Способ ремонта двигателей внутреннего сгорания
Текст
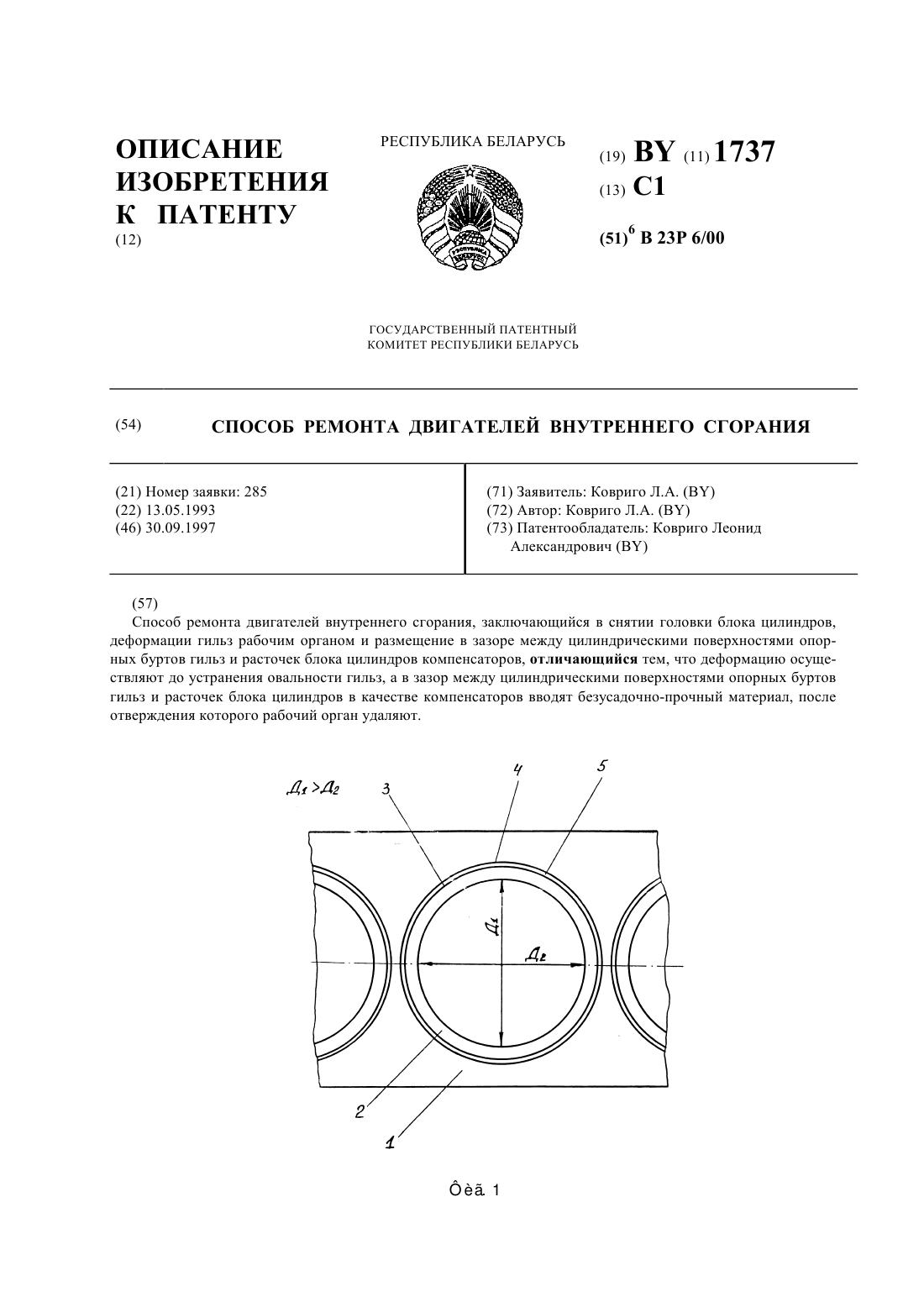
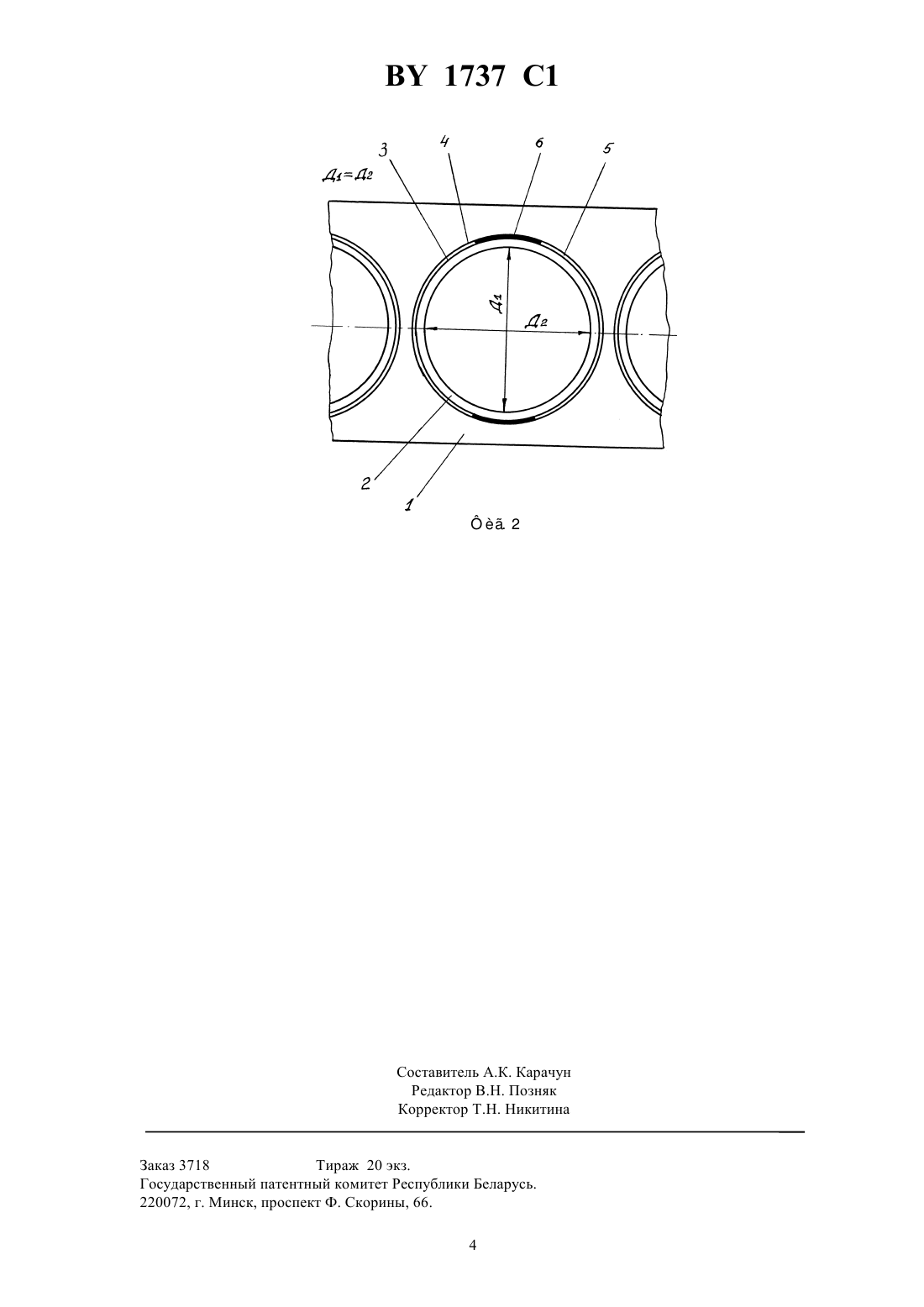
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ РЕМОНТА ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ(73) Патентообладатель Ковриго Леонид Александрович(57) Способ ремонта двигателей внутреннего сгорания, заключающийся в снятии головки блока цилиндров,деформации гильз рабочим органом и размещение в зазоре между цилиндрическими поверхностями опорных буртов гильз и расточек блока цилиндров компенсаторов, отличающийся тем, что деформацию осуществляют до устранения овальности гильз, а в зазор между цилиндрическими поверхностями опорных буртов гильз и расточек блока цилиндров в качестве компенсаторов вводят безусадочно-прочный материал, после отверждения которого рабочий орган удаляют.(56) 1. Билик Ш.М. Микрогеометрия двигателей машин. - М. Машиностроение, 1973. - С. 319. 2. А.с. СССР 1738580, МКИ В 23 Р 6/00, 1992. Изобретение относится к области машиностроения и может быть использовано преимущественно при сборке и ремонте двигателей внутреннего сгорания со сменными гильзами цилиндров. Одной из главных причин резкого ухудшения технико-экономических показателей работы двигателей является наличие овальности гильз цилиндров. Их различают как установочную - вызванную нарушениями требуемых геометрических размеров и технологии сборки сопрягаемых деталей (блок, гильзы цилиндров) и эксплуатационную - образующуюся в результате неравномерного износа, вызванного действием кривошипно-шатунного механизма. С ростом овальности гильз увеличиваются износы сопрягаемых деталей цилиндро-поршневой группы и как следствие, падает мощность и резко растет расход горюче-смазочных материалов. Поэтому особый интерес представляют способы устранения овальности гильз цилиндров. Известен способ увеличения долговечности гильз цилиндров двигателей, заключающийся в развороте изношенных гильз на 90 1. Однако по