Способ изготовления изделий
Номер патента: 3091
Опубликовано: 30.12.1999
Авторы: Кучинский Сергей Павлович, Сухиненко Борис Николаевич, Свирский Дмитрий Николаевич, Сункуев Борис Семенович
Текст
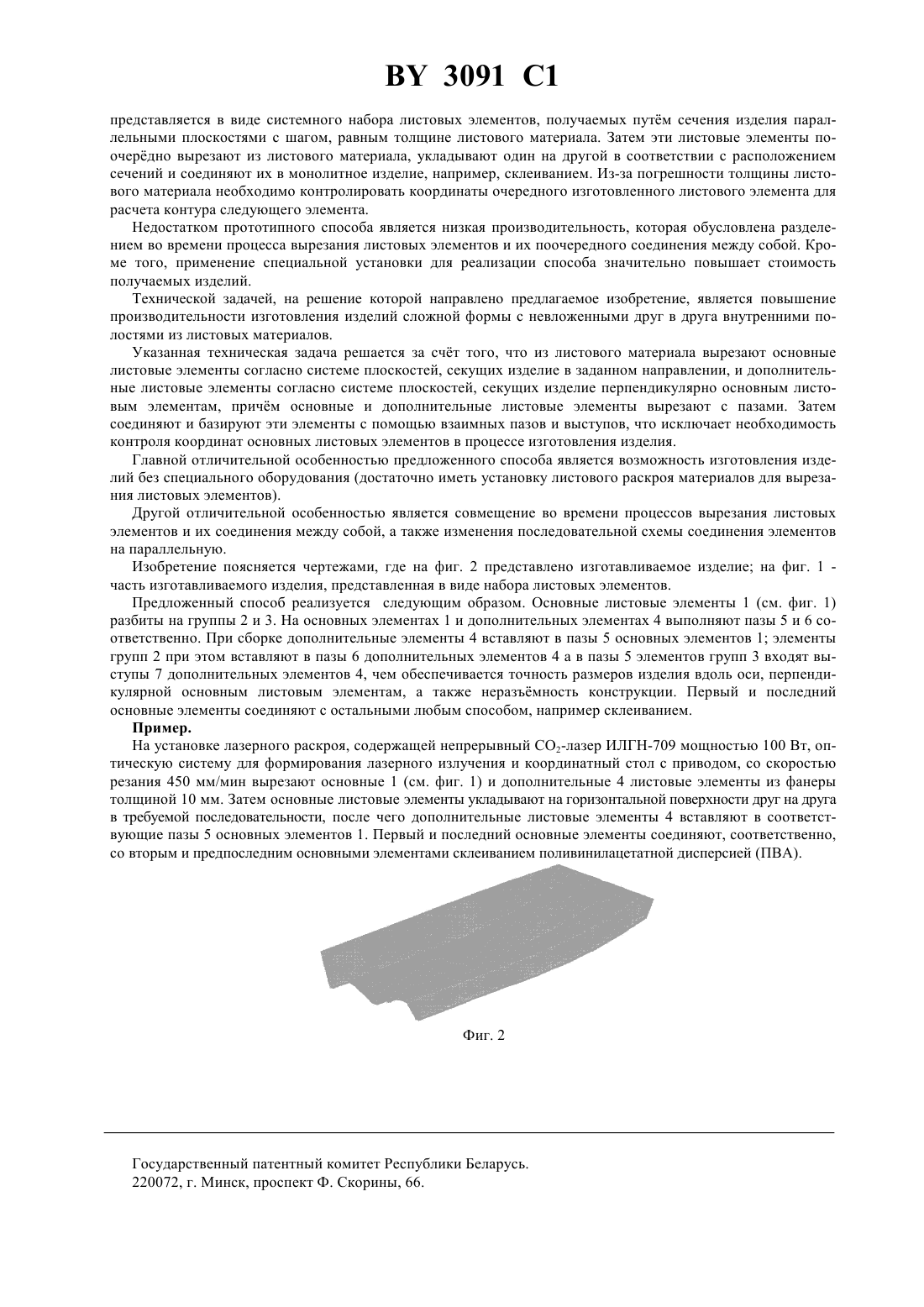
22 7/00 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ(73) Патентообладатели Кучинский Сергей Павлович, Свирский Дмитрий Николаевич,Сункуев Борис Семенович, Сухиненко Борис Николаевич(57) Способ изготовления изделий сложной пространственной формы с невложенными друг в друга внутренними полостями из слоев листовых элементов, при котором основные листовые элементы вырезают из листового материала согласно системе плоскостей, секущих изделие в заданном направлении, отличающийся тем, что вырезают дополнительные листовые элементы согласно системе плоскостей, секущих изделие перпендикулярно основным листовым элементам, причем основные и дополнительные элементы выполняют с пазами, затем соединяют и базируют эти элементы с помощью взаимных пазов и выступов. Изобретение относится к области общего машиностроения и может быть использовано для изготовления изделий сложной пространственной формы с невложенными друг в друга внутренними полостями, в том числе моделей литейных форм. Известен, принятый в качестве прототипа, способ послойного изготовления деталей и изделий 1. Указанный способ обеспечивает изготовление деталей и изделий сложной формы (сплошной или полой) в виде набора листовых элементов. Этот способ заключается в том, что изготавливаемое изделие сначала 3091 1 представляется в виде системного набора листовых элементов, получаемых путм сечения изделия параллельными плоскостями с шагом, равным толщине листового материала. Затем эти листовые элементы поочердно вырезают из листового материала, укладывают один на другой в соответствии с расположением сечений и соединяют их в монолитное изделие, например, склеиванием. Из-за погрешности толщины листового материала необходимо контролировать координаты очередного изготовленного листового элемента для расчета контура следующего элемента. Недостатком прототипного способа является низкая производительность, которая обусловлена разделением во времени процесса вырезания листовых элементов и их поочередного соединения между собой. Кроме того, применение специальной установки для реализации способа значительно повышает стоимость получаемых изделий. Технической задачей, на решение которой направлено предлагаемое изобретение, является повышение производительности изготовления изделий сложной формы с невложенными друг в друга внутренними полостями из листовых материалов. Указанная техническая задача решается за счт того, что из листового материала вырезают основные листовые элементы согласно системе плоскостей, секущих изделие