Способ нанесения трехслойных антифрикционных покрытий на внутренние поверхности деталей
Номер патента: 5769
Опубликовано: 30.12.2003
Авторы: Латыш Юрий Владимирович, Клименко Сергей Ефимович, Сосновский Игорь Александрович, Худолей Андрей Леонидович, Кашицин Леонид Павлович
Текст
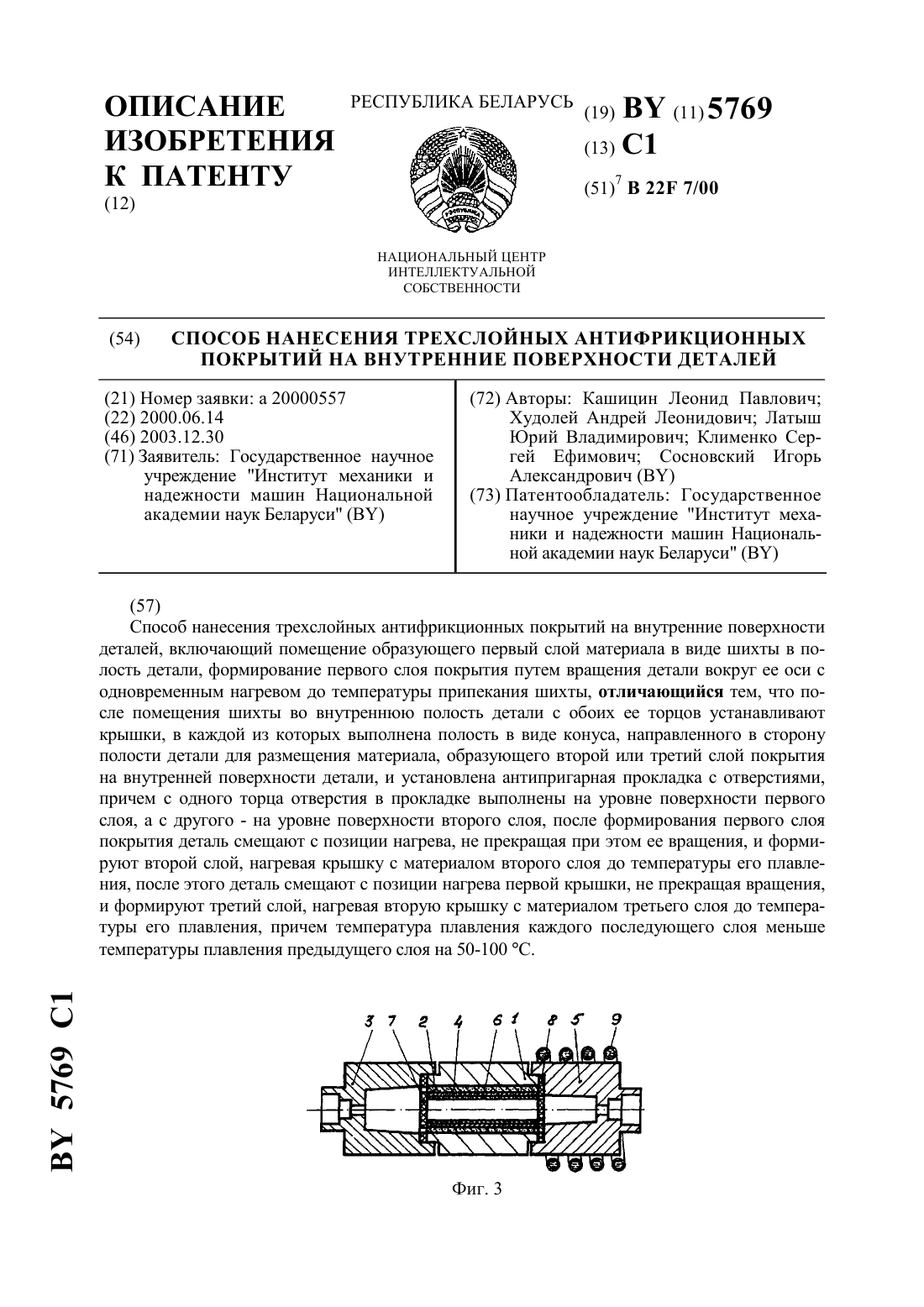
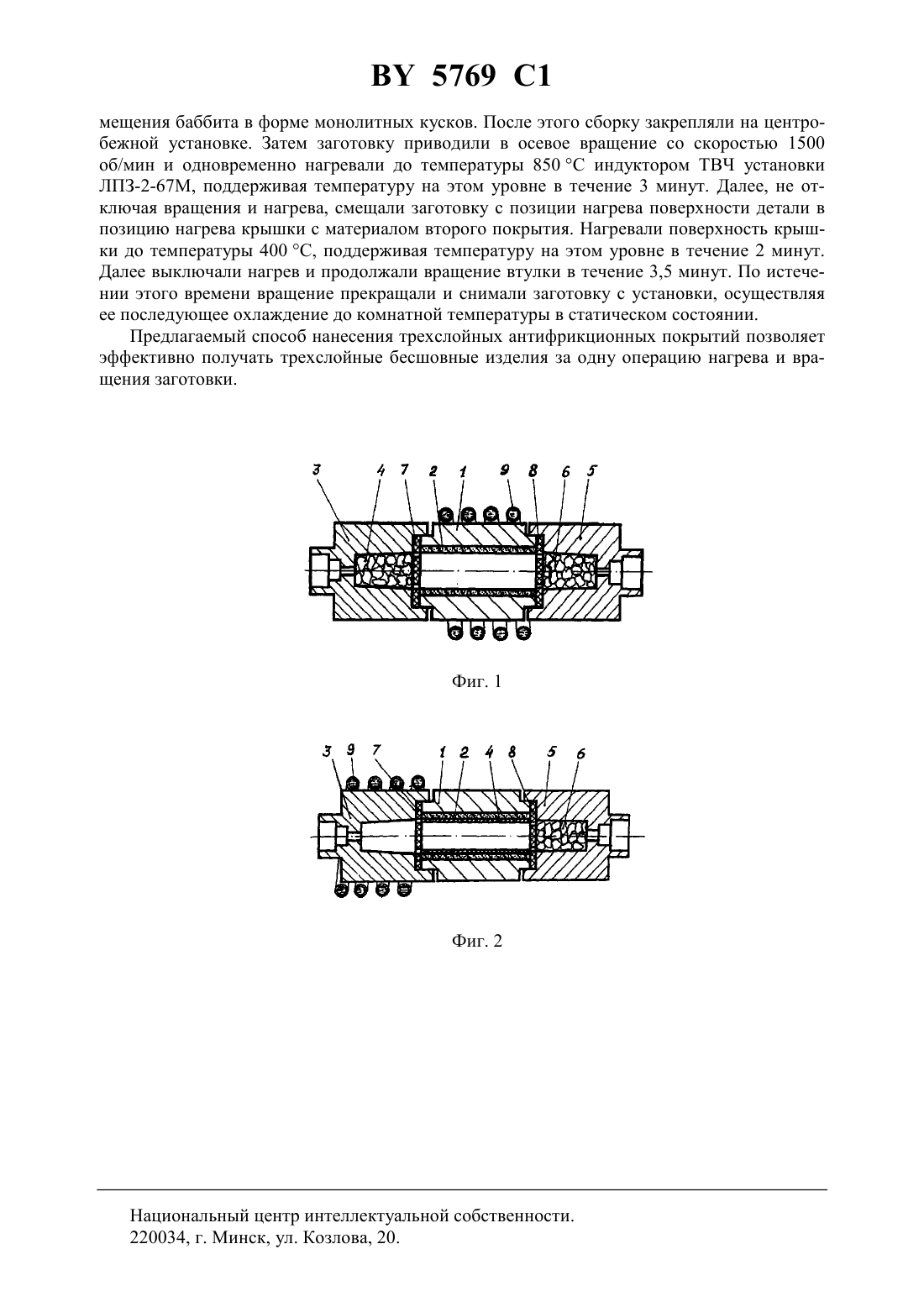
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НАНЕСЕНИЯ ТРЕХСЛОЙНЫХ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ(71) Заявитель Государственное научное учреждение Институт механики и надежности машин Национальной академии наук Беларуси(72) Авторы Кашицин Леонид Павлович Худолей Андрей Леонидович Латыш Юрий Владимирович Клименко Сергей Ефимович Сосновский Игорь Александрович(73) Патентообладатель Государственное научное учреждение Институт механики и надежности машин Национальной академии наук Беларуси(57) Способ нанесения трехслойных антифрикционных покрытий на внутренние поверхности деталей, включающий помещение образующего первый слой материала в виде шихты в полость детали, формирование первого слоя покрытия путем вращения детали вокруг ее оси с одновременным нагревом до температуры припекания шихты, отличающийся тем, что после помещения шихты во внутреннюю полость детали с обоих ее торцов устанавливают крышки, в каждой из которых выполнена полость в виде конуса, направленного в сторону полости детали для размещения материала, образующего второй или третий слой покрытия на внутренней поверхности детали, и установлена антипригарная прокладка с отверстиями,причем с одного торца отверстия в прокладке выполнены на уровне поверхности первого слоя, а с другого - на уровне поверхности второго слоя, после формирования первого слоя покрытия деталь смещают с позиции нагрева, не прекращая при этом ее вращения, и формируют второй слой, нагревая крышку с материалом второго слоя до температуры его плавления, после этого деталь смещают с позиции нагрева первой крышки, не прекращая вращения,и формируют третий слой, нагревая вторую крышку с материалом третьего слоя до температуры его плавления, причем температура плавления каждого последующего слоя меньше температуры плавления предыдущего слоя на 50-100 С.(56)2099 1, 1998.1597251 1, 1990.1606261 1, 1990.1483328 1, 1977.3761257 1, 1973.4904537 , 1990. Изобретение относится к порошковой металлургии, в частности к способам нанесения трехслойных антифрикционных покрытий на внутренние поверхности деталей, и может быть использовано для изготовления и восстановления деталей машин, в частности вкладышей подшипников скольжения и т.д. Известно, что трехслойные подшипники обладают лучшими эксплуатационными свойствами большей нагрузочной способностью, малошумностью, повышенной усталостной прочностью контактных рабочих поверхностей и т.