Способ обработки свободным абразивом деталей с прецизионными цилиндрическими поверхностями
Номер патента: 5048
Опубликовано: 30.03.2003
Авторы: Климович Федор Федорович, Маруга Сергей Валентинович, Козерук Альбин Степанович, Филонов Игорь Павлович
Текст
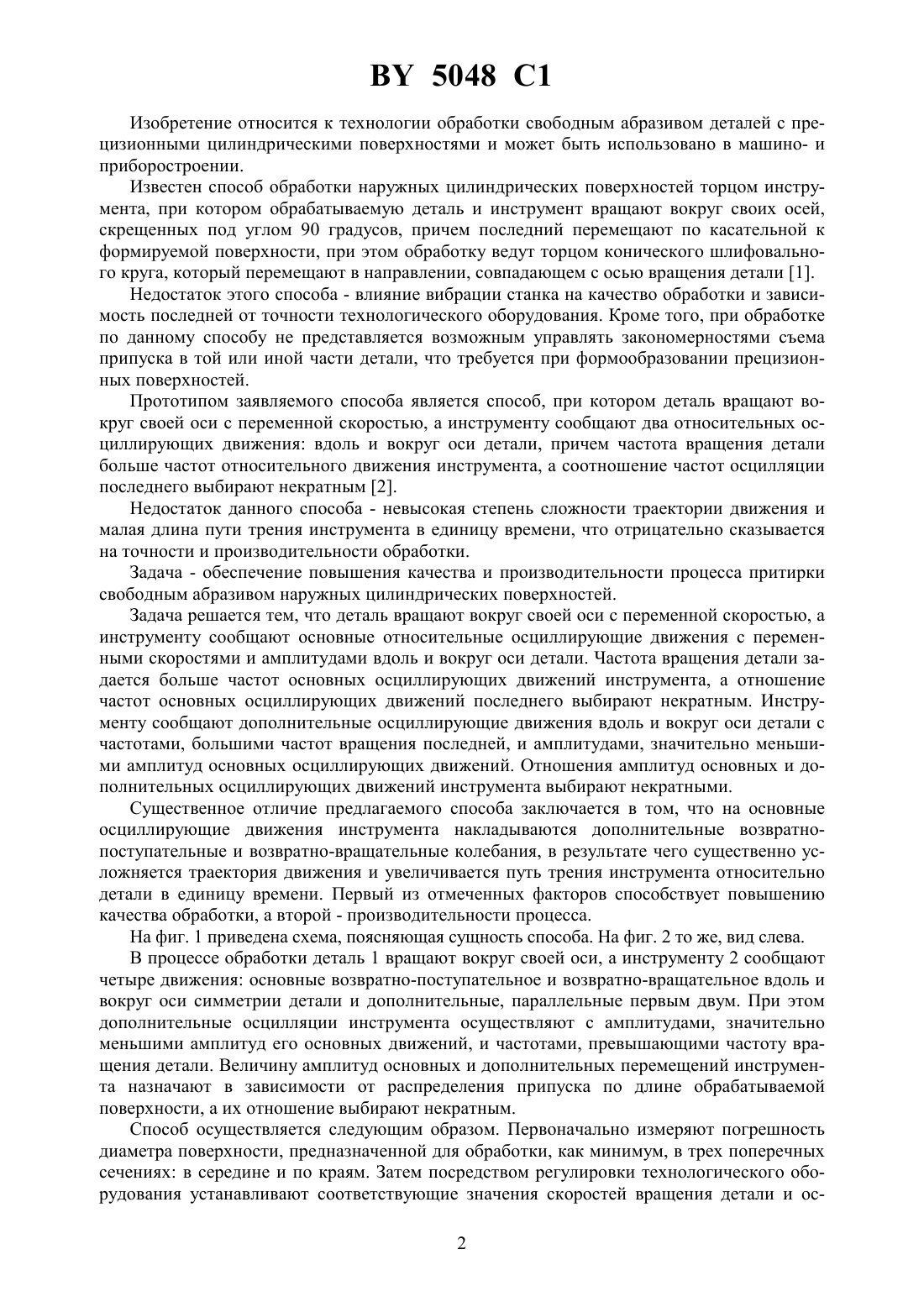
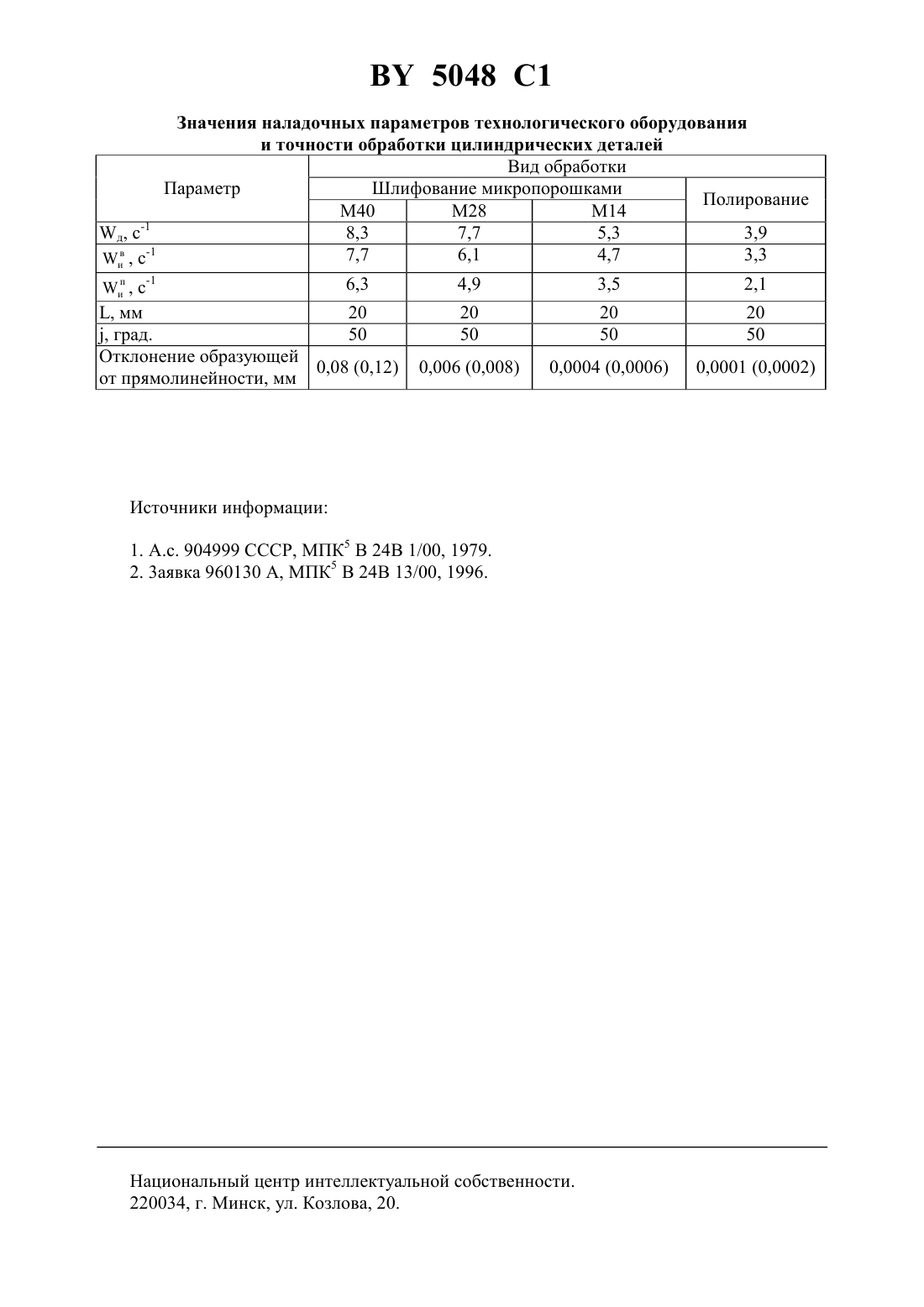
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ СВОБОДНЫМ АБРАЗИВОМ ДЕТАЛЕЙ С ПРЕЦИЗИОННЫМИ ЦИЛИНДРИЧЕСКИМИ ПОВЕРХНОСТЯМИ(71) Заявитель Белорусский национальный технический университет(72) Авторы Козерук Альбин Степанович Маруга Сергей Валентинович Филонов Игорь Павлович Климович Федор Федорович(73) Патентообладатель Белорусский национальный технический университет(57) Способ обработки свободным абразивом деталей с прецизионными цилиндрическими поверхностями, при котором деталь вращают вокруг своей оси с переменной скоростью, а инструменту сообщают основные относительные осциллирующие движения с переменными скоростями и амплитудами вдоль и вокруг оси детали, при этом частота вращения детали больше частот основных осциллирующих движений инструмента, а отношение частот основных осциллирующих движений последнего выбирают некратным, отличающийся тем, что инструменту сообщают дополнительные осциллирующие движения вдоль и вокруг оси детали с частотами, большими частот вращения последней, и амплитудами,значительно меньшими амплитуд основных осциллирующих движений, причем отношения амплитуд основных и дополнительных осциллирующих движений инструмента выбирают некратными. 5048 1 Изобретение относится к технологии обработки свободным абразивом деталей с прецизионными цилиндрическими поверхностями и может быть использовано в машино- и приборостроении. Известен способ обработки наружных цилиндрических поверхностей торцом инструмента, при котором обрабатываемую деталь и инструмент вращают вокруг своих осей,скрещенных под углом 90 градусов, причем последний перемещают по касательной к формируемой поверхности, при этом обработку ведут торцом конического шлифовального круга, который перемещают в направлении, совпадающем с осью вращения детали 1. Недостаток этого способа - влияние вибрации станка на качество обработки и зависимость последней от точности технологического оборудования. Кроме того, при обработке по данному способу не представляется возможным управлять закономерностями съема припуска в той или иной части детали, что требуется при формообразовании прецизионных поверхностей. Прототипом заявляемого способа является способ, при котором деталь вращают вокруг своей оси с переменной скоростью, а инструменту сообщают два