Способ токарной обработки нежестких деталей
Номер патента: 3804
Опубликовано: 30.03.2001
Авторы: Маслаков Вячеслав Николаевич, Бурский Вячеслав Александрович, Карпушин Вячеслав Алексеевич
Текст
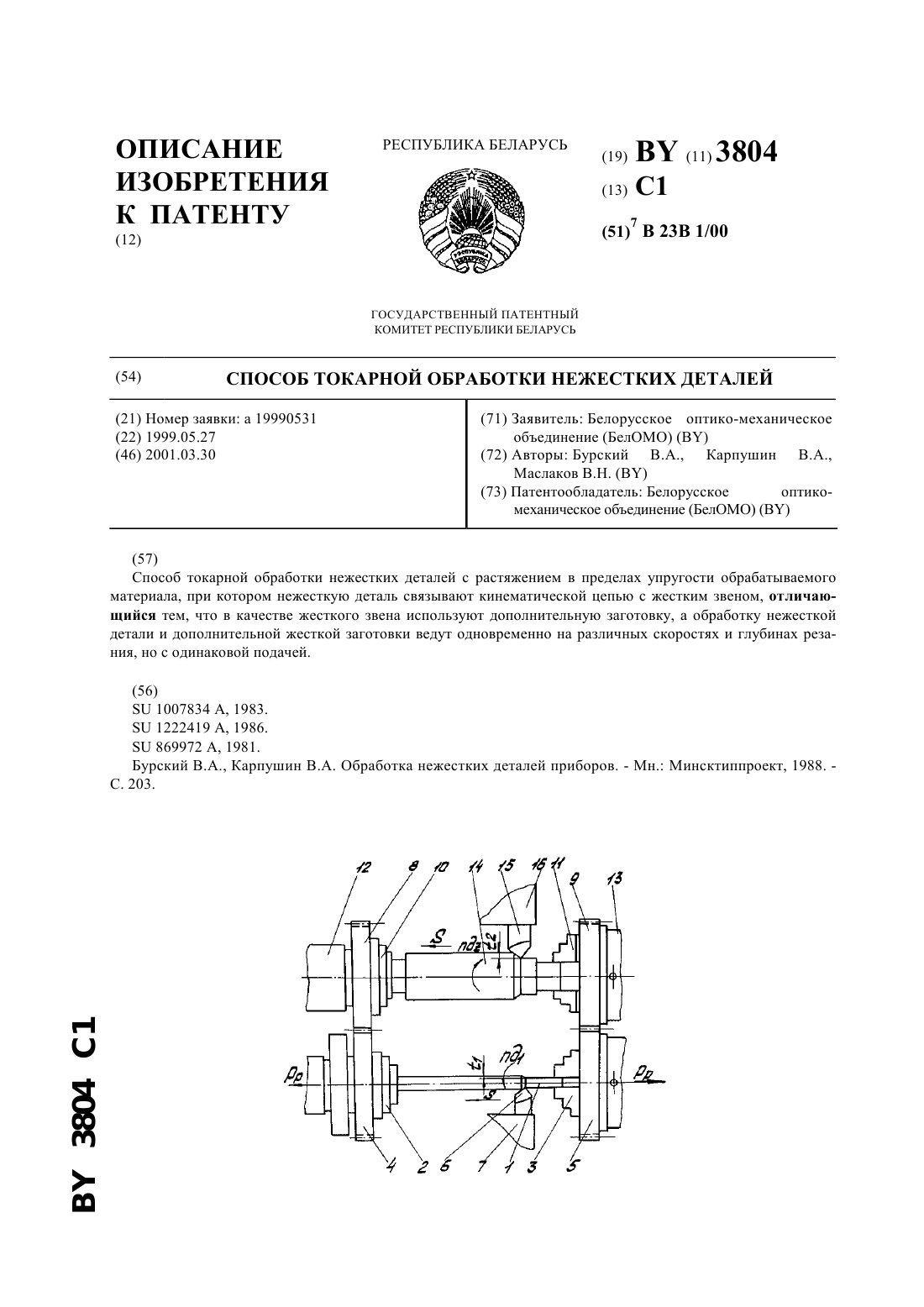
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ТОКАРНОЙ ОБРАБОТКИ НЕЖЕСТКИХ ДЕТАЛЕЙ(73) Патентообладатель Белорусское оптикомеханическое объединение (БелОМО)(57) Способ токарной обработки нежестких деталей с растяжением в пределах упругости обрабатываемого материала, при котором нежесткую деталь связывают кинематической цепью с жестким звеном, отличающийся тем, что в качестве жесткого звена используют дополнительную заготовку, а обработку нежесткой детали и дополнительной жесткой заготовки ведут одновременно на различных скоростях и глубинах резания, но с одинаковой подачей.(56)1007834 , 1983.1222419 , 1986.869972 , 1981. Бурский В.А., Карпушин В.А. Обработка нежестких деталей приборов. - Мн. Минсктиппроект, 1988. С. 203. 3804 1 Изобретение относится к области технологии машиностроения и может быть использовано при механической обработке нежестких деталей - тел вращения на станках токарного типа. Обработка маложестких деталей с большим отношением (1/30) связана с большими трудностями. Деталь в процессе обработки с растяжением в пределах упругости обрабатываемого материала от воздействия сил инерции и трения в подшипниковых узлах приспособления, установленного на пиноли задней бабки и предназначенного для растяжения детали, скручивается и теряет свои качественные характеристики. Не исключены случаи разрушения нежесткой детали при ее скручивании. Поэтому в процессе обработки нежесткую деталь связывают с жестким звеном, установленным параллельно детали посредством двух пар паразитных шестерен, кинематически связанных между собой. Все