Способ изготовления арматуры для бетона
Номер патента: 6454
Опубликовано: 30.09.2004
Авторы: Обухов Александр Николаевич, Овцов Михаил Владимирович
Текст
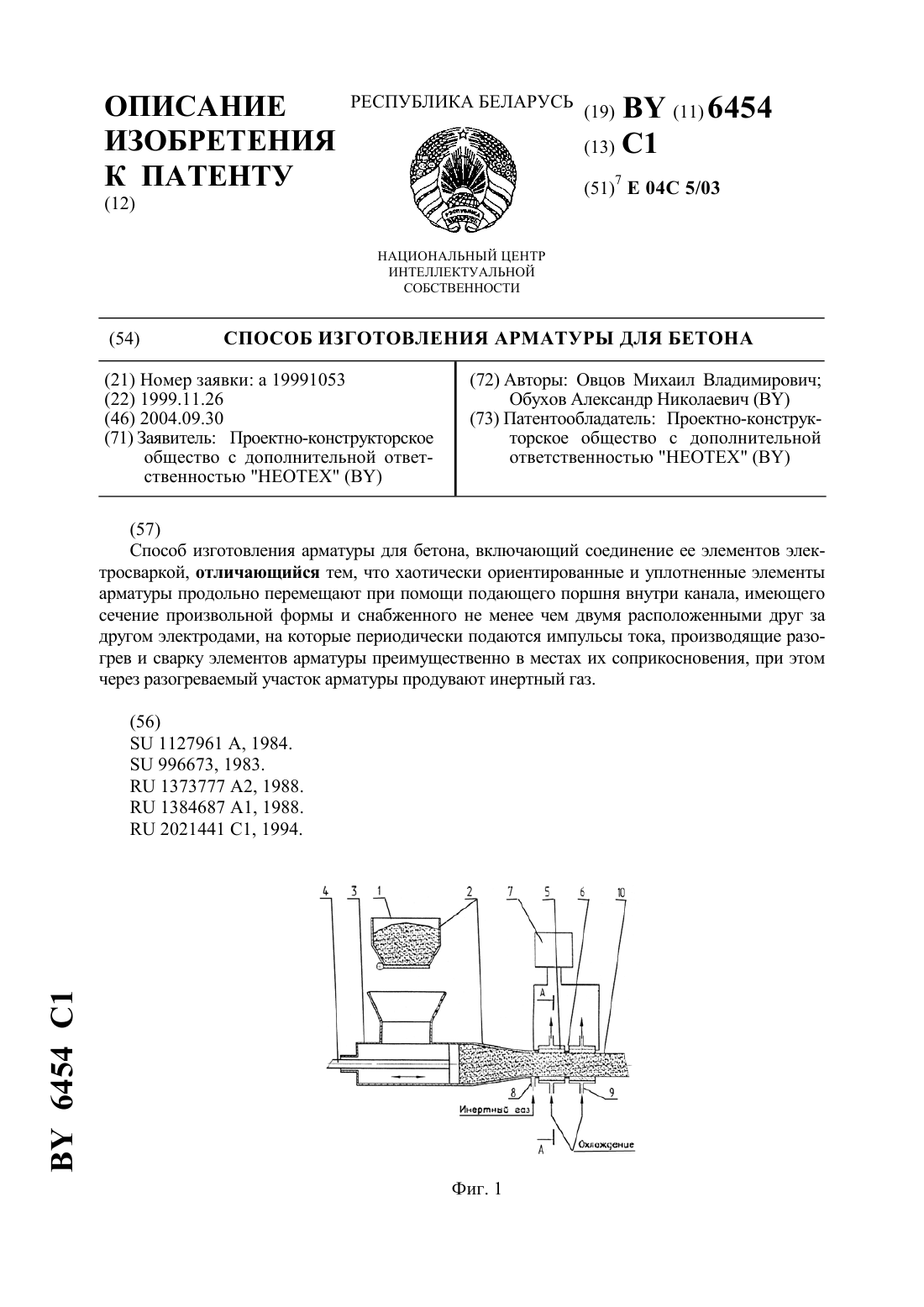
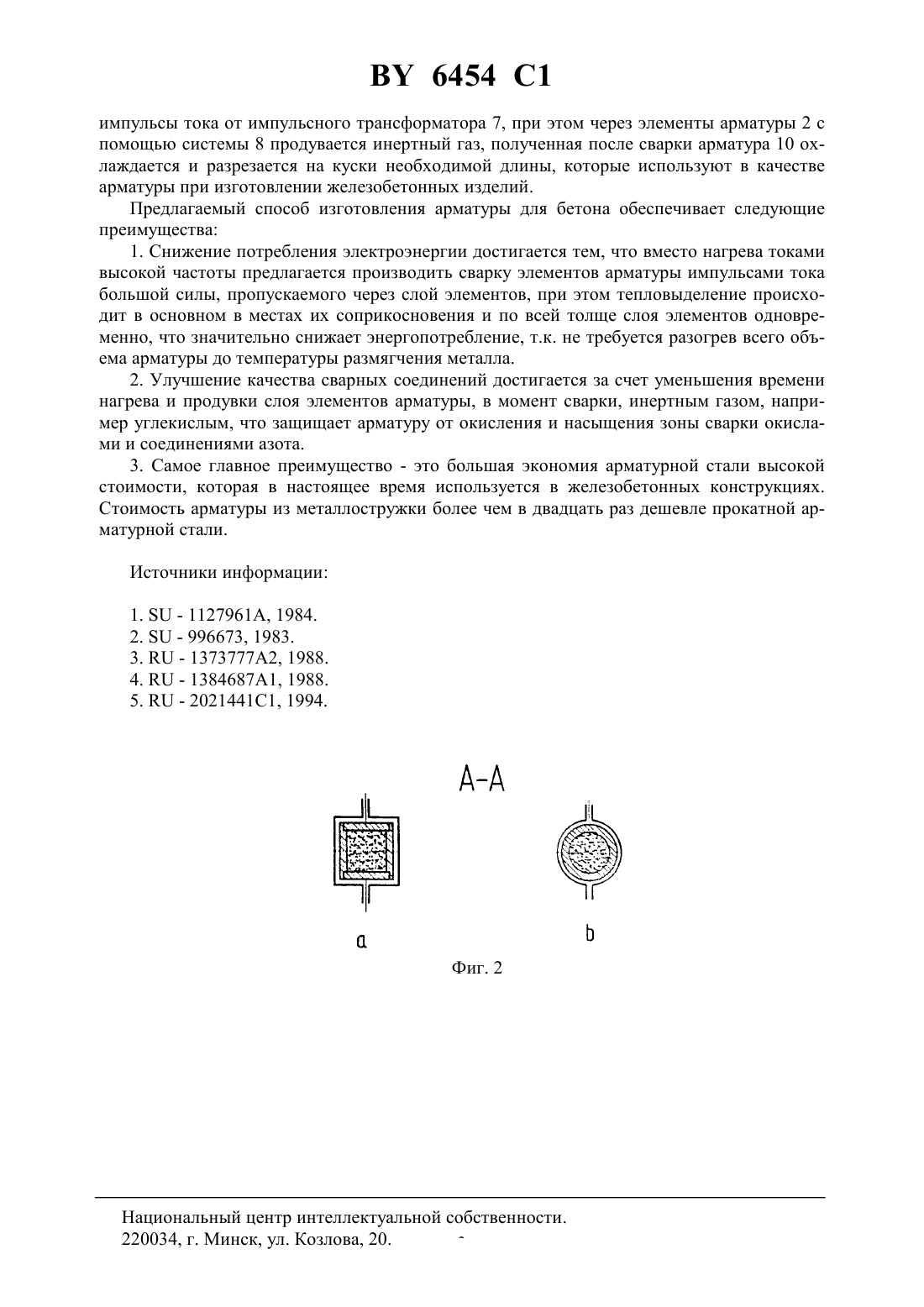
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРЫ ДЛЯ БЕТОНА(72) Авторы Овцов Михаил Владимирович Обухов Александр Николаевич(57) Способ изготовления арматуры для бетона, включающий соединение ее элементов электросваркой, отличающийся тем, что хаотически ориентированные и уплотненные элементы арматуры продольно перемещают при помощи подающего поршня внутри канала, имеющего сечение произвольной формы и снабженного не менее чем двумя расположенными друг за другом электродами, на которые периодически подаются импульсы тока, производящие разогрев и сварку элементов арматуры преимущественно в местах их соприкосновения, при этом через разогреваемый участок арматуры продувают инертный газ. 6454 1 Изобретение относится к арматурным элементам, предназначенным для армирования железобетонных изделий. Известен способ изготовления арматуры, включающий соединение ее элементов высокочастотной индукционной сваркой. Недостатком известного способа является применение для соединения элементов высокочастотного нагрева всей массы свариваемых элементов, что ведет к большому расходу электроэнергии и низкому качеству сварных соединений из-за