Способ шлифования шариков
Текст
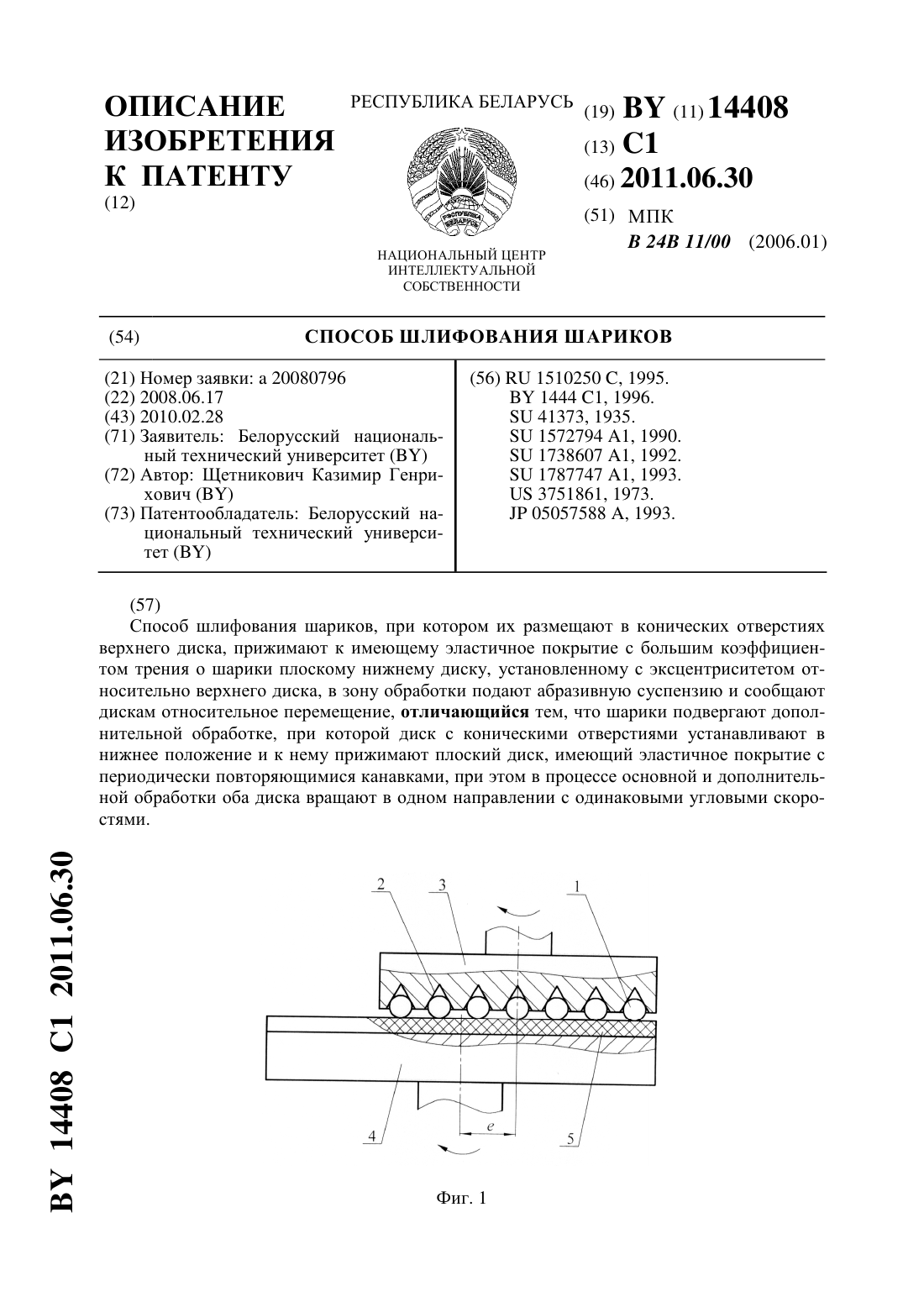
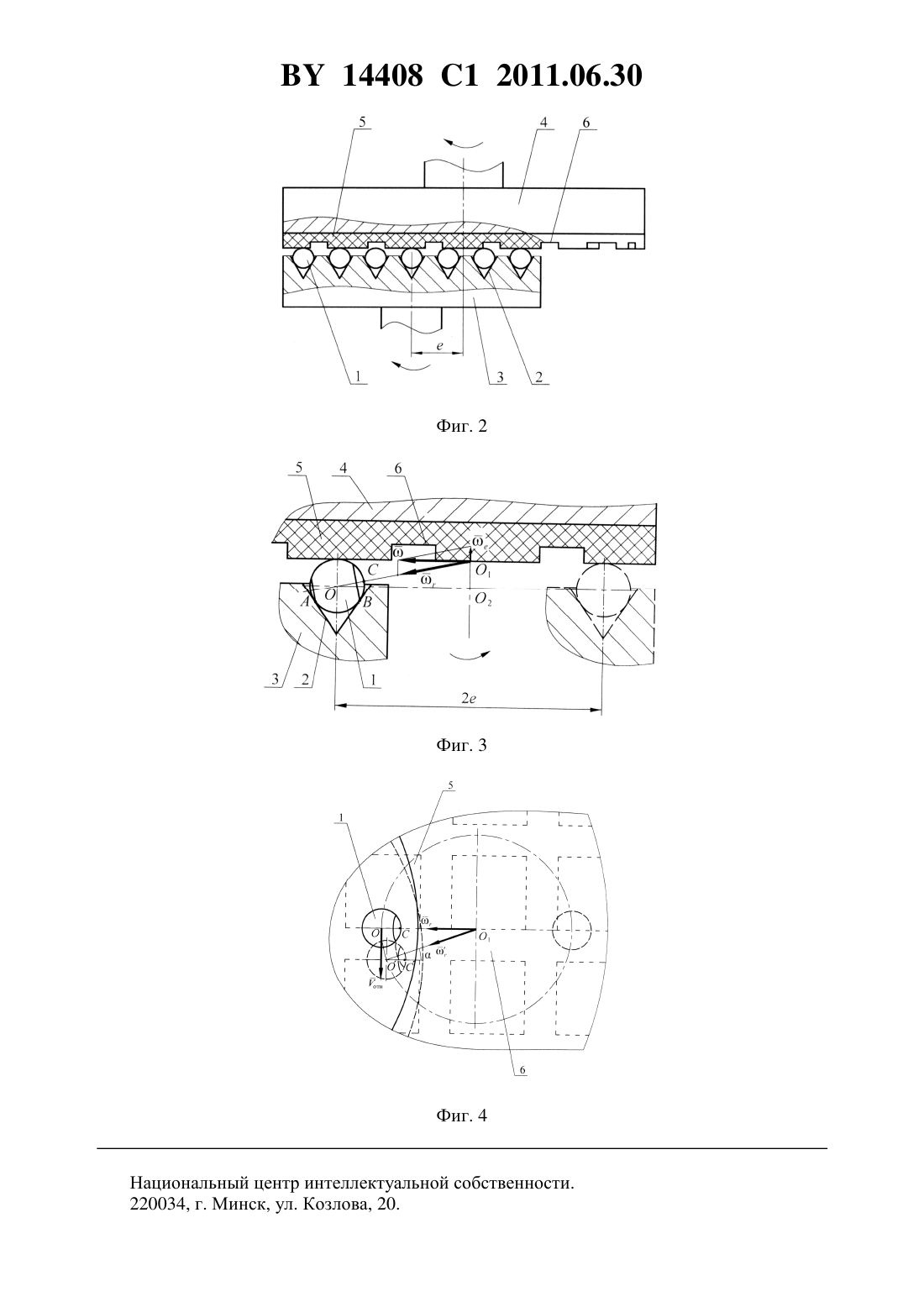
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Белорусский национальный технический университет(72) Автор Щетникович Казимир Генрихович(73) Патентообладатель Белорусский национальный технический университет(57) Способ шлифования шариков, при котором их размещают в конических отверстиях верхнего диска, прижимают к имеющему эластичное покрытие с большим коэффициентом трения о шарики плоскому нижнему диску, установленному с эксцентриситетом относительно верхнего диска, в зону обработки подают абразивную суспензию и сообщают дискам относительное перемещение, отличающийся тем, что шарики подвергают дополнительной обработке, при которой диск с коническими отверстиями устанавливают в нижнее положение и к нему прижимают плоский диск, имеющий эластичное покрытие с периодически повторяющимися канавками, при этом в процессе основной и дополнительной обработки оба диска вращают в одном направлении с одинаковыми угловыми скоростями. 14408 1 2011.06.30 Изобретение относится к области абразивной обработки и может быть использовано при шлифовании шариков из оптического стекла и минералов. Известен способ обработки шариков 1, при котором их размещают в конических отверстиях неподвижного верхнего диска, а нижнему диску с эластичным покрытием сообщают планетарное движение. Недостатком способа является медленное изменение положения мгновенной оси вращения в движущемся шарике. Движение шарика в коническом отверстии является сферическим, и при отсутствии возмущающих воздействий угол наклона мгновенной оси вращения шарика к вертикали остается постоянным. Изменения положения мгновенной оси вращения шарика происходят в основном из-за вибраций в технологической системе,главным источником которых являются погрешности формы шариков и инструмента. Однако по мере взаимной приработки контактирующих поверхностей и повышения точности шариков вибрации инструмента уменьшаются. Окончательное шлифование должно осуществляться при минимальных вибрациях, поэтому мгновенная ось вращения медленно изменяет свое положение в шарике и его точностные параметры не улучшаются. Наиболее близким по технической сущности к предлагаемому изобретению является способ шлифования шариков 2, при котором их размещают в конических отверстиях верхнего диска, прижимают к имеющей эластичное покрытие плоской