Клеть для нанесения профиля на проволоку
Номер патента: U 1840
Опубликовано: 30.03.2005
Авторы: Борщов Сергей Михайлович, Санок Эдуард Альбинович, Томшин Михаил Александрович, Бабков Петр Александрович
Текст
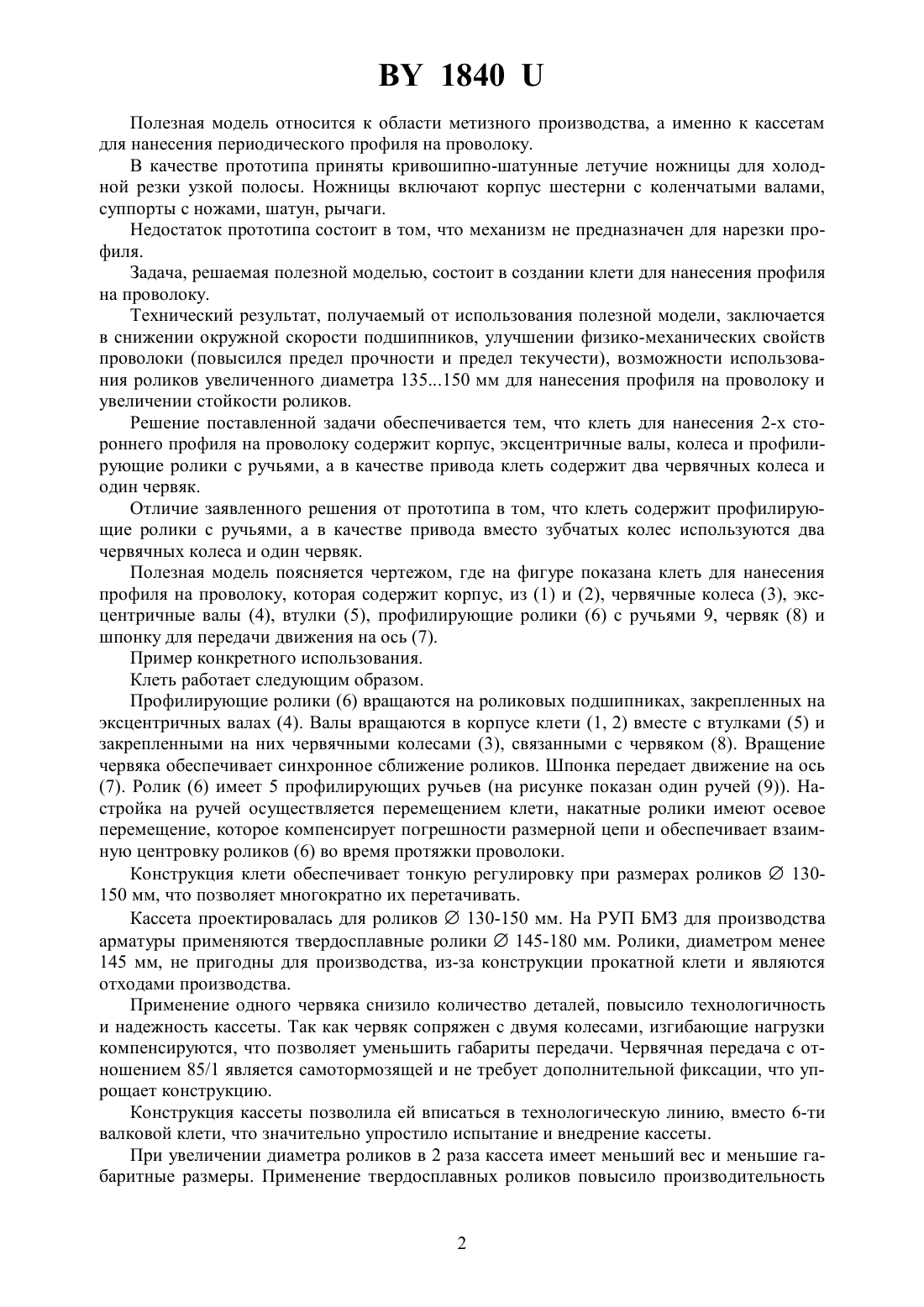
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ КЛЕТЬ ДЛЯ НАНЕСЕНИЯ ПРОФИЛЯ НА ПРОВОЛОКУ(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Томшин Михаил Александрович Борщов Сергей Михайлович Бабков Петр Александрович Санок Эдуард Альбинович(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) Клеть для нанесения профиля на проволоку, содержащая корпус, эксцентричные валы и колеса, отличающаяся тем, что включает профилирующие ролики с ручьями, а в качестве привода клеть содержит два червячных колеса и один червяк. 1840 Полезная модель относится к области метизного производства, а именно к кассетам для нанесения периодического профиля на проволоку. В качестве прототипа приняты кривошипно-шатунные летучие ножницы для холодной резки узкой полосы. Ножницы включают корпус шестерни с коленчатыми валами,суппорты с ножами, шатун, рычаги. Недостаток прототипа состоит в том, что механизм не предназначен для нарезки профиля. Задача, решаемая полезной моделью, состоит в создании клети для нанесения профиля на проволоку. Технический результат, получаемый от использования полезной модели, заключается в снижении окружной скорости подшипников, улучшении физико-механических свойств проволоки (повысился предел прочности и предел текучести), возможности использования роликов увеличенного диаметра 135150 мм для нанесения профиля на проволоку и увеличении стойкости роликов. Решение поставленной задачи обеспечивается тем, что клеть для нанесения 2-х стороннего профиля на проволоку содержит корпус, эксцентричные валы, колеса и профилирующие ролики с ручьями, а в качестве привода клеть