эти дополнительные операции снижают производительность процесса обработки нежестких деталей не менее чем в 2 раза по сравнению с использованием обработки без применения жестких звеньев. Однако обрабатывать весьма маложесткие детали без растяжения и без использования дополнительных жестких связей практически невозможно. Известен также способ токарной обработки нежестких деталей, являющийся наиболее близким по технической сущности к заявляемому объекту (56) по совокупности существенных признаков. В известном способе токарной обработки с растяжением нежестких деталей в пределах упругости обрабатываемого материала нежесткую деталь связывают кинематической цепью с жестким звеном за счет двух пар зубчатых колес, жестко прикрепленных к патронам передней и задней бабок станка. Недостатком известного способа обработки нежестких деталей является невысокая производительность процесса обработки. Целью изобретения является повышение производительности процесса резания. Поставленная цель достигается тем, что в известном способе токарной обработки нежестких деталей с растяжением в пределах упругости обрабатываемого материала, при котором нежесткую деталь связывают кинематической цепью с жестким звеном, в качестве жесткого звена используют дополнительную заготовку,а обработку нежесткой детали и дополнительной жесткой заготовки ведут одновременно на различных скоростях резания и глубинах резания, но с одинаковой подачей. Введение в кинематическую цепь дополнительной жесткой заготовки, обработку которой ведут одновременно с нежесткой деталью на различных скоростях резания обеспечивает возможность повышения производительности процесса резания не менее чем в 2 раза по сравнению с использованием известных технических решений. Обработка детали и жесткой заготовки с различными глубинами