известному способу не представляется возможным устранение овальности непосредственно сразу после разворота гильз и лишь после длительной эксплуатации, под действием естественных сил изнашивания овальность будет уменьшаться. Кроме того, этот способ практически применим только для устранения эксплуатационной овальности. Наиболее близким к заявляемому является способ ремонта двигателей внутреннего сгорания 2, заключающийся в снятии головки блока и установке в зазоры между цилиндрическими поверхностями опорных буртов гильз и расточек блока компенсаторов в виде дугообразных пластин, которые располагают диаметрально противоположно и симметрично относительно плоскостей качания шатуна, при этом толщину пластины определяют в зависимости от величины зазора между цилиндрическими поверхностями опорного бурта гильзы и расточки блока, после снятия головки блока осуществляют раздачу гильз в двух взаимно перпендикулярных плоскостях, одна из которых совпадает с плоскостью качания шатуна, на величину зазора между цилиндрическими поверхностями опорных буртов гильз и расточек блока, измерение величины зазора проводят в плоскости качания шатуна для каждого из компенсаторов отдельно одновременно с измерением величины овальности гильз, а толщину пластин определяют из следующих соотношений а 1 в 10,5 (Д 1 - Д 2),а 2 в 20,5 (Д 1 - Д 2),где а 1 и а 2 - толщины пластин соответственно первого и второго компенсаторов гильзы в 1 и в 2 - величина зазоров между цилиндрическими поверхностями опорного бурта и расточки блока для первого и второго компенсаторов гильзы Д 1 и Д 2 - внутренние диаметры гильзы, измеренные соответственно в плоскости качания шатуна и перпендикулярной ей плоскости. Выбранные и установленные по известному способу компенсаторы позволяют снижать эксплуатационную овальность в гильзе непосредственно после их установки. Однако, по известному способу не достигается полное устранение овальности в гильзах по следующим причинам во-первых, приведенные