Способ ремонта сопряженных цилиндрических соединений
Номер патента: 4497
Опубликовано: 30.06.2002
Авторы: Кечаев Николай Сергеевич, Жорник Виктор Иванович, Верещагин Виталий Алексеевич
Текст
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ РЕМОНТА СОПРЯЖЕННЫХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ(71) Заявитель Институт надежности машин Национальной академии наук Беларуси(73) Патентообладатель Институт надежности машин Национальной академии наук Беларуси(57) Изобретение относится к области машиностроения и может быть использовано при ремонте сопряженных соединений деталей типа вал-втулка, диаметром более 150 мм. Задачей изобретения является повышение надежности сопряжения деталей с неравномерно изношенными поверхностями за счет увеличения площади контакта поверхностей, а также снижение трудоемкости и стоимости ремонтных работ. Задача решена в способе, включающем предварительную очистку сопряжения, нанесение анаэробной герметизирующей композиции и в процессе полимеризации центрирование сопрягаемых поверхностей относительно друг друга, причем, согласно изобретению, герметизирующую анаэробную композицию наносят на охватываемую поверхность, которую делят на секторы, имеющие износ в одном размерном диапазоне, и анаэробную композицию для каждого из секторов выбирают исходя из величины износа поверхности и динамической вязкости анаэробной композиции, при этом при величине износа более 0,35 мм в нее вводят добавки в виде медного порошка и талька, а центрирование сопряжения осуществляют с помощью полосок фольги с толщиной, равной величине износа охватываемой поверхности в месте их установки. Изобретение относится к области машиностроения и может быть использовано при ремонте сопряженных соединений крупногабаритных деталей типа вал-втулка диаметром более 150 мм, имеющих неравномерный износ поверхности. Широко известны способы восстановления изношенных поверхностей методом наплавки покрытия, при котором предварительно механической обработкой доводят износ до одинакового уровня, а после наплавки покрытия производят механическое разглаживание полученного слоя (а.с. СССР 529898 МПК 22 19/08). Известен способ восстановления поверхностей, при котором после наплавки металла на поверхность на нее дополнительно наносят разогретый твердеющий наполнитель, смешанный с твердыми частицами карбида кремния, с целью компенсации неровностей наплавленного материала (заявка ФРГ 3234708 МПК В 23 К 31/00). Известен способ ремонта разъемного коренного подшипника скольжения коленчатого вала ДВС путем пластической деформации накаткой с вытеснением металла из отдельных рабочих поверхностей (а.с. СССР 1123827 МПК В 23 Р 6/00). Однако все перечисленные выше методы отличаются сложностью и не экономичны, т.к. включают нагрев внешним источником либо восстанавливаемых поверхностей, либо наплавляемого материала и дополнительные механические операции. Известен способ восстановления отверстий корпусных деталей (а.