горизонтальной поверхности нижнего диска и сообщают верхнему диску кругообразные движения относительно неподвижного нижнего диска. Перемещение шариков по траектории переменной кривизны позволяет в небольших пределах увеличить диапазон изменения утла наклона мгновенной оси вращения шарика к вертикали. Однако и в данном случае значительных изменений в кинематике шариков не наблюдается. Переориентация шариков происходит в основном в результате вибрации инструмента. При улучшении точностных параметров изделий мгновенная ось вращения шарика все медленнее отклоняется от своего среднего положения, направленного к центру кривизны траектории контакта шарика с неподвижным диском. Неравномерность нанесения следов обработки на сферическую поверхность шарика ограничивает дальнейшее повышение точности обработки. Кроме того, при движении верхнего диска по сложной траектории возникают неуравновешенные центробежные силы переменного направления. На привод верхнего диска действуют большие динамические нагрузки, которые не позволяют шлифовать шарики при высоких скоростях резания и снижают производительность обработки. В основу изобретения положена задача повышения точности и производительности обработки путем более быстрого изменения положения мгновенной оси вращения шарика и увеличения скорости перемещения инструмента. Поставленная задача решается тем, что в способе шлифования шариков, при котором их размещают в конических отверстиях верхнего диска, прижимают к имеющему эластичное покрытие с большим коэффициентом трения о шарики плоскому нижнему диску,установленному с эксцентриситетом относительно верхнего диска, в зону обработки подают абразивную суспензию и сообщают дискам относительное перемещение, шарики подвергают дополнительной обработке, при которой диск с коническими отверстиями устанавливают в нижнее положение и к нему прижимают плоский диск, имеющий эластичное покрытие с периодически повторяющимися канавками, при этом в процессе основной и дополнительной обработки оба диска вращают в одном направлении с одинаковыми угловыми скоростями. Такое техническое решение обеспечивает поступательное движение по окружности диска с коническими отверстиями относительно диска с плоской поверхностью и, следовательно, одинаковые условия обработки для всех шариков в партии. В процессе дополнительной обработки мгновенная ось вращения в движущемся шарике интенсивно меняет свое положение, что сопровождается