Способ нанесения покрытий твердой пайкой, преимущественно на втулки
Номер патента: 6402
Опубликовано: 30.09.2004
Текст
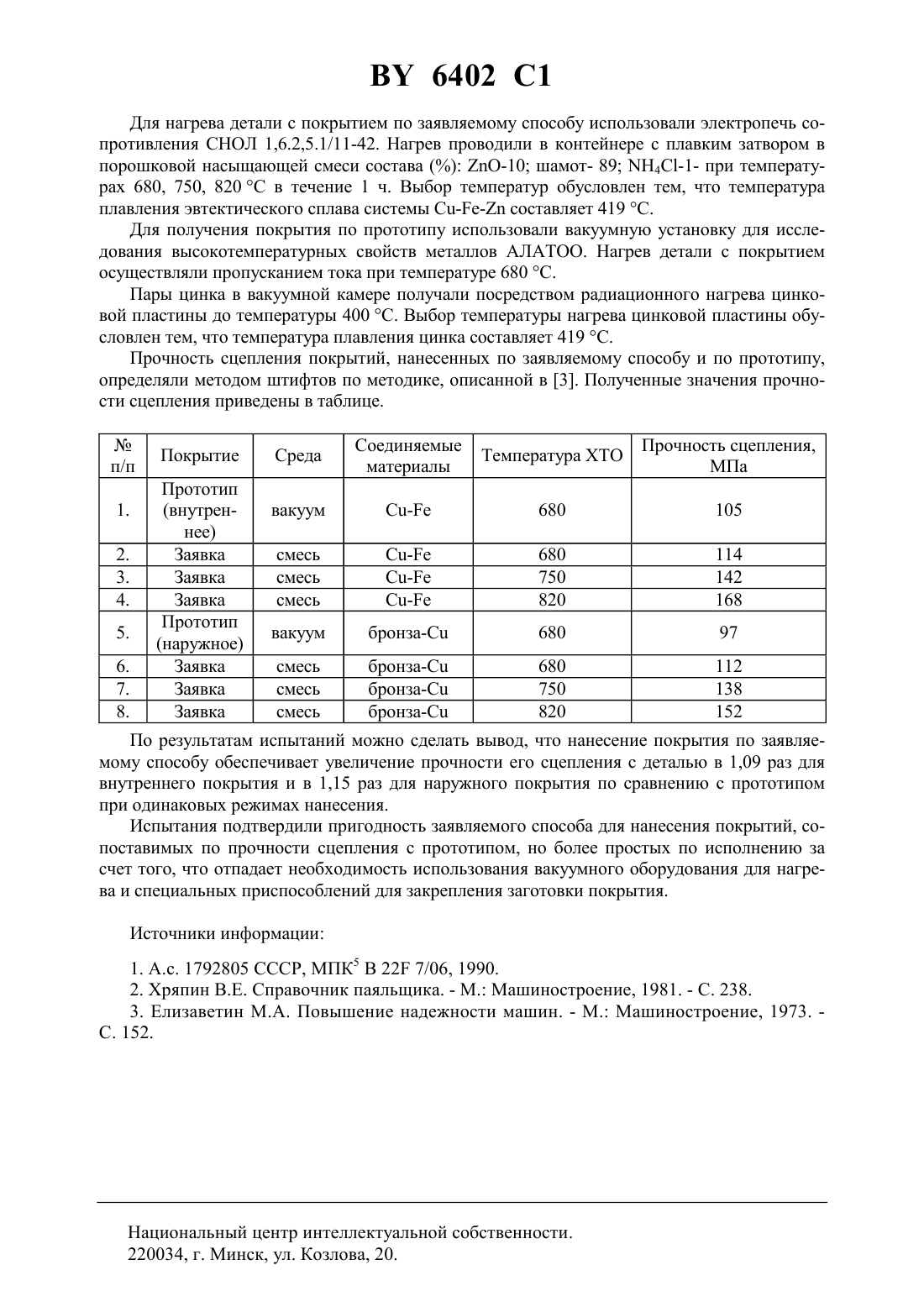
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ТВЕРДОЙ ПАЙКОЙ,ПРЕИМУЩЕСТВЕННО НА ВТУЛКИ(71) Заявитель Полоцкий государственный университет(72) Авторы Шумов Олег Васильевич Пантелеенко Федор Иванович(73) Патентообладатель Полоцкий государственный университет(57) Способ нанесения покрытий твердой пайкой, преимущественно на втулки, включающий формирование заготовки наносимого покрытия, закрепление ее на детали, нагрев в газовой атмосфере до температуры диффузионного насыщения с образованием на границе раздела заготовки и детали легкоплавкого эвтектического сплава, выдержку и охлаждение, отличающийся тем, что нагрев осуществляют в контейнере с порошковой насыщающей смесью для диффузионного легирования, а заготовку формируют из материала с температурным коэффициентом линейного расширения большим, чем температурный коэффициент линейного расширения материала детали при нанесении внутренних покрытий, и меньшим - при нанесении наружных покрытий.(56) Хряпин В.Е. Справочник паяльщика. - М. Машиностроение, 1981. - С. 228, 235.2099 1, 1998.2173244 2, 2001.09.10.2056973 1, 1993.94034546 1, 1996.01246304 , 1989.283877 1, 1993. Изобретение относится к области порошковой металлургии, в частности к способу нанесения покрытий из порошковых материалов. Может найти применение в машиностроении для нанесения защитных антифрикционных покрытий, в ремонтном производстве для восстановления изношенных поверхностей деталей машин. В порошковой металлургии известен способ нанесения покрытий из порошковых материалов, включающий изготовление из металлического порошка заготовки, наложение ее на деталь с промежуточным слоем из припоя и нагрев 1. Однако данный способ требует большого расхода энергии из-за необходимости нагрева до высокой температуры слоя припоя для обеспечения его расплавления и сцепления с деталью. Наиболее близким техническим решением является способ нанесения покрытий из порошковых материалов, включающий формирование заготовки наносимого покрытия, за 6402 1 крепление ее на детали, нагрев в вакууме или в среде инертных газов до температуры диффузионного насыщения с образованием на границе раздела заготовки и детали легкоплавкого эвтектического сплава, выдержку и охлаждение 2. Недостатком известного способа является необходимость использования специальных приспособлений для закрепления заготовки покрытия на детали и сложного вакуумного оборудования, что ведет к усложнению способа. Задачей заявляемого изобретения является разработка способа нанесения покрытий твердой пайкой, преимущественно на втулки, позволяющего упростить процесс нанесения покрытия, при сохранении прочностных свойств соединения покрытия с деталью. Поставленная задача решается за счет того, что способ включает формирование заготовки наносимого покрытия, закрепление ее на детали, нагрев в газовой среде до температуры диффузионного насыщения с образованием на границе раздела