содержит два червячных колеса и один червяк. Отличие заявленного решения от прототипа в том, что клеть содержит профилирующие ролики с ручьями, а в качестве привода вместо зубчатых колес используются два червячных колеса и один червяк. Полезная модель поясняется чертежом, где на фигуре показана клеть для нанесения профиля на проволоку, которая содержит корпус, из (1) и (2), червячные колеса (3), эксцентричные валы (4), втулки (5), профилирующие ролики (6) с ручьями 9, червяк (8) и шпонку для передачи движения на ось (7). Пример конкретного использования. Клеть работает следующим образом. Профилирующие ролики (6) вращаются на роликовых подшипниках, закрепленных на эксцентричных валах (4). Валы вращаются в корпусе клети (1, 2) вместе с втулками (5) и закрепленными на них червячными колесами (3), связанными с червяком (8). Вращение червяка обеспечивает синхронное сближение роликов. Шпонка передает движение на ось(7). Ролик (6) имеет 5 профилирующих ручьев (на рисунке показан один ручей (9. Настройка на ручей осуществляется перемещением клети, накатные ролики имеют осевое перемещение, которое компенсирует погрешности размерной цепи и обеспечивает взаимную центровку роликов (6) во время протяжки проволоки. Конструкция клети обеспечивает тонкую регулировку при размерах роликов 130150 мм, что позволяет многократно их перетачивать. Кассета проектировалась для роликов 130-150 мм. На РУП БМЗ для производства арматуры применяются твердосплавные ролики 145-180 мм. Ролики, диаметром менее 145 мм, не пригодны для производства, из-за конструкции прокатной клети и являются отходами производства. Применение одного червяка снизило количество деталей, повысило технологичность и надежность кассеты. Так как червяк сопряжен с двумя колесами, изгибающие нагрузки компенсируются, что позволяет уменьшить габариты передачи. Червячная передача с