более быстрым покрытием сеткой следов от контак 2 14408 1 2011.06.30 та с инструментом всей сферической поверхности шарика и повышением точности обработки. Необходимая кинематика инструмента в относительном движении достигается сочетанием двух простых вращательных движений эксцентрично установленных дисков. Движение дисков является уравновешенным, допускает большие скорости и значительные вращающиеся массы. Указанные факторы обеспечивают высокую точность и производительность обработки. На фиг. 1 изображена схема реализации предложенного способа при верхнем расположении диска с коническими отверстиями, на фиг. 2 - схема реализации предложенного способа при нижнем расположении диска с коническими отверстиями, на фиг. 3 - кинематика шарика относительно плоского диска с канавками и на фиг. 4 - изменение положения границы шарового пояса после разрыва контакта шарика с верхним диском. Способ осуществляют следующим образом. Шарики 1 размещают в конических отверстиях 2 диска 3 и прижимают к эксцентрично расположенному плоскому диску 4. Плоский диск 4 имеет эластичное покрытие 5 с большим коэффициентом трения о материал обрабатываемых шариков 1. Дискам 3 и 4 сообщают вращение в одном направлении с одинаковыми угловыми скоростямии в зону обработки подают абразивную суспензию. В этом случае диск 3 с коническими отверстиями 2 относительно плоского диска 4 движется поступательно по окружности радиусом, равным расстоянию между осями дисков. Одинаковые скорости и траектории перемещения шариков 1 относительно плоского диска 4 обеспечивают равные условия шлифования шариков в обрабатываемой партии. Основную обработку шариков 1, имеющих после предшествующей обработки значительные отклонения от сферической формы, осуществляют при верхнем положении диска 3 с коническими отверстиями 2 и нижнем положении плоского диска 4 со сплошным эластичным покрытием 5 (фиг. 1). При вращении дисков 3 и 4 вследствие разности линейных скоростей точек контакта шарики 1 вращаются в конических отверстиях 2. Погрешности формы шариков вызывают вибрацию инструмента, которая обеспечивает изменение положения мгновенной оси вращения в движущемся шарике и обработку всей его сферической поверхности. Нижнее положение плоского диска исключает возможность остановки вращения шарика в коническом отверстии даже при наличии зазора между шариком и инструментом. При дополнительной обработке шариков 1 (фиг. 2), имеющих малые