Способ упрочняющей обработки изделий из быстрорежущей стали
Номер патента: 4588
Опубликовано: 30.09.2002
Авторы: Гузов Сергей Николаевич, Степанкин Игорь Николаевич, Бобиков Виктор Иванович, Выгляд Владимир Михайлович, Кенько Виктор Михайлович, Пинчуков Василий Федорович
Текст
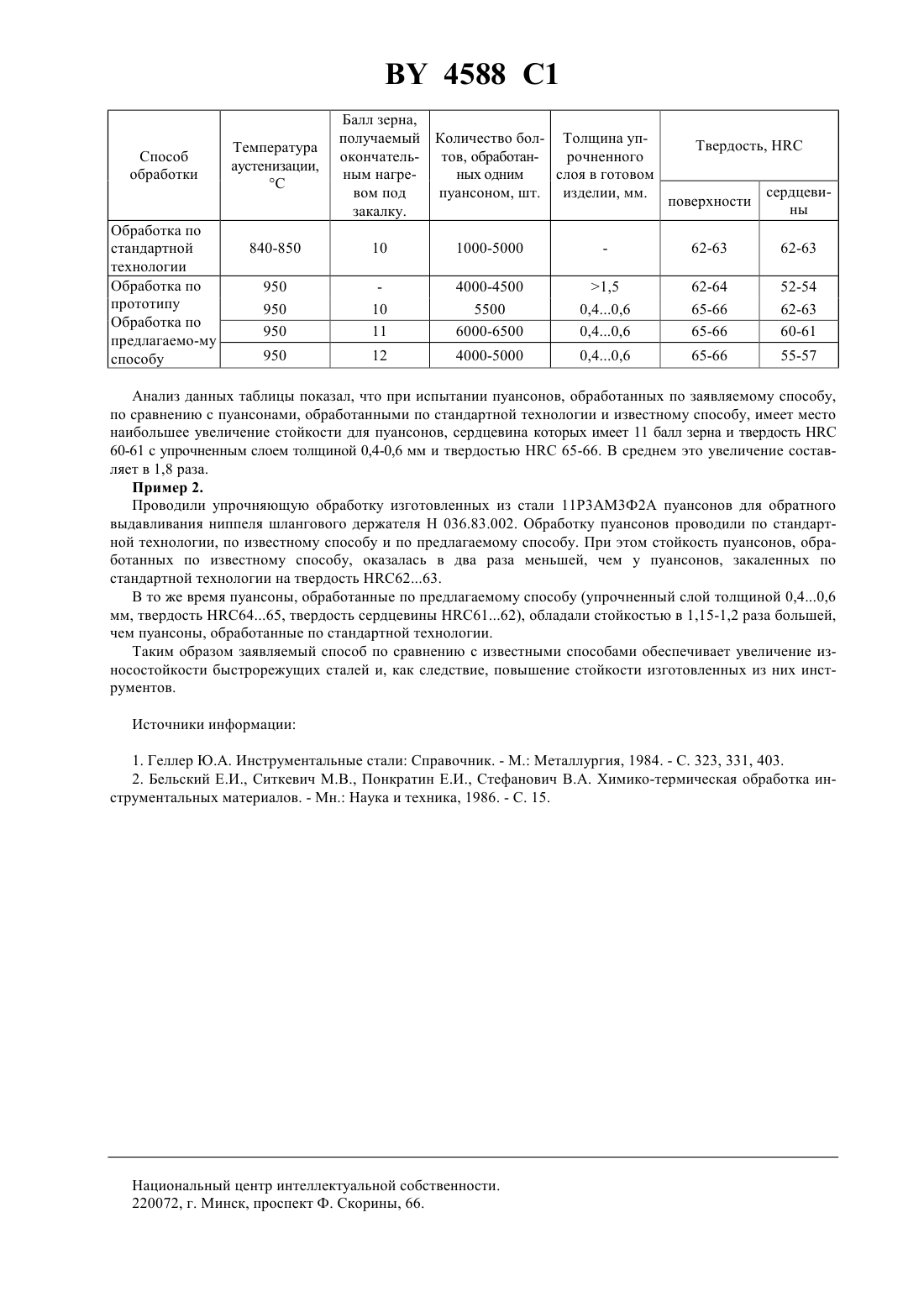
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ(71) Заявитель Гомельский государственный технический университет им.П.О. Сухого(73) Патентообладатель Гомельский государственный технический университет им. П.О.Сухого(57) 1. Способ упрочняющей обработки изделий из быстрорежущей стали, включающий трехступенчатую термообработку путем последовательного проведения предварительного подогрева, аустенизации и окончательного нагрева под закалку, закалку и трехкратный отпуск при температуре дисперсионного твердения,отличающийся тем, что в процессе осуществления аустенизации проводят газовую цементацию в среде природного газа. 2. Способ по п. 1, отличающийся тем, что газовую цементацию проводят в диапазоне 900-1000 С в течение 8-10 часов. 3. Способ по п. 1 или 2, отличающийся тем, что окончательный нагрев под закалку проводят до возникновения в стали 10-12 балла действительного зерна аустенита. Изобретение относится к металлургии, а более конкретно - к способам упрочняющей обработки изделий из быстрорежущих сталей, и может быть использовано для повышения износостойкости работающего в условиях высоких контактных нагрузок инструмента посредством химико-термической обработки. Известен способ обработки инструмента из быстрорежущих сталей, заключающийся в проведении трехступенчатой термообработки путем последовательного осуществления предварительного подогрева, аустенизации и окончательного нагрева под закалку, собственно закалки и трехкратного отпуска при температуре дисперсионного твердения 1, стр. 331, стр. 403. Недостатком данного способа является неудовлетворительная износостойкость, а также пониженная контактная и объемная усталость металла в условиях высоких нормальных пульсирующих напряжений, возникающих в инструменте для холодной обработки металлов давлением. Наиболее близким к заявляемому способу упрочняющей обработки быстрорежущей стали является известный способ газовой цементации, согласно которому проводят науглероживание поверхности при 950 С в течение 15 часов и последующую закалку с температуры насыщения, с последующим однократным отпуском при температуре 200 С 2. После обработки в структуре поверхностного слоя содержится достаточно большое количество карбидов округлой формы. Глубина науглероженного слоя превышает 1,5 мм. Недостатком данного способа является неудовлетворительная жесткость металла, обусловленная пониженной прочностью хрупкого упрочненного слоя толщиной более 1,5 мм и твердостью 62-64, расположенного на подложке твердостью 52-54, которая не может эффективно противостоять контактному смятию, что приводит к деформации сердцевины металла и растрескиванию поверхностного слоя. 4588 1 Причина неудовлетворительной жесткости сердцевины заключается в ее низкой твердости, обусловленной тем, что в описанном режиме не задействован механизм дисперсионного твердения, основанный на максимальном растворении карбидных частиц в аустените при нагреве под закалку на 1012 балл зерна, и последующем дисперсионном твердении при температуре отпуска 550-560 С 1, стр. 323. Задачей настоящего