д. Существует способ нанесения трехслойных покрытий для получения трехслойных подшипников скольжения методом проката (Пат. США 4904537, МПК 4 22 В 7/00). Способ заключается в следующем поверхность стальной полосы подготавливают для нанесения металлического покрытия, предпочтительно никелевого, затем наносят посредством прокатки предварительно смешанный свинцово-бронзовый порошок поверх металлического покрытия, после чего ленту уплотняют роликом, повторно нагревают и спекают, затем методом сворачивания преобразуют трехслойную ленту в трубчатую заготовку. Недостатком способа является наличие соединительной зоны (шва), образующейся при сворачивании подшипника из полосы. В качестве ближайшего аналога служит способ получения многослойных антифрикционных изделий методом индукционного центробежного припекания (Пат.2099,МПК 6 В 22 7/02, В 22 7/04), согласно которому в полость детали помещают шихту,осуществляют осевое вращение детали с одновременным нагревом ее токами высокой частоты до температуры спекания шихты, спекают шихту, производят охлаждение детали и последующую механическую обработку полученного слоя, затем после механической обработки слоя в полость втулки помещают монолитную или спеченную дополнительную втулку, предварительно пропитанную легкоплавким материалом, нагревают сборку до температуры плавления последнего при одновременном вращении, охлаждают и проводят окончательную механическую обработку. Использование этого способа на практике позволяет получать бесшовные заготовки. Однако существенным недостатком способа является невозможность получения трехслойного антифрикционного покрытия на внутренней поверхности детали за одну операцию индукционного нагрева и вращения заготовки. Например, для получения трехслойного изделия описанным способом необходимо повторять операцию нагрева и вращения заготовки дважды. Задачей предлагаемого изобретения является разработка способа нанесения трехслойных антифрикционных покрытий за одну операцию нагрева и вращения заготовки, что позволит получать трехслойные бесшовные подшипники скольжения. Для решения поставленной задачи в известном способе нанесения трехслойных антифрикционных покрытий на внутренние поверхности деталей, включающем помещение шихты в полость детали, вращение детали вокруг ее оси с одновременным нагревом до температуры припекания шихты, согласно изобретению, после помещения шихты во внутреннюю полость детали с обоих ее торцов устанавливают крышки, в каждой из которых выполнена полость в виде конуса, направленного в сторону полости детали для размещения материала, образующего второй или третий слой покрытия на внутренней 2 5769 1 поверхности детали, и установлена антипригарная прокладка с отверстиями, причем с одного торца отверстия в прокладке выполнены на уровне поверхности первого слоя, а с другого - на уровне поверхности второго слоя, после формирования первого слоя покрытия деталь смещают с позиции нагрева, не прекращая при этом ее вращение, и формируют второй слой, нагревая крышку с материалом второго слоя до температуры его плавления,после этого деталь смещают с позиции