в заданном направлении, и дополнительные листовые элементы согласно системе плоскостей, секущих изделие перпендикулярно основным листовым элементам, причм основные и дополнительные листовые элементы вырезают с пазами. Затем соединяют и базируют эти элементы с помощью взаимных пазов и выступов, что исключает необходимость контроля координат основных листовых элементов в процессе изготовления изделия. Главной отличительной особенностью предложенного способа является возможность изготовления изделий без специального оборудования (достаточно иметь установку листового раскроя материалов для вырезания листовых элементов). Другой отличительной особенностью является совмещение во времени процессов вырезания листовых элементов и их соединения между собой, а также изменения последовательной схемы соединения элементов на параллельную. Изобретение поясняется чертежами, где на фиг. 2 представлено изготавливаемое изделие на фиг. 1 часть изготавливаемого изделия, представленная в виде набора листовых элементов. Предложенный способ реализуется следующим образом. Основные листовые элементы 1 (см. фиг. 1) разбиты на группы 2 и 3. На основных элементах 1 и дополнительных элементах 4 выполняют пазы 5 и 6 соответственно. При сборке дополнительные элементы 4 вставляют в пазы 5 основных элементов 1 элементы групп 2 при этом вставляют в пазы 6 дополнительных элементов 4 а в пазы 5 элементов групп 3 входят выступы 7 дополнительных элементов 4, чем обеспечивается точность размеров изделия вдоль оси, перпендикулярной основным листовым элементам, а также неразъмность конструкции. Первый и последний основные элементы соединяют с остальными любым способом, например склеиванием. Пример. На установке лазерного раскроя, содержащей непрерывный СО 2-лазер ИЛГН-709 мощностью 100 Вт, оптическую систему для формирования лазерного излучения и координатный стол с приводом, со скоростью резания 450 мм/мин вырезают основные 1 (см. фиг. 1) и дополнительные 4 листовые элементы из фанеры толщиной 10 мм. Затем основные листовые элементы укладывают на горизонтальной поверхности друг на друга в требуемой последовательности, после чего дополнительные листовые элементы 4 вставляют в соответствующие пазы 5 основных элементов 1. Первый и последний основные элементы соединяют, соответственно,со вторым и предпоследним основными элементами склеиванием поливинилацетатной дисперсией (ПВА). Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
Метки: способ, изделий, изготовления
Код ссылки
<a href="https://by.patents.su/2-3091-sposob-izgotovleniya-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления изделий</a>
Способ изготовления трубчатых полимерных изделий
Номер патента: 220
Опубликовано: 30.12.1994
Авторы: Горелик А. Л., Корюков В. П.