заготовки и детали легкоплавкого эвтектического сплава, выдержку и охлаждение. Причем нагрев осуществляют в контейнере с порошковой насыщающей смесью для диффузионного легирования, а заготовку покрытия формируют из материала, который имеет температурный коэффициент линейного расширения больший, чем температурный коэффициент линейного расширения материала детали при нанесении внутренних покрытий, и меньший - при нанесении наружных покрытий. В качестве порошковой насыщающей смеси для диффузионного легирования можно использовать смесь для диффузионного цинкования, алитирования, силицирования и т.п. В качестве материалов детали и заготовки покрытия используются материалы с различными температурными коэффициентами линейного расширения. При нанесении внутреннего покрытия материалом детали может быть низкоуглеродистая сталь, техническое железо, а материалом заготовки покрытия - медь, латунь. При нанесении наружного покрытия материалом детали может быть - алюминиевая или оловянная бронзы, а материалом заготовки покрытия - низкоуглеродистая сталь, техническое железо. Отличительным признаком заявляемого способа от прототипа является а) иное проведение операции нагрева, а именно - в другой среде, создаваемой в контейнере с порошковой насыщающей смесью для диффузионного легирования, а не в среде инертных газов или вакууме б) использование иного материала заготовки покрытия материал заготовки покрытия имеет температурный коэффициент линейного расширения больший, чем температурный коэффициент линейного расширения материала детали при нанесении внутренних покрытий, и меньший - при на несении наружных покрытий. Выбор в качестве среды для нанесения покрытия газовой атмосферы, создаваемой в контейнере с порошковой насыщающей смесью, обусловлен простотой ее создания при химико-термической обработке в порошковых насыщающих смесях. При нагреве насыщающей смеси происходит разложение активатора и образование паров хлорида цинка. Атомы цинка при высокой температуре адсорбируются поверхностью покрытия и детали и диффундируют вглубь. При диффузии атомов цинка в материал заготовки покрытия и детали на границе раздела заготовка покрытия-деталь образуется легкоплавкий эвтектический сплав системы , соединяющий поверхности покрытия и детали. Заявляемый способ был осуществлен в лабораторных условиях Полоцкого государственного университета. Покрытия из медного порошка - температурный коэффициент линейного расширения 16,710-6 К-1 - в виде втулки с наружным диаметром 10 мм и внутренним 6 мм наносили на внутреннюю поверхность втулки с внутренним диаметром 10 мм из технического железа - температурный коэффициент линейного расширения 11,910-6 К-1, а также на наружную поверхность втулки из бронзы БрОФ-10-1 - температурный коэффициент линейного расширения 17,510-6 К-1 - с наружным диаметром 6 мм. Соединяемые детали собирались с минимальным натягом 1 мкм. При нагреве материал заготовки покрытия и материал детали расширяются в различной степени, создавая тем самым дополнительное усилие прижима и облегчая условия образования паяного соединения. 