насыщения окислами и азотом. Наиболее близким по технической сущности и достигаемому результату является способ изготовления арматуры, включающий соединение элементов высокочастотной индукционной сваркой, свариваемые элементы продольно перемещают внутри цилиндрической формы из кварцевого стекла, помещенной в магнитное поле индуктора высокой частоты мощностью не менее 55 кВ-А, одновременно в форму засыпают металлическую стружку и уплотняют вибратором, а после выхода из формы стержня с приваренной стружкой его охлаждают и режут на отрезки. Недостатком данного способа является 1. Большой расход электроэнергии, связанный с тем, что для проведения сварки элементов арматуры необходимо прогреть весь слой арматуры до температуры размягчения металла, что при применении высокочастотного нагрева занимает значительное время, т.к. высокочастотное поле проникает только в поверхностный слой, экранирующий нижние слои. 2. Низкое качество получаемых сварных соединений, связанное с тем, что сварные соединения в процессе нагрева в атмосфере насыщаются окислами и соединениями азота. Задачей изобретения является снижение потребления электроэнергии и улучшения качества сварных соединений. Решение поставленной задачи достигается тем, что хаотически ориентированные и уплотненные элементы арматуры продольно перемещают при помощи подающего поршня, внутри канала, имеющего сечение произвольной формы и снабженного не менее чем двумя расположенными друг за другом электродами, на которые периодически подаются импульсы тока, производящие разогрев и сварку элементов арматуры преимущественно в местах их соприкосновения, при этом через разогреваемый участок арматуры продувается инертный газ. Снижение потребления электроэнергии достигается тем, что вместо нагрева токами высокой частоты предлагается производить сварку элементов арматуры импульсами тока большой силы, пропускаемого через слой элементов, при этом тепловыделение происходит в основном в местах их соприкосновения и по всей толще слоя элементов одновременно, что значительно снижает энергопотребление, т.к. не требуется разогрев всего объема арматуры до температуры размягчения металла. Улучшение качества сварных соединений достигается за счет уменьшения времени нагрева и продувки слоя элементов арматуры, в момент сварки, инертным газом, например углекислым, что защищает арматуру от окисления и насыщения зоны сварки окислами и соединениями азота. На фиг. 1 изображена схема изготовления арматуры, общий вид, на фиг. 2 - варианты формы сечения арматуры. Способ изготовления арматуры 10 реализуется с помощью бункера-дозатора 1 элементов арматуры 2, формообразующего и направляющего корпуса 3, подающего поршня 4, электродов 5, разделенные диэлектрическими вставками 6, импульсного