выше математические выражения не учитывают изменение геометрических размеров от действия сил упругой деформации на материал блока, гильзы и компенсатора после его установки во-вторых, зазор между цилиндрическими поверхностями опорных буртов гильз и расточек блока может быть достаточно мал (0,1-0,15 мм) и замерить его с достаточной точностью 5 мкм щупом по сферической поверхности при наличии продуктов коррозии и грязи не представляется возможным в-третьих, для устранения определенной овальности с точностью 5 мкм в диапазоне встречающихся зазоров (0,1-1,0 мм) потребуется очень большой ряд компенсаторов, что снижает практическую применяемость способа. Кроме того, для его осуществления необходимо выполнить как минимум четыре замера, произвести расчет, выбрать и установить определенной толщины компенсаторы, что довольно трудоемко и неприемлемо для серийного производства, вследствие отсутствия возможности автоматизации процесса устранения овальности. Следовательно, недостатком известного способа является недостаточная точность и низкая производительность устранения овальности гильз цилиндров. Задачи изобретения - увеличить точность и производительность устранения овальности гильз цилиндров. Указанные задачи по предлагаемому способу ремонта двигателей внутреннего сгорания, заключающемуся в снятии головки блока цилиндров, деформации гильз рабочим органом и размещении в зазоре между цилиндрическими поверхностями опорных буртов гильз и расточек блока цилиндров компенсаторов, достигаются тем, что деформацию осуществляют до устранения овальности гильз, а в зазор между 2 1737 1 цилиндрическими поверхностями опорных буртов гильз и расточек блока цилиндров в качестве компенсаторов вводят безусадочно-прочный материал, после отверждения которого рабочий орган удаляют. Выполнение приведенного способа позволяет достигать поставленных задач, а именно увеличить точность и производительность процесса устранения овальности гильз цилиндров. На