относительных осциллирующих движения вдоль и вокруг оси детали, причем частота вращения детали больше частот относительного движения инструмента, а соотношение частот осцилляции последнего выбирают некратным 2. Недостаток данного способа - невысокая степень сложности траектории движения и малая длина пути трения инструмента в единицу времени, что отрицательно сказывается на точности и производительности обработки. Задача - обеспечение повышения качества и производительности процесса притирки свободным абразивом наружных цилиндрических поверхностей. Задача решается тем, что деталь вращают вокруг своей оси с переменной скоростью, а инструменту сообщают основные относительные осциллирующие движения с переменными скоростями и амплитудами вдоль и вокруг оси детали. Частота вращения детали задается больше частот основных осциллирующих движений инструмента, а отношение частот основных осциллирующих движений последнего выбирают некратным. Инструменту сообщают дополнительные осциллирующие движения вдоль и вокруг оси детали с частотами, большими частот вращения последней, и амплитудами, значительно меньшими амплитуд основных осциллирующих движений. Отношения амплитуд основных и дополнительных осциллирующих движений инструмента выбирают некратными. Существенное отличие предлагаемого способа заключается в том, что на основные осциллирующие движения инструмента накладываются дополнительные возвратнопоступательные и возвратно-вращательные колебания, в результате чего существенно усложняется траектория движения и увеличивается путь трения инструмента относительно детали в единицу времени. Первый из отмеченных факторов способствует повышению качества обработки, а второй - производительности процесса. На фиг. 1 приведена схема, поясняющая сущность способа. На фиг. 2 то же, вид слева. В процессе обработки деталь 1 вращают вокруг своей оси, а инструменту 2 сообщают четыре движения основные возвратно-поступательное и возвратно-вращательное вдоль и вокруг оси симметрии детали и дополнительные, параллельные первым двум. При этом дополнительные осцилляции инструмента осуществляют с амплитудами, значительно меньшими амплитуд его основных движений, и частотами, превышающими частоту вращения детали. Величину амплитуд основных и дополнительных перемещений инструмента назначают в зависимости от распределения припуска по длине обрабатываемой поверхности, а их отношение выбирают некратным. Способ осуществляется следующим образом. Первоначально измеряют погрешность диаметра поверхности, предназначеннойдля обработки, как минимум, в трех поперечных сечениях в середине и по краям. Затем