с. СССР 1632722 МПК В 23 Р 6/00), заключающийся в нанесении на изношенные отверстия полимерной композиции на основе анаэробного герметика Анатерм и последующей формовке слоя калибрующими полукольцами в нужный размер. Способ может быть применен в сопряжениях с равномерным по окружности износом. 4497 1 В качестве прототипа выбран способ восстановления отверстий в корпусных деталях (а.с. СССР 1712118 МПК 23 Р 6/00), заключающийся в нанесении на изношенную поверхность полимерной композиции,состоящей из анаэробного герметика и медного порошка, и формировании ее оправкой, установленной на опоры, привязанные к технологическим базам. Однако, когда детали соединения имеют неравномерно изношенные поверхности, односоставные анаэробные герметизирующие композиции не обеспечивают достаточного уплотнения соединения и требуемой его прочности. Это объясняется тем, что отличие в величине зазора на различных участках сопряжения обуславливает несинхронность протекания процессов полимеризации композиции в сопряжении и большую вероятность их незавершения на отдельных участках. При этом наблюдается перетекание герметизирующего состава в зону с наименьшим зазором и торможение реакции полимеризации герметика, вызываемое доступом кислорода воздуха из незаполненных участков сопряжения. В результате при эксплуатации из-за низкой прочности сопряжения возникают повышенные деформации, увеличиваются зазоры и происходит разрушение сопряжения. Задачей настоящего изобретения является создание способа ремонта сопряженных цилиндрических соединений, позволяющего повысить надежность сопряжения деталей с неравномерно изношенными поверхностями за счет увеличения площади контакта поверхностей и снизить трудоемкость и стоимость ремонтных работ при восстановлении. Поставленная задача решена в способе ремонта сопряженных цилиндрических соединений, включающем предварительную очистку сопряжения, нанесение герметизирующей анаэробной композиции и в процессе ее полимеризации центрирование сопрягаемых поверхностей относительно друг друга. Причем, согласно изобретению, герметизирующую анаэробную композицию наносят на охватываемую поверхность, которую делят на секторы, имеющие износ в одном размерном диапазоне, и анаэробную композицию для каждого из секторов выбирают, исходя из следующих условий 0,1 мм 100-150 МПас 0,10-0,25 мм 1800-3300 МПас 0,25-0,35 мм 150000-350000 МПас 0,35-0,50 мм 150000-350000 МПас 0,50-1,00 мм 150000-350000 МПас,где- величина износа поверхности, - динамическая вязкость анаэробной композиции,при этом в анаэробную композицию при 0,35-0,50 мм добавляют 10-15 об.медного порошка, а при 0,50-1,00 мм - 10-15 об.медного порошка и 20-25 об.