МПК: B29C 67/14, B29D 23/22
Метки: полимерных, изготовления, трубчатых, изделий, способ
Текст:
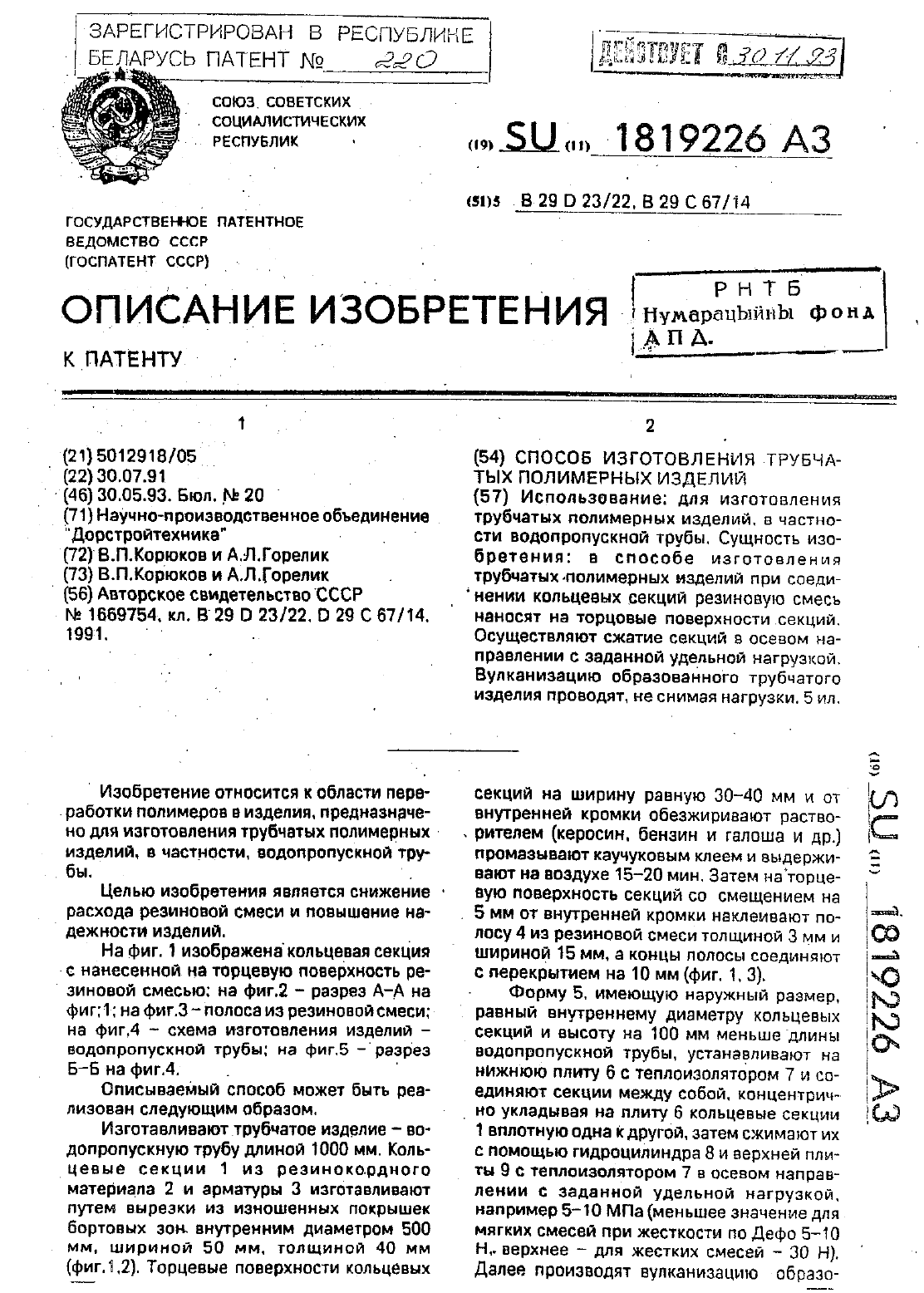
...размер, ЦЕННЫЙ ВНУТВВННВМУ диаметру КОЛЬЦВВЫХсекций и высоту на 100 мм меньше длины водопропускной трубы. устанавливают на нижнюю плиту 6 с теплоиаолятором 7 и соединяют секции между собой. концентрич НО УКЛЭДЫВЭЯ на ПЛИТУ 5 КОЛЬЦВВЪЮ СЕКЦИИ1 вплотную одна к другой. затем сжимают их с помощью гидроцилиндра 8 и верхней плиты 9 с теппоизолятором 7 в осевом направпении с заданной удельной нагрузкой. например 540 МПа (меньшее значение для...