нагрева первой крышки, не прекращая вращения, и формируют третий слой, нагревая вторую крышку с материалом третьего слоя до температуры его плавления, причем температура плавления каждого последующего слоя меньше температуры плавления предыдущего слоя на 50-100 С. Размер кусков материала не должен быть меньше 1,1 диаметра отверстий в антипригарных прокладках и не больше 0,9 наименьшего диаметра конусных полостей крышек. На фиг. 1, 2, 3 представлена схема реализации способа. На фиг. 1 представлена схема нанесения первого порошкового слоя на внутреннюю поверхность заготовки с размещением детали на позиции нагрева. На фиг. 2 представлена схема нанесения второго слоя на поверхность первого с размещением одной крышки на позиции нагрева. На фиг. 3 представлена схема нанесения третьего слоя на поверхность второго с размещением другой крышки на позиции нагрева. Способ осуществляется следующим образом. Во внутреннюю полость детали 1 помещают материал первого слоя 2, во внутреннюю полость крышки 3 помещают материал 4 другого слоя в виде монолитных кусков, во внутреннюю полость крышки 5 помещают материал 6 третьего слоя в виде монолитных кусков, после чего в крышках 3 и 5 устанавливают антипригарные прокладки 7 и 8 (с отверстиями) соответственно, а затем с обоих торцов деталь 1 закрывают крышками 3 и 5 и устанавливают в центрах центробежной установки. Деталь 1 приводят в осевое вращение, одновременно ее нагревают индуктором ТВЧ 9 до температуры нанесения первого слоя. При этом под действием центробежных сил материал равномерно распределяется по внутренней поверхности детали 1, спекается либо расплавляется. Далее, не отключая нагрева и осевого вращения детали 1, последнюю смещают с позиции нагрева поверхности детали (фиг. 1) в позицию нагрева крышки с материалом второго слоя (фиг. 2). Крышку разогревают до температуры плавления материала второго слоя. По мере плавления материала второго слоя расплав под действием центробежных сил проникает в полость детали 1 через отверстия в антипригарной прокладке 7, расположенные на уровне диаметра первого слоя, и равномерно распределяется по покрытию 2. После этого, не отключая нагрева и осевого вращения детали 1, ее смещают в позицию нагрева крышки с материалом третьего слоя (фиг. 3). Крышку разогревают до температуры плавления материала третьего слоя. По мере плавления материала третьего слоя расплав под действием центробежных сил проникает в полость детали 1 через отверстия в антипригарной прокладке 8, расположенные на уровне диаметра второго слоя, и равномерно распределяется по слою 4. Затем нагрев прекращают и производят охлаждение детали 1, при этом на внутренней поверхности детали 1 образуется компактное трехслойное покрытие. Таким образом, нанесение трехслойных покрытий за одну операцию нагрева и вращения заготовки достигают путем нанесения второго слоя сразу после нанесения первого слоя и нанесения третьего слоя сразу после нанесения второго