талька, причем центрирование осуществляют с помощью полосок фольги с толщиной, равной величине износа охватываемой поверхности в месте их установки. Такой способ обеспечивает высокое качество восстановления геометрии сопряженных цилиндрических соединений с неравномерным износом и, как следствие, обеспечивает продолжительный срок службы узла. Выбор герметизирующих анаэробных композиций проводился на основе экспериментальных данных, исходя из величины динамической вязкости герметиков, полимеризующихся без дополнительного подогрева в зазорах определенных размеров. При этом также учитывалось, чтобы полимеризация герметиков проходила за один и тот же промежуток времени. При значительном износе, от 0,35 до 1,00 мм, в состав композиции необходимо добавлять наполнители(медный порошок и тальк), чтобы обеспечить одинаковую прочность сопряжения по всему периметру. Процесс полимеризации протекает при температуре 20-25 С, влажности 40-45 в течение 24 ч. Таким образом, дополнительный нагрев не требуется, что значительно упрощает и удешевляет способ. Пример осуществления способа. Предлагаемый способ применялся при ремонте подъемного механизма шахты на 4-м рудоуправлении ПО Беларуськалий. По данному способу осуществлялась посадка внутреннего кольца двухрядного подшипника 10979 на изношенный вал. Номинальный диаметр посадочной шейки вала составлял 630 мм, ширина 300 мм, износ рабочей поверхности - от 0,08 мм до 0,97 мм. Процесс восстановления посадочного места подшипника состоял из следующих операций 1) обмер шейки вала и разграничение изношенной цилиндрической поверхности на секторы с различными величинами износа 2) зачистка восстанавливаемой поверхности 3) обезжиривание сопрягаемых поверхностей 4) подготовка анаэробных составов 5) нанесение анаэробных составов 6) центрирование соединения 7) полимеризация состава 8) контрольная. 2 4497 1 1. Обмер шейки вала осуществлялся с помощью микрометра с диапазоном измерений 600-700 мм, условное разграничение изношенной поверхности производилось путем нанесения меток на торец вала с выделением секторов, имеющих износ в следующих диапазонах- 0-0,10 мм- 0,10-0,25 мм- 0,25-0,35 мм 0,35-0,50 мм- 0,50-1,0 мм. 2. Зачистка поверхности осуществлялась ветошью и наждачным полотном до металлического блеска, после окончания зачистки поверхность обдувалась сжатым воздухом для удаления остатков наждачного полотна и продуктов зачистки. 3. Обезжиривание поверхностей осуществлялось х/б салфетками, смоченными в техническом ацетоне. После протирки поверхностей обеспечивалась выдержка на воздухе в течение 20 мин. с целью испарения рабочей жидкости. 4. Подготовка анаэробных составов. Для зазора до 0,10 мм был выбран анаэробный фиксатор Локтайт 603 с динамической вязкостью 125 МПас для зазора 0,10-0,25 мм - фиксатор Локтайт 638(2500 МПас) для зазора 0,25-0,35 мм - фиксатор Локтайт 660 (250 000 МПас) для зазора 0,35-0,50 мм применялся фиксатор Локтайт 660 с наполнителем в виде медного порошка ПМС-1 грануляцией 20-30 мкм с его объемным содержанием 12 для зазора 0,50-1,00 мм использовался состав медный порошок ПМС-1 (12 об. )тальк грануляцией 5-10 мкм (24 об. )фиксатор Локтайт 660 (остальное). Соответствующие порции двух- и трехкомпонентных составов готовились непосредственно перед нанесением на изношенную поверхность путем перемешивания вручную исходных компонентов. 