Способ нанесения покрытий на цилиндрические детали
Номер патента: 1932
Опубликовано: 30.12.1997
Авторы: Жорник Александр Иванович, Сосновский Игорь Александрович, Кашицин Леонид Павлович, Худолей Андрей Леонидович
Текст
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ЦИЛИНДРИЧЕСКИЕ ДЕТАЛИ(71) Заявитель Институт надежности машин Академии наук Беларуси(73) Патентообладатель Институт надежности машин Академии наук Беларуси(57) Способ нанесения покрытий на цилиндрические детали, включающий установку с кольцевым зазором детали в матрице, размещение с торцевых сторон сборки прокладок, помещение материала покрытия в полость детали, вращение сборки вокруг оси с одновременным нагревом до температуры плавления материала покрытия и перемещения материала покрытия из внутренней полости детали на ее наружную поверхность,по меньшей мере, через один канал, отличающийся тем, что перед нагревом материала покрытия, по меньшей мере, между одним торцом детали и прокладкой помещают дополнительную прокладку с выемкой, сообщающей внутреннюю полость детали с кольцевым зазором, а скорость вращения сборки определяют из выражения 0, 542( ), где- ускорение свободного падения- радиус внутренней полости детали- объем материала покрытия- длина внутренней полости детали. Изобретение относится к порошковой металлургии, в частности, к способу нанесения покрытий на цилиндрические детали и может быть использовано для восстановления деталей с износом по наружной и внутренней поверхностям, нанесения покрытий на наружные поверхности деталей при их изготовлении и упрочнении, для получения многослойного подшипникового материала, двух- трехслойных труб и т.д. Известен способ нанесения покрытий на внутренние поверхности деталей электродуговым напеканием металлических порошков 1. Во внутреннюю полость детали помещают шихту, смесь металлического материала с флюсом, втулку с торцов закрывают уплотнительными фланцами и закрепляют на центробежной установке, затем сборку приводят во вращение, через центральные отверстия во фланцах внутрь детали вводятся электроды, между которыми зажигается электрическая дуга, спекание шихты происходит под действием тепла, выделяющегося при горении дуги. 1932 1 Недостатком известного способа являются его ограниченные возможности, обусловленные невозможностью нанесения покрытий на наружные поверхности деталей. Наиболее близким к предлагаемому способу по технической сущности является способ нанесения покрытий из металлических порошков на цилиндрические детали 2. Способ заключается в следующем. Предварительно в стенке детали выполняют, по меньшей мере, один сквозной радиальный канал, устанавливают деталь в матрице, помещают материал покрытия в полость детали, осуществляют вращение детали вокруг ее оси с одновременным нагревом до температуры плавления материала покрытия, при этом перемещение расплава из внутренней полости детали на ее наружную поверхность происходит через вышеупомянутый радиальный