Способ изготовления трубчатых полимерных изделий
Номер патента: 142
Опубликовано: 30.09.1994
Авторы: Рабкин В. М., Ступаков П. А., Фадеев С. В., Корюков В. П., Стебунов Ю. П., Горелик А. Л.
МПК: B29C 67/14, B29D 23/22
Метки: полимерных, трубчатых, способ, изделий, изготовления
Текст:
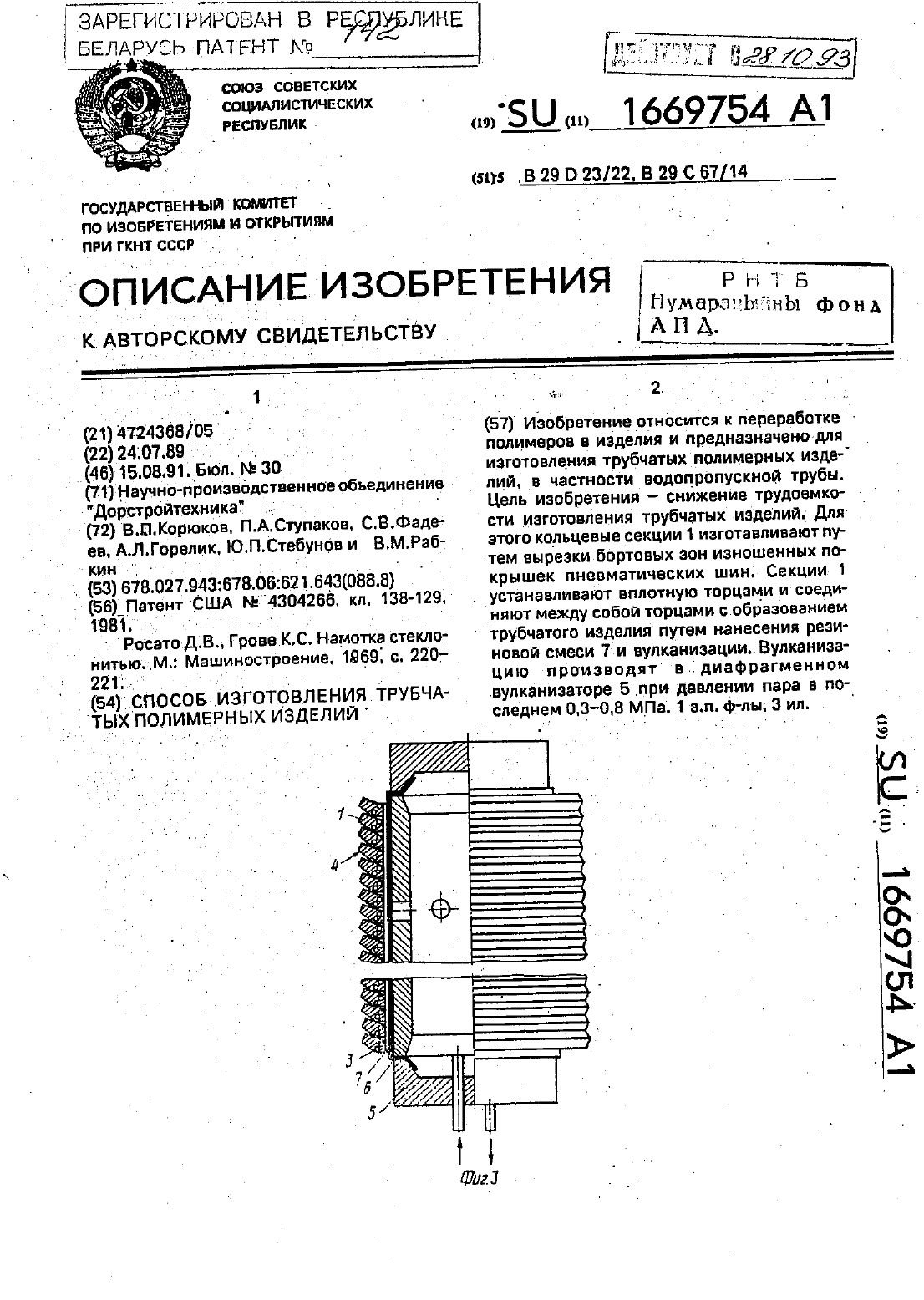
...давлениивоздействием давления и нагрева резино- вая смесь заполняла зазоры между торцамисекций 1 и покрывалаих внутренней повер 45хности. соединяя секции между собой с об-раз-ованием трубучатого изделия водопропускной трубы и осуществлением вулканизации.