слоя при помощи смещения детали с позиции нагрева ее поверхности в позицию нагрева первой, а затем и второй крышки. Пример реализации способа. Изготавливали трехслойный подшипник скольжения масленного насоса термопластоавтомата(Япония), для чего на внутреннюю цилиндрическую поверхность заготовки наносили двухслойное антифрикционное покрытие из бронзы Бр. ОФ 10-1 и баббита Б 88. Наружный диаметр заготовки составлял 70 мм,внутренний - 45 мм, длина 145 мм. Во внутреннюю полость заготовки помещали шихту(смесь бронзового порошка с бурой), с торцов заготовку закрывали крышками, причем один из торцов детали закрывали крышкой, которая имела внутреннюю полость для раз 3 5769 1 мещения баббита в форме монолитных кусков. После этого сборку закрепляли на центробежной установке. Затем заготовку приводили в осевое вращение со скоростью 1500 об/мин и одновременно нагревали до температуры 850 С индуктором ТВЧ установки ЛПЗ-2-67 М, поддерживая температуру на этом уровне в течение 3 минут. Далее, не отключая вращения и нагрева, смещали заготовку с позиции нагрева поверхности детали в позицию нагрева крышки с материалом второго покрытия. Нагревали поверхность крышки до температуры 400 С, поддерживая температуру на этом уровне в течение 2 минут. Далее выключали нагрев и продолжали вращение втулки в течение 3,5 минут. По истечении этого времени вращение прекращали и снимали заготовку с установки, осуществляя ее последующее охлаждение до комнатной температуры в статическом состоянии. Предлагаемый способ нанесения трехслойных антифрикционных покрытий позволяет эффективно получать трехслойные бесшовные изделия за одну операцию нагрева и вращения заготовки. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B22F 7/00
Метки: внутренние, трехслойных, способ, деталей, нанесения, антифрикционных, поверхности, покрытий
Код ссылки
<a href="https://by.patents.su/4-5769-sposob-naneseniya-trehslojjnyh-antifrikcionnyh-pokrytijj-na-vnutrennie-poverhnosti-detalejj.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения трехслойных антифрикционных покрытий на внутренние поверхности деталей</a>
Способ нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей (его варианты)

Номер патента: 2399
Опубликовано: 30.09.1998
Авторы: Жорник Александр Иванович, Кашицин Леонид Павлович, Кирпиченко Инесса Анатольевна, Худолей Андрей Леонидович
МПК: B22F 7/04
Метки: способ, порошков, его, покрытий, поверхности, деталей, варианты, внутренние, цилиндрических, металлических, нанесения
Текст:
...разрыв или растрескивание детали от действия центробежных сил. Усилие зажима при такой схеме базирования детали приходится на защитную оболочку. Помещением детали в защитной оболочке и нагревом материала покрытия через нее, достигается более равномерный нагрев как материала покрытия, так и материала детали, за счет сглаживания материалом оболочки краевого эффекта при нагреве. Нагрев материала покрытия производят не превышая температуры...