канал. Существенным недостатком способа является выполнение в теле детали радиальных каналов, что как для толстостенных, так и тонкостенных деталей приводит к уменьшению прочности исходной заготовки,кроме того диаметр каналов необходимо корректировать в зависимости от природы материала покрытия. Задачей настоящего изобретения является сохранение исходной прочности заготовки при нанесении покрытий как на наружные, так и на внутренние поверхности деталей. Для решения поставленной задачи в известном способе нанесения покрытий на цилиндрические детали,включающем установку с кольцевым зазором детали в матрице, размещение с торцевых сторон сборки прокладок, помещение материала покрытия в полость детали, вращение сборки вокруг оси с одновременным нагревом до температуры плавления материала покрытия и перемещения материала покрытия из внутренней полости детали на ее наружную поверхность, по меньшей мере, через один канал, согласно изобретению, перед нагревом материала покрытия, по меньшей мере, между одним торцом детали и прокладкой помещают дополнительную прокладку с выемкой, сообщающей внутреннюю полость детали с кольцевым зазором, а скорость вращения сборки определяют из выражения 0, 542 где- ускорение свободного падения- радиус внутренней полости детали- объем порошковой засыпки- длина внутренней полости детали. Материал покрытия, помещенный во внутреннюю полость детали, при нагреве расплавляется, растекается по внутренней поверхности и, достигнув торца с установленной к нему дополнительной прокладкой, перетекает через канал, образованный торцовой поверхностью детали и выемкой дополнительной прокладки,под действием центробежных сил на наружную поверхность детали. В результате расплав занимает пространство, ограниченное внутренней поверхностью матрицы и наружной поверхностью детали, образуя тем самым покрытие на наружной поверхности детали. Часть расплава заполняет пространство транспортного канала, а оставшийся расплав равномерно распределяется по внутренней поверхности детали, образуя тем самым на ней покрытие. В выражении (1) учтено изменение скорости вращения детали (в сторону ее увеличения) при помещении в ее внутреннюю полость объемной дозы порошкового материала, причем объем засыпки должен быть меньше объема внутренней полости детали. Таким образом, в предлагаемом способе нанесения покрытий на цилиндрические детали без уменьшения прочности исходной заготовки достигают путем перемещения материала покрытия в виде расплава из внутренней полости детали на ее наружную поверхность через по меньшей мере, один канал, образованный торцевой поверхностью детали и дополнительной прокладкой с выемкой. В качестве материала покрытия может использоваться также стружка, гранулы и т.д. Пример осуществления способа. На наружную и внутреннюю поверхность стальной втулки наносили покрытие толщиной 1,5 мм из порошка бронзы Бр.