После окончания вулканизации прекра- ащапи подачу пара в диафрагму 6. удаляли из нее конденсат и снимали готовую трубу.По результатам испытаний полученной трубы в соответствии с ГОСТ 6482-0-79...
Способ изготовления изделий из древесных пресс-масс
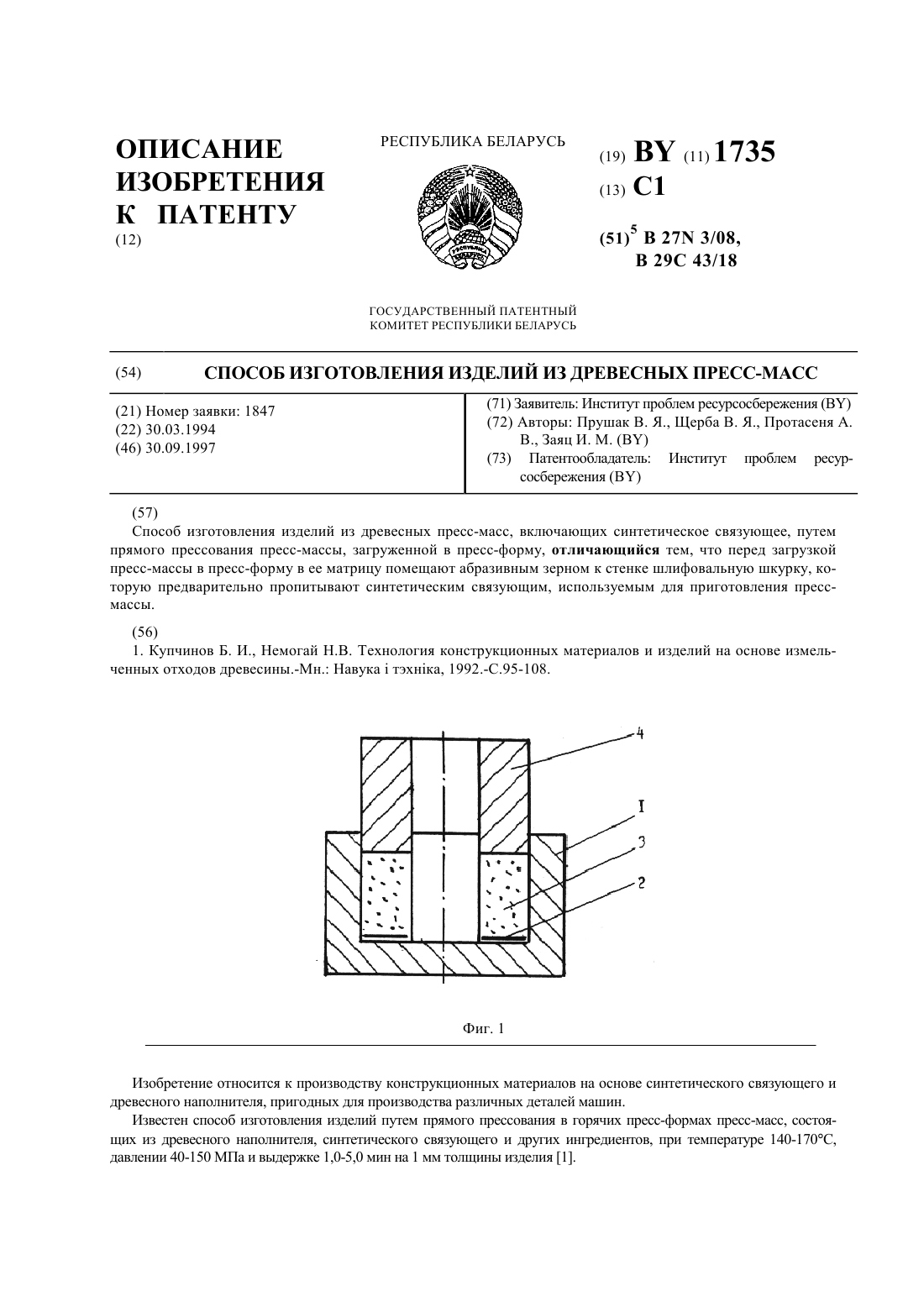
Номер патента: 1735
Опубликовано: 30.09.1997
Авторы: Заяц Ирина Михайловна, Протасеня Александр Владимирович, Прушак Виктор Яковлевич, Щерба Владимир Яковлевич
МПК: B29C 43/18, B27N 3/08
Метки: изделий, древесных, изготовления, способ, пресс-масс
Текст:
...у которых одна или несколько поверхностей имеют повышенную шероховатость и высокую твердость (7-9 по минералогической шкале). Поставленная задача достигается тем, что при получении изделий из древесных пресс-масс, включающих синтетическое связующее, путем прямого прессования пресс-массы, загруженной в пресс-форму, перед загрузкой пресс-массы в пресс-форму в ее матрицу помещают абразивным зерном к стенке шлифовальную шкурку, которую...
Устройство для изготовления щеточных изделий с расположенной пучками щетиной и способ изготовления щеточных изделий.
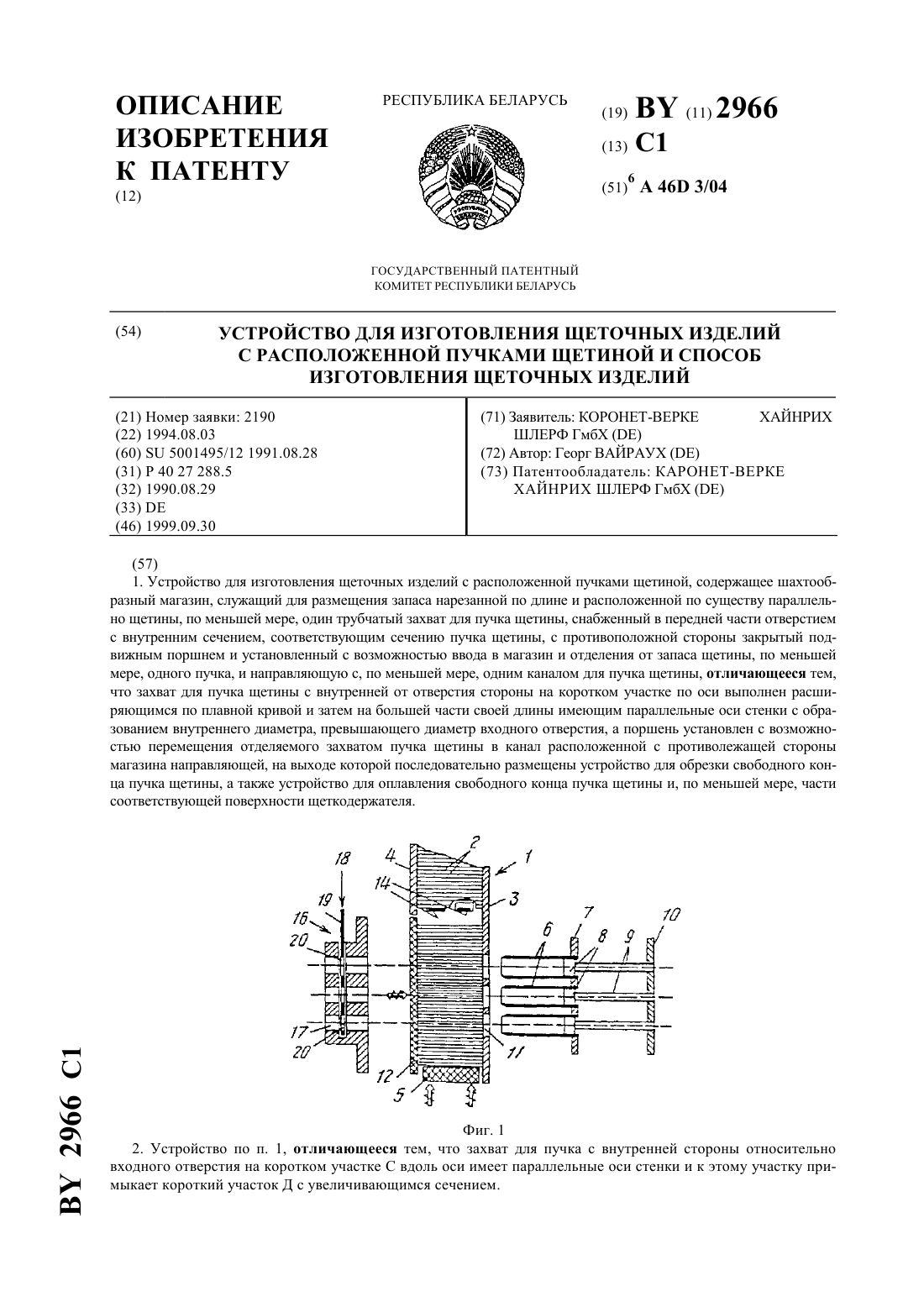
Номер патента: 2966
Опубликовано: 30.09.1999
Автор: Георг ВАЙРАУХ
МПК: A46D 3/04
Метки: изготовления, расположенной, устройство, пучками, способ, изделий, щетиной, щеточных
Текст:
...не воздействует на соседнюю щетинку запаса. Далее должен быть создан способ, с помощью которого захваченные захватом пучки щетины можно безупречно соединить с носителем в щеточное изделие. Изобретение подробно пояснено с помощью нескольких эскизов, показывающих примеры исполнения фиг. 1 - схематичный вид сбоку устройства для формирования и передачи пучков щетины фиг. 2 - вид сверху изображенного на фиг. 1 фиг. 3 - осевой разрез формы...