резания позволяет снимать припуск с жесткой заготовки значительно больший, чем с обрабатываемой детали, что также повышает производительность процесса резания. Обработка нежесткой детали и жесткой заготовки с одинаковой подачей позволяет построить простую кинематическую связь между двумя суппортами, в которых устанавливают режущие инструменты и упростить конструкцию, реализующую предложенный способ механической обработки. На фигуре приведена схема реализации способа токарной обработки нежестких деталей. Позицией 1 обозначена нежесткая деталь, 2, 3 - токарные патроны соответственно передней и задней бабок станка, 4, 5 шестерни, жестко прикрепленные соответственно к токарным патронам передней (2) и задней (3) бабок станка. Позицией 6 обозначен режущий инструмент, установленный в резцедержателе 7. Зубчатое колесо 4 связано в кинематической цепи передачи крутящего момента с зубчатым колесом 8, а колесо 5 - с колесом 9,зубчатое колесо 8 жестко прикреплено к токарному патрону 10, а колесо 9 - к патрону 11. Передняя бабка обозначена позицией 12, а задняя - 13. В качестве жесткого звена кинематической цепи использована дополнительная заготовка 14, обработку которой ведут резцом 15, установленным в резцедержателе 16. Способ токарной обработки реализуется следующим образом. Обрабатываемую деталь 1 устанавливают в обращенных друг к другу токарных патронах 2 и 3, и к детали 1 прикладывают растягивающее усилие(фиг.). В токарных патронах 10 и 11 устанавливают (без растяжения) дополнительную жесткую заготовку 14. Режущие инструменты 6 и 16 настраивают на определенные глубины резания 1 и 2, причем 2 заведомо больше 1. Выбирают подачув зависимости от требуемой шероховатости обработанной поверхности при всем при том, что чем меньше подача, тем ниже шероховатость. Включают привод