ОФ 10-1 (ТУ 26-130-76), наружный диаметр втулки 65 мм, внутренний 55 мм, длина 60 мм. Втулку устанавливали коаксиально матрице с кольцевым зазором 1,5 мм для образования покрытия соответствующей толщины на ее наружной поверхности, а во внутреннюю полость втулки помещали порошок бронзы в количестве 0,3 кг. Затем с одного торца закрывали сборку двумя прокладками, одна из которых(дополнительная) была выполнена в виде сектора. При контакте дополнительной прокладки с торцом детали образовывался канал, соединяющий внутреннюю полость детали с пространством, ограниченным наружной поверхностью детали и внутренней поверхностью матрицы. С другого торца закрывали сборку одной прокладкой. После чего устанавливали с двух сторон сборки крышки. На центробежной установке закрепляли сборку и приводили ее в осевое вращение со скоростью 104 рад/с, рассчитанной по выражению Нагрев сборки производили индуктором ТВЧ лампового генератора ЛПЗ-2-67 М, температура нагрева составляла при этом 1000, время нагрева 7 минут. Контроль температуры осуществляли оптическим пирометром АПИР-С. При нагреве материал покрытия расплавлялся и под действием сил инерции (центробежных сил) через канал, образованный дополнительной прокладкой и торцовой поверхностью детали, перемещался на наружную поверхность втулки. Затем выключали нагрев, продолжали вращать сборку в течение 4 минут. По истечении этого времени вращение прекращали, снимали сборку с установки, осуществляя последующее ее охлаждение до комнатной температуры в статическом состоянии, извлекали из матрицы втулку и проводили механическую обработку покрытия. Предлагаемый способ позволяет наносить покрытия на цилиндрические детали без уменьшения прочности исходной заготовки. оставитель М.Ф. Денисенко Редактор В.Н. Позняк Корректор Т.Н. Никитина Заказ 8767 Тираж 20 экз. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B22F 7/04
Метки: детали, покрытий, цилиндрические, способ, нанесения
Код ссылки
<a href="https://by.patents.su/3-1932-sposob-naneseniya-pokrytijj-na-cilindricheskie-detali.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения покрытий на цилиндрические детали</a>
Способ нанесения металлических покрытий на поверхности полой цилиндрической детали
Номер патента: 1906
Опубликовано: 30.12.1997
Авторы: Сосновский Игорь Александрович, Черных Сергей Иванович, Худолей Андрей Леонидович, Кашицин Леонид Павлович, Жорник Александр Иванович, Кирпиченко Инесса Анатольевна
МПК: B22F 7/04
Метки: цилиндрической, детали, нанесения, металлических, способ, покрытий, поверхности, полой
Текст:
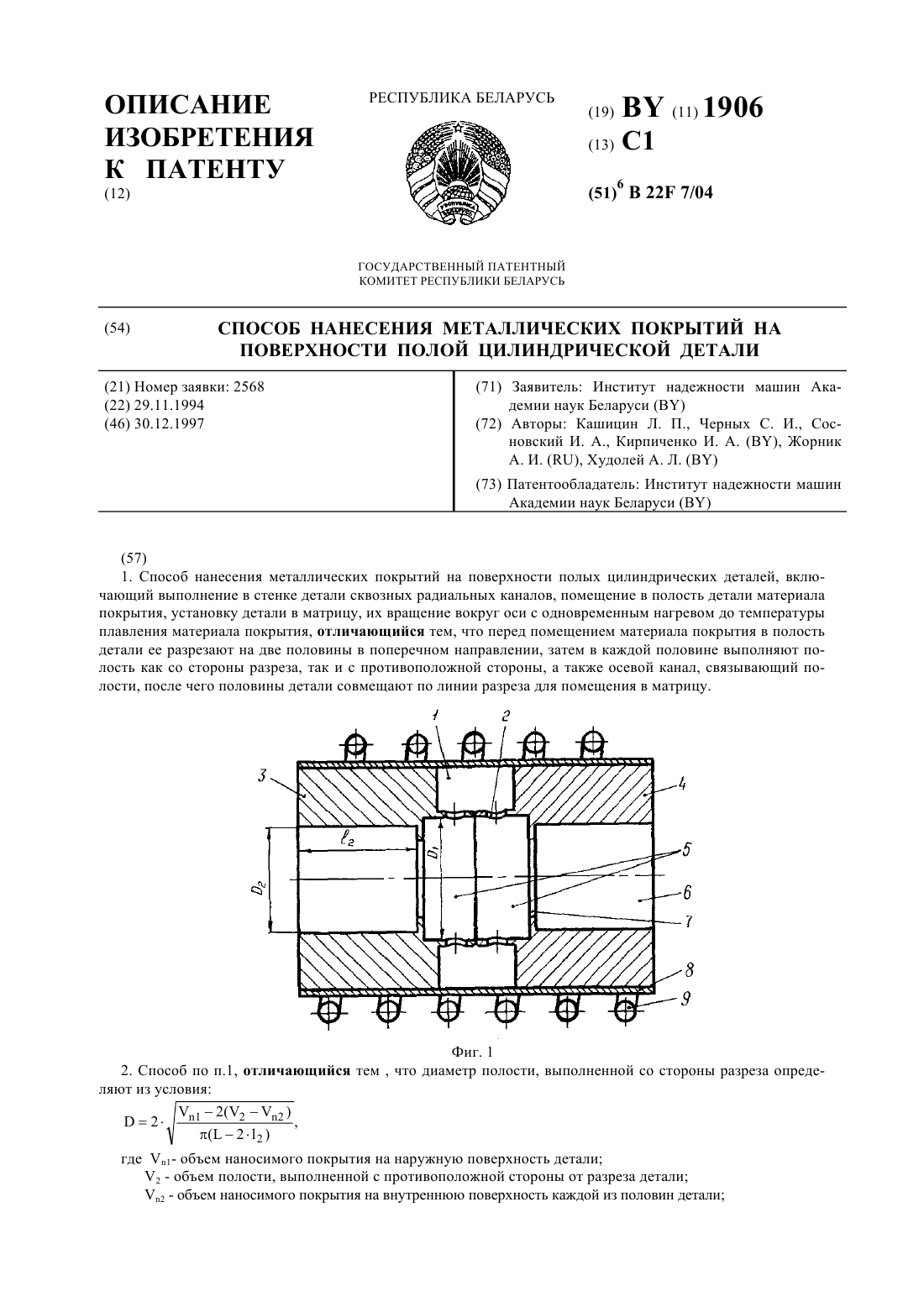
...для дополнительной подачи материала покрытия из полости 6 в канавку 1 на наружной поверхности, равен 2-2. Обозначим объем покрытия, наносимый на наружную поверхность 1 через 1,112(2 - 2),где 1 - объем полости, выполненной со стороны разреза. Обозначим длину детали через . 2.21 . После преобразований получим 2(22 ) 12 1 На фиг.1 - схема устройства для реализации данного способа. На фиг.2 представлен способ нанесения металлических...