изобретения является обеспечение повышения износостойкости изделий из быстрорежущей стали, например инструмента для холодной высадки и выдавливания, с достижением высокой контактной и объемной усталости за счет формирования в поверхностном слое мелкодисперсной карбидной фазы. Концентрация указанной фазы плавно изменяется от поверхности к подложке, а толщина упрочненного слоя в готовом изделии, как правило, не превышает 0,4-0,6 мм при получении сердцевины, обладающей оптимальной жесткостью и прочностью. Данная задача решается тем, что в известном способе, включающем трехступенчатую термообработку стали путем последовательного проведения предварительного подогрева, аустенизации и окончательного нагрева - под закалку, собственно закалку и трехкратный отпуск при температуре дисперсионного твердения,согласно изобретению, в процессе осуществления аустенизации, проводят газовую цементацию стали в среде природного газа, при этом газовую цементацию ведут в диапазоне температур 900-1000 С в течение 8-10 часов, а окончательный нагрев стали под закалку осуществляют до возникновения в ней 10-12 балла действительного зерна аустенита. Благодаря проведению газовой цементации в процессе аустенизации достигается увеличение износостойкости вследствие создания условий для формирования в поверхностном слое повышенной концентрации карбидной фазы, обладающей высокой твердостью, а также предела выносливости, что обусловлено созданием в наружном слое остаточных напряжений сжатия. В результате проведения газовой цементации при температурах 9001000 С в течение 810 часов обеспечивается достижение толщины науглероженного слоя в пределах 0,50,8 мм. Осуществление окончательного нагрева стали под закалку до возникновения в ней 10-12 балла действительного зерна аустенита позволяет достичь твердости поверхностного слоя 65-66 и сердцевины 55-63, обладающей за счет этого повышенной жесткостью. Таким образом, обработка по предлагаемому способу обеспечивает плавное изменение твердости от поверхности к сердцевине, твердость которой достигает значений, позволяющих получить удовлетворительное сопротивление пластической деформации при сохранении высокой прочности, а свойства поверхности не оказывают существенного влияния на прочность металла за счет невысокой толщины (0,4-0,6 мм) упрочненного слоя в готовом изделии. Пример 1. Проводили упрочняющую обработку партии обсечных пуансонов для обрубки облоя с головки болтов рельсовых креплений М 2270 и М 22140, изготовленных из стали Р 6 М 5. Пуансоны подвергали трехступенчатой термообработке путем последовательного проведения предварительного подогрева до температуры 400-450 С в камерной печи, после чего помещали в герметично закрытую шахтную печь, где одновременно с аустенизацией проводили цементацию при температуре 950 С. По истечении 9-ти часового науглероживания проводили нагрев под закалку в соляной ванне и закалку. Трехкратный отпуск проводили при температуре 550-560 С с началом первого отпуска не позднее чем через 0,5 часа после полного охлаждения при закалке. Очистку поверхности металла после упрочнения проводили пескоструйной обработкой, после чего осуществляли окончательную доводку рабочей поверхности инструмента тонкой шлифовкой, снимая не более 0,2 мм металла. Для получения сравнительных данных аналогичные партии обсечных пуансонов обрабатывали по стандартной технологии и по известному способу. Далее каждая партия пуансонов подвергалась испытаниям на стойкость, которую определяли при высадке болтов на холодновысадочном автомате -6 фирмы. О стойкости судили по количеству болтов, обсеченных одним пуансоном. Данные испытаний сведены в таблицу. 