2 6402 1 Для нагрева детали с покрытием по заявляемому способу использовали электропечь сопротивления СНОЛ 1,6.2,5.1/11-42. Нагрев проводили в контейнере с плавким затвором в порошковой насыщающей смеси состава-10 шамот- 89 4-1- при температурах 680, 750, 820 С в течение 1 ч. Выбор температур обусловлен тем, что температура плавления эвтектического сплава системы составляет 419 С. Для получения покрытия по прототипу использовали вакуумную установку для исследования высокотемпературных свойств металлов АЛАТОО. Нагрев детали с покрытием осуществляли пропусканием тока при температуре 680 С. Пары цинка в вакуумной камере получали посредством радиационного нагрева цинковой пластины до температуры 400 С. Выбор температуры нагрева цинковой пластины обусловлен тем, что температура плавления цинка составляет 419 С. Прочность сцепления покрытий, нанесенных по заявляемому способу и по прототипу,определяли методом штифтов по методике, описанной в 3. Полученные значения прочности сцепления приведены в таблице.(внутреннее) Заявка Заявка Заявка Прототип По результатам испытаний можно сделать вывод, что нанесение покрытия по заявляемому способу обеспечивает увеличение прочности его сцепления с деталью в 1,09 раз для внутреннего покрытия и в 1,15 раз для наружного покрытия по сравнению с прототипом при одинаковых режимах нанесения. Испытания подтвердили пригодность заявляемого способа для нанесения покрытий, сопоставимых по прочности сцепления с прототипом, но более простых по исполнению за счет того, что отпадает необходимость использования вакуумного оборудования для нагрева и специальных приспособлений для закрепления заготовки покрытия. Источники информации 1. А.с. 1792805 СССР, МПК 522 7/06, 1990. 2. Хряпин В.Е. Справочник паяльщика. - М. Машиностроение, 1981. - С. 238. 3. Елизаветин М.А. Повышение надежности машин. - М. Машиностроение, 1973. С. 152. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B22F 7/04
Метки: покрытий, пайкой, втулки, преимущественно, твердой, способ, нанесения
Код ссылки
<a href="https://by.patents.su/3-6402-sposob-naneseniya-pokrytijj-tverdojj-pajjkojj-preimushhestvenno-na-vtulki.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения покрытий твердой пайкой, преимущественно на втулки</a>
Способ нанесения диффузионных покрытий на металлические порошки, преимущественно для наплавки
Номер патента: 3207
Опубликовано: 30.12.1999
Авторы: Штемпель Олег Петрович, Константинов Валерий Михайлович, Пантелеенко Федор Иванович
Метки: преимущественно, нанесения, металлические, способ, наплавки, порошки, диффузионных, покрытий
Текст:
...9,5)1/2. Изотермическую выдержку проводят в течение 0,3-2 ч. Выбор времени изотермической выдержки обусловлен тем, что при выдержке в печи более 2 ч происходит преимущественно сквозное борирование порошка, что негативно влияет на его технологические свойства (насыпную плотность, текучесть и наплавляемость), а выдержка менее 20-ти минут приводит к неравномерному насыщению исходного порошка легирующими элементами (неравномерный прогрев...