Способ нанесения металлических покрытий на наружные поверхности полых деталей
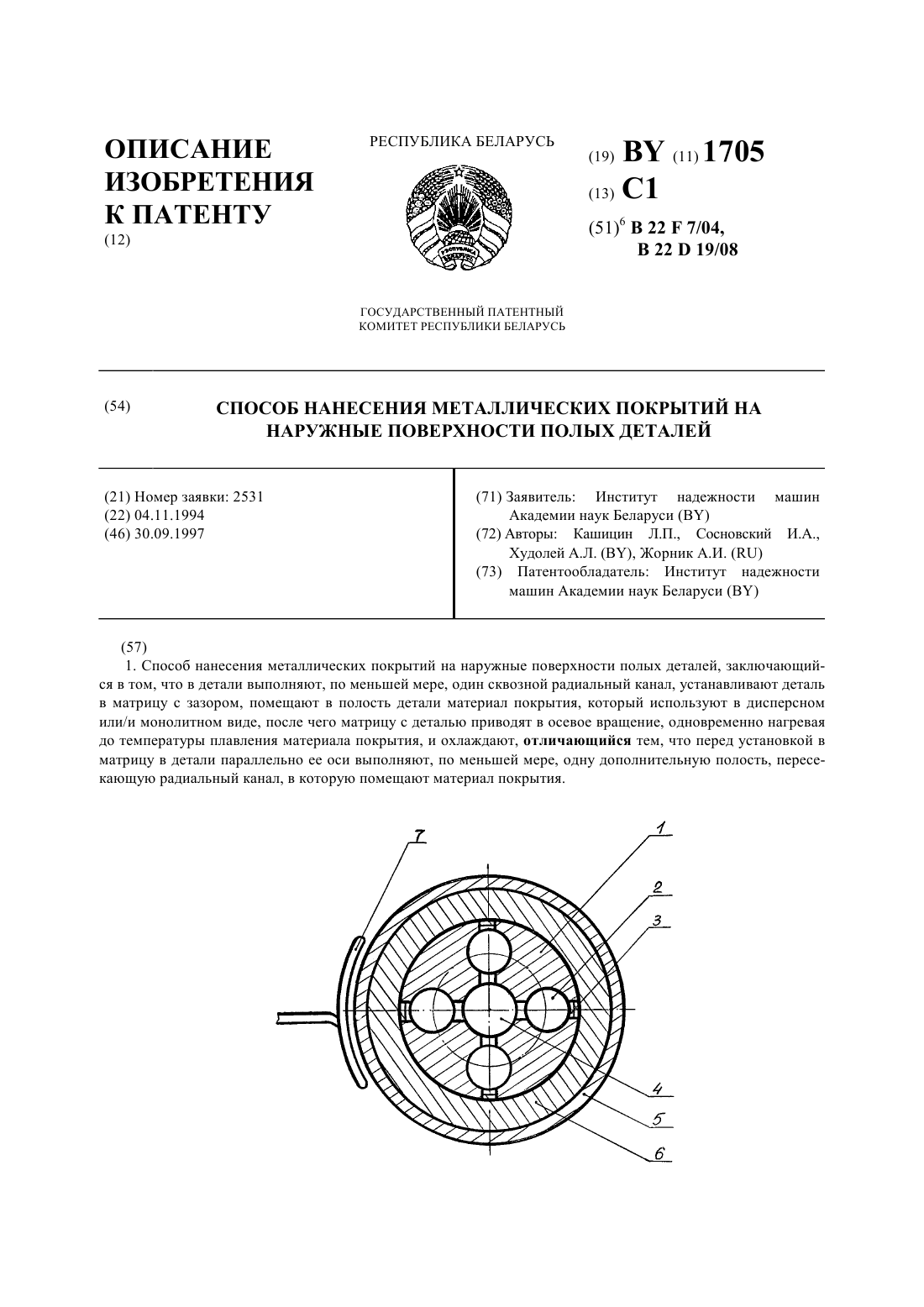
Номер патента: 1705
Опубликовано: 30.09.1997
Авторы: Жорник Александр Иванович, Худолей Андрей Леонидович, Кашицин Леонид Павлович, Сосновский Игорь Александрович
МПК: B22F 7/04, B22D 19/08
Метки: покрытий, металлических, наружные, полых, способ, нанесения, деталей, поверхности
Текст:
...компенсируется материалом покрытия, помещенным в полость детали и в дополнительно выполненные полости. Количество дополнительно выполняемых полостей ограничено размерами детали, в случае, когда в теле