Устройство для нанесения металлических покрытий на внутренние цилиндрические поверхности деталей
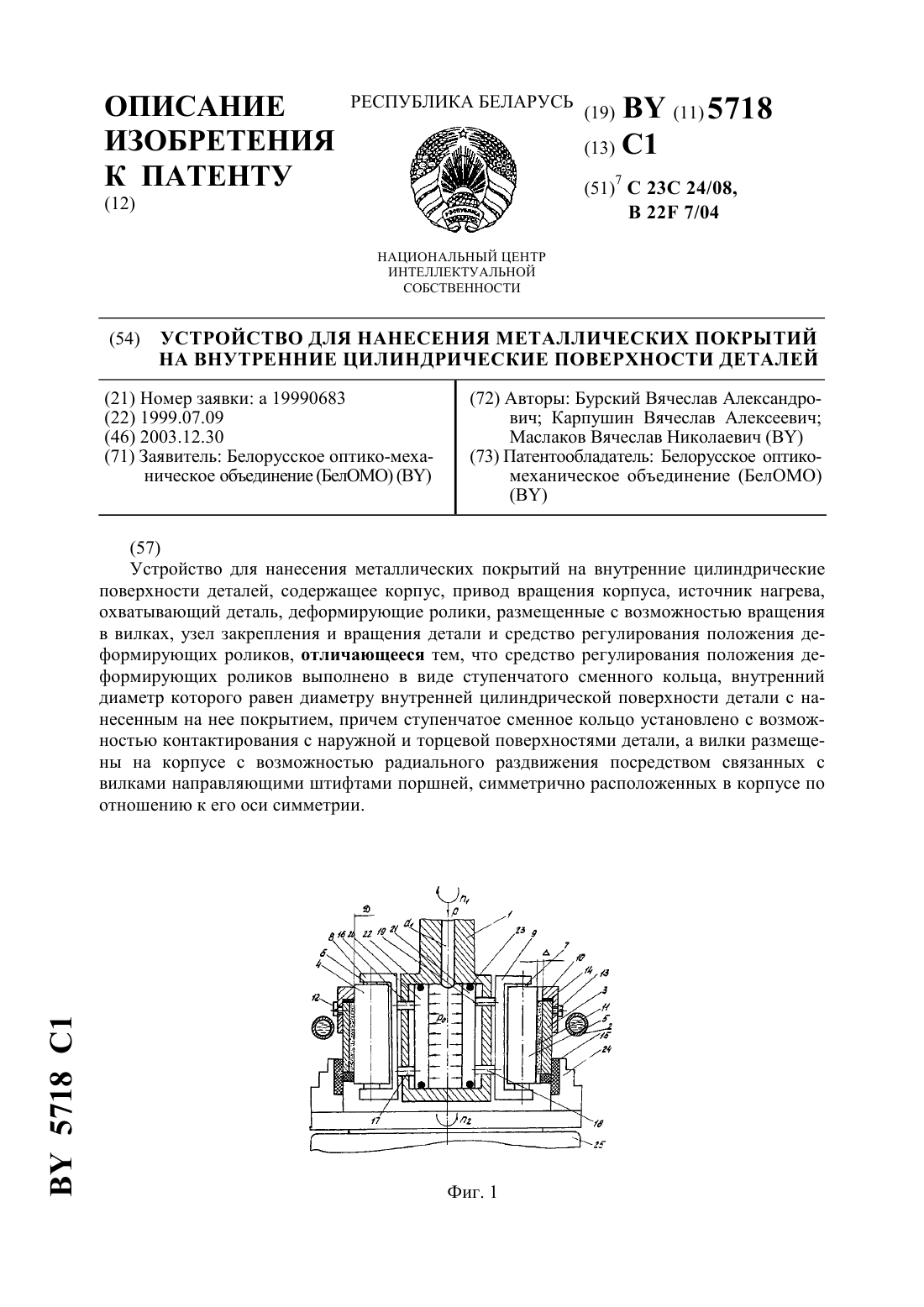
Номер патента: 5718
Опубликовано: 30.12.2003
Авторы: Карпушин Вячеслав Алексеевич, Маслаков Вячеслав Николаевич, Бурский Вячеслав Александрович
МПК: C23C 24/08, B22F 7/04
Метки: внутренние, устройство, покрытий, металлических, цилиндрические, поверхности, деталей, нанесения
Текст:
...что способствует повышению производительности процесса в целом не менее чем на 25 . Кроме того, вследствие отсутствия необходимости ввода корпуса и деформирующих роликов устройства в положение, когда деформирующие элементы (как это имеет место в конструкции прототипа) уже настроены на получаемый размер детали с нанесенным покрытием, отсутствует возможность его разрушения и отслаивания. Это исключается благодаря установке деформирующих...