посредством регулировки технологического оборудования устанавливают соответствующие значения скоростей вращения детали и ос 2 5048 1 цилляции инструмента, а также амплитуд этих осцилляции обеспечивающих повышенный съем припуска в зоне детали с диаметром, превышающим допустимый предел. Так, например, при необходимости обеспечить более интенсивную обработку цилиндрической детали по ее краям, следует увеличить амплитуду и уменьшить скорость обоих основных движений инструмента, а деталь вращать с большей скоростью, что приводит к увеличению времени пребывания инструмента в точках реверса. В результате путь трения точек детали краевой зоны относительно инструмента увеличивается, следствием чего является повышение интенсивности съема припуска на периферии обрабатываемой заготовки. В случае, когда исходная деталь имеет погрешность образующей в форме бочкообразности, вышеперечисленные параметры изменяют на противоположные, а именно уменьшают скорость вращения детали и амплитуды основных движений инструмента. Кроме того, увеличивают скорости его основных осциллирующих движений и амплитуды дополнительных перемещений. Эти изменения обеспечивают увеличение пути трения в центральной зоне детали, что приводит к выравниванию в итоге ее образующей. Диапазон изменения перечисленных геометрических и кинематических наладочных параметров процесса обработки определяют опытным путем. В обоих отмеченных случаях обработки частоту вращения заготовки необходимо назначать больше основных и меньше дополнительных осциллирующих движений инструмента, а соотношения частот основных колебаний следует выбирать некратными. Требуется также устанавливать некратные соотношения амплитуд основных и дополнительных соответствующих перемещений инструмента. Выполнение указанных рекомендаций уменьшает вероятность попаданий произвольной точки инструмента на одну и ту же точку детали, что снижает вероятность возникновения локальных погрешностей на формируемой поверхности. В качестве иллюстрации предлагаемого способа нами выполнено шлифование и полирование чугунным инструментом цилиндров длиной 120 мм и диаметром 50 мм, изготовленных из оптического стекла марки К 8. Шлифование выполнялось в три перехода водными суспензиями микропорошков М 40, М 28 и М 14, а полирование - водной суспензией полирита с помощью полировочной смолы. Контроль точности геометрических параметров цилиндрических поверхностей оценивали по количеству интерференционных колец, возникающих в воздушном зазоре между обработанной и эталонной поверхностями при наложении пробного стекла на обработанную поверхность. Обработка деталей по