Способ нанесения покрытий на цилиндрические детали
Номер патента: 1932
Опубликовано: 30.12.1997
Авторы: Сосновский Игорь Александрович, Кашицин Леонид Павлович, Худолей Андрей Леонидович, Жорник Александр Иванович
МПК: B22F 7/04
Метки: способ, цилиндрические, детали, нанесения, покрытий
Текст:
...покрытия и перемещения материала покрытия из внутренней полости детали на ее наружную поверхность, по меньшей мере, через один канал, согласно изобретению, перед нагревом материала покрытия, по меньшей мере, между одним торцом детали и прокладкой помещают дополнительную прокладку с выемкой, сообщающей внутреннюю полость детали с кольцевым зазором, а скорость вращения сборки определяют из выражения 0, 542 где- ускорение свободного...
Способ нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей (его варианты)

Номер патента: 2399
Опубликовано: 30.09.1998
Авторы: Кирпиченко Инесса Анатольевна, Худолей Андрей Леонидович, Жорник Александр Иванович, Кашицин Леонид Павлович
МПК: B22F 7/04
Метки: поверхности, его, деталей, нанесения, варианты, внутренние, порошков, металлических, покрытий, способ, цилиндрических
Текст:
...разрыв или растрескивание детали от действия центробежных сил. Усилие зажима при такой схеме базирования детали приходится на защитную оболочку. Помещением детали в защитной оболочке и нагревом материала покрытия через нее, достигается более равномерный нагрев как материала покрытия, так и материала детали, за счет сглаживания материалом оболочки краевого эффекта при нагреве. Нагрев материала покрытия производят не превышая температуры...
Способ нанесения металлических покрытий на наружные поверхности полых деталей
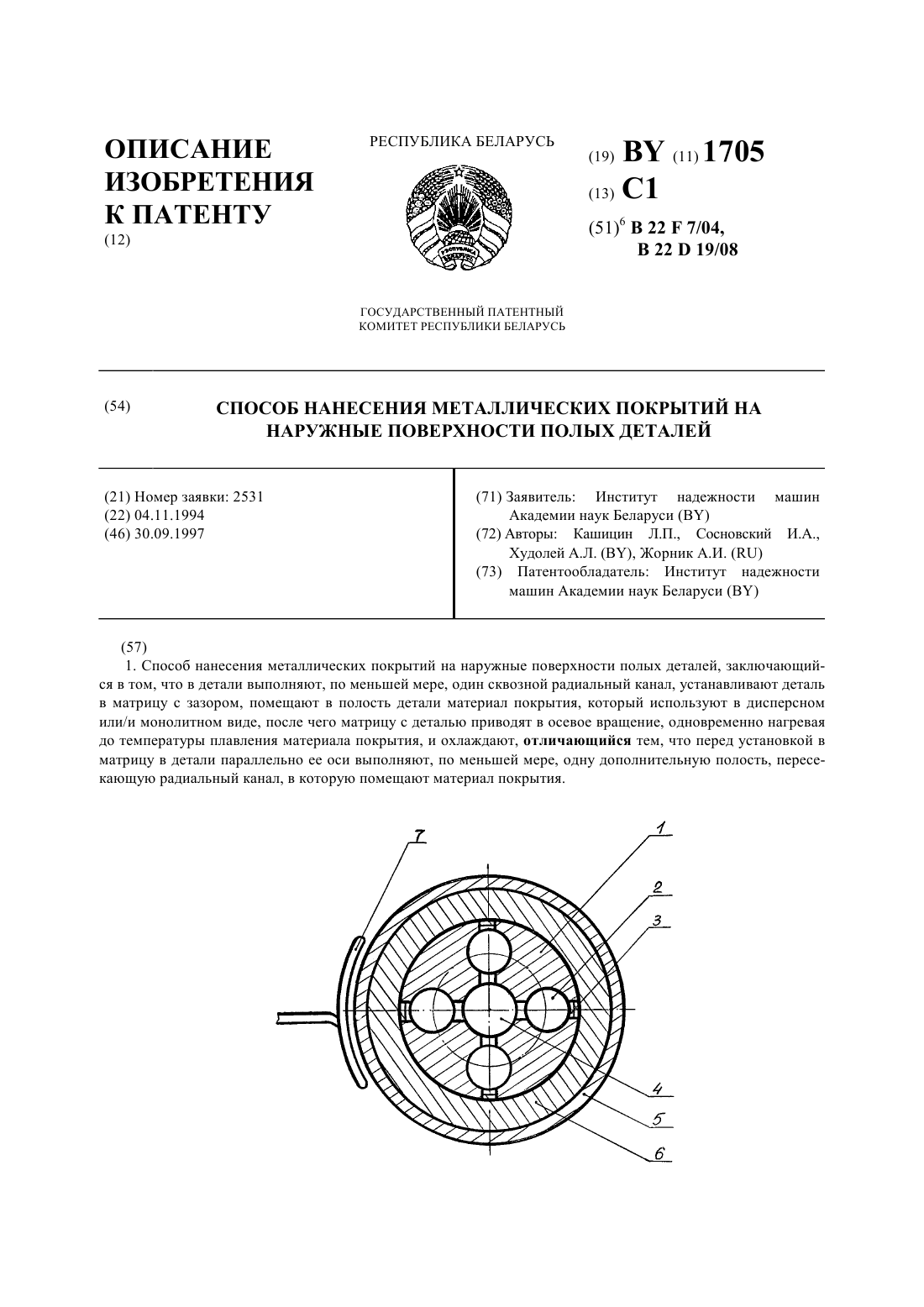
Номер патента: 1705
Опубликовано: 30.09.1997
Авторы: Жорник Александр Иванович, Худолей Андрей Леонидович, Кашицин Леонид Павлович, Сосновский Игорь Александрович
МПК: B22F 7/04, B22D 19/08
Метки: наружные, покрытий, поверхности, деталей, нанесения, полых, металлических, способ
Текст:
...компенсируется материалом покрытия, помещенным в полость детали и в дополнительно выполненные полости. Количество дополнительно выполняемых полостей ограничено размерами детали, в случае, когда в теле детали невозможно выполнить нужное количество полостей, рассчитанное по выражению (1) , необходимо взять материал покрытия с меньшим коэффициентом усадки и сделать перерасчет. Таким образом, в предлагаемом способе увеличение толщины наносимых...