главного движения станка (приводной патрон 2) и движение подачи . Деталь 1 и жесткую заготовку обрабатывают по длине образующей до требуемого размера. Скорость резания 1 и 2 различны ввиду того, что при одинаковом числе оборотов д 1 и д 2 диаметры детали 1 и жесткой заготовки 14 различны, а скорость резания определяется из соотношения где 1 и 2 - соответственно диаметры детали и жесткой заготовки, а д 1 и д 2 - число оборотов детали и жесткой заготовки. 3804 1 После окончания процесса резания выключают подачу и привод главного движения. Деталь освобождают от растягивающего усилия, снимают ее со станка. Затем снимают жесткую заготовку 14. Пример реализации способа 1 - длина обрабатываемой нежесткой детали - 400 мм 2 - длина обрабатываемой жесткой заготовки - 400 мм 1 - наружный диаметр нежесткой детали - 6 мм 2 - наружный диаметр жесткой заготовки - 20 мм,глубина резания 11 мм глубина резания 23 мм величина подачи 0,15 мм/об д 1,2 - число оборотов в минуту приводного кулачкового патрона - 600 об/мин. 1 - скорость резания детали 2 - скорость резания жесткой заготовки Таким образом, использование в качестве жесткого звена дополнительной заготовки позволяет повысить производительность процесса обработки вдвое по сравнению с известными техническими решениями. Кроме того, можно регулировать глубину резания 1, в широком диапазоне с получением требуемой точности геометрии в продольном направлении детали и шероховатости обрабатываемой поверхности. Источники информации 1. Бурский В.А., Карпушин В.А. Обработка нежестких деталей приборов. - Мн. Минсктиппроект, 1988. С. 203. 2.1007834 , 1983. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 3
МПК / Метки
МПК: B23B 1/00
Метки: деталей, токарной, обработки, нежестких, способ
Код ссылки