отношением 85/1 является самотормозящей и не требует дополнительной фиксации, что упрощает конструкцию. Конструкция кассеты позволила ей вписаться в технологическую линию, вместо 6-ти валковой клети, что значительно упростило испытание и внедрение кассеты. При увеличении диаметра роликов в 2 раза кассета имеет меньший вес и меньшие габаритные размеры. Применение твердосплавных роликов повысило производительность 2 1840 труда на 10 , за счет меньшого количества перенастроек и снизило удельные затраты на тонну готовой продукции. Применение роликов большего диаметра снизило окружную скорость подшипников,улучшились физико-механические свойства проволоки (повысился предел прочности и предел текучести). Повысилось качество выпускаемой продукции. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B21B 1/16
Метки: клеть, нанесения, проволоку, профиля
Код ссылки
<a href="https://by.patents.su/3-u1840-klet-dlya-naneseniya-profilya-na-provoloku.html" rel="bookmark" title="База патентов Беларуси">Клеть для нанесения профиля на проволоку</a>
Профилирующий ролик для нанесения периодического профиля на проволоку
Номер патента: U 1667
Опубликовано: 30.12.2004
Авторы: Кожевников Александр Георгиевич, Томшин Михаил Александрович, Абитоцкий Владимир Григорьевич
МПК: B21B 1/16
Метки: профиля, нанесения, периодического, ролик, профилирующий, проволоку
Текст:
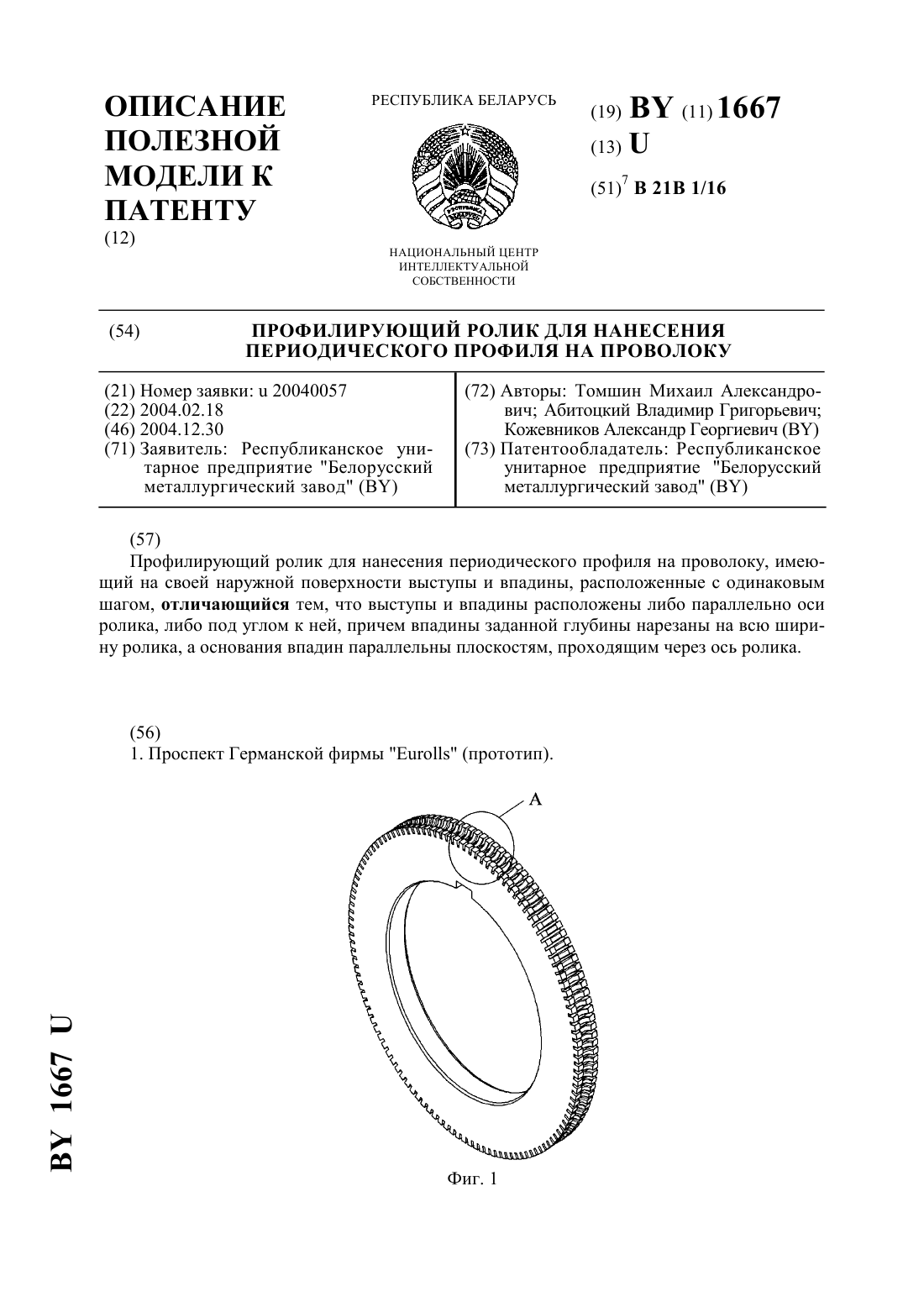
...либо параллельно оси ролика, либо под углом к ней, причем впадины заданной глубины нарезаны на всю ширину ролика, а основания впадин параллельны плоскостям,проходящим через ось ролика. Отличие заявленного решения от прототипа в том, что выступы и впадины расположены либо параллельно оси ролика, либо под углом к ней, причем впадины заданной глубины нарезаны на всю ширину ролика, а основания впадин параллельны плоскостям,проходящим через ось...