Штамп для изготовления фасонных изделий
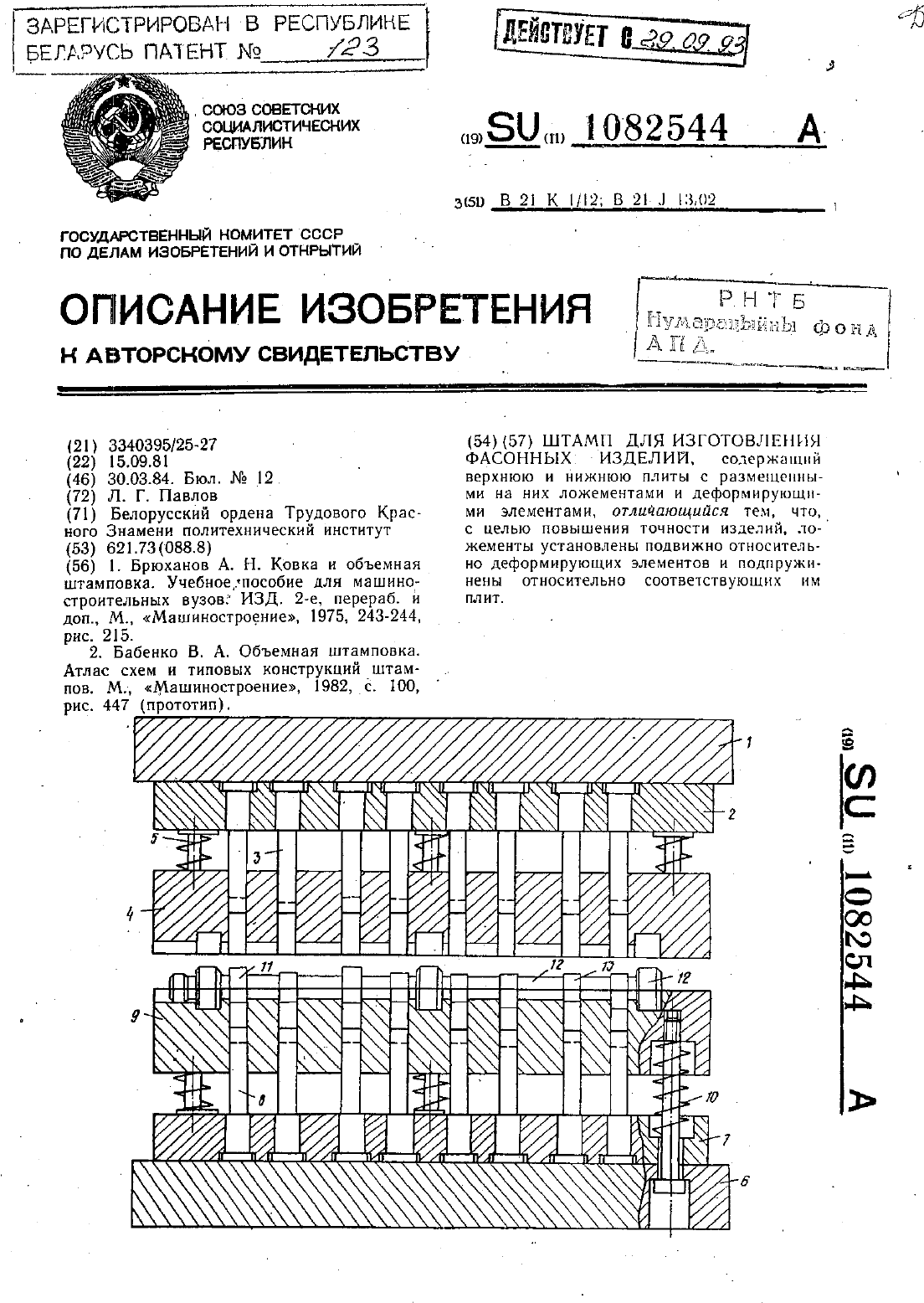
Номер патента: 123
Опубликовано: 30.09.1994
Автор: Павлов Лев Григорьевич
МПК: B21K 1/12, B21J 13/02
Метки: изготовления, штамп, фасонных, изделий
Текст:
...точность изделий и повышенный расход металла. Цель изобретения - повышение точности изделий и снижение расхода металла.УКЗЗЗННЗЯ ЦЕЛЬ ДОСТИГЗЕТСЯ ТЕМ, ЧТО В штампе для изготовления фасонных изделий, содержащем верхнюю и нижнюю плиТЫ С размещенными на НИХ ложементами и деформирующими элементами, ложементы установлены подвижно относительно деформирующих элементов и подпружннены относительно соответствующих им плит.На чертеже показан...
Предыдущий патент: Способ восстановления состоящего из частиц оксидсодержащего материала и установка для его осуществления
Следующий патент: Регулятор Фурунжиева
Случайный патент: Почвообрабатывающий каток