<a href="https://by.patents.su/3-3804-sposob-tokarnojj-obrabotki-nezhestkih-detalejj.html" rel="bookmark" title="База патентов Беларуси">Способ токарной обработки нежестких деталей</a>
Способ зажима тонкостенных трубчатых деталей
Номер патента: 651
Опубликовано: 30.06.1995
Авторы: Мазаник О. Н., Павловский А. Н.
МПК: B23B 31/00
Метки: трубчатых, тонкостенных, деталей, зажима, способ
Текст:
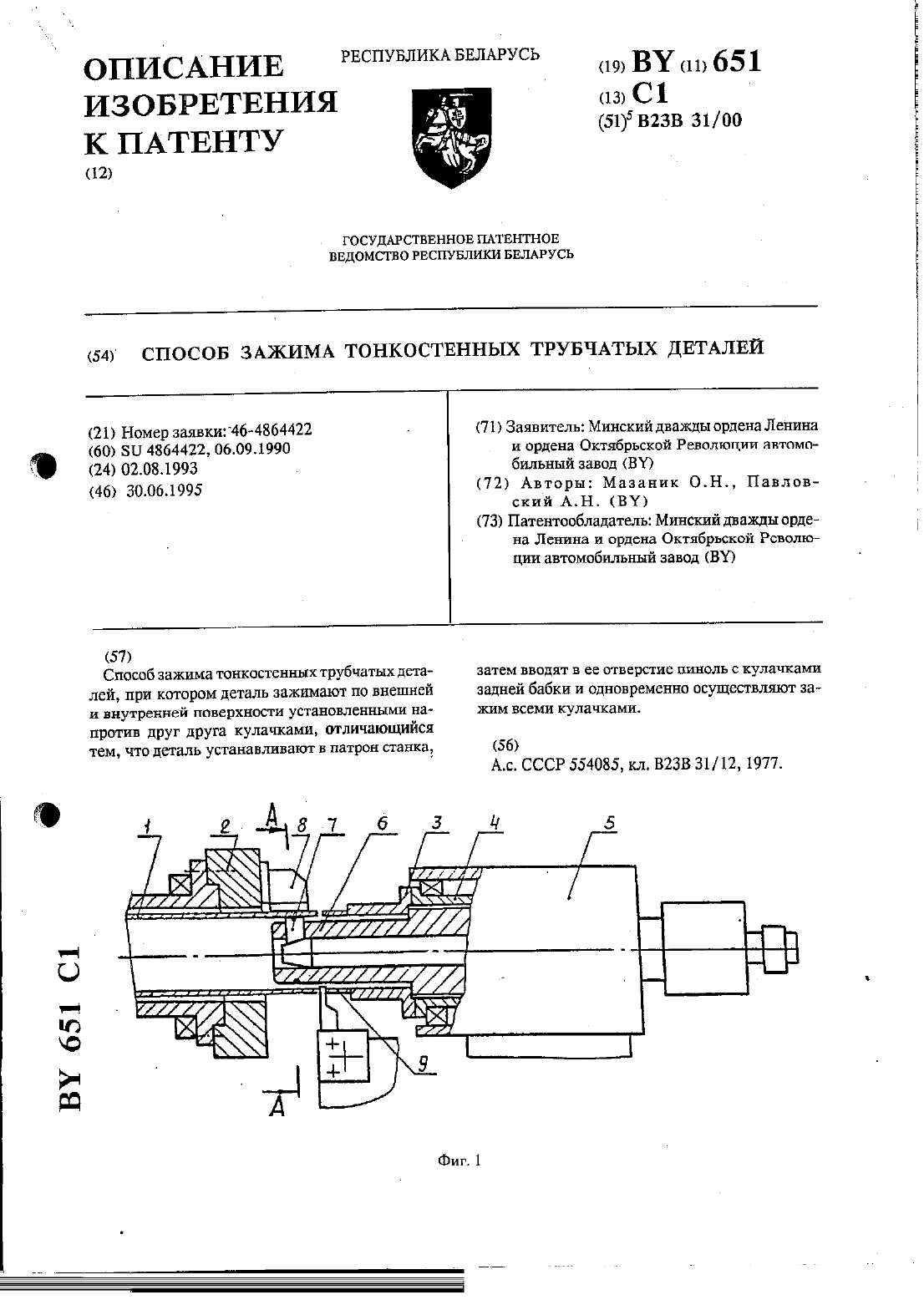
...деталь зажимают по внешней и внутренней поверхности установленными напротив друг друга кулачкаМИ, СОГЛЗСНО ИЗОБРСТСНИЮ ДСТЗЛЬ устанавливают в патрон станка, затем вводят в ее отверстие пиноль с кулачками задней бабки и одновременно осуществляют зажим всеми кулачками.На фит.1 изображена конструктивная схема устройства для осуществления способа на фигСпособ осуществляется следующим образом. цилиндрическую тонкостенную трубчатую деталь 1, если...
Способ крепления немагнитных деталей
Номер патента: 2808
Опубликовано: 30.06.1999
Авторы: Сидоренко Михаил Иванович, Ящерицын Петр Иванович, Ефремов Владимир Дмитриевич, Ракомсин Александр Петрович, Сергеев Леонид Ефимович
Метки: деталей, способ, немагнитных, крепления
Текст:
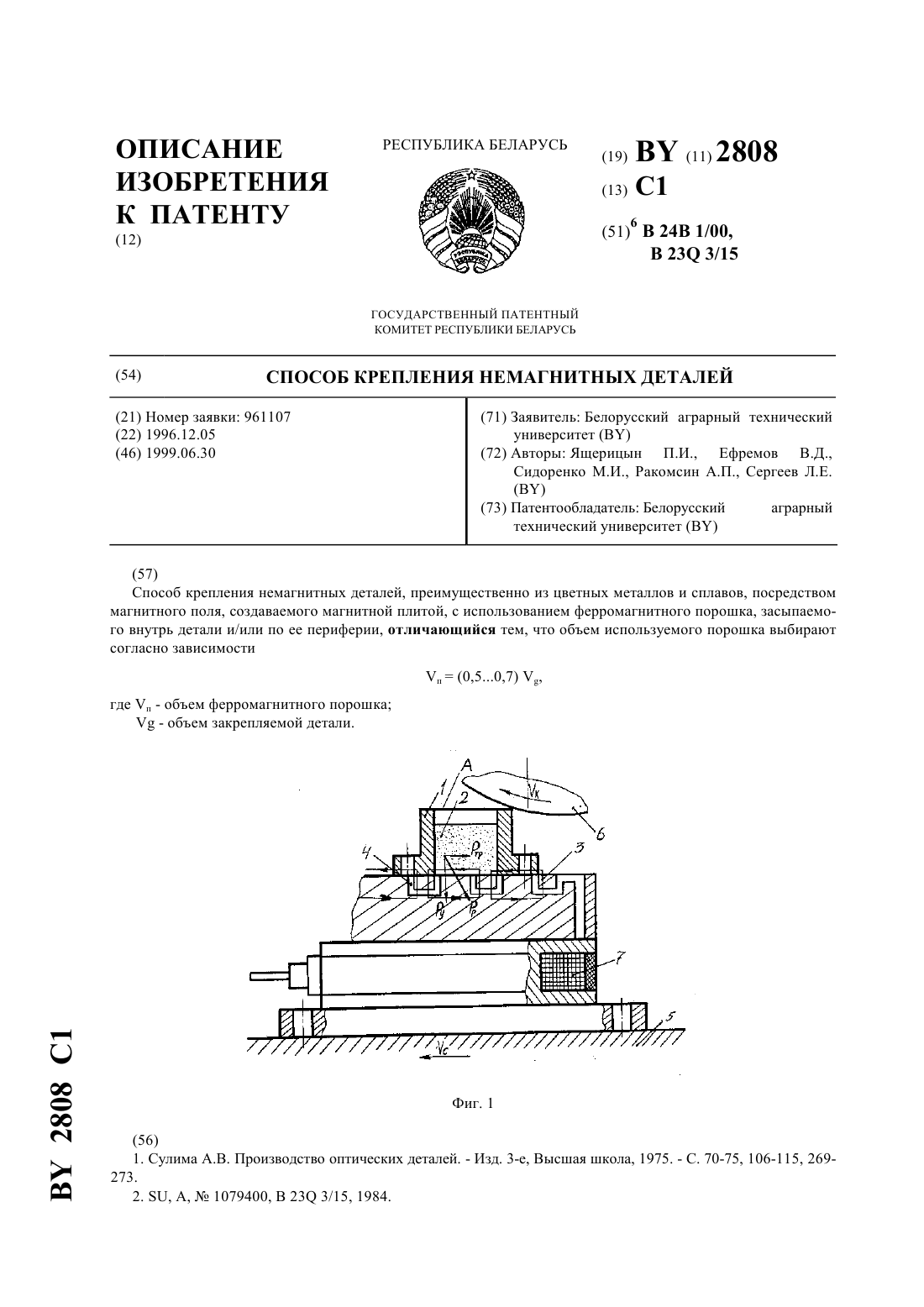
...зачастую,невозможно исключить, используя существующие способы крепления деталей. Предлагаемый способ позволяет избежать указанных недостатков посредством магнитного поля, создаваемого магнитной плитой с использованием ферромагнитного порошка, например зернистостью 250-600 мкм, засыпаемого внутрь детали и/или по ее периферии, заполняя различные сквозные отверстия углубления, проемы и т.п., контактирующие с магнитной плитой, под воздействием...
Устройство для обработки оптических деталей
Номер патента: 414
Опубликовано: 30.03.1995
Авторы: Меньшиков Г. Г., Чирков В. М., Горелик В. В., Крысин О. Г., Трубицин Б. А., Видмант Ф. В.
