Способ изготовления корпуса клапана
Номер патента: 743
Опубликовано: 15.08.1995
Авторы: Комар Е. И., Тарасенко А. В., Наганов Александр Валерианович, Штанько В. И.
Текст
/ Изобретенме относится к области машиностроения для пищевой промышленности и касается усовершенствования применяемого в установках по переработке молока клапана. К оборудованию, применяемому при переработке молока, предъявляются повншешше требования по качеству соприкасающихся с продуктом поверхностей. Помимо требований к материалам, которые не долин образовывать ианихэ либо вредных соединений в продукте, внутренние поверхности не должны задерживать протекающую среду или создавать какие-либо условия, благоприятно для размножена микроорганизмов, например, иметь трешнн, раковин, подрезн наплывы сварных швов или другие дефекты поверхностей.Корпус клапана представляет собой сложную деталь, вклнчающую такие элементы как обечайка, фланец, патрубок, и при разработке этого изделия по упомянутым выше требованиям возникает проблема . обеспечения качества его внутреннх поверхностей.Для деталей сложной формы при мелкосерийном производстве, к которым относится корпус клапана для молочной промышленности,одним из перспективных является сварная конструкця, которая позволяет экономно использовать такой дефицитнй материал, какИЗВЭСТН ТЗХНИЧЭСНИЭ решения, В КОТОРЫХ обеспечена МИНМВЛЬ ная материалоемкость корпуса арматуры при достаточных характери 20стиках по жесткости и прочности, например, корпус штампосварной задвижки, в котором две сложной формы части корпуса с сформированнми внтякой патрубками соединены с помощью сварки, для чего использована промежуточная деталь сложного сечения (1). Однако, такое соединение неприемлемо для молочного клапана, т.к. в местах стыка половинок корпуса с соединительной деталью обра,зуются шел, в которых будет еадериваться молоко и размножаться,бактерии.Иавестн сварные соединения, в которых предусмотрено удаление дефектов с внутренней сторон сварного соединения, например, угловые сварне соединена (к которым относится соединение элементовтпо ГОСТ 14771-76 (2). Для материала типа пищевой нержавеющей сталитакие швы выполняют аргоно-дуговой сваркой неплавяшммся (вольфрамвым) электродом, что позволяет получить качество материала сварного ива, необходимое для обеспечения требований к молочному клапану. Обварка места соединений елементов корпуса с внутренней сторон позволяет устранть поверхностные дефекты. Однако, для ц обеспечения плавного перехода поверхности от одной соединяемой детали к другой, необходима разработка особях приемов выполнения Юспварочшх работ. Например, выполненные авторами эксперименты показал, что сварка при казалось-бы самых удобных условияхпри нижнем положении сварного шва, симметричной установке поверхэностей соединяеых деталей и вертикальном полоиени оси сварочнойгорелки, - не позволяет получить сварнго шва без подреаов и наплавов что объясняется неустойчиостью равновесия сил, действующих на расплавленный металл при образовании и эастнанииИзвестн технические решения, в которых обеспенивают устойчивость образования и застыания расплава в сварочной ванне, например, используют изготовление заранее в месте соединения выступы на одной из деталей, которые при сварке расплавляют,что обеспечивает равномерность получения расплава металла и устойчивость сварочной ван. Однако, при изготовлении слоник деталей, каковым является корпус клапанав котором соединяют такие элементы как обечайка и Фланец, толщины которых заметно отлчаются что искажает температурное и силовое поле в сварочной ванне, при этом на обечайке сформрованн патрубки, что дополнительно искажает геометрию в месте перехода поверхностей друг в друга и создает условия для возникновения неравномерности, приведений выше прием оказывается недостаточны для полшч чения плавного перехода поверхностей соединяемых деталей.