4588 1 Способ обработки Обработка по стандартной технологии Обработка по прототипу Обработка по предлагаемо-му способу Балл зерна,получаемый Количество бол- Толщина упТвердость,рочненного окончатель- тов, обработанслоя в готовом ных одним ным нагресердцевипуансоном, шт. изделии, мм. вом под поверхности ны закалку. Анализ данных таблицы показал, что при испытании пуансонов, обработанных по заявляемому способу,по сравнению с пуансонами, обработанными по стандартной технологии и известному способу, имеет место наибольшее увеличение стойкости для пуансонов, сердцевина которых имеет 11 балл зерна и твердость 60-61 с упрочненным слоем толщиной 0,4-0,6 мм и твердостью 65-66. В среднем это увеличение составляет в 1,8 раза. Пример 2. Проводили упрочняющую обработку изготовленных из стали 11 Р 3 АМ 3 Ф 2 А пуансонов для обратного выдавливания ниппеля шлангового держателя Н 036.83.002. Обработку пуансонов проводили по стандартной технологии, по известному способу и по предлагаемому способу. При этом стойкость пуансонов, обработанных по известному способу, оказалась в два раза меньшей, чем у пуансонов, закаленных по стандартной технологии на твердость 6263. В то же время пуансоны, обработанные по предлагаемому способу (упрочненный слой толщиной 0,40,6 мм, твердость 6465, твердость сердцевины 6162), обладали стойкостью в 1,15-1,2 раза большей,чем пуансоны, обработанные по стандартной технологии. Таким образом заявляемый способ по сравнению с известными способами обеспечивает увеличение износостойкости быстрорежущих сталей и, как следствие, повышение стойкости изготовленных из них инструментов. Источники информации 1. Геллер Ю.А. Инструментальные стали Справочник. - М. Металлургия, 1984. - С. 323, 331, 403. 2. Бельский Е.И., Ситкевич М.В., Понкратин Е.И., Стефанович В.А. Химико-термическая обработка инструментальных материалов. - Мн. Наука и техника, 1986. - С. 15. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66. 3
МПК / Метки
Метки: изделий, стали, быстрорежущей, способ, упрочняющей, обработки
Код ссылки
<a href="https://by.patents.su/3-4588-sposob-uprochnyayushhejj-obrabotki-izdelijj-iz-bystrorezhushhejj-stali.html" rel="bookmark" title="База патентов Беларуси">Способ упрочняющей обработки изделий из быстрорежущей стали</a>
Способ внепечной обработки стали
Номер патента: 3463
Опубликовано: 30.09.2000
Авторы: Гуляев Михаил Павлович, Фоменко Александр Петрович, Феоктистов Юрий Васильевич, Кочевенко Иван Иванович, Квашнин Сергей Анатольевич, Кушнарев Николай Николаевич, Онищук Виталий Прохорович, Фетисов Василий Павлович, Бать Юрий Израилевич, Дюдкин Дмитрий Александрович
Метки: стали, способ, обработки, внепечной
Текст:
...металле 0,017 и более,где Са - содержание кальция в металле,- содержание алюминия в металле,- содержание серы в металле перед обработкой, . В качестве кальцийсодержащих материалов предпочтительно использовать силикокальций, который целесообразно вводить в ковш в виде порошковой проволоки. Такой способ ввода силикокальция в металл обеспечивает возможность тонкого регулирования количества вводимого кальция в зависимости от содержания алюминия и...