МПК: B24B 13/06
Метки: устройство, деталей, обработки, оптических
Текст:
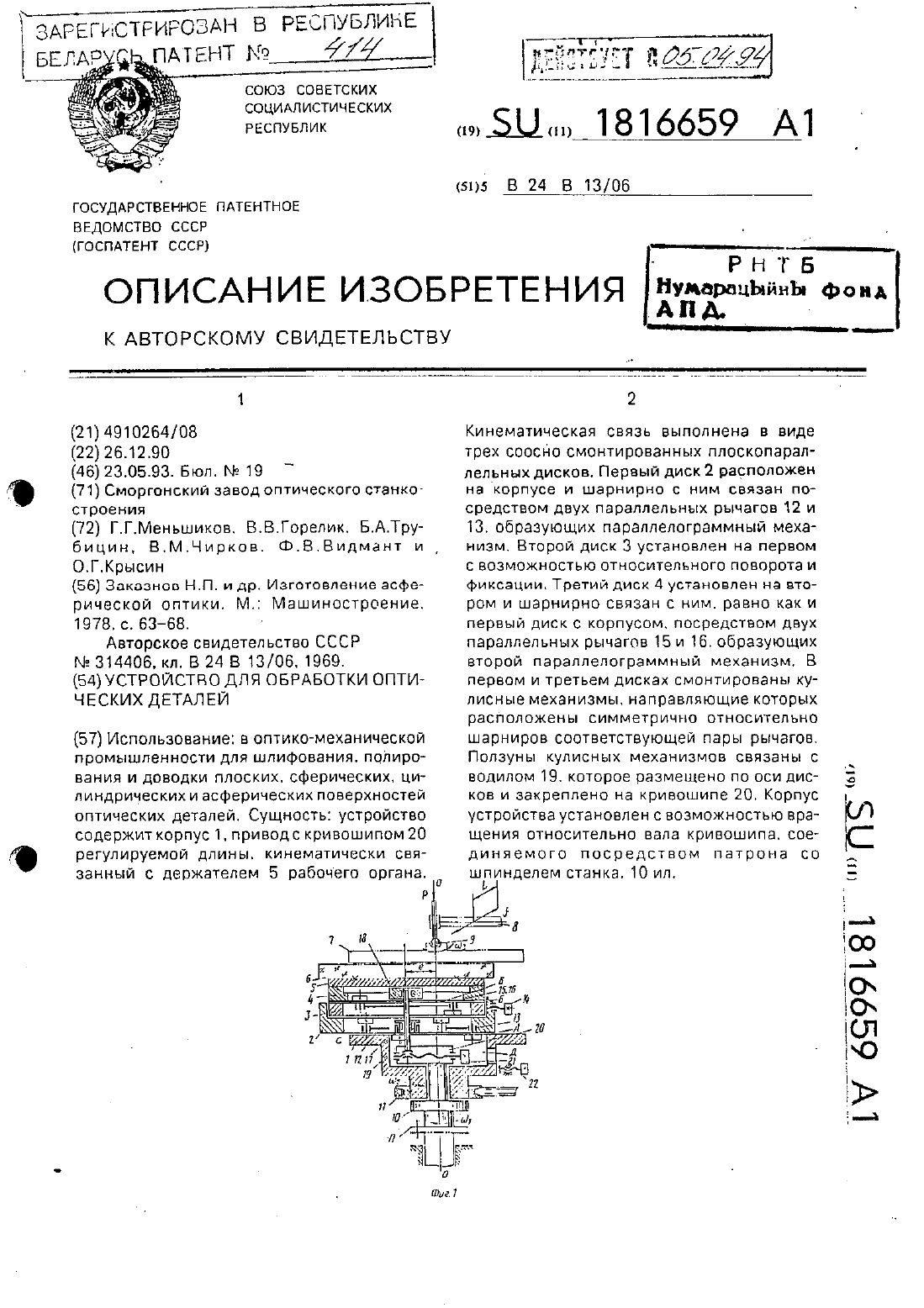
...первый и второй, Таким образом. механизм устройства состоит из двух кулисно-параллелограммных механизмов. установленных на общей вращательной паре.Па раллелограммн ые механизмы служат для преобразования вращательного движения кривошипа 20 в поступательные по двум взаимно перпендикулярным направлениям.кулисные механизмы выполняют функцию приводных соответствующих параллелограммных механизмов.Устройство работает следующим образом.Посредством...
Способ шлифования тонкостенных и клиновидных деталей с одновременной закалкой
Номер патента: 2366
Опубликовано: 30.09.1998
Автор: Ефремов Владимир Дмитриевич
МПК: C21D 8/00, C21D 9/22, B24B 1/00...