Из иввестнх технических решений наиболее близким объектом к заявляемому является способ изготовления корпуса регулирующего клапана (3). Способ изготовления корпуса клапана заключается в механической обработке заготовок типафланец, обечайка и патрубок, соединении обработанных заготовок, сварке мест соединений по наружному периметру и в сварке мест соединений по внутреннему периметру методом оплавления с последующей обработкой поверхностей механическим, химическим или злектроиимичеоким методом до достижения заданной высоты микронеровностейпричем сварку методом оплавленя ведут электрической дугой, неплавящимся электродом В среде защитного газа.Плученный таким способом корпус соответствует требованиям по жесткости и прочности этой детали, являющейся несущей конструк цией клапана, при минимальных затратах дефицитного материала.Материал и поверхность внутреннего сварного шва идентичы при этом основному материалу корпуса, соответствуют требованиям по коррозионной стойкости и воздействию на продукт, протекающй через клапан. Однако, способ имеет существеннй недостаток, заключающийся в том, что при сварке мест соединений по внутренем пери метру не исключено образование наплвов или подрева основного металла, что приводит к обравованию в местах соединения элементов корпуса застойнк зон, в которых задерживается молоко, а эа тем бурно размножаются микроорганизмн. Такие места при промывке системы не очищаются, и на следующем рабочем цикле сохранившесн там микроорганизм приводят к порче проходящего через внутренне агюлости клапана молока. В основу изобретения положена задачасоздания способа изготовлении корпуса клапана, который обеспечил бы улучшение качества проходящего через внутренние полости клапана пщевого продукта за счет исключения застойных вон в местах соединеня элементов корпуса.Псставленая задача решается тем, что в способе изготовления корпуса клапаа, заключающегося в механической обработке заготовок типа фланец, обечайка и патрубок, соединении обработанных заготовок, сварке мест соединений по наружному периметру и всварке мест соединений по внутреннему периметру методом оплавленн с последующей обработкой поверхностей механическим, химическим или электрохимическим методом до достиженя заданной высоты микронерсвностей,причем сварку методом оплавления ведут электрической дугой, неплавящимся электродом в среде защитного газа. Кроме того, при механической обработке эаготовокпо периметруосппнпот соединения элементов со стороны внутренней полостибуртик на однойиз соединяемх деталей, который расплавляют при сварке по внут реннему нериметру, причем сварку по внутреннему периметру ведут
МПК / Метки
МПК: B23K 9/167, B23K 103/04
Метки: клапана, способ, изготовления, корпуса
Код ссылки
<a href="https://by.patents.su/11-743-sposob-izgotovleniya-korpusa-klapana.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления корпуса клапана</a>
Способ изготовления алмазного инструмента
Номер патента: 441
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В.