Способ нанесения металлических покрытий на наружные поверхности полых деталей
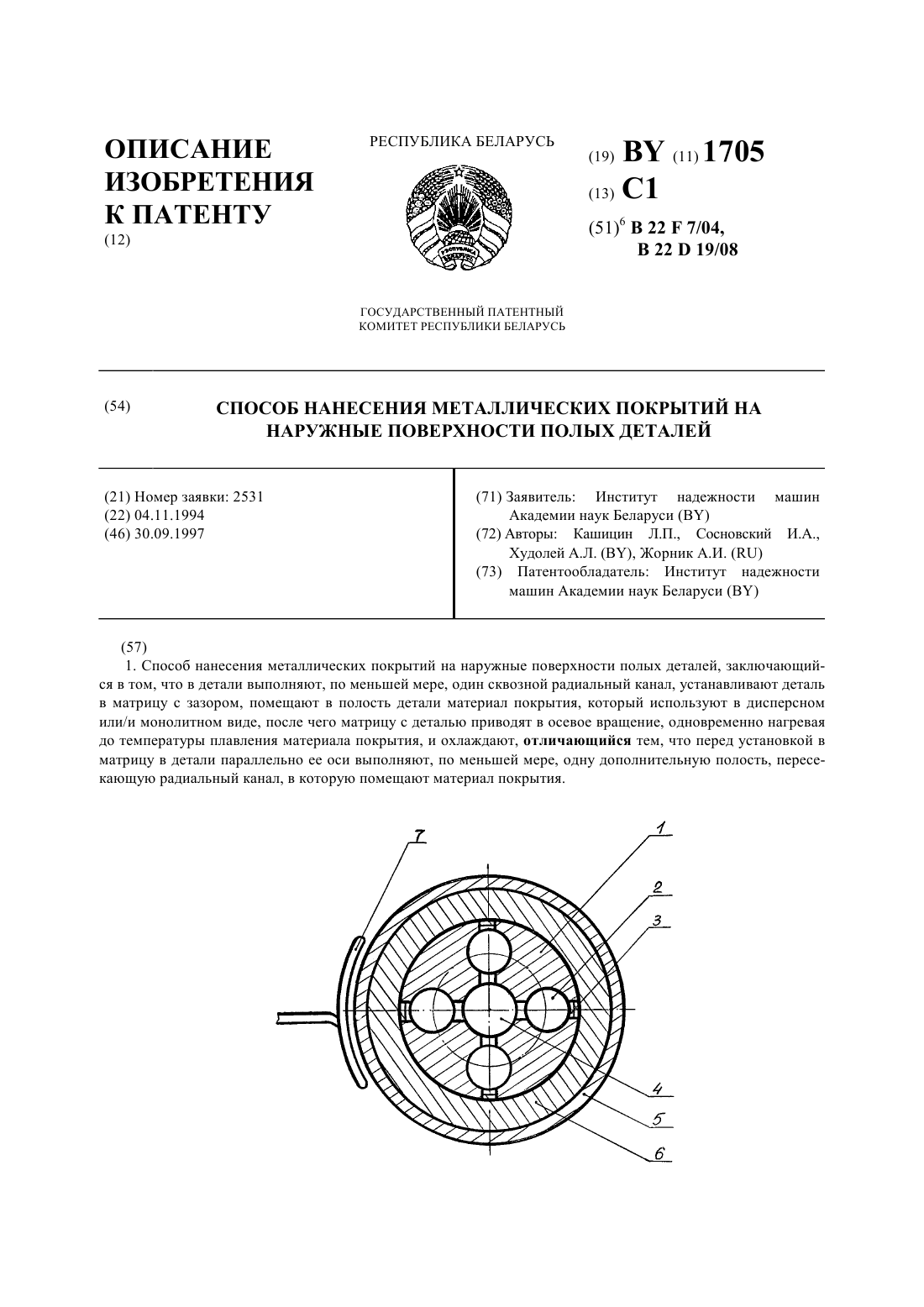
Номер патента: 1705
Опубликовано: 30.09.1997
Авторы: Сосновский Игорь Александрович, Кашицин Леонид Павлович, Худолей Андрей Леонидович, Жорник Александр Иванович
МПК: B22F 7/04, B22D 19/08
Метки: способ, поверхности, металлических, полых, деталей, нанесения, наружные, покрытий
Текст:
...компенсируется материалом покрытия, помещенным в полость детали и в дополнительно выполненные полости. Количество дополнительно выполняемых полостей ограничено размерами детали, в случае, когда в теле детали невозможно выполнить нужное количество полостей, рассчитанное по выражению (1) , необходимо взять материал покрытия с меньшим коэффициентом усадки и сделать перерасчет. Таким образом, в предлагаемом способе увеличение толщины наносимых...