5. Анаэробные составы без наполнителя наносились из капельницы и размазывались в пределах соответствующего сектора поверхности кистью, многокомпонентные составы наносились пластмассовым шпателем. 6. Затем осуществлялась сборка сопряжения и его центрирование с помощью восьми полосок фольги шириной 3 мм и толщиной, равной величине износа поверхности вала в месте установки центрирующей полоски. Полоски вставлялись примерно через 45 одна от другой. 7. Полимеризация анаэробных составов происходила при температуре 20 С и влажности 40 в течение 24 ч. 8. После полимеризации анаэробного состава были осуществлены визуальный контроль сопряжения,удаление подтеков и испытание на выпрессовку подшипника усилием 5 т. При испытаниях относительного смещения соединенных деталей не наблюдалось. Способ позволяет получать надежные сопряженные соединения, снизить трудоемкость и стоимость ремонтных работ при восстановлении сопряжения. Способ ремонта сопряженных цилиндрических соединений, включающий предварительную очистку сопряжения, нанесение герметизирующей анаэробной композиции и, в процессе ее полимеризации, центрирование сопрягаемых поверхностей относительно друг друга, отличающийся тем, что герметизирующую анаэробную композицию наносят на охватываемую поверхность, которую делят на секторы, имеющие износ в одном размерном диапазоне, и анаэробную композицию для каждого из секторов выбирают, исходя из следующих условий 0,1 мм 100-150 МПас 0,10-0,25 мм 1800-3300 МПас 0,25-0,35 мм 150000-350000 МПас 0,35-0,50 мм 150000-350000 МПас 0,50-1,00 мм 150000-350000 МПас,где- величина износа поверхности, - динамическая вязкость анаэробной композиции,при этом в анаэробную композицию при 0,35-0,50 мм добавляют 10-15 об.медного порошка, а при 0,50-1,00 мм - 10-15 об.медного порошка и 20-25 об.талька, причем центрирование осуществляют с помощью полосок фольги с толщиной, равной величине износа охватываемой поверхности в месте их установки. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66. 3
МПК / Метки
МПК: B23P 6/00
Метки: ремонта, сопряженных, цилиндрических, способ, соединений
Код ссылки
<a href="https://by.patents.su/3-4497-sposob-remonta-sopryazhennyh-cilindricheskih-soedinenijj.html" rel="bookmark" title="База патентов Беларуси">Способ ремонта сопряженных цилиндрических соединений</a>
Способ ремонта двигателей внутреннего сгорания
Номер патента: 1737
Опубликовано: 30.09.1997
Автор: Ковриго Леонид Александрович
МПК: B23P 6/00
Метки: сгорания, ремонта, внутреннего, способ, двигателей
Текст:
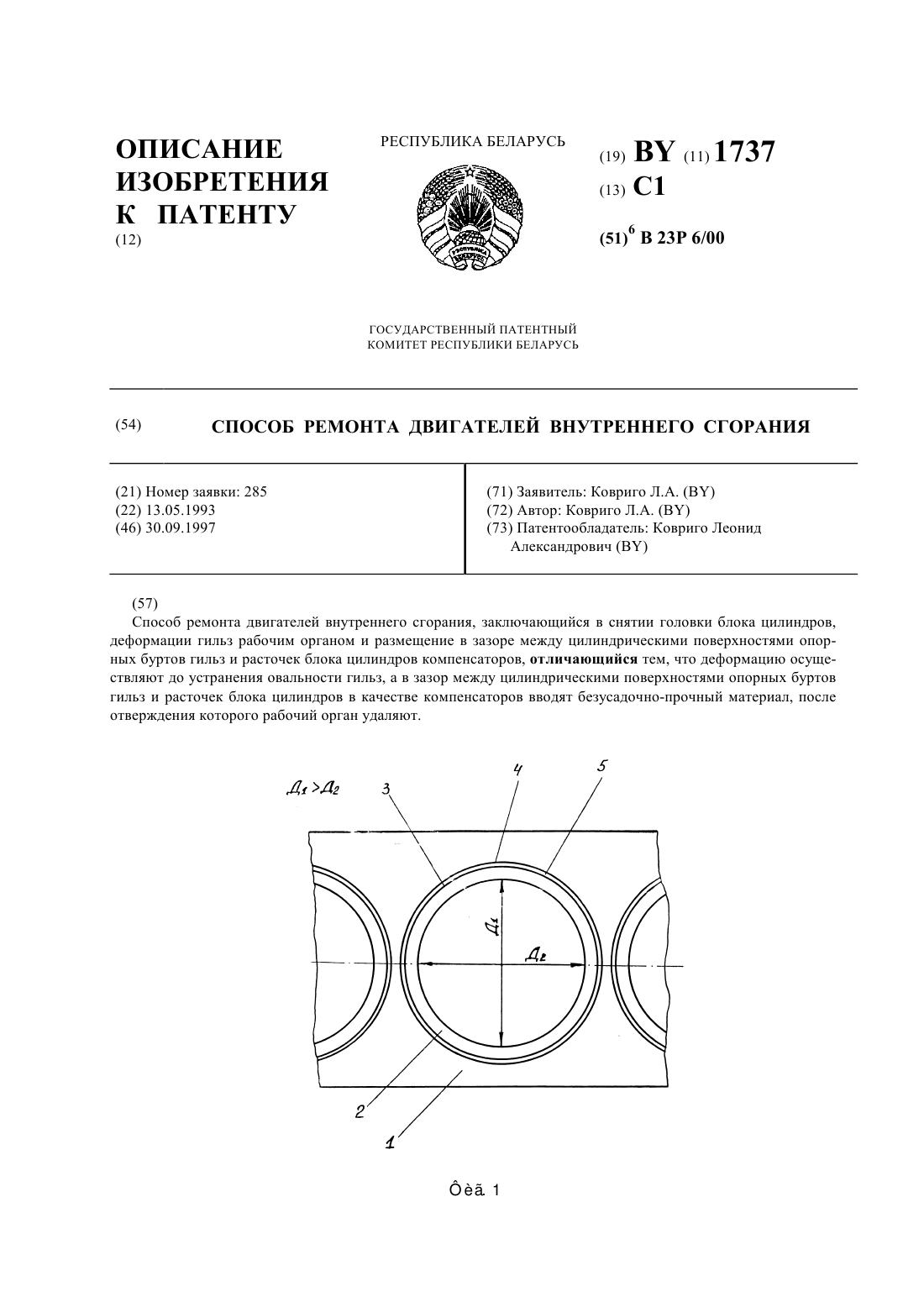
...мкм в диапазоне встречающихся зазоров (0,1-1,0 мм) потребуется очень большой ряд компенсаторов, что снижает практическую применяемость способа. Кроме того, для его осуществления необходимо выполнить как минимум четыре замера, произвести расчет, выбрать и установить определенной толщины компенсаторы, что довольно трудоемко и неприемлемо для серийного производства, вследствие отсутствия возможности автоматизации процесса устранения овальности....