Кассета для нанесения профиля на проволоку
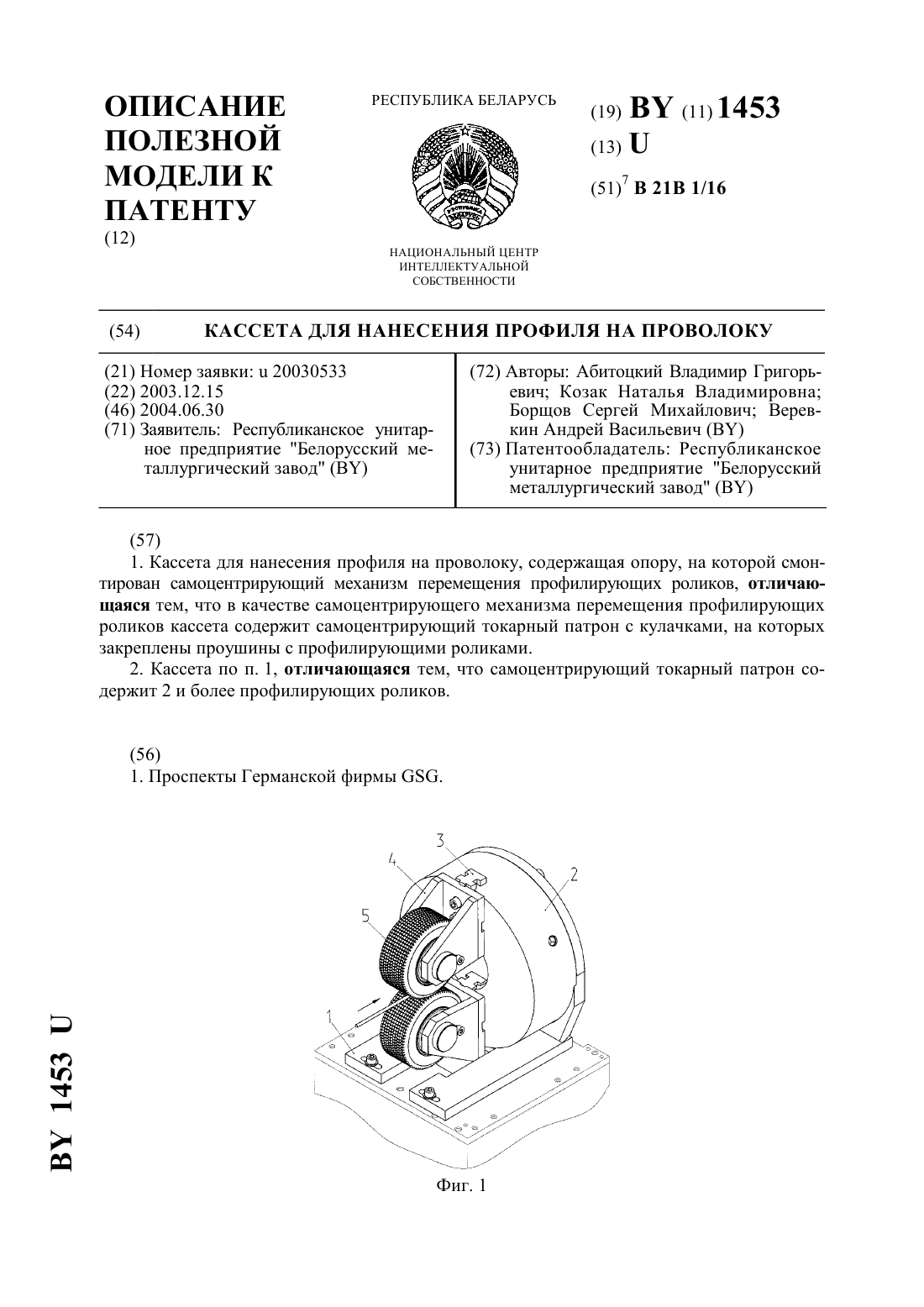
Номер патента: U 1453
Опубликовано: 30.06.2004
Авторы: Абитоцкий Владимир Григорьевич, Борщов Сергей Михайлович, Козак Наталья Владимировна, Веревкин Андрей Васильевич
МПК: B21B 1/16
Метки: проволоку, кассета, профиля, нанесения
Текст:
...диаметром 35 мм, а также в значительном снижении их стоимости. Технический результат, достигаемый при использовании предложенного решения, заключается в получении заданного профиля на проволоке. Решение поставленной задачи заключается в том, что кассета для нанесения периодического профиля на проволоку содержит опору, на которой смонтирован самоцентрирующий механизм перемещения профилирующих роликов. В качестве самоцентрирующего механизма...
