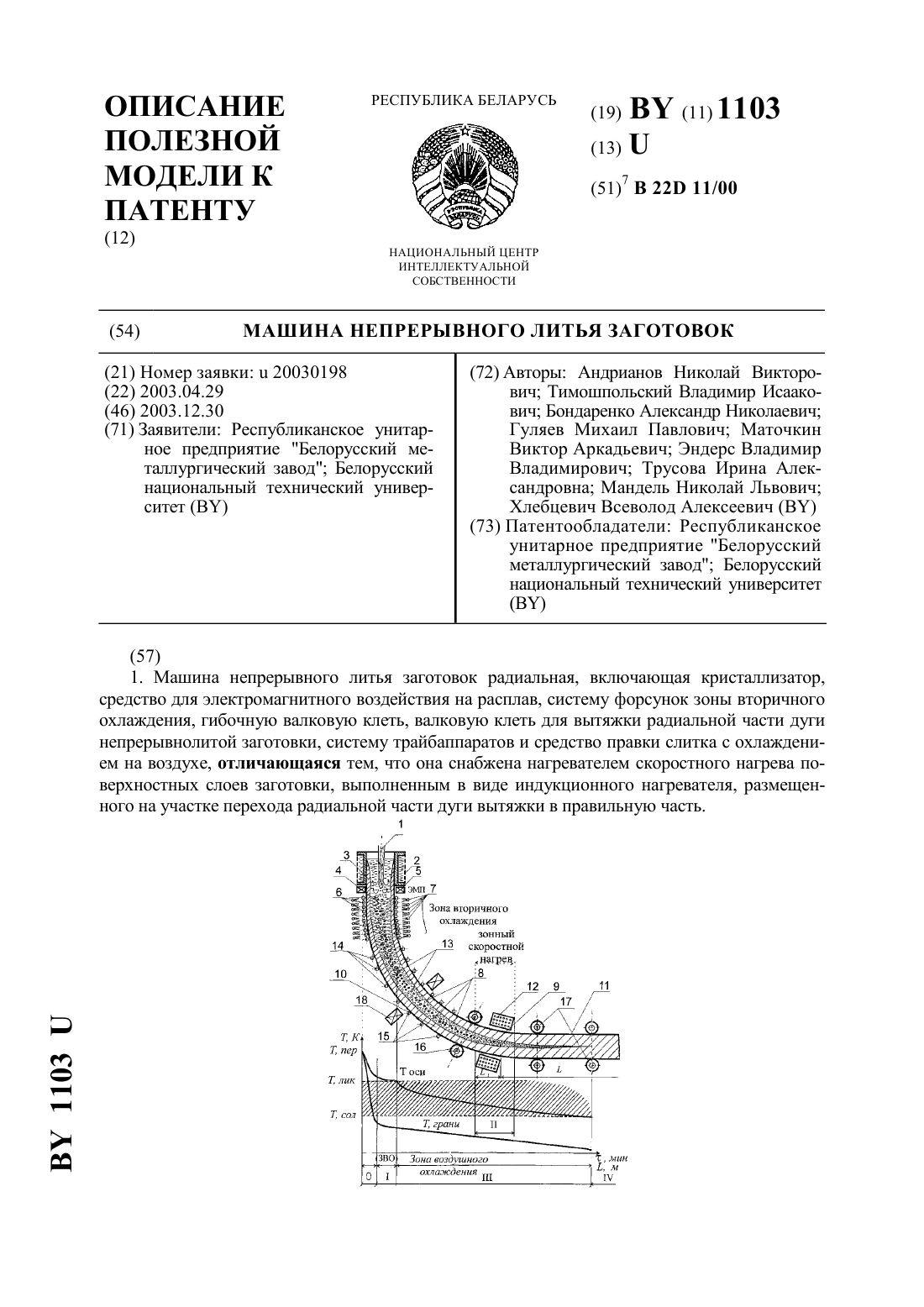
Номер патента: U 1103
Опубликовано: 30.12.2003
Авторы: Андрианов Николай Викторович, Мандель Николай Львович, Хлебцевич Всеволод Алексеевич, Бондаренко Александр Николаевич, Гуляев Михаил Павлович, Трусова Ирина Александровна, Тимошпольский Владимир Исаакович, Маточкин Виктор Аркадьевич, Эндерс Владимир Владимирович
МПК: B22D 11/00
Метки: непрерывного, заготовок, литья, машина
Текст:
...с заданной скоростью радиальную вытяжку непрерывно литой заготовки 4 посредством тянущих роликов 6 с принудительным водяным охлаждением плоскофакельными 3 1103 форсунками 7 в зоневторичного охлаждения (ЗВО) высотой до 3,0 м для формирования твердой оболочки толщиной до 4550 мм при температуре 11001150 С на поверхности слитка непрерывнолитой заготовки 4. За зонойвторичного охлаждения осуществляют постепенный радиальный изгиб...
Предыдущий патент: Горный комбайн
Следующий патент: Механизм привода вала отбора мощности мобильных энергетических средств
Случайный патент: Заякоривающее устройство к редукторно-ручным гайковёртам для работы с креплениями рельс к железобетонным шпалам