Способ обработки цилиндрических поверхностей сквозных отверстий
Номер патента: 454
Опубликовано: 30.03.1995
Авторы: Амозов С. В., Мастюгин Л. И., Давыдов И. И., Минец В. В.
МПК: B24D 13/02, B24B 37/02
Метки: цилиндрических, отверстий, способ, обработки, поверхностей, сквозных
Текст:
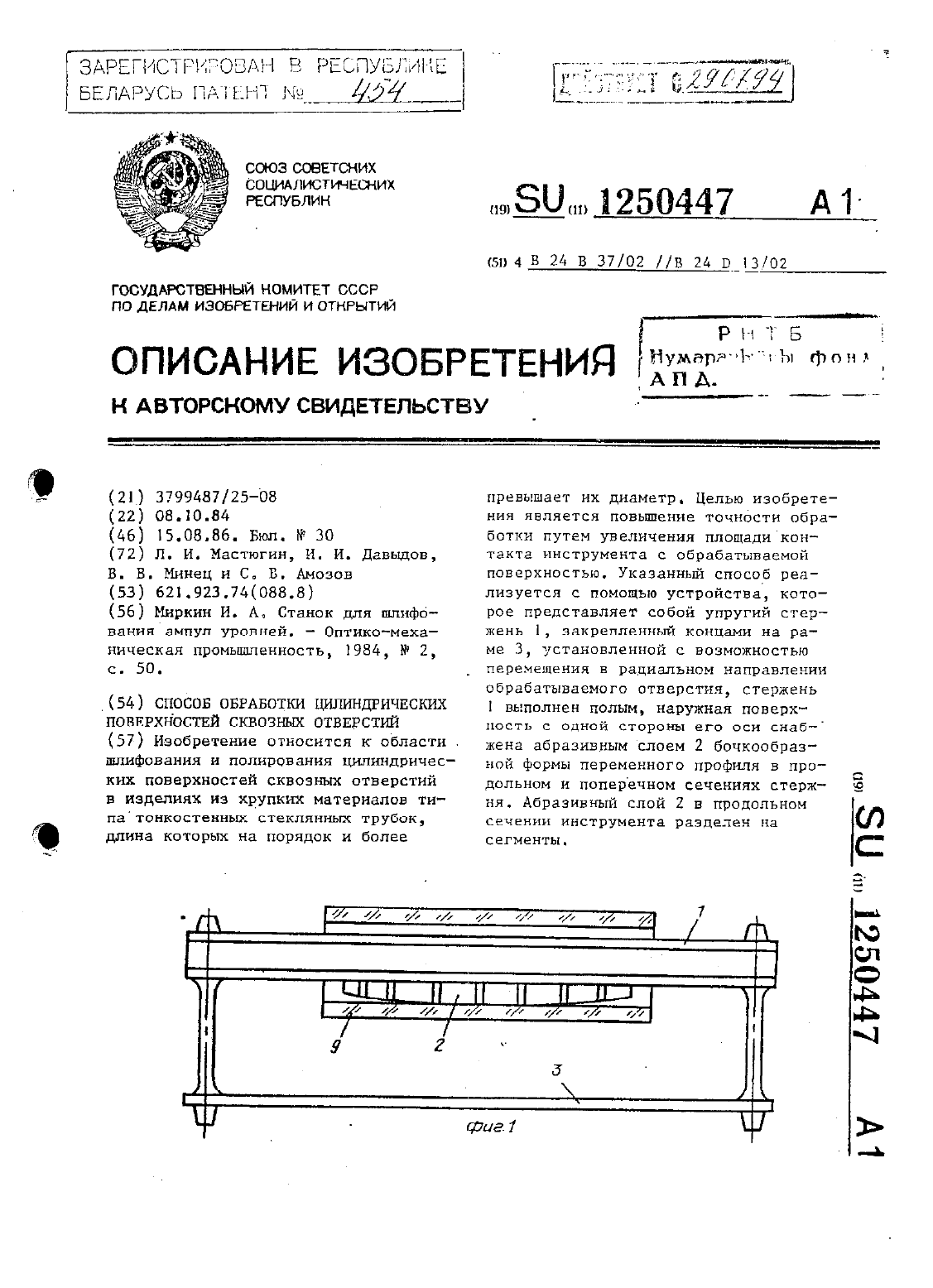
...отверстия. Абразивный слой 2 в продольном сечении разделен на сегменты 7 путем нарезания канавок 8.Обработку цилиндрических поверхностей сквозных отверстии осуществляют следующим образом.Вначале к работа готовят сам инструмент. Для этого абразивному слою 2 придают бочкообразную форму переменного профиля в продольном и поперечном сечениях согласно указанны выше выражений с таким условием, чтобы максимальная толщина абразивного слоя...
Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей
Номер патента: 678
Опубликовано: 30.06.1995
Авторы: Кукин С. Ф., Пасах Е. В.
МПК: B24B 39/02
Метки: ультразвуком, способ, упрочнения, цилиндрических, поверхностей, наружных, деталей
Текст:
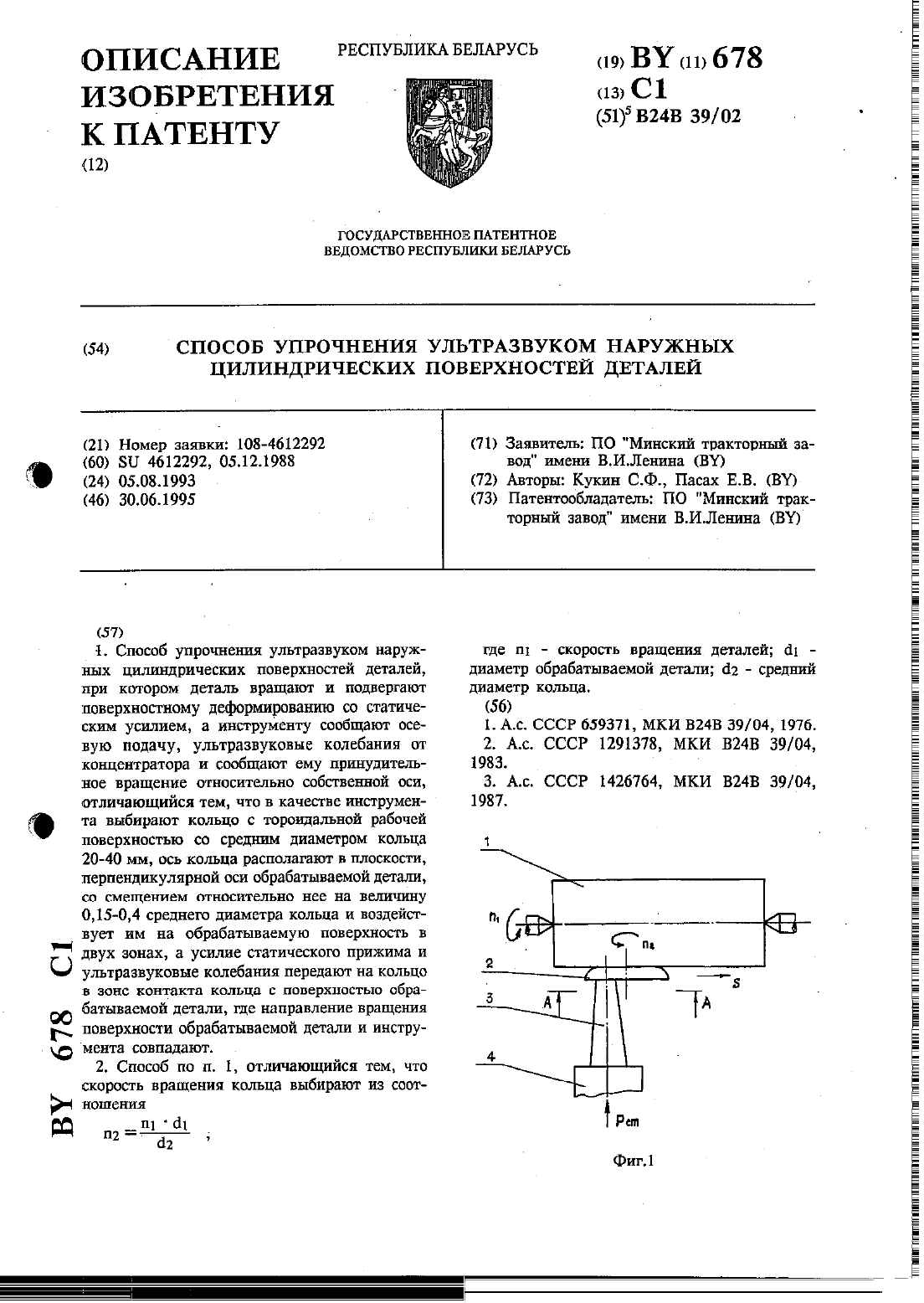