предлагаемому способу проводилась в следующей последовательности. Первоначально определили погрешность образующей цилиндрической поверхности, выполнив измерения диаметра в трех сечениях. По результатам этих измерений выбрали соответствующие значения скорости вращения детали, а также скорости и амплитуды осциллирующих движений инструмента. При этом частота вращения детали назначалась больше частот основных относительных движений инструмента, а соотношение последних выбиралось некратным. Амплитуда дополнительных продольных и круговых осциллирующих движений инструмента изменялась в пределах соответственно 1-2 мм и 0,4-0,6 градуса, а частота данных колебаний составляла 50 Гц. Конкретные значения отмеченных наладочных параметров технологического оборудования при обработке детали с исходной погрешностью в виде бочкообразности приведены в таблице. В приведенной таблице д - частота вращения детали ив и ип - частоты возвратновращательного и возвратно-поступательного перемещений инструментаи- амплитуды этих перемещений значения в скобках - величина отклонения образующей цилиндрической поверхности от прямолинейности при обработке по существующему способу. 5048 1 Значения наладочных параметров технологического оборудования и точности обработки цилиндрических деталей Вид обработки Параметр Шлифование микропорошками Полирование М 40 М 28 М 14 д, с-1 8,3 7,7 5,3 3,9 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24B 1/00
Метки: деталей, прецизионными, способ, поверхностями, обработки, абразивом, свободным, цилиндрическими
Код ссылки
<a href="https://by.patents.su/4-5048-sposob-obrabotki-svobodnym-abrazivom-detalejj-s-precizionnymi-cilindricheskimi-poverhnostyami.html" rel="bookmark" title="База патентов Беларуси">Способ обработки свободным абразивом деталей с прецизионными цилиндрическими поверхностями</a>
Устройство для обработки деталей со сферическими поверхностями
Номер патента: 4841
Опубликовано: 30.12.2002
Авторы: Федорцев Валерий Александрович, Федорцев Ростислав Валерьевич, Козерук Альбин Степанович
МПК: B24B 13/00
Метки: сферическими, обработки, деталей, устройство, поверхностями
Текст:
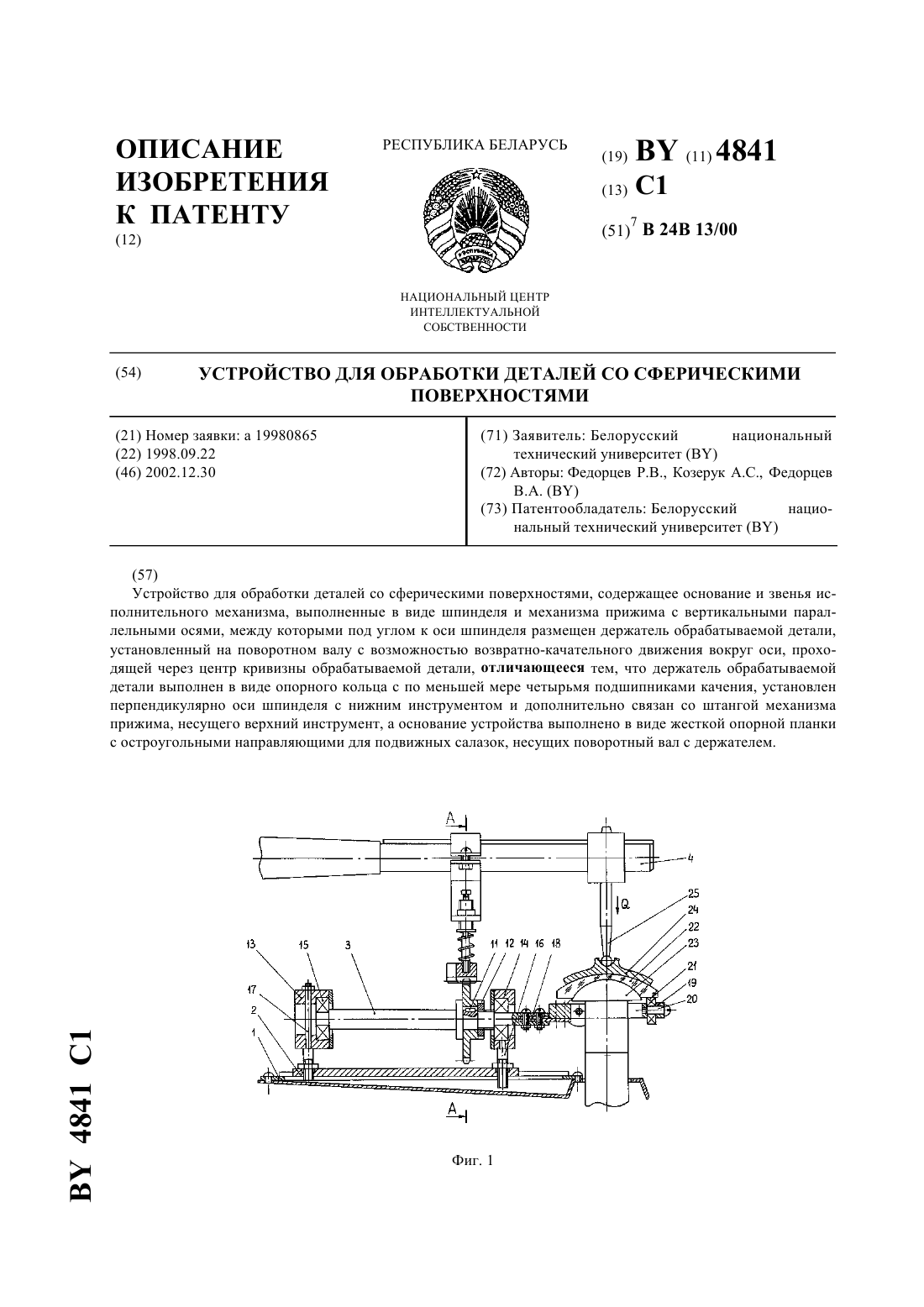
...в виде жесткой опорной планки с остроугольными направляющими для подвижных салазок, несущих поворотный вал с держателем. Существенным отличием предлагаемого технического решения является то, что держатель обрабатываемой детали выполнен в виде опорного кольца с подшипниками качения, позволяющего обрабатываемому изделию совершать дополнительное вращательное движение вокруг собственной оси симметрии. Кроме того, установка держателя...