Чистовая клеть прокатного стана
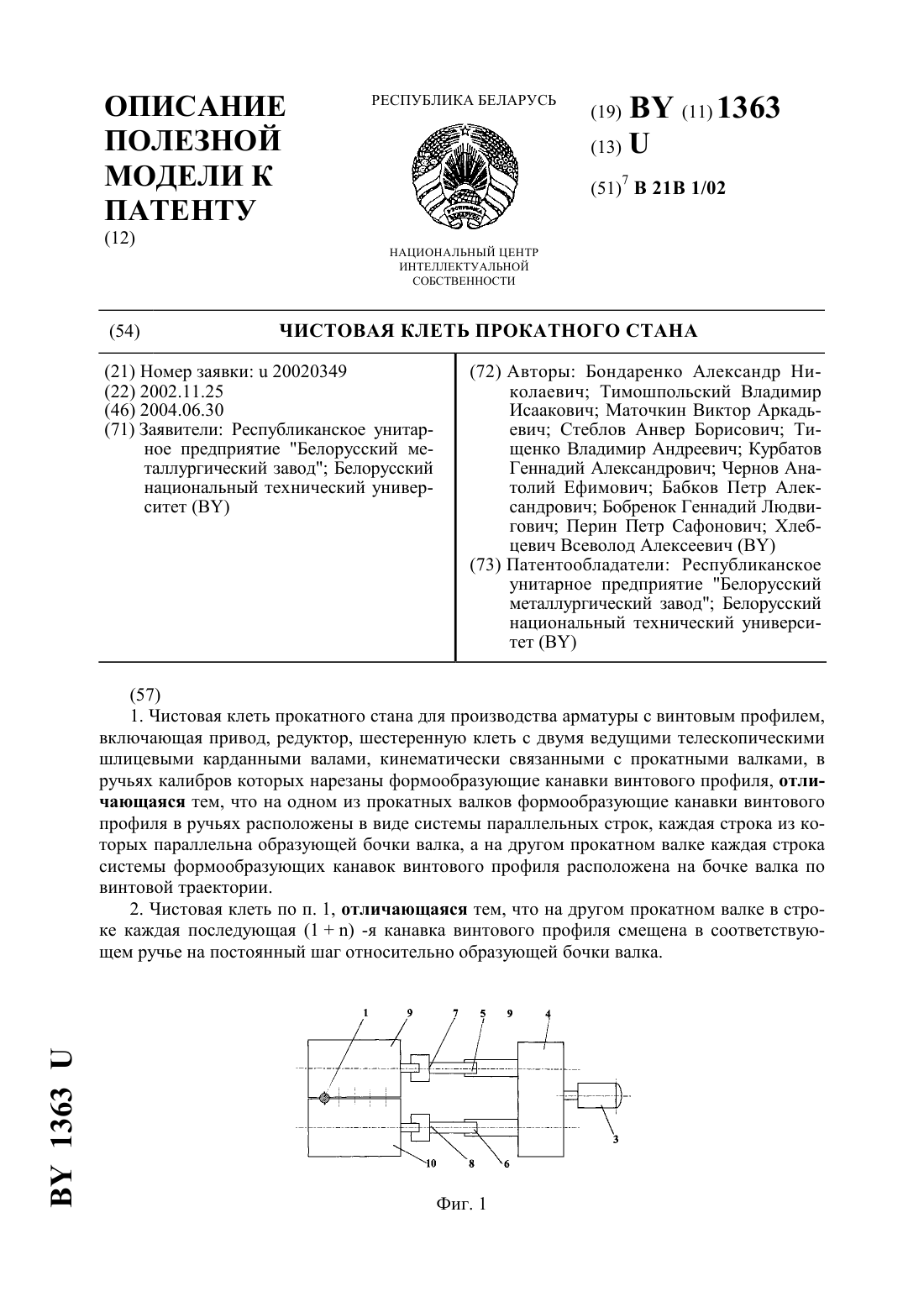
Номер патента: U 1363
Опубликовано: 30.06.2004
Авторы: Бабков Петр Александрович, Тищенко Владимир Андреевич, Бобренок Геннадий Людвигович, Бондаренко Александр Николаевич, Чернов Анатолий Ефимовия, Маточкин Виктор Аркадьевич, Курбатов Геннадий Александрович, Стеблов Анвер Борисович, Перин Петр Сафонович, Хлебцевич Всеволод Алексеевич, Тимошпольский Владимир Исаакович
МПК: B21B 1/02
Метки: стана, чистовая, прокатного, клеть
Текст:
...арматуры заданного винтового трапециевидного, прямоугольного и т.д. профиля с заданным модулем резьбы на стандартном прокатном оборудовании без применения специального редуктора-синхронизатора. Поставленная задача состоит в разработке устройства многоручьевой прокатки сортового проката - чистовой клети прокатного стана для производства арматуры с винтовым профилем, включающей привод, редуктор, шестеренную клеть с двумя ведущими...
Чистовая клеть прокатного стана
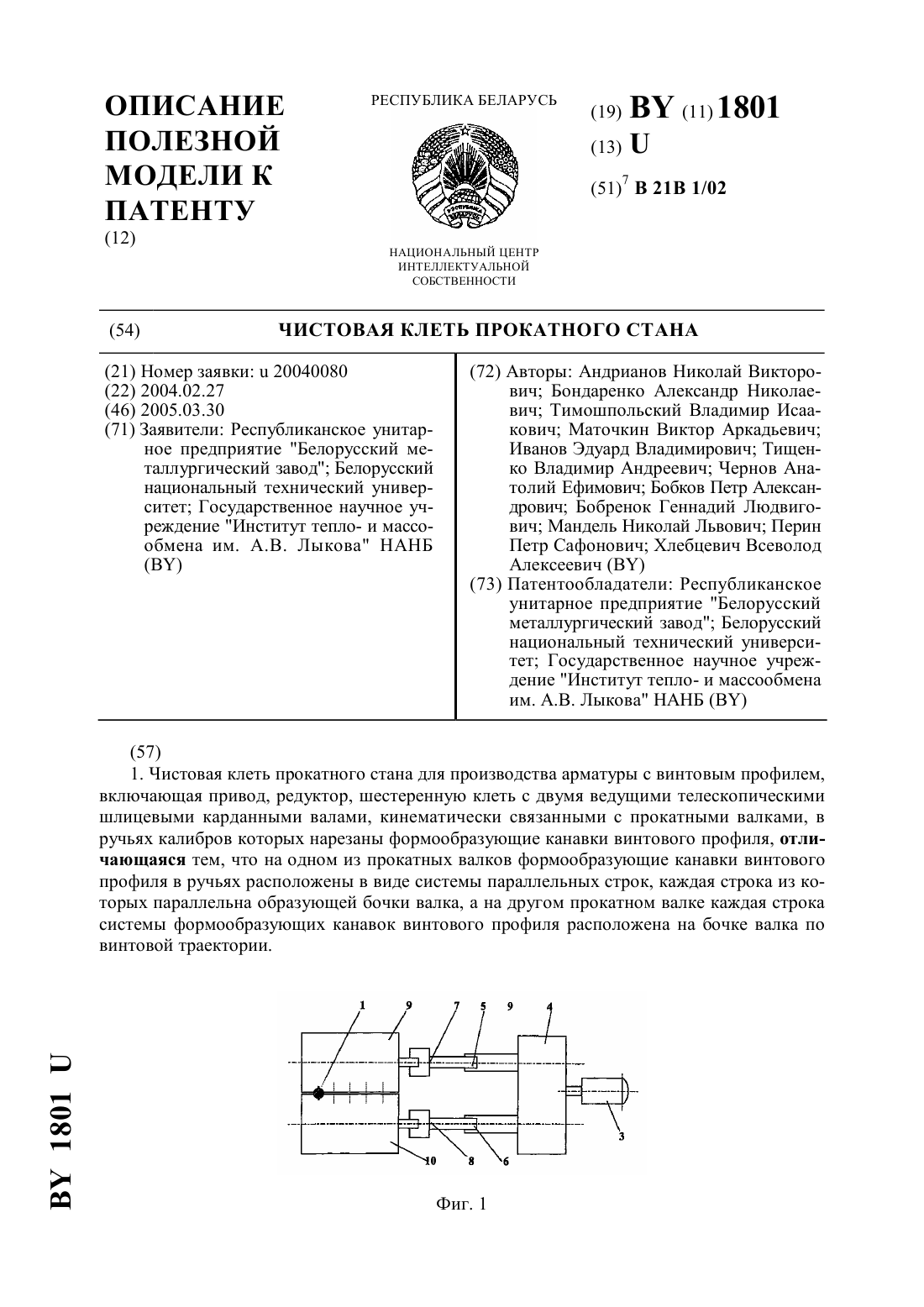
Номер патента: U 1801
Опубликовано: 30.03.2005
Авторы: Маточкин Виктор Аркадьевич, Бобренок Геннадий Людвигович, Чернов Анатолий Ефимович, Бондаренко Александр Николаевич, Перин Петр Сафонович, Хлебцевич Всеволод Алексеевич, Иванов Эдуард Владимирович, Бобков Петр Александрович, Тищенко Владимир Андреевич, Тимошпольский Владимир Исаакович, Мандель Николай Львович, Андрианов Николай Викторович
МПК: B21B 1/02
Метки: стана, прокатного, клеть, чистовая
Текст:
...модели положена задача расширения технологических возможностей чистовой клети для получения арматуры заданного винтового трапециевидного, прямоугольного и т.д. профиля с заданным модулем резьбы на стандартном прокатном оборудовании без применения специального редуктора-синхронизатора. Поставленная задача состоит в разработке устройства многоручьевой прокатки сортового проката - чистовой клети прокатного стана для производства арматуры с...