Метки: шлифования, закалкой, тонкостенных, способ, одновременной, деталей, клиновидных
Текст:
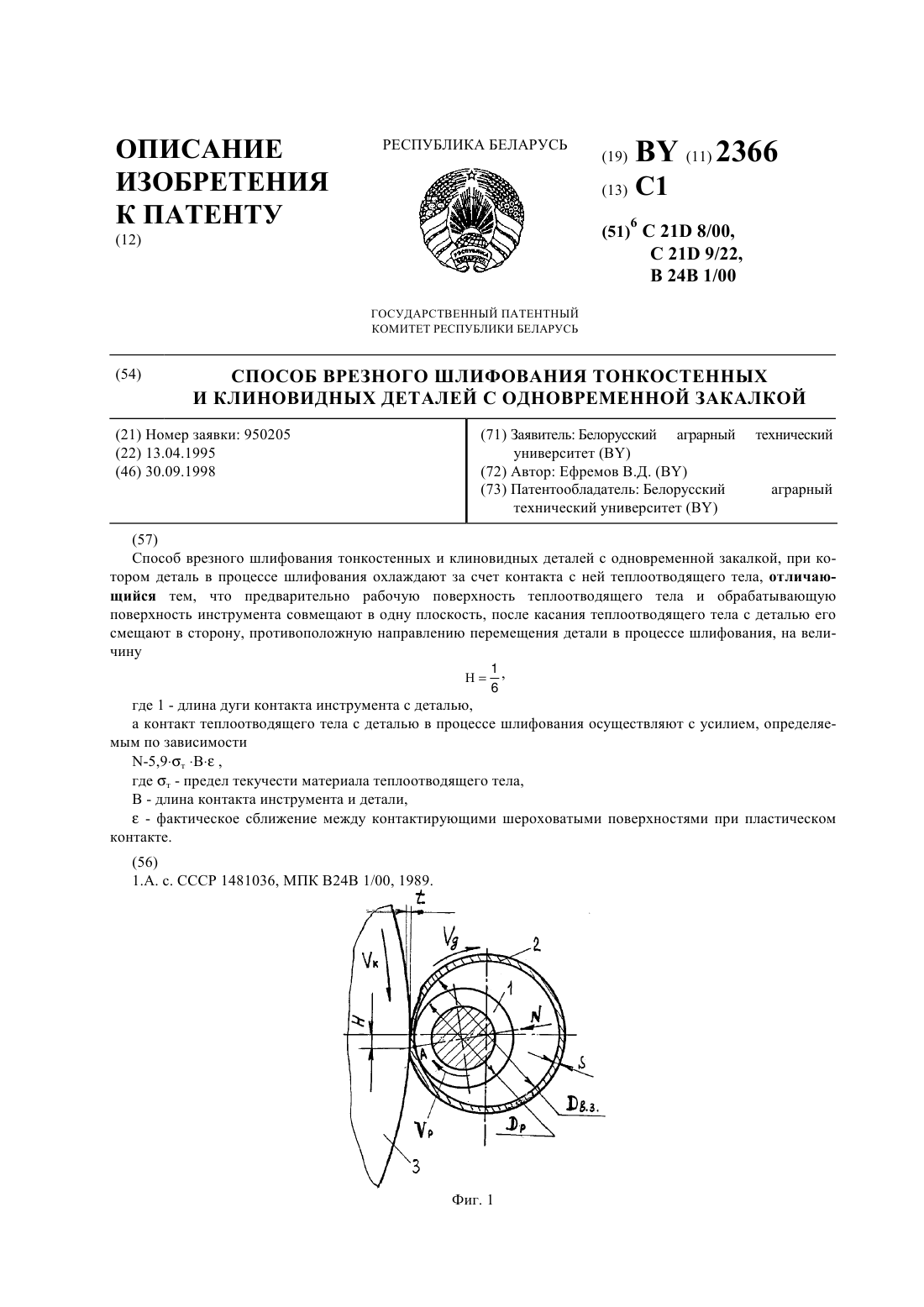
...теплоотводящего тела (кривая 1) и с применением теплоотводящего тела по предлагаемому способу (кривая 2). Клиновидная часть заготовки с позиций теплопроводности относится к типу тонкостенных, но с переменной толщиной или с переменным теплоотводящим объемом металла, величина которого снижается до нуля в месте пересечения образующих е граней. Поэтому принцип реализации способа применительно к клиновидным деталям не отличается от обработки...
Способ клепки
Номер патента: 73
Опубликовано: 30.09.1994
Авторы: Исаев А. Н., Мазаник О. Н.