Способ токарной обработки нежестких деталей
Номер патента: 3804
Опубликовано: 30.03.2001
Авторы: Бурский Вячеслав Александрович, Карпушин Вячеслав Алексеевич, Маслаков Вячеслав Николаевич
МПК: B23B 1/00
Метки: нежестких, способ, токарной, деталей, обработки
Текст:
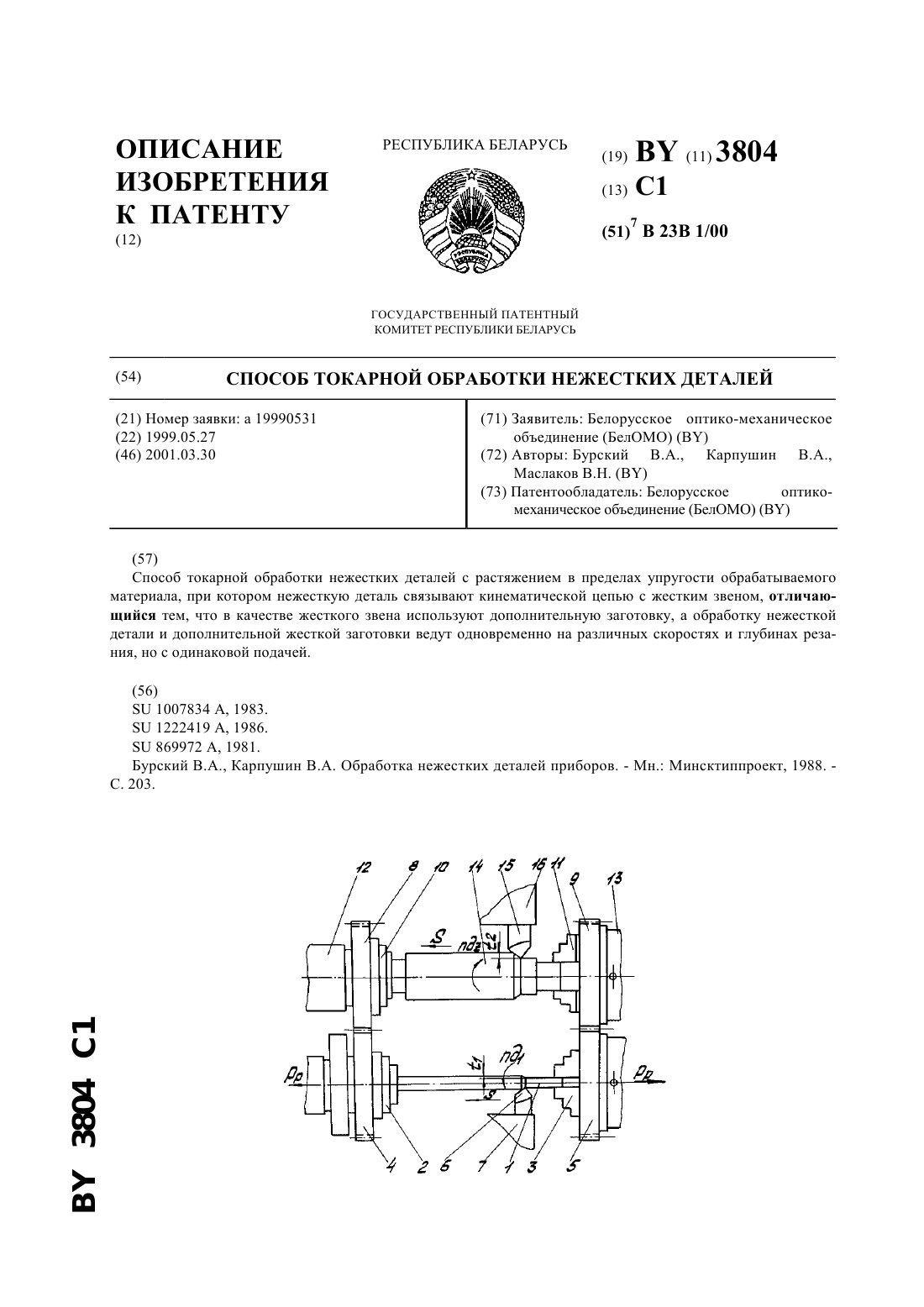
...резания не менее чем в 2 раза по сравнению с использованием известных технических решений. Обработка детали и жесткой заготовки с различными глубинами резания позволяет снимать припуск с жесткой заготовки значительно больший, чем с обрабатываемой детали, что также повышает производительность процесса резания. Обработка нежесткой детали и жесткой заготовки с одинаковой подачей позволяет построить простую кинематическую связь между двумя...