детали невозможно выполнить нужное количество полостей, рассчитанное по выражению (1) , необходимо взять материал покрытия с меньшим коэффициентом усадки и сделать перерасчет. Таким образом, в предлагаемом способе увеличение толщины наносимых...
Устройство для нанесения покрытий электромагнитной наплавкой
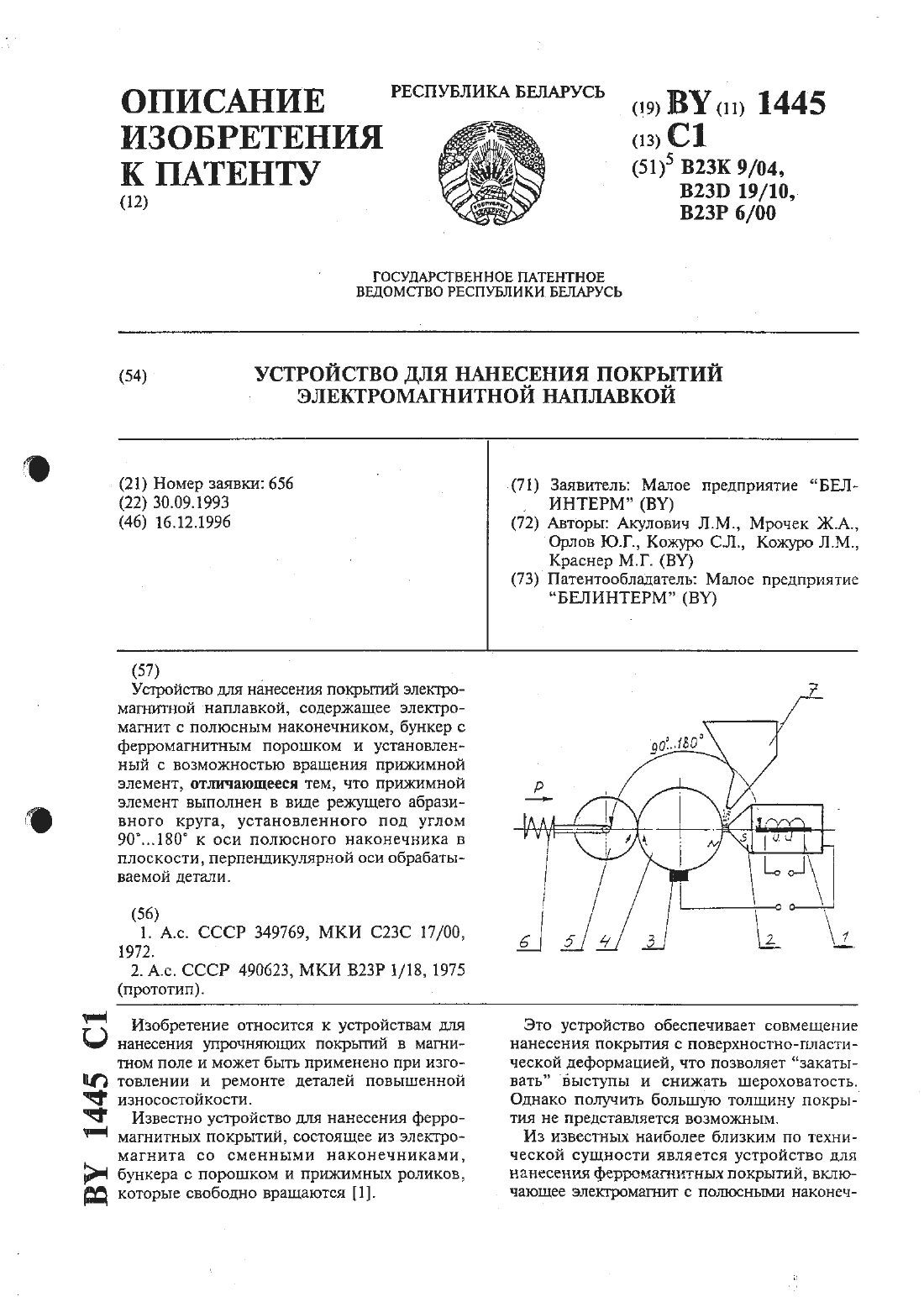
Номер патента: 1445
Опубликовано: 16.12.1996
Авторы: Мрочек Жорж Адамович, Кожуро Лев Михайлович, Краснер Марк Григорьевич, Кожуро Сергей Львович, Акулович Леонид Михайлович, Орлов Юрий Григорьевич
МПК: B22D 19/10, B23P 6/00, B23K 9/04...