МПК: B21J 15/12
Текст:
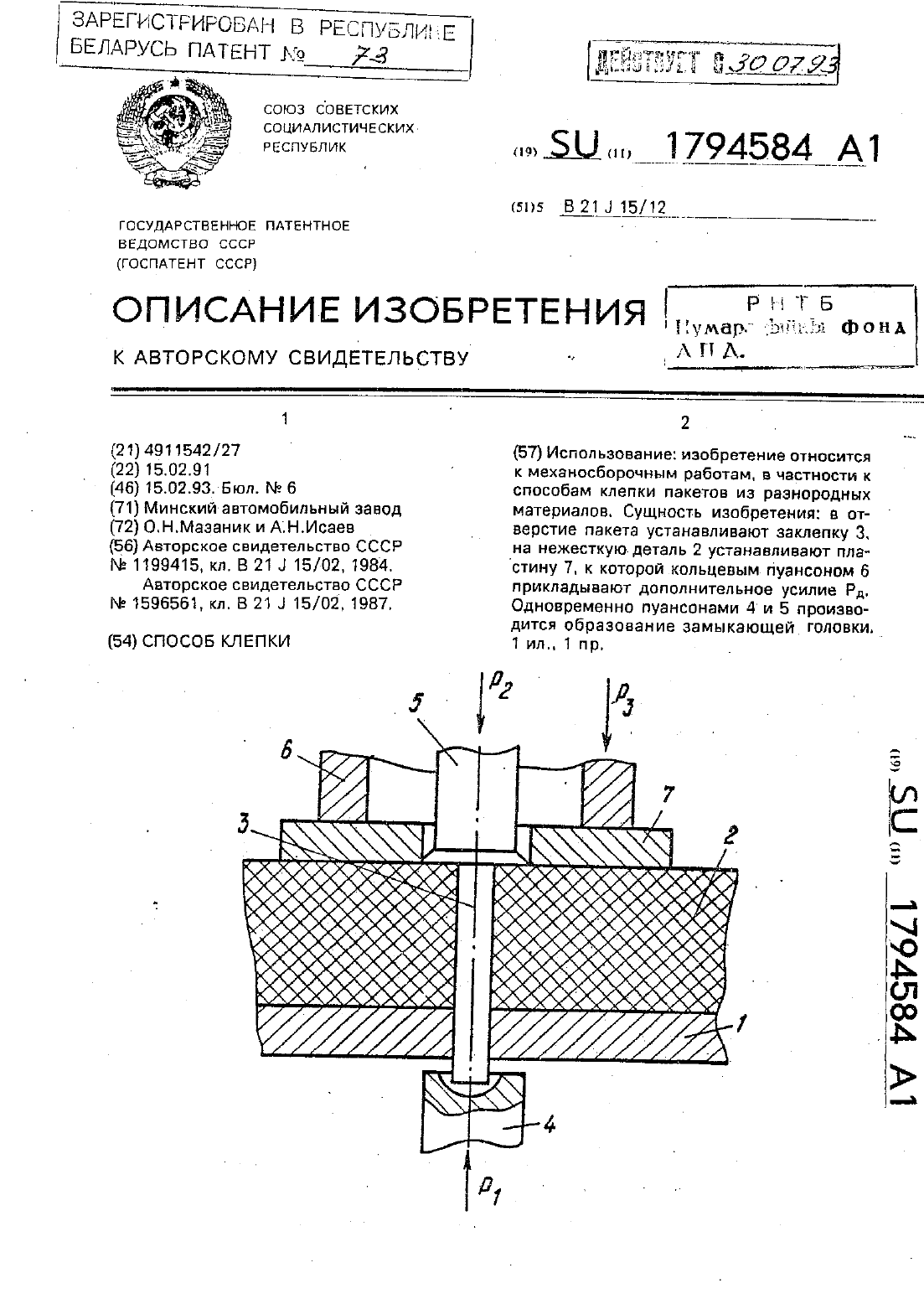
...изображен пакет.Способ клепки. включающий установку в отверстие пакета заклепки с закладной головкой. образование замыкающей голо ВКИ ПУТЕМ ПРИЛОЖВНИЯ К торцам ЗЭКЛВПКИосевых усилий. ограничение осевых усилий со стороны закладной головки. приложение дополнительного усилия со стороны нежесткой детали в течение всего процесса клепки. причем сумма осевого. прикладываемого к закладной головке и дополнительного усилий равна осевому усилию....
Предыдущий патент: Способ получения серы из кислого газа, содержащего Н2S
Следующий патент: Устройство для токарной обработки нежестких деталей
Случайный патент: Способ подготовки пациента к кардиохирургическому лечению