...деталь 1 диаметром с 11 вращают со скоростью щ в контакте с вращающимся со скоростью п и перемещающимся вдоль с подачей 8 кольцом 2 с тороидальной рабочей поверхностью и средним диаметром с 12, ось которого расположена от оси детали 1 на расстоянии 11. С обратной стороны кольца 2 по оси концентратора 3, проходящей через зону контакта кольца с деталью, где направление перемещения обрабатываемой поверхности и инструмента (кольца 2)...
Способ изготовления цилиндрических подшипников скольжения из бронзографита
Номер патента: 1334
Опубликовано: 16.09.1996
Авторы: Стащенюк Михаил Георгиевич, Волчек Анатолий Яковлевич, Воронецкая Леонора Яковлевна, Глуховский Игорь Анатольевич, Гребнев Николай Прокофьевич
МПК: B22F 3/12
Метки: скольжения, изготовления, бронзографита, цилиндрических, способ, подшипников
Текст:
...позволило установить соответствие его критерию Новизиа При изучении дРУгих технических решений в данной области техники прнзиакн, отличающие предпагае- мое изобретение от прототипе, не были выявлены н поэтому они обеспечивают предлагаемому техническому решению соответствие критерию Существенные отличия.Способ осуществляют следующн образом.Шнхту бропзографита прессуют при давлении 250-350 Мша, спекают в ващитной атмосфере при 780820 С в...
Способ получения макроциклических соединений
Номер патента: 848
Опубликовано: 15.08.1995
Авторы: Ричард Алан Флеттон, Хейзл Мэри Ноубл, Джон Берри Вард, Майкл Винсент Джон Ремсей, Дерек Рональд Сатерлэнд, Нил Портер, Дэвид Ноубл
МПК: A01N 43/90, C07D 493/22
Метки: получения, макроциклических, способ, соединений
Текст:
...соединения могут быть сформулированы для приема в любой удобной форме при использовании в ветеринарии или практической медицине. Таким образом, настоящее Изобретение содержит в пределах своего объема фармацевтические композиции, содержащие соединение согласно заявленному изобретению, пригодное для применения в ветеринарии или терапии. Такие композиции могут быть представлены при использовании в традиционной форме с...
Предыдущий патент: Способ получения паяемого покрытия на тонких пленках алюминия
Следующий патент: Коробка передач транспортного средства
Случайный патент: Съемный дверной порог и дверная коробка, содержащая съемный дверной порог