трансформатора 7, системы подачи инертного газа 8 и охлаждения электродов 9. Способ осуществляется следующим образом. Элементы арматуры 2, например обрезки проволоки или металлическая стружка, засыпаются в бункер-дозатор 1 и подаются из него в формообразующий и направляющий корпус 3, где при помощи поршня 4 подается в зону электродов 5, которые разделены диэлектрическими прокладками 6 и имеют систему охлаждения 9, на электроды подаются 2 6454 1 импульсы тока от импульсного трансформатора 7, при этом через элементы арматуры 2 с помощью системы 8 продувается инертный газ, полученная после сварки арматура 10 охлаждается и разрезается на куски необходимой длины, которые используют в качестве арматуры при изготовлении железобетонных изделий. Предлагаемый способ изготовления арматуры для бетона обеспечивает следующие преимущества 1. Снижение потребления электроэнергии достигается тем, что вместо нагрева токами высокой частоты предлагается производить сварку элементов арматуры импульсами тока большой силы, пропускаемого через слой элементов, при этом тепловыделение происходит в основном в местах их соприкосновения и по всей толще слоя элементов одновременно, что значительно снижает энергопотребление, т.к. не требуется разогрев всего объема арматуры до температуры размягчения металла. 2. Улучшение качества сварных соединений достигается за счет уменьшения времени нагрева и продувки слоя элементов арматуры, в момент сварки, инертным газом, например углекислым, что защищает арматуру от окисления и насыщения зоны сварки окислами и соединениями азота. 3. Самое главное преимущество - это большая экономия арматурной стали высокой стоимости, которая в настоящее время используется в железобетонных конструкциях. Стоимость арматуры из металлостружки более чем в двадцать раз дешевле прокатной арматурной стали. Источники информации 1.- 1127961, 1984. 2.- 996673, 1983. 3.- 1373777 А 2, 1988. 4.- 1384687 А 1, 1988. 5.- 2021441 С 1, 1994. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: E04C 5/03
Метки: арматуры, изготовления, бетона, способ
Код ссылки
<a href="https://by.patents.su/3-6454-sposob-izgotovleniya-armatury-dlya-betona.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления арматуры для бетона</a>
Способ изготовления корпуса клапана
Номер патента: 743
Опубликовано: 15.08.1995
Авторы: Тарасенко А. В., Штанько В. И., Наганов Александр Валерианович, Комар Е. И.
МПК: B23K 103/04, B23K 9/167
Метки: способ, клапана, корпуса, изготовления
Текст:
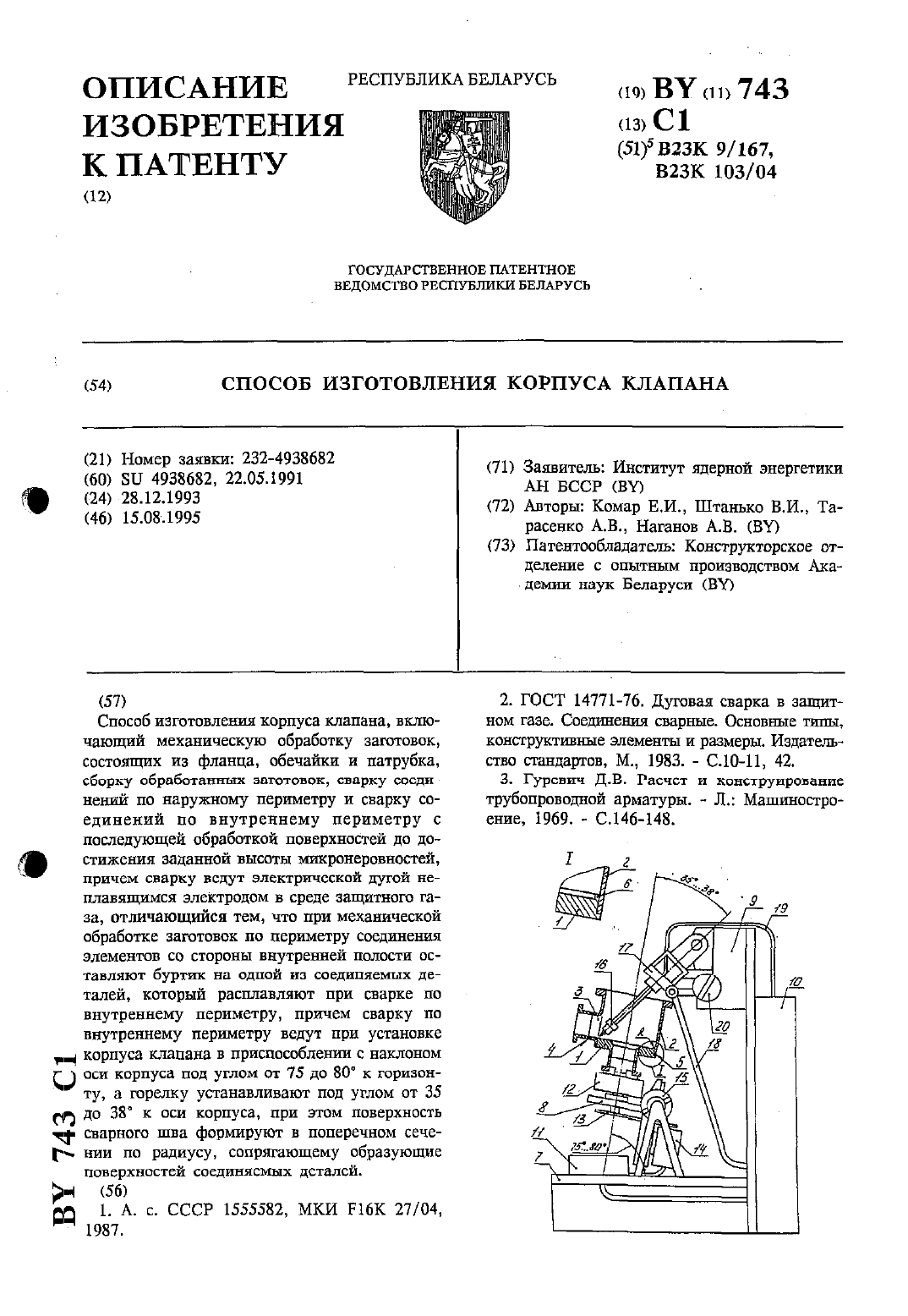
...в сварочной ванне, например, используют изготовление заранее в месте соединения выступы на одной из деталей, которые при сварке расплавляют,что обеспечивает равномерность получения расплава металла и устойчивость сварочной ван. Однако, при изготовлении слоник деталей, каковым является корпус клапанав котором соединяют такие элементы как обечайка и Фланец, толщины которых заметно отлчаются что искажает температурное и силовое поле в...