Метки: электромагнитной, нанесения, устройство, наплавкой, покрытий
Текст:
...в устройстве для нанесения покрытий электромагнитной наплавкой, содержащем электромагнит с полюсным наконечником, бункер с ферромагнитным порошком и установленный с возможностью вращения прижимной элемент, прижимной элемент выполнен в виде режущего абразивного круга, установленного под углом 9 О 180 к оси полюсного наконечника в плоскости, перпендикулярной оси обрабатываемой детали.На чертеже представлена схема заявляемого...
Способ нанесения гальванических покрытий
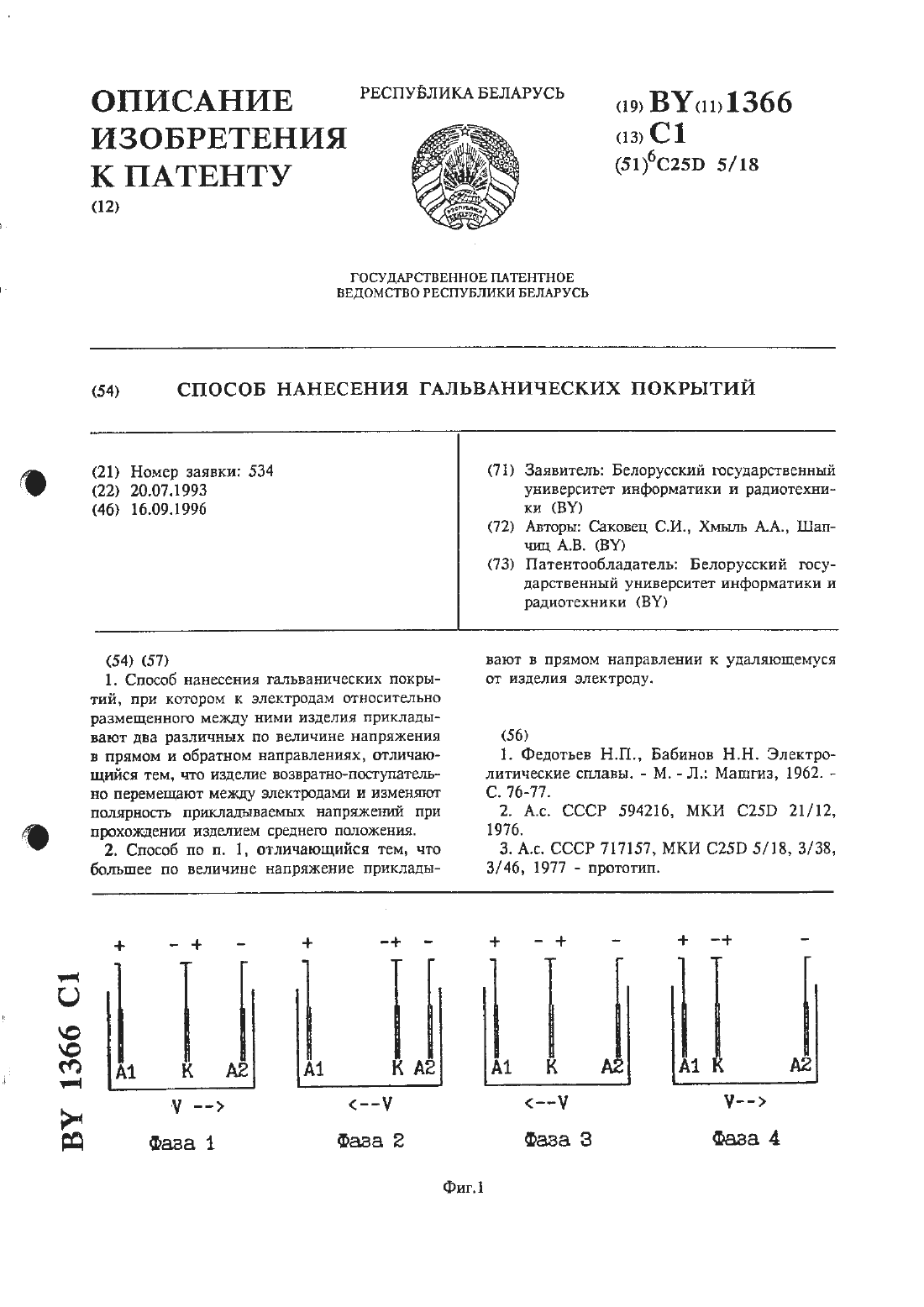
Номер патента: 1366
Опубликовано: 16.09.1996
Авторы: Шапчиц Алесь Владимирович, Саковец Сергей Иванович, Хмыль Александр Александрович
МПК: C25D 5/18
Метки: способ, нанесения, гальванических, покрытий
Текст:
...правого положения, начнет двигаться в обратном направлении и не пересечет линию, находящуюся на равном расстоянии между анодами ( Фиг. 1, Фаза 2 ). В момент пересечения катодом этой линии меняется полярность на противоположную между катодом и анодом 1, катодом и анодом 2 (Фиг.1, фаза 3). Переключе З ние полярности источников питания электродов в любой другой момент приводит к снижени положительного эффекта в равномерности покрытия. Далее...