Устройство для обработки оптических деталей
Номер патента: 414
Опубликовано: 30.03.1995
Авторы: Трубицин Б. А., Крысин О. Г., Видмант Ф. В., Меньшиков Г. Г., Чирков В. М., Горелик В. В.
МПК: B24B 13/06
Метки: деталей, устройство, оптических, обработки
Текст:
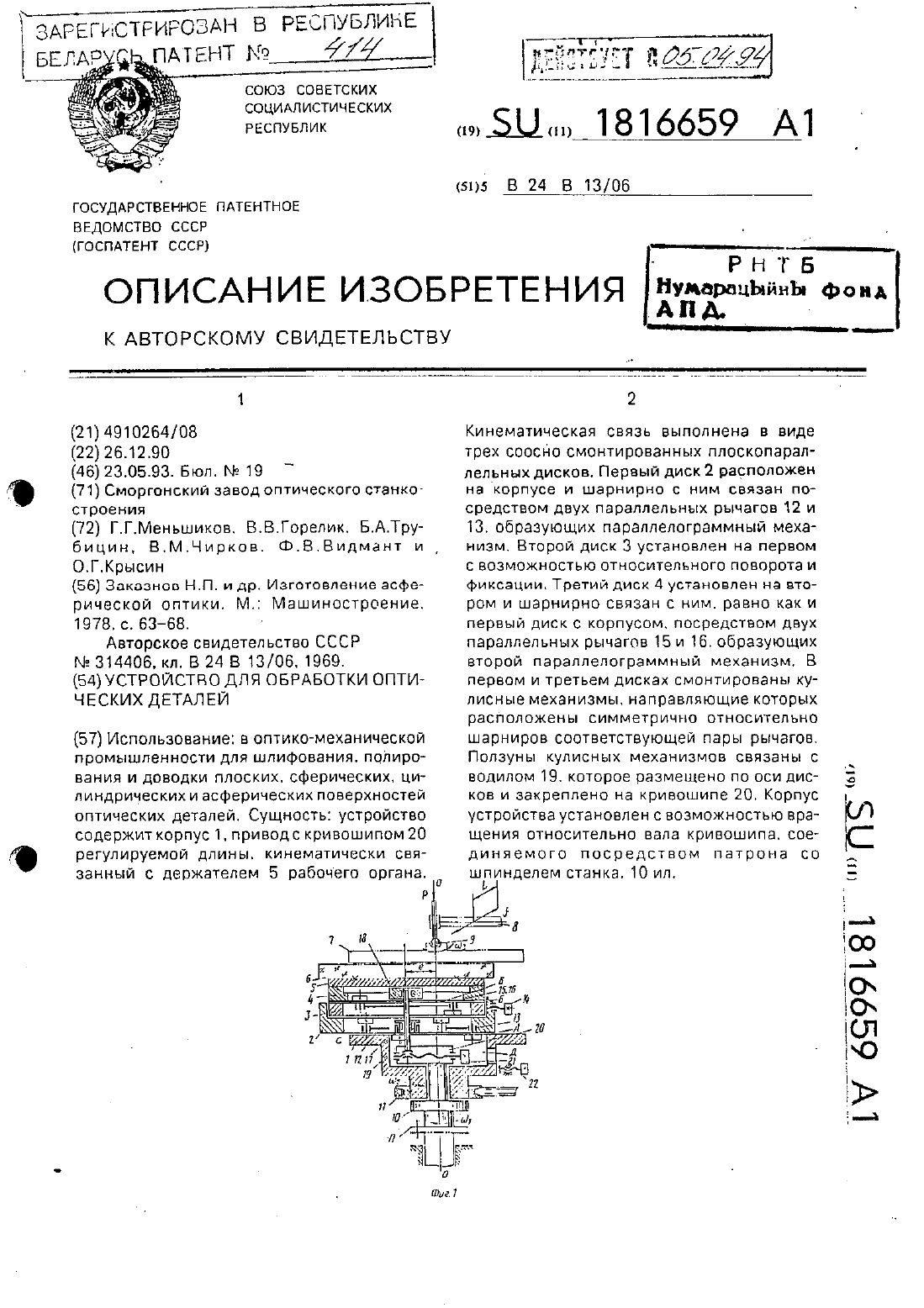
...первый и второй, Таким образом. механизм устройства состоит из двух кулисно-параллелограммных механизмов. установленных на общей вращательной паре.Па раллелограммн ые механизмы служат для преобразования вращательного движения кривошипа 20 в поступательные по двум взаимно перпендикулярным направлениям.кулисные механизмы выполняют функцию приводных соответствующих параллелограммных механизмов.Устройство работает следующим образом.Посредством...