Способ внепечной обработки высокоуглеродистой стали

Номер патента: 3462
Опубликовано: 30.09.2000
Авторы: Кисиленко Владимир Васильевич, Бать Юрий Израилевич, Паршиков Анатолий Николаевич, Онищук Виталий Прохорович, Дюдкин Дмитрий Александрович, Гуляев Михаил Павлович, Фоменко Александр Петрович, Фетисов Василий Павлович
Метки: обработки, внепечной, стали, высокоуглеродистой, способ
Текст:
...на усвоенный металлом кальций устанавливают из соотношения Са(0,0030,005) (21,2 ),где Са - содержание кальция, усвоенного металлом, мас. , - содержание кремния в металле перед вводом модификатора, , - содержание алюминия в металле перед вводом модификатора, . Кальцийсодержащие материалы вводят в ковш в виде порошковой проволоки. Между существенными признаками и техническим результатом - более полным и стабильным модифицированием...
Способ термомеханической обработки арматурной стали
Номер патента: 1664
Опубликовано: 30.03.1997
Авторы: Бобренок Геннадий Людвигович, Олейник Вадим Анатольевич, Стеблов Анвер Борисович, Луценко Владимир Анатольевич, Парусов Владимир Васильевич, Токмаков Вадим Анатольевич, Дышлевич Виктор Федорович, Бондаренко Александр Николаевич, Тихонов Игорь Николаевич, Сычков Александр Борисович
МПК: C21D 8/08
Метки: обработки, термомеханической, способ, арматурной, стали
Текст:
...установлено, что такая структура является наиболее предпочтительной перед деформацией металла в чистовом блоке. В этом случае размер кристаллизованных зерен после обжатия в чистовых клетях наименьший, что обеспечивает требуемый комплекс механических свойств арматурной стали. Пример конкретной реализации. Предлагаемый способ термомеханической обработки арматурной стали в мотках был опробован при прокатке опытной партии в потоке...
Способ внепечной обработки стали
Номер патента: 3464
Опубликовано: 30.09.2000
Авторы: Феоктистов Юрий Васильевич, Титиевский Владимир Маркович, Дюдкин Дмитрий Александрович, Онищук Виталий Прохорович, Квашнин Сергей Анатольевич, Гуляев Михаил Павлович, Фоменко Александр Петрович, Кисиленко Владимир Васильевич, Кушнарев Николай Николаевич, Бать Юрий Израилевич
МПК: B21C 7/06, B21C 7/064, B21C 7/00...
Метки: способ, внепечной, стали, обработки
Текст:
...Между существенными признаками изобретения и техническим результатом - повышением степени десульфурации, удалением неметаллических включений и глобуляризацией оставшихся в металле включений существует причинно-следственная связь, которая поясняется следующим. Удаление серы возможно, как известно, при низкой активности кислорода. При вводе же кальция в жидкую сталь, раскисленную алюминием, реакция взаимодействия алюминия с кислородом...
Способ электрохимической обработки поверхности металлических изделий
Номер патента: 3604
Опубликовано: 30.12.2000
Автор: Синькевич Юрий Владимирович
МПК: C25F 3/00
Метки: поверхности, обработки, электрохимической, изделий, способ, металлических
Текст:
...63 и нержавеющей стали 20 Х 13. Для сравнительных испытаний были приготовлены электролиты 1, используемый в известном способе обработки, содержащий, мас.- хлористый аммоний 20, вода - остальное и 228, используемые в заявляемом способе и приведенные в табл. 1. Образцы из латуни Л 63 обрабатывались в электролитах 128, из нержавеющей стали 20 Х 13 - в электролитах 1,4,9,14,19,22 и 27. Шероховатость поверхности образцов из латуни Л 63 после...
Предыдущий патент: Гобеленовое ковровое изделие
Следующий патент: Сажевый электрофильтр-нейтрализатор
Случайный патент: Система для получения декоративного щебня