отклонения от сферической формы и разноразмерность, диск 3 с коническими отверстиями 2 занимает нижнее положение, а вверху устанавливают плоский диск 4, эластичное покрытие 5 которого имеет периодически повторяющиеся канавки 6. Погрешности формы и разноразмерность шариков меньше величины упругой деформации эластичного покрытия плоского диска, поэтому обеспечивается необходимый натяг в зоне обработки для всех обрабатываемых шариков в партии. Обработка шариков происходит в результате относительного перемещения дисков. Кинематику шариков проще рассмотреть, если всей системе сообщить вращение вокруг оси плоского диска с угловой скоростью, численно равной угловой скорости вращения дисков , но в противоположном направлении. Тогда плоский диск остановится, а диск с коническими отверстиями будет совершать поступательное движение по окружности, при этом его ось будет вращаться вокруг оси плоского диска против часовой стрелки с угловой скоростью е, численно равной угловой скорости дисков . Скорость поступательного движения любой точки диска с коническими отверстиями относительно плоского диска равна отн. Каждый шарик 1 относительно плоского диска 4 также будет перемещаться по окружности диаметром 2 со скоростью отн (фиг. 3), при этом центр этой окружности расположен относительно центра шарика 1 аналогично расположению оси плоского диска и оси диска с коническими отверстиями. Движение шарика 1 в коническом отверстии 2 можно рассматривать как переносное вращение с угловой скоростьювокруг вертикальной оси 3 14408 1 2011.06.30 12 и относительного вращения с угловой скоростьювокруг оси, проходящей через центр шарика О и точку О 1 пересечения вертикальной оси с плоскостью верхнего диска. Результирующее движение представляет собой вращение шарика вокруг расположенной горизонтально мгновенной оси абсолютного вращения с угловой скоростью . Движение шарика в коническом отверстии относительно плоского диска является сферическим, так как точка 1 на оси вращения шарика не изменяет своего положения при его перемещении. При постоянном контакте шарика с эластичным покрытием верхнего диска точкана поверхности шарика, являющаяся в данный момент точкой пересечения с линией действия векторавсегда будет занимать неизменное положение на сфере между центром шарикаи точкой 1. Шарик будет обрабатываться по шаровому поясу, границы которого проходят через крайние точки А и В контакта шарика с коническим