Устройство для получения покрытий на внутренние поверхности деталей
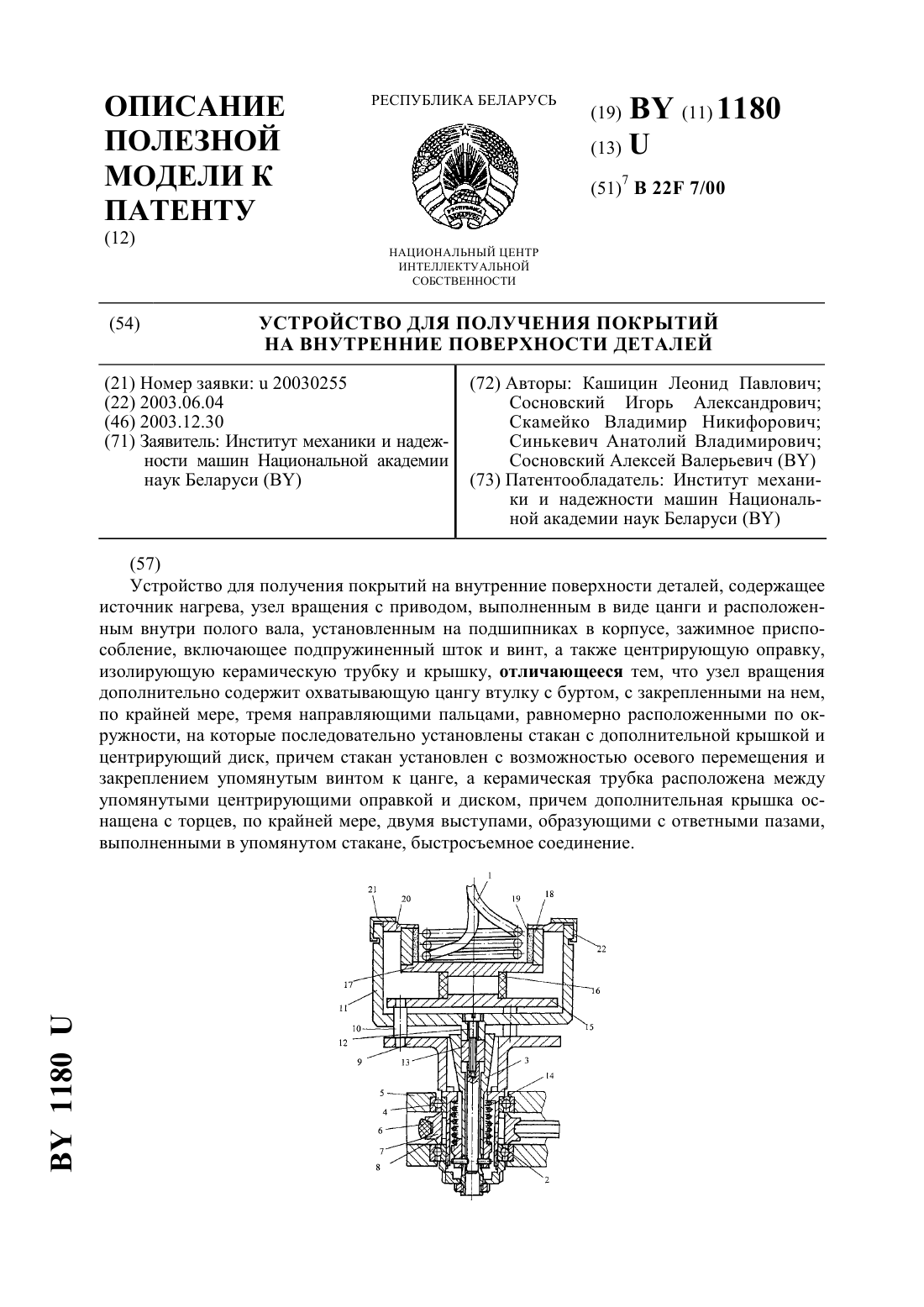
Номер патента: U 1180
Опубликовано: 30.12.2003
Авторы: Сосновский Алексей Валерьевич, Сосновский Игорь Александрович, Кашицин Леонид Павлович, Скамейко Владимир Никифорович, Синькевич Анатолий Владимирович
МПК: B22F 7/00
Метки: покрытий, внутренние, получения, деталей, устройство, поверхности
Текст:
...устройстве для получения покрытий на внутренние поверхности деталей, содержащем источник нагрева, узел вращения с приводом, выполненным в виде цанги и расположенным внутри полого вала, установленным на подшипниках в корпусе, зажимное приспособление, включающее подпружиненный шток и винт, а также центрирующую оправку, изолирующую керамическую трубку и крышку,причем, согласно техническому решению, узел вращения дополнительно содержит...