Способ изготовления изделий
Номер патента: 3091
Опубликовано: 30.12.1999
Авторы: Кучинский Сергей Павлович, Свирский Дмитрий Николаевич, Сухиненко Борис Николаевич, Сункуев Борис Семенович
Метки: изделий, способ, изготовления
Текст:
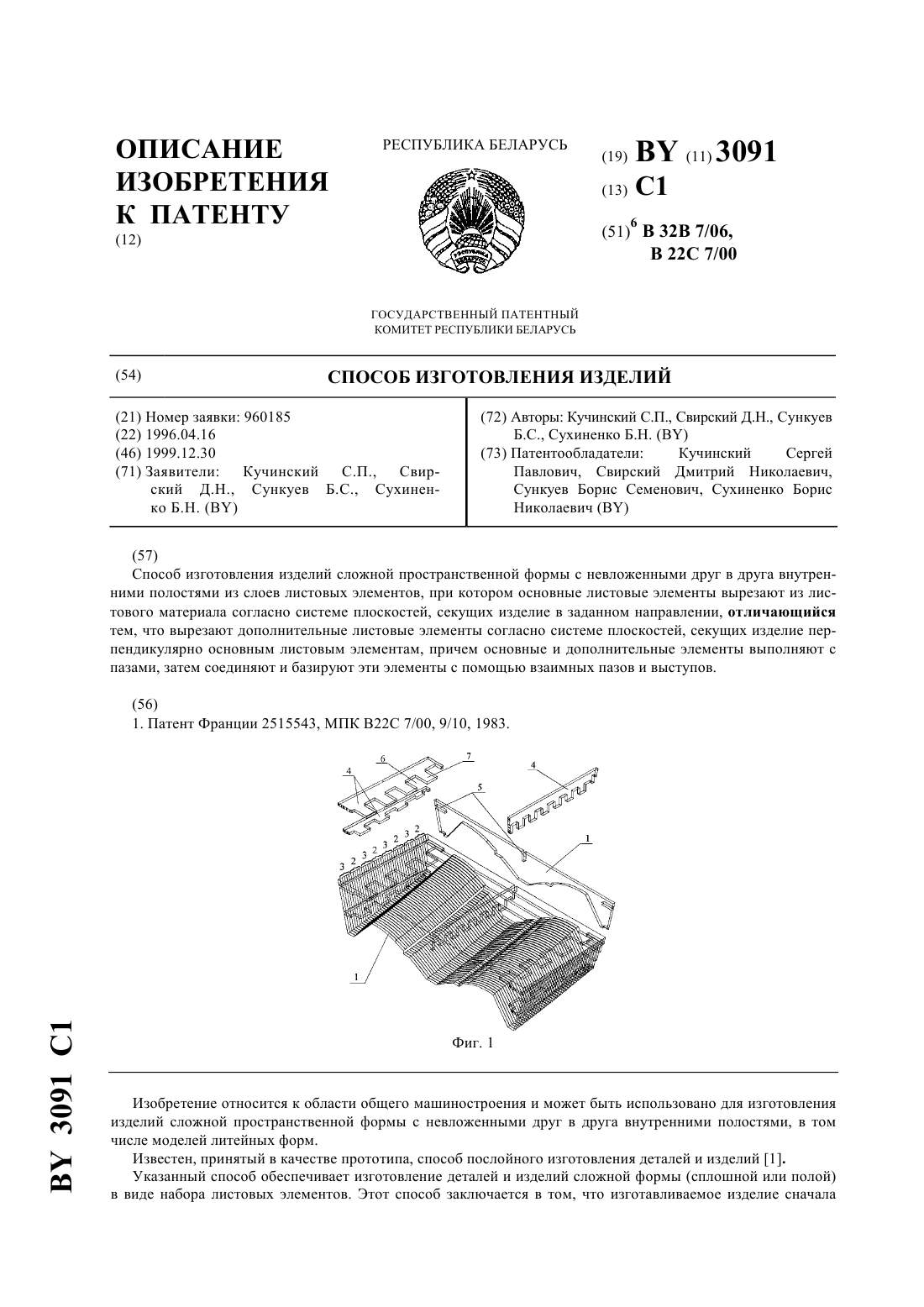
...формы с невложенными друг в друга внутренними полостями из листовых материалов. Указанная техническая задача решается за счт того, что из листового материала вырезают основные листовые элементы согласно системе плоскостей, секущих изделие в заданном направлении, и дополнительные листовые элементы согласно системе плоскостей, секущих изделие перпендикулярно основным листовым элементам, причм основные и дополнительные листовые элементы...
Состав для антикоррозионного покрытия арматуры в ячеистом бетоне автоклавного твердения
Номер патента: 5320
Опубликовано: 30.06.2003
Авторы: Губская Алла Геннадьевна, Баньковский Леонид Данилович, ЦЫБУЛЬКО Надежда Николаевна
МПК: C09D 5/08, C04B 28/02
Метки: антикоррозионного, покрытия, арматуры, автоклавного, состав, ячеистом, бетоне, твердения
Текст:
...жизнеспособности состава покрытия. Поставленная задача решается путем использования для антикоррозионной защиты арматуры в ячеистом бетоне автоклавного твердения состава, содержащего в качестве органического связующего смесь сложного олигоэфира и бутадиенстирольного латекса, в качестве наполнителя - пыль из электрофильтров печей обжига цементного клинкера, а в качестве ингибитора коррозии - щелочной сток производства капролактама (ЩСПК)...
Чистовой калибр для холоднодеформированной арматуры
Номер патента: U 1183
Опубликовано: 30.12.2003
Авторы: Хлебцевич Всеволод Алексеевич, Бабков Петр Александрович, Тищенко Владимир Андреевич, Маточкин Виктор Аркадьевич, Ленартович Дмитрий Владимирович, Стеблов Анвер Борисович, Король Владимир Александрович, Сидоренко Михаил Иванович, Тимошпольский Владимир Исаакович, Степаненко Александр Васильевич, Исаевич Леонид Александрович, Дуброва Игорь Валентинович
МПК: B21B 1/02
Метки: арматуры, чистовой, калибр, холоднодеформированной
Текст:
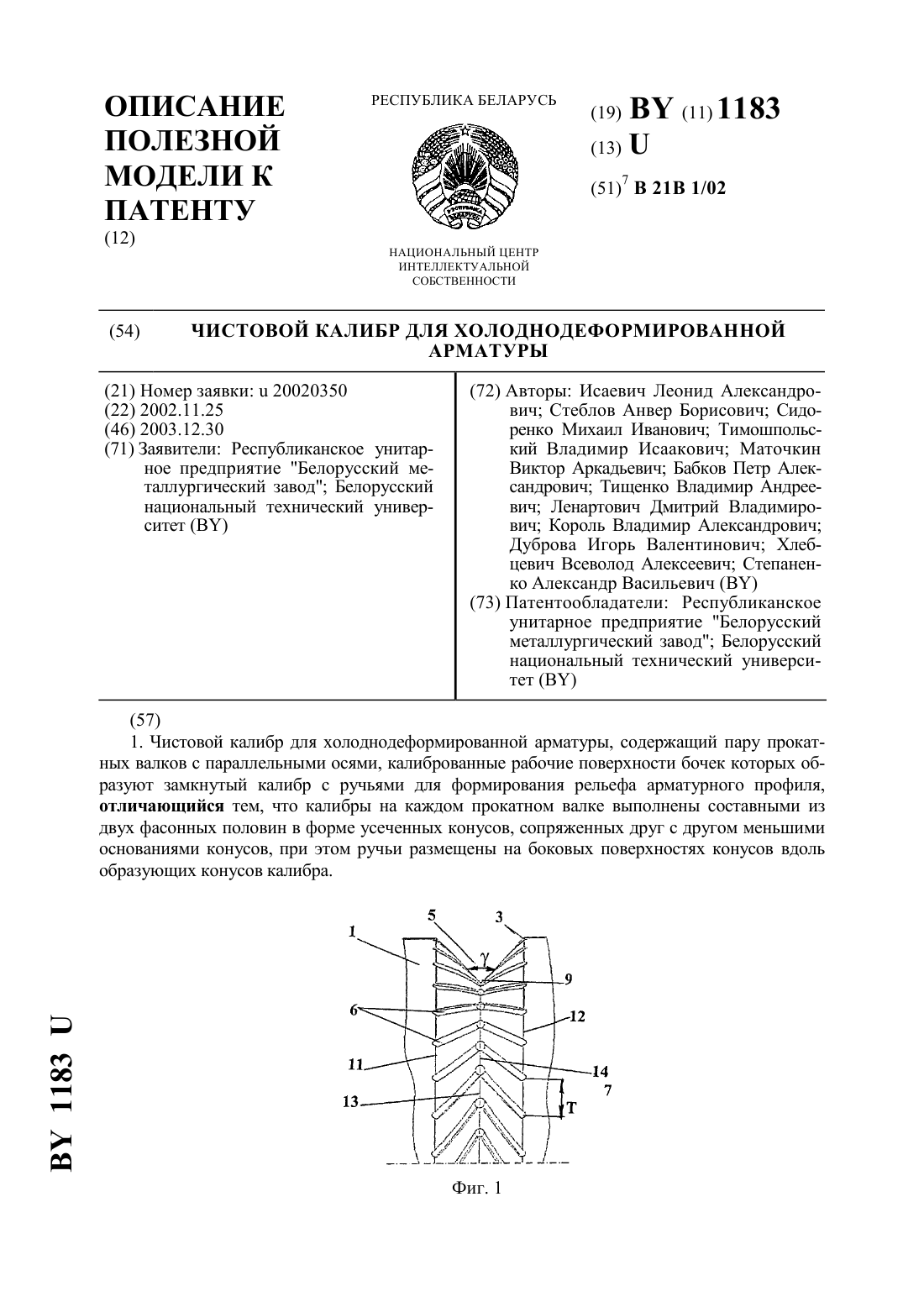
...на ее поверхности. 2 1183 Недостатком известного чистового является ограниченные технологические возможности, в связи с невозможностью получения в одном калибре арматуры с различным рельефом профиля на наружной поверхности. В основу полезной модели положена задача упрощения технологии изготовления чистового калибра, расширение технологических возможностей получения арматуры с различным профилем и рельефом и повышение качества арматуры...