отверстием. Границы шарового пояса располагаются в плоскостях, перпендикулярных вектору, и поворачиваются вместе с ним. Два сегмента на поверхности шарика не будут взаимодействовать с коническим отверстием. При прохождении шарика 1 под канавками 6 на эластичном покрытии 5 контакт с плоским диском прерывается (фиг. 4). Диск с коническими отверстиями относительно плоского диска движется поступательно, поэтому радиус шарика ОС, совпадавший в момент разрыва контакта с мгновенной осью относительного вращения, перемещается параллельно этому положению. При повторном контакте шарика с плоским диском вектор относительного вращения шарикабудет составлять некоторый уголс положением мгновенной оси относительного вращения шарика, проходившим через точкии . Изменение положения мгновенной оси вращения сопровождается поворотом в шарике границ шарового пояса на тот же угол , и, следовательно, следы обработки покроют новый участок сферы. Периодические смещения положения мгновенной оси вращения в движущемся шарике обеспечивают быстрое нанесение следов обработки на всю его сферическую поверхность. Изменения положения мгновенной оси вращения шарика носят закономерный характер и не зависят от амплитуды вибраций при обработке. Пример осуществления способа. Тонкое шлифование шариков из стекла марки К 8 выполнялось между латунным диском диаметром 160 мм с коническими отверстиями и плоским диском диаметром 240 мм с резиновым покрытием. Расстояние между осями вращения дисков составляло 40 мм, частота вращения дисков - 1,1 с-1. Исходные шарики диаметром 5,7 мм имели отклонения от сферической формы, не превышающие 0,16 мм. Шлифование производилось с применением абразивной суспензии микрошлифпорошков электрокорунда белого зернистостями М 20 и М 10. Основная обработка выполнялась при верхнем положении диска с коническими отверстиями и нижнем положении плоского диска со сплошным резиновым покрытием. Дополнительная обработка выполнялась при нижнем положении диска с коническими отверстиями и верхнем положении плоского диска, резиновое покрытие которого имело периодически повторяющиеся канавки. Отклонения от сферической формы окончательно обработанных шариков составили 0,13-0,17 мкм. Для сравнения исходные шарики были окончательно обработаны с применением диска со сплошным резиновым покрытием. Отклонения от сферической формы полученных шариков находились в пределах 0,23-0,28 мкм. Источники информации 1. Окатов М.А. и др. Справочник технолога-оптика / Под ред. М.А.Окатова. -С-Пб. Политехника, 2004. - С. 437-439. 2. Патент 1510250 РФ, МПК 24 11/02, 1995. 4 Фиг. 4 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B24B 11/00