Способ нанесения трехслойных антифрикционных покрытий на внутренние поверхности деталей
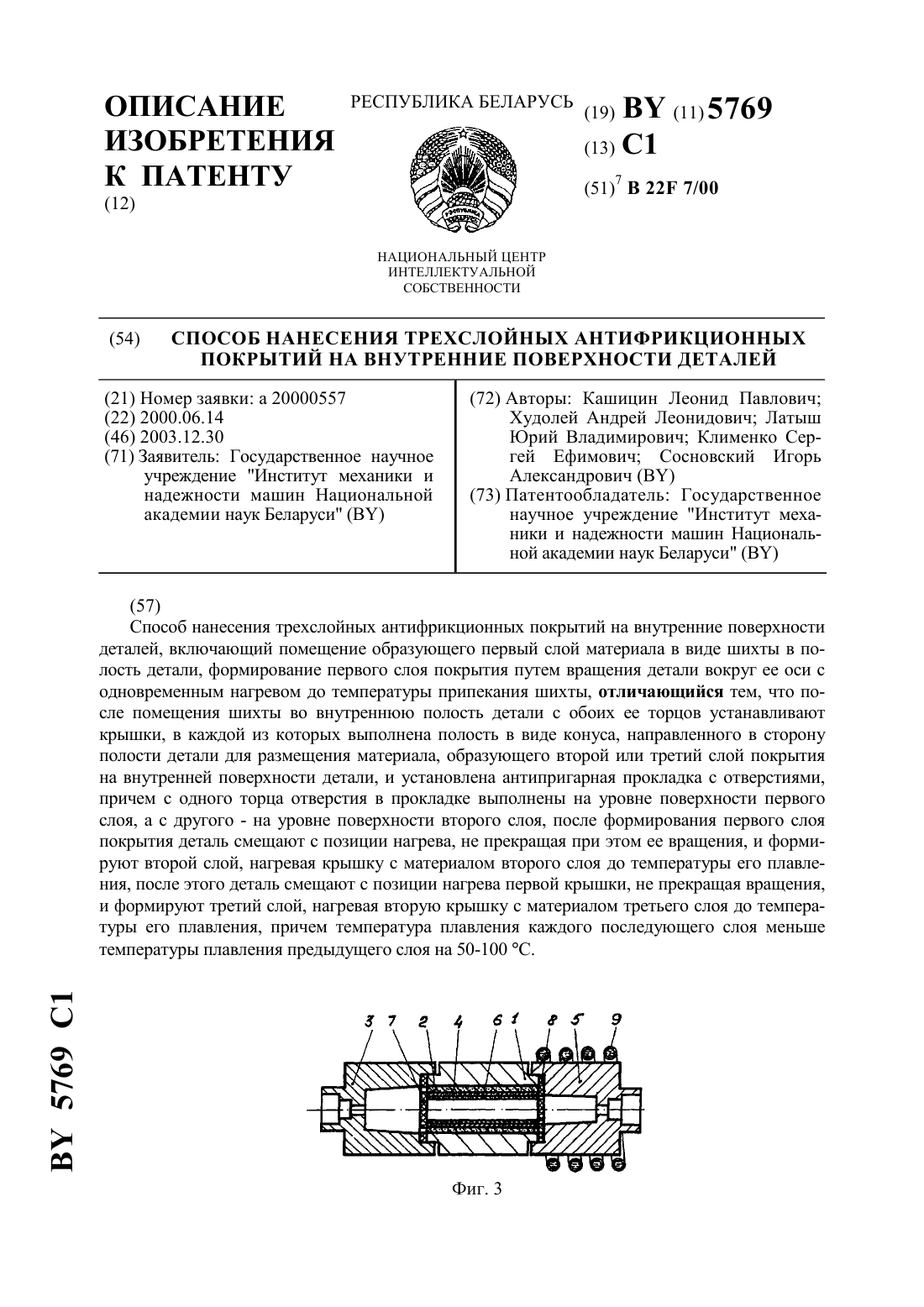
Номер патента: 5769
Опубликовано: 30.12.2003
Авторы: Латыш Юрий Владимирович, Кашицин Леонид Павлович, Сосновский Игорь Александрович, Клименко Сергей Ефимович, Худолей Андрей Леонидович
МПК: B22F 7/00
Метки: способ, нанесения, антифрикционных, поверхности, трехслойных, внутренние, покрытий, деталей
Текст:
...в каждой из которых выполнена полость в виде конуса, направленного в сторону полости детали для размещения материала, образующего второй или третий слой покрытия на внутренней 2 5769 1 поверхности детали, и установлена антипригарная прокладка с отверстиями, причем с одного торца отверстия в прокладке выполнены на уровне поверхности первого слоя, а с другого - на уровне поверхности второго слоя, после формирования первого слоя покрытия...
Предыдущий патент: Устройство для жидкостной обработки саженцев в процессе их посадки или выкопки
Следующий патент: Композиция для промежуточных деталей низа обуви
Случайный патент: Способ лечения глюкокортикостероидозависимой бронхиальной астмы смешанной формы