Привод запорного органа трубопроводной арматуры
Номер патента: 4598
Опубликовано: 30.09.2002
Автор: Богачев Геннадий Иванович
МПК: F16K 41/10
Метки: привод, арматуры, органа, трубопроводной, запорного
Текст:
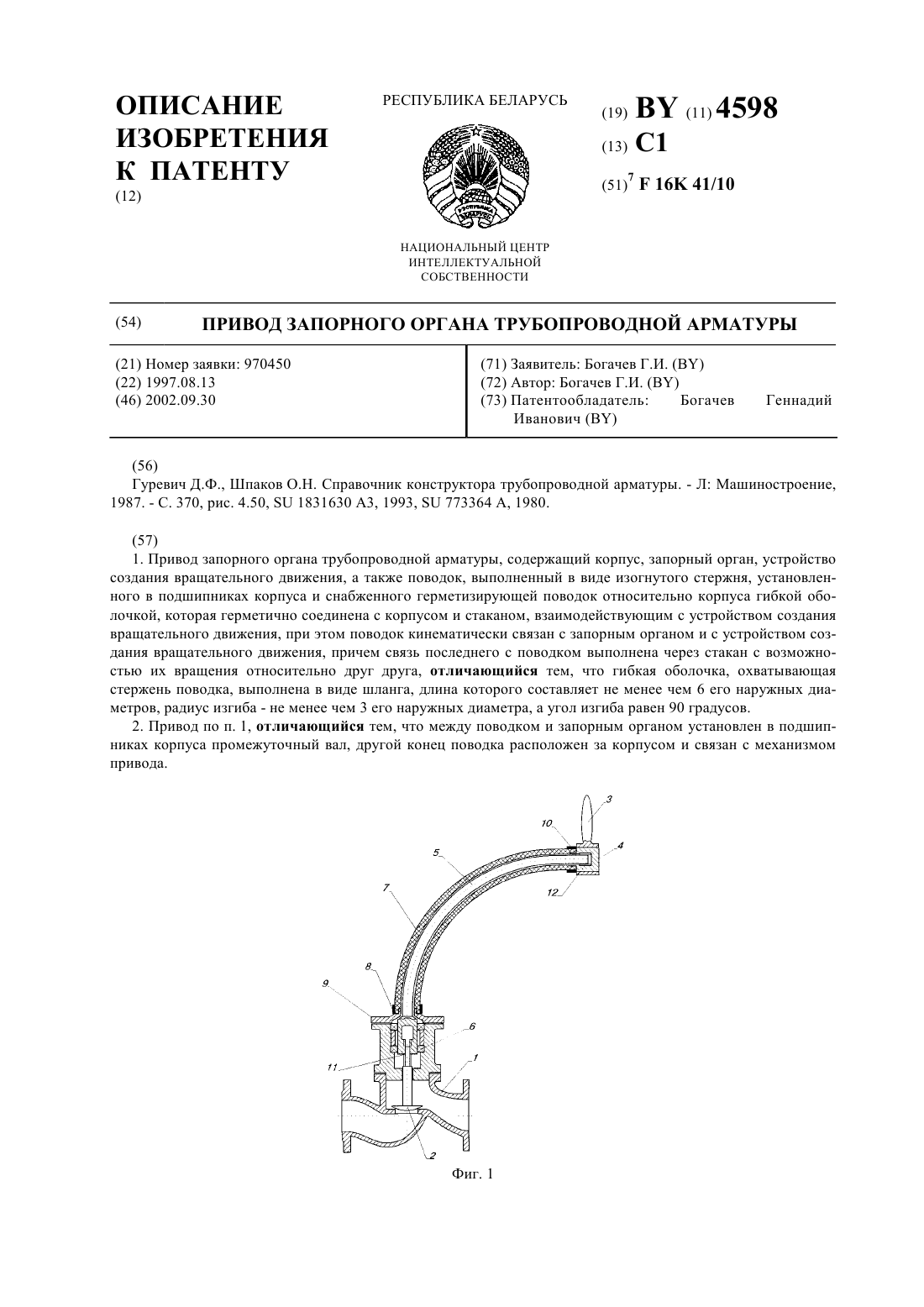
...движения является крутящий момент устройства создания вращательного движения. Этот крутящий момент равен усилию, приложенному к приводу, умноженному на радиус приложения этого усилия. На взаимодействующие детали привода - на подшипники - передается при этом сила, равная этому усилию, а также сила, создаваемая загибом гибкой оболочки. При угле загиба гибкой оболочки в 90 градусов радиус приложения усилия устройства создания вращательного...
Предыдущий патент: Композиция ингредиентов для производства водки “Золотой колос”
Следующий патент: Способ комплексного лечения гормонорезистентных форм рака предстательной железы с отдаленными метастазами
Случайный патент: Способ шлифования шариков