Устройство для токарной обработки нежестких деталей
Номер патента: 3829
Опубликовано: 30.03.2001
Авторы: Бурский Вячеслав Александрович, Маслаков Вячеслав Николаевич, Карпушин Вячеслав Алексеевич
МПК: B23Q 15/00, B23B 1/00
Метки: обработки, устройство, токарной, нежестких, деталей
Текст:
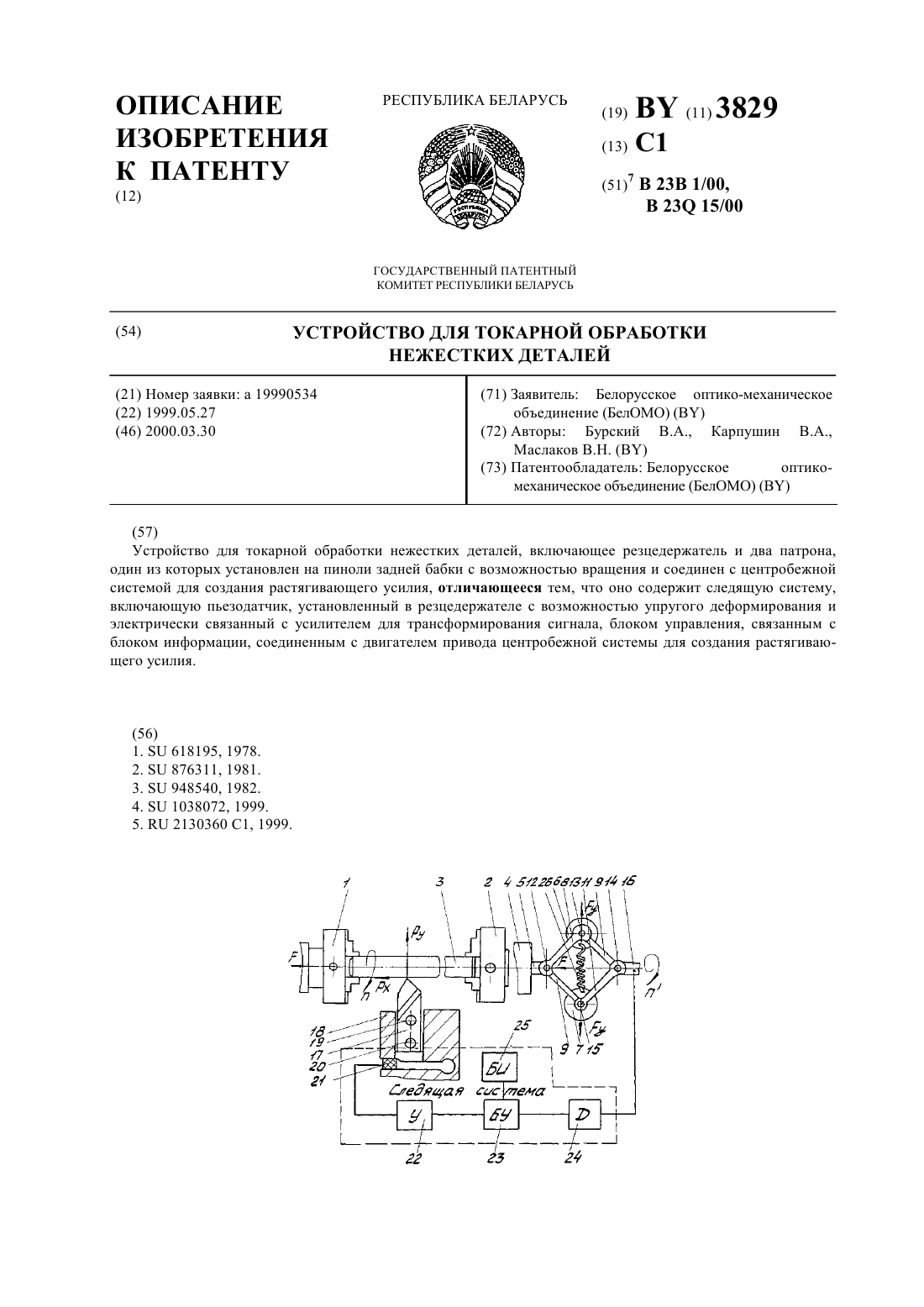
...патрона, один из которых установлен на пиноли задней бабки с возможностью вращения и соединен с центробежной системой для создания растягивающего усилия, устройство содержит следящую систему, включающую пьезодатчик, установленный в резцедержателе с возможностью упругого деформирования и электрически связанный с усилителем для трансформирования сигнала, блоком управления, связанным с блоком информации, соединенным с двигателем привода...