Метки: шариков, способ, шлифования
Код ссылки
<a href="https://by.patents.su/5-14408-sposob-shlifovaniya-sharikov.html" rel="bookmark" title="База патентов Беларуси">Способ шлифования шариков</a>
Способ обработки шариков
Номер патента: 1444
Опубликовано: 16.12.1996
Автор: ЩЕТНИКОВИЧ Казимир Генрихович
МПК: B24B 11/02
Метки: обработки, шариков, способ
Текст:
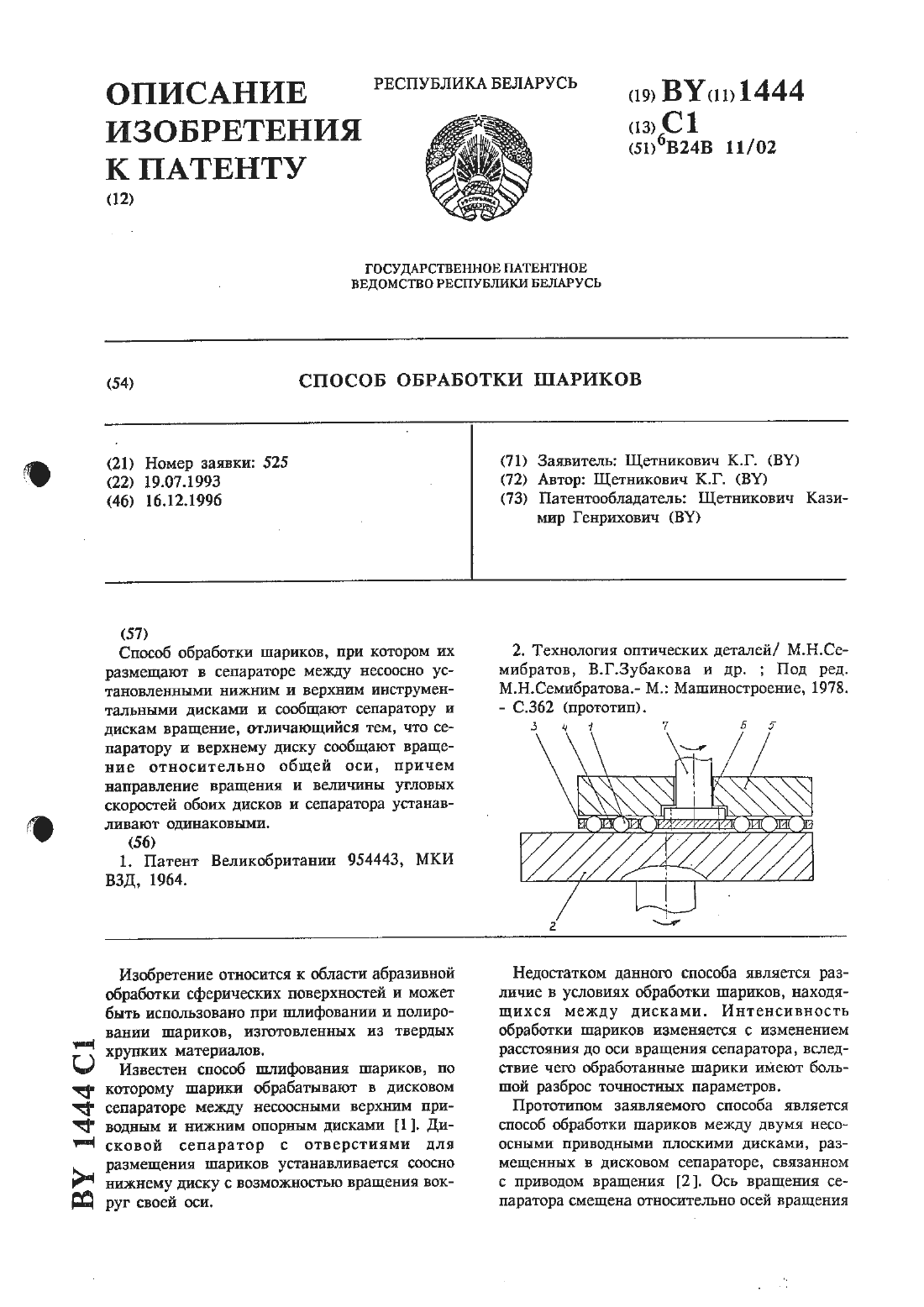
...инструментальными дисками и сообщают сепаратору и дискам вращение, сепаратору и верхнему диску сообщают вращение относительно общей оси, причем направление вращения и величины угловых скоростей обоих дисков и сепаратора устанавливают одинакоВЫЪН.Преимущество данного изобретения заключается в том, что все шарики в обрабатываемой партии перемещаются по одинаковым траекториям с одними и теми же скоростями,а ось вращения каждою шарика равномерно...
Устройство для обработки шариков
Номер патента: 1969
Опубликовано: 30.12.1997
Автор: ЩЕТНИКОВИЧ Казимир Генрихович
МПК: B24B 11/02
Метки: шариков, устройство, обработки
Текст:
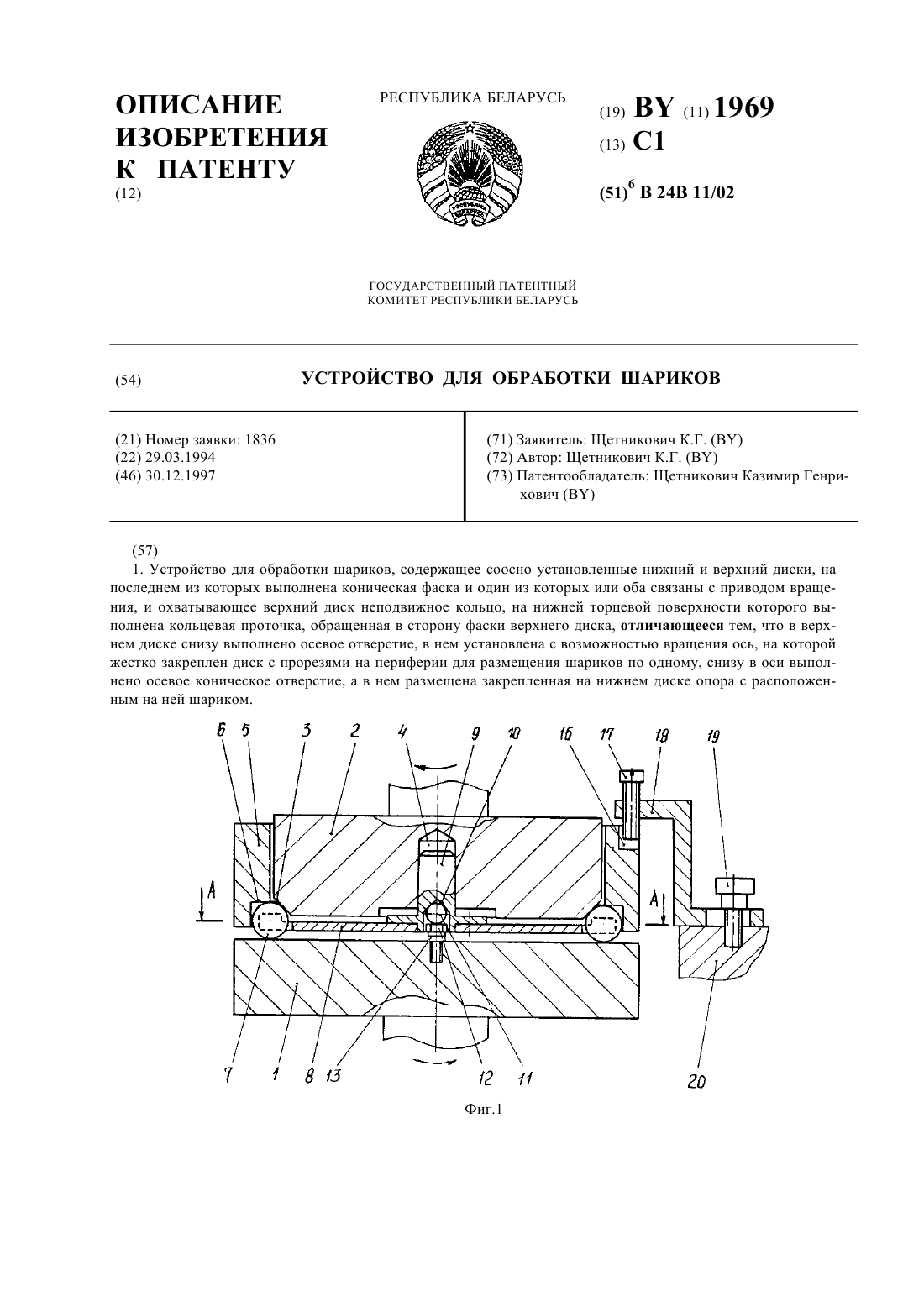
...позволяет выровнять нагрузку, приходящуюся на каждый шарик в зоне обработки. Сопротивление вращению сепаратора незначительно, так как он закреплен на оси малого диаметра, опирающегося на шарик. Указанные факторы способствуют высокому качеству поверхности обрабатываемых шариков и большой геометрической точности сферы. Другим отличительным признаком устройства является то, что закрепленная на нижнем диске опора выполнена регулируемой по высоте....
Устройство для обработки шариков
Номер патента: 6825
Опубликовано: 30.03.2005
Автор: ЩЕТНИКОВИЧ Казимир Генрихович
МПК: B24B 11/02
Метки: шариков, устройство, обработки
Текст:
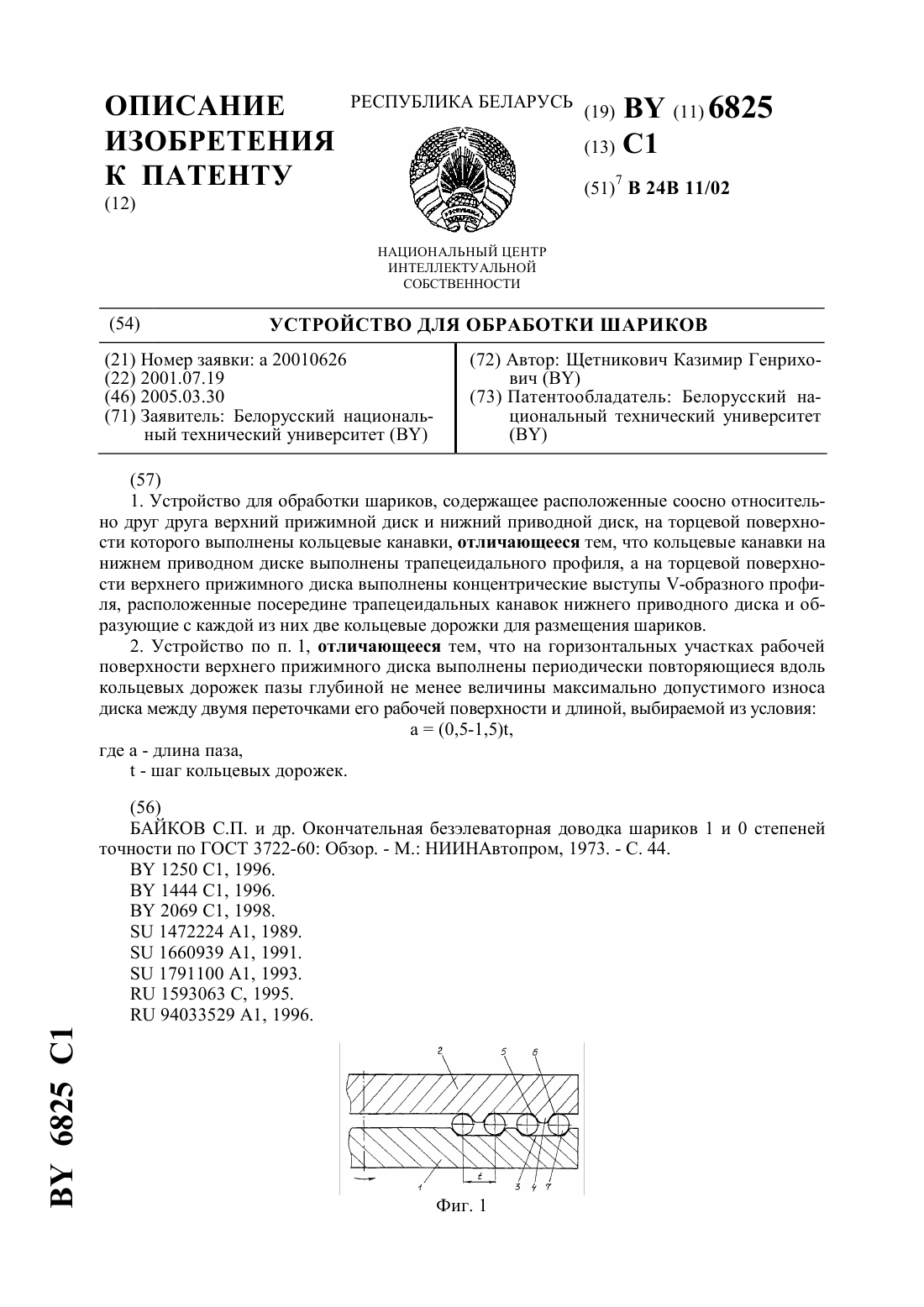
...ее излишки. 2 6825 1 По мере взаимной приработки рабочих поверхностей дисков и шариков точностные параметры последних улучшаются, и уменьшаются колебания величины удельного давления в зоне обработки. Следствием этого является уменьшение диапазона изменения положений мгновенной оси вращения шарика. При прохождении шариком участка верхнего прижимного диска с пазом давление на него будет передаваться только наклонной поверхностью -образного...