Устройство для нанесения покрытий из металлических порошков на внутренние сферические поверхности
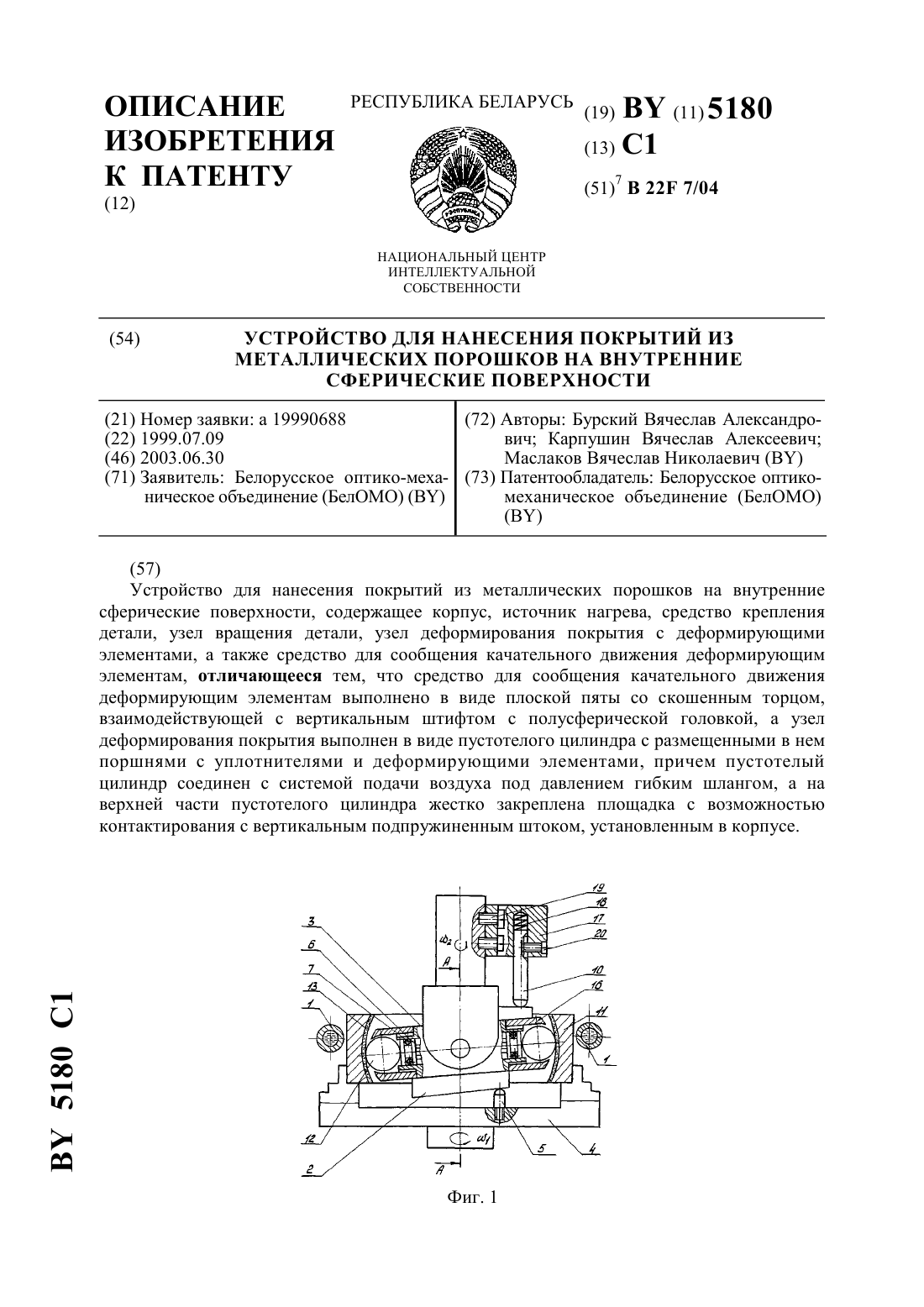
Номер патента: 5180
Опубликовано: 30.06.2003
Авторы: Карпушин Вячеслав Алексеевич, Маслаков Вячеслав Николаевич, Бурский Вячеслав Александрович
МПК: B22F 7/04
Метки: металлических, внутренние, сферические, порошков, поверхности, устройство, покрытий, нанесения
Текст:
...давления в сети. Это позволяет расширить технологические возможности известных технических решений и повысить качество наносимых покрытий, характеризующееся прочностью сцепления материала покрытия с материалом детали и пористостью наносимого покрытия. Закрепление на верхней части пустотелого цилиндра площадки с возможностью контактирования с вертикальным подпружиненным штоком обеспечивает возможность сообщения качательного движения...
Предыдущий патент: Роликовый сферический однорядный подшипник
Следующий патент: Способ строповки демонтируемой длинномерной вертикальной конструкции
Случайный патент: Способ сжатия сред в струйном аппарате и устройство для осуществления способа