Устройство для токарной обработки нежестких деталей
Номер патента: 3888
Опубликовано: 30.06.2001
Авторы: Карпушин Вячеслав Алексеевич, Маслаков Вячеслав Николаевич, Бурский Вячеслав Александрович
МПК: B23B 1/00
Метки: устройство, нежестких, обработки, токарной, деталей
Текст:
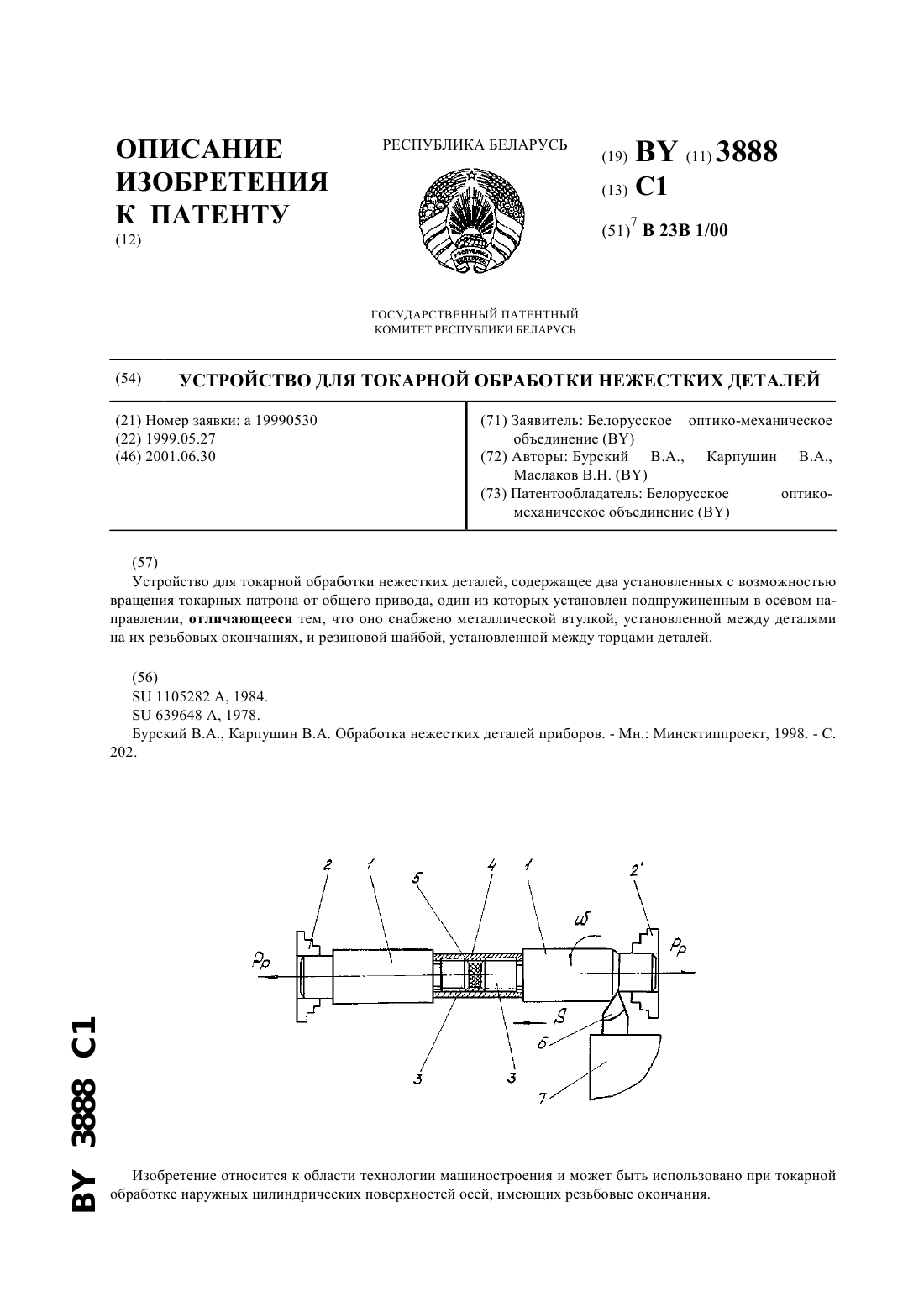
...возможности обработки деталей, имеющих резьбовые окончания, а также повышение производительности процесса обработки и качества обработанной поверхности. Это достигается тем, что в устройстве для токарной обработки нежестких деталей, содержащем два установленных с возможностью вращения токарных патронов общего привода, один из которых установлен подпружиненным в осевом направлении, устройство снабжено металлической втулкой, установленной...
Предыдущий патент: Способ получения перфторполиэфирного масла
Следующий патент: Способ получения аминоэтилэтаноламина и/или гидроксиэтилпиперазина
Случайный патент: Производные пирролзамещенных уреидов, способ их получения и фармацевтическая композиция на их основе