Устройство для обработки шариков
Номер патента: 9327
Опубликовано: 30.06.2007
Авторы: ЩЕТНИКОВИЧ Казимир Генрихович, Терентьева Елена Геннадьевна
МПК: B24B 11/02
Метки: шариков, обработки, устройство
Текст:
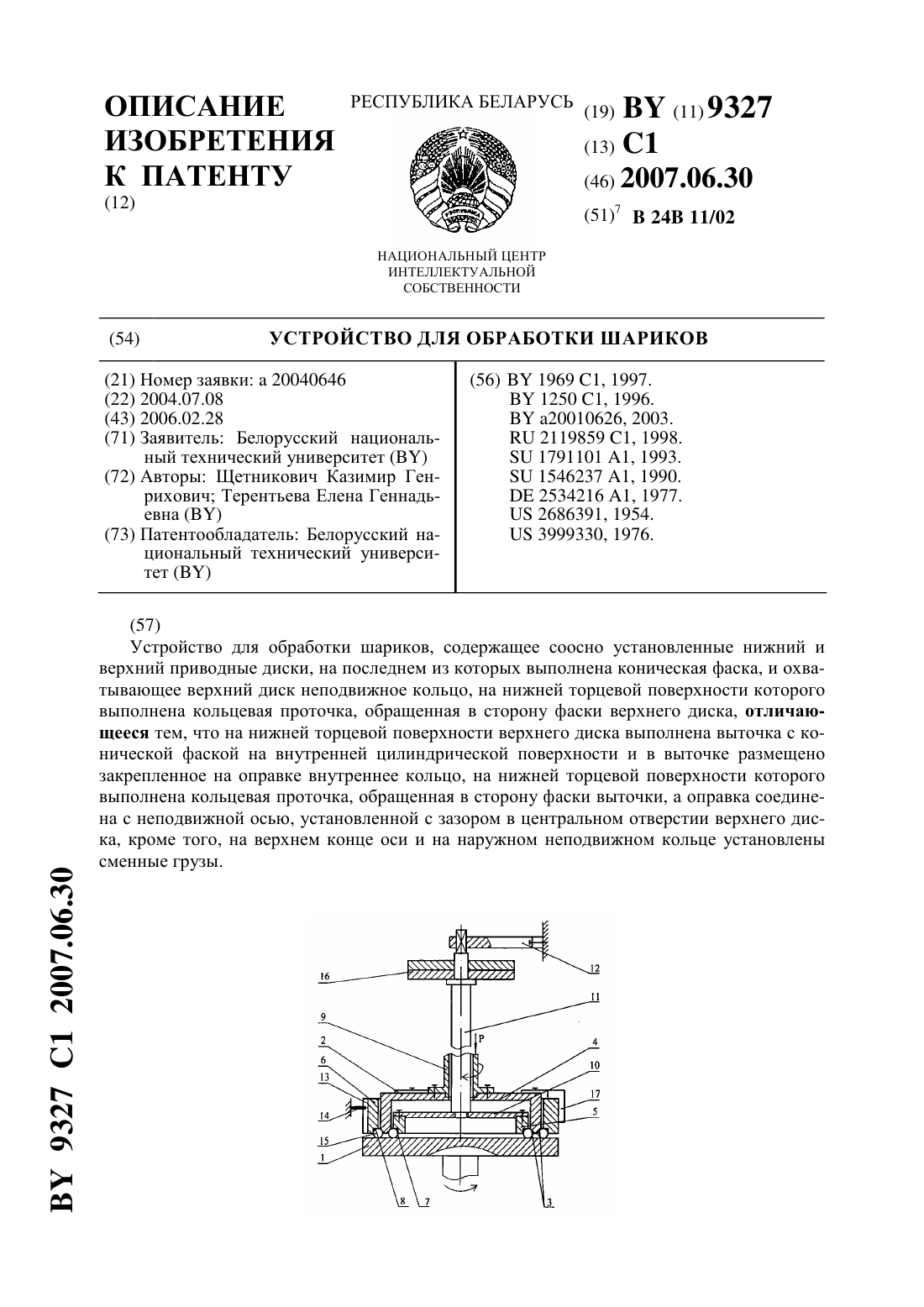
...размещено закрепленное на оправке внутреннее кольцо, на нижней торцевой поверхности которого выполнена кольцевая проточка, обращенная в сторону фаски выточки, а оправка соединена с неподвижной осью, установленной с зазором в центральном отверстии верхнего диска, кроме того, на верхнем конце оси и на наружном неподвижном кольце установлены сменные грузы. Такое техническое решение обеспечивает возможность производить обработку шариков на двух...