Клеть прокатного стана
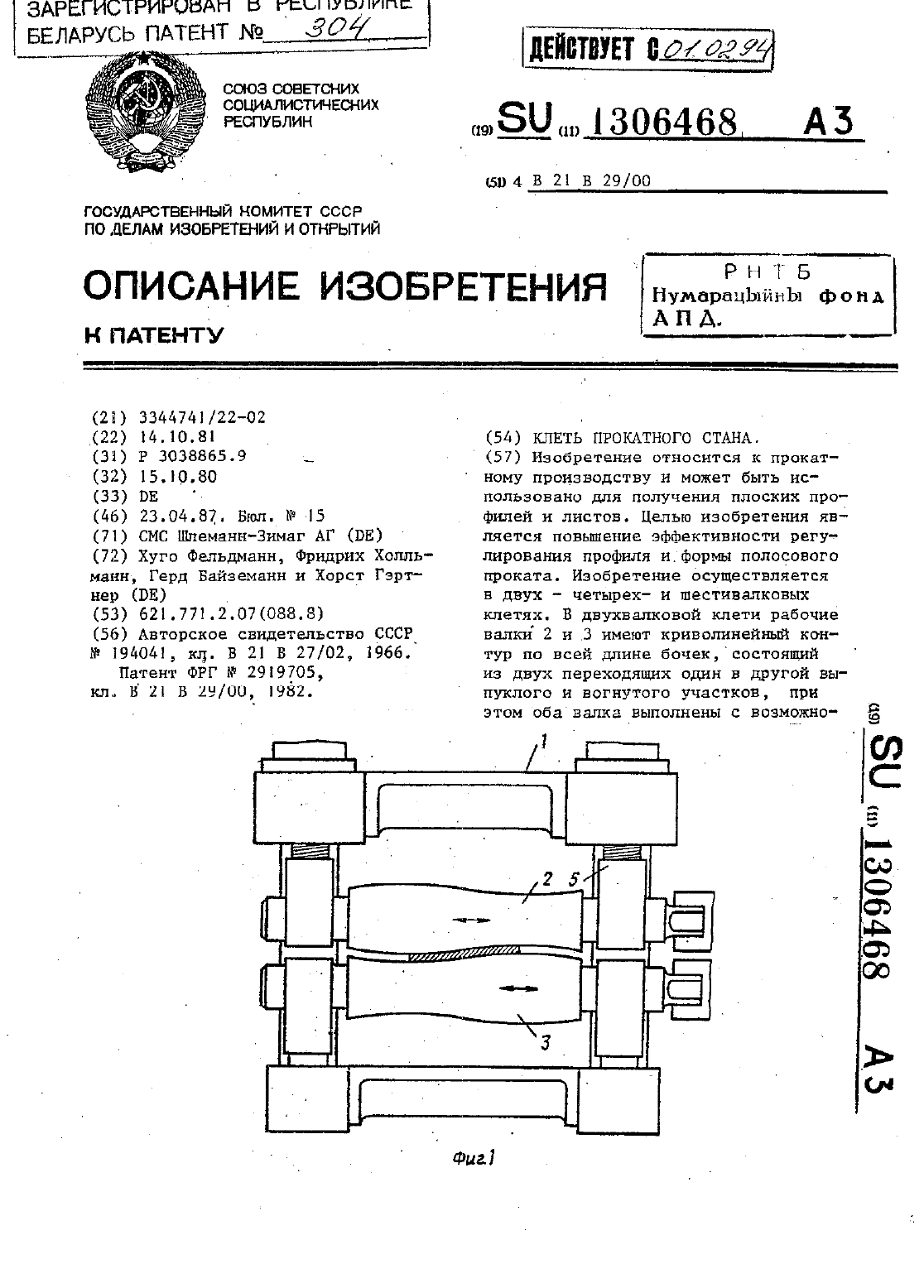
Номер патента: 304
Опубликовано: 30.12.1994
Авторы: Фридрих Холльман, Хорст Гэртнер, Герд Байземанн, Хуго Фельдманн
МПК: B21B 29/00
Метки: стана, клеть, прокатного
Текст:
...дуо. Левая половина бочки верхнего опорного валка З имеет выпуклый контур, а правая вогнутый, тогда как левая половина бочки нижнего опорного валка 5 иеет ВОГНУ тый контур, а ее правая половина вы пуклый, при этом оба участка описанырадиусами одинаковой кривианы. Бочки рабочих валков 2 и д в клети квартаимеют в статическом состоянии цнлиндт рическую форму, однако за счетвзаи 3 1306468 4модействин С опорнми валками Вынужденно...
Предыдущий патент: Многополюсная трёхфазная синхронная машина
Следующий патент: Светильник
Случайный патент: Дождевальный агрегат