Способ плазменного нанесения покрытий в вакууме
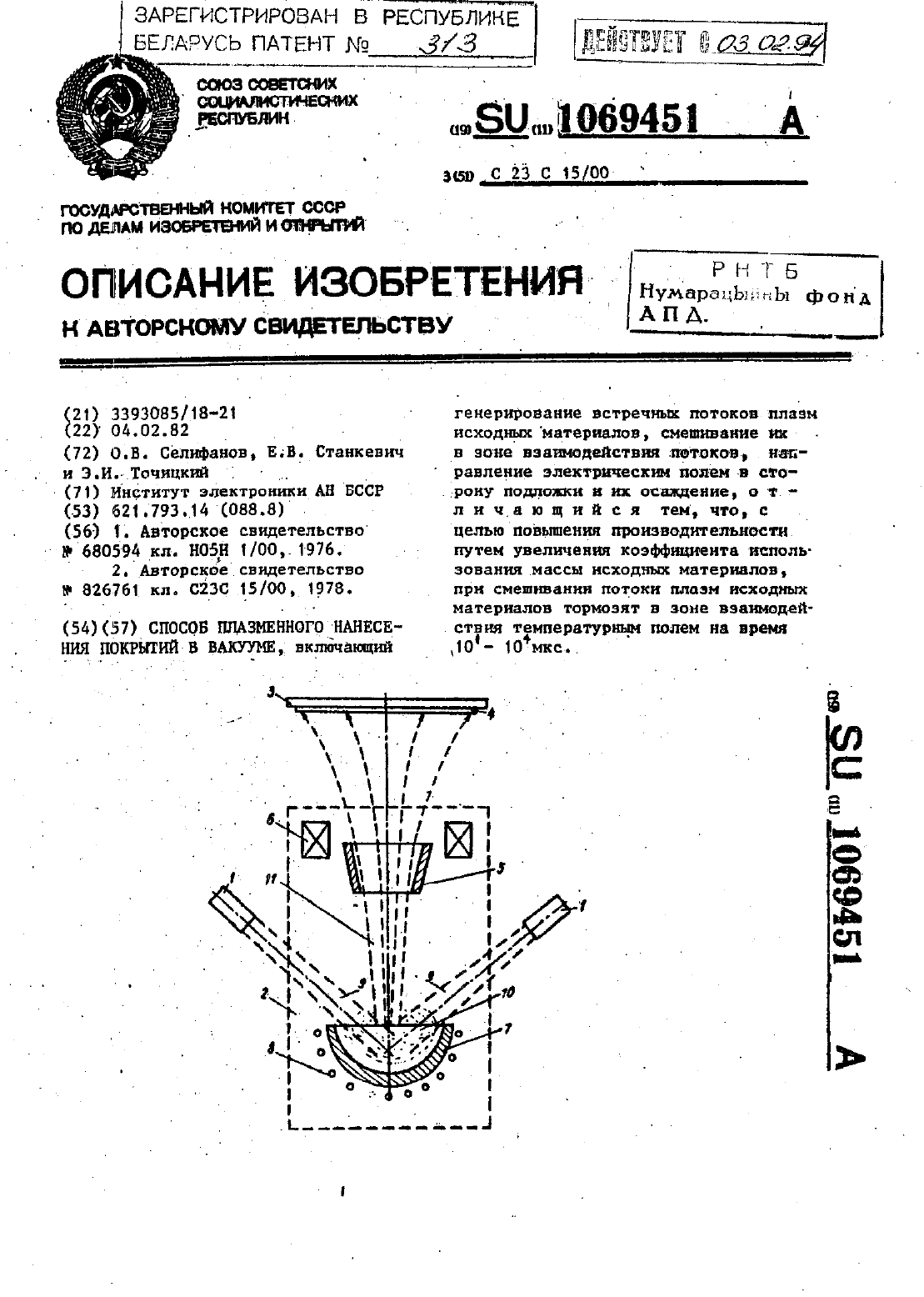
Номер патента: 313
Опубликовано: 30.12.1994
Авторы: Точицкий Э. И., Селифанов О. В., Станкевич Е. В.
МПК: C23C 15/00
Метки: вакууме, покрытий, плазменного, способ, нанесения
Текст:
...с 1 д согтавляет 10 10 секунд 10 10 микросекунд). а также для интенсивного смешивания плазменньж лото показано) ДЛЯ ПРЗКТИЧЕСКН ПОЛНОГО УСков и формирования направленного к подложкодержателю потока плазмы осаждаемого материала. АКроме того, высокоинерционные микрокапли плазменных потоков (в случае 5 использования эрозионной плазмы)при достижении поверхности, нагретой до темературы близкой к критической температуре конденсации используемого...
Предыдущий патент: Способ борьбы со снежно-ледяным покровом на дорогах
Следующий патент: Способ получения полимерной пленки
Случайный патент: Адсорбционно-резистивный газовый сенсор