Устройство для обработки шариков
Номер патента: 1250
Опубликовано: 14.06.1996
Автор: ЩЕТНИКОВИЧ Казимир Генрихович
МПК: B24B 11/02
Метки: устройство, обработки, шариков
Текст:
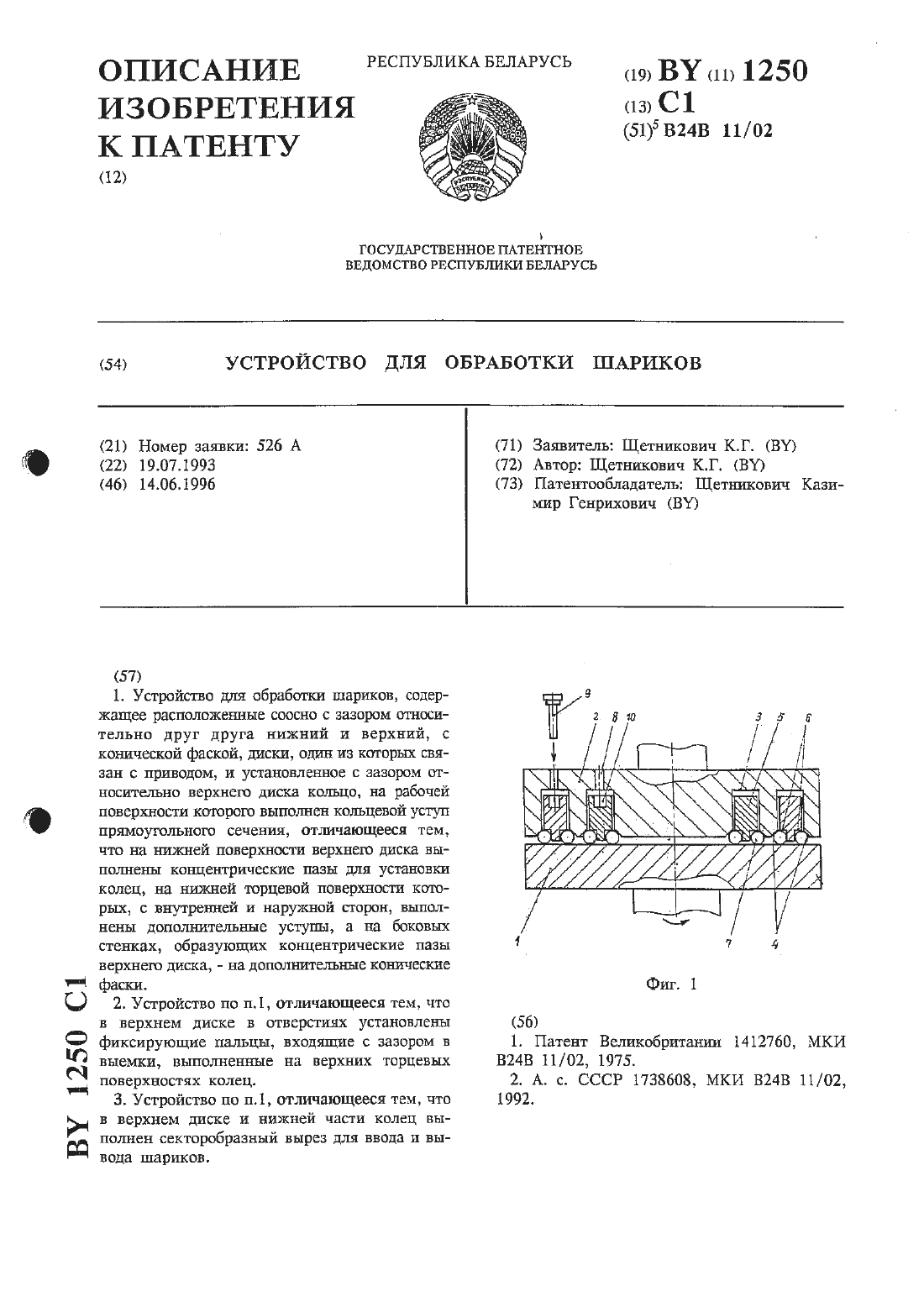
...на фиг.3 - разрез А-А на фиг.2.Устройство содержит нижний приводной диск 1, верхний неподвижный прижимной диск 2 с концентрическими пазами 3 и коническими фасками 4. В пазах 3 с зазором установлены кольца 5, имеющие на нижней торцевой поверхности кольцевые уступы прямоугольного сечения б. Обрабатываемые шарики 7 размешены в канавках, образованных кольцевыми уступами 6 колец 5, ггконическими фасками 4 верхнего диска 2. При необходимости...
Предыдущий патент: Способ вправления перилунарного вывиха кисти
Следующий патент: Композиция для изготовления древесностружечных плит
Случайный патент: Устройство управления дверьми транспортного средства