МПК: B24D 18/00, B24D 3/20, B22F 1/00...
Метки: изготовления, инструмента, способ, алмазного
Текст:
...из стекла К 108с использованием смазочноохлаждаю щей жидкости СМ 7/2. В процессе испы- 25 тания определяют относительный износинструмента, производительность обработки и качество обработанных поверх ностей. Относительный износ инструмента (Нин/Нет) определяют как отно шение высоты сработанной части инст- 30 румеита к суммарной высоте снятого с обрабатываемых деталей слоя стекла. ПРОИЗВОДИТЕЛЬНОСТЬ испытуемых ИНСТрументов определяют как...
Способ изготовления абразивного инструмента
Номер патента: 447
Опубликовано: 30.03.1995
Авторы: Якимахо А. П., Филонов И. П., Мастюгин Л. И., Амозов С. В., Минец В. В.
МПК: B24D 18/00
Метки: изготовления, инструмента, способ, абразивного
Текст:
...10 в.ч. на 100 в.ч. эпоксидной смолы в центрена 100 в.ч. эпоксидной смолы и рас пределяют его по зонам рабочей поверх НОСТН ННСТРУМЕНТЕ так, ЧТОБЫ В ЭОНЕХ с необходимым большим износом содержалосьменьшее КОЛИЧЕСТВО ПОЛИЭТИЛЕНполиаммна (изменяя количество полн 10эпоксидной смолы В центре инструмента до 4 в.ч. на его периферии).для дРУгик видов инструментов и способов обработки для стабильного формообразования необходимы другие зависимости...
Способ изготовления щетинных изделий
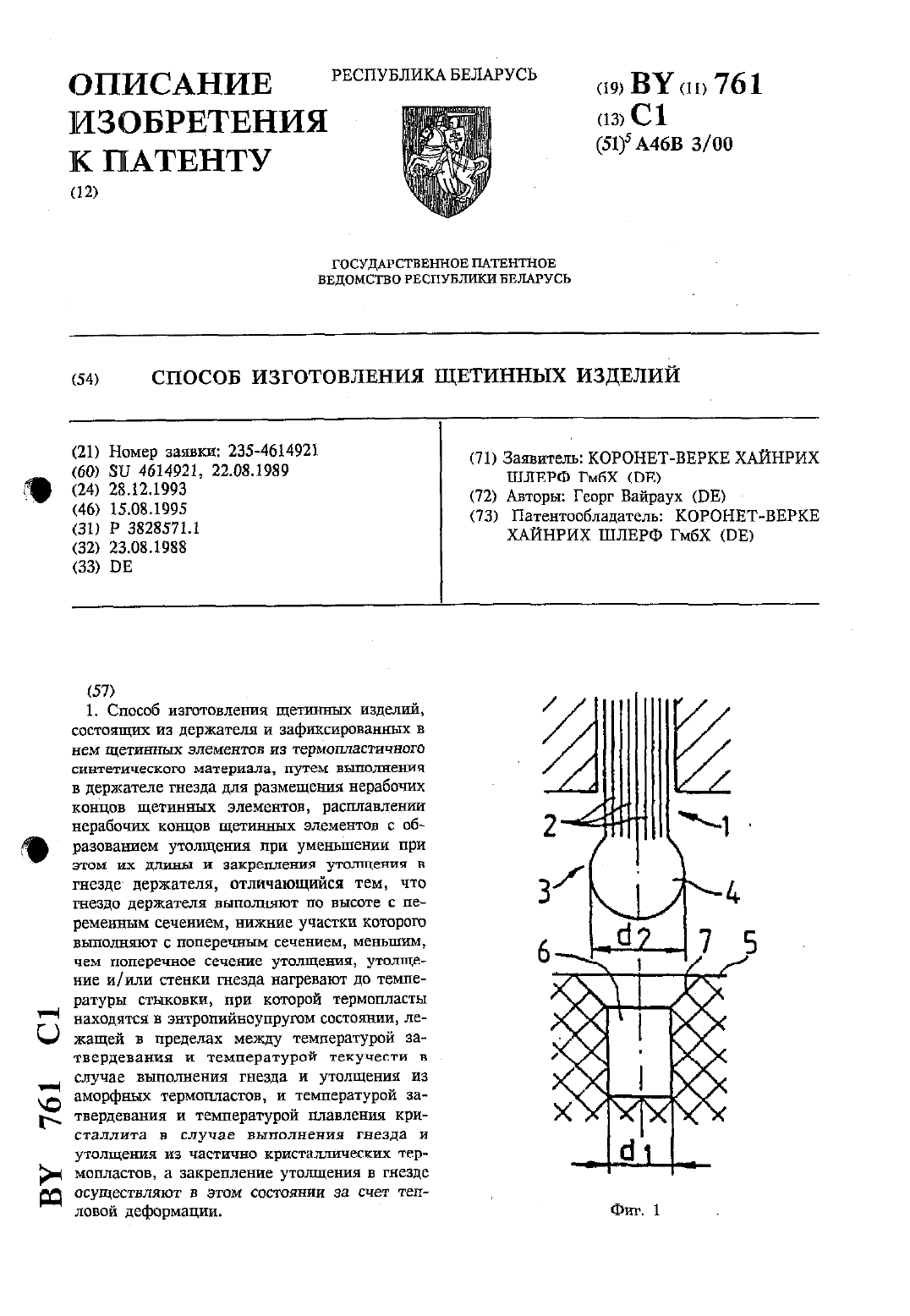
Номер патента: 761
Опубликовано: 15.08.1995
Автор: Георг ВАЙРАУХ
МПК: A46B 3/00
Метки: способ, изготовления, щетинных, изделий
Текст:
...утолщения, выступающие за сторону закрепления держателя щетины, и при этом заформовыва ют их во внутрь в отверстия, так что образуются задние вырезы. В ЭТИ ОТВЭРСТИН затем ВСТЭВЛЯЮТ ПОЦ ДЭВЛЭНИВМ еще ПЛЭСТИЧНЫЭ концы пучка щетины со стороны закрепления, так что пластичная масса заполняет отверстие.Точно так же известна стыковая сварка пучков щетинок на держателях щетины из синтетического материала (описание изобретения к выложенной заявке...
Способ изготовления витых изделий
Номер патента: 114
Опубликовано: 30.09.1994
Авторы: Ненашев А. В., Бирюков Б. А., Фетисов В. П., Веденеев А. В., Феоктистов Ю. В.
Метки: способ, витых, изделий, изготовления
Текст:
...на чальному согласно (1) составляетпроизводства витого изделия отличается от СУЩеСТВующих тем. что исходные пряди на ВИВЗЮТ С ШЗГОМ 0. а ЗЗТВМ подкручивают ДО шага Тк В процессе СВИВКИ ГОТОВОГО ВИТОГО ИЗДЕЛИЯ. ПРИ ЭТОМ ИСХОДННЙ шаг пряди Вг М 1 а) раз больше шага пряди в готовомизделии. . Увеличение исходного шага то согласно соотношению (2) способствует росту производительности при свивке прядей. а их подкрутка в процессе свивки готового...
Способ изготовления оптических деталей
Номер патента: 443
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Катюк А. В., Якимахо А. П.
МПК: B24B 1/00, B24B 13/00
Метки: изготовления, способ, деталей, оптических
Текст:
...инструмент на эпоксидной связке.зону обработки подают смазочио-охлаж ающую жидкость (СОЖ) при 153 ОС,прилагают давление, приводят в деиствие кинематическую часть станка и осуществляЮТ ПРОЦЕСС ШЛНфОВаНИЯ. ПОСЛЕ СНЯТИЯ ОСновной части припуска детали, не останавливая станка, вместо СОЖ при 1530 С подают СОЖ, нагретую до 4511 ОС. Инструмент разогревается, абразивные зерна вдавливаются в связку и продолжается процесс шлифования с меньшим...
Предыдущий патент: Катушка для намотки длинномерного материала
Следующий патент: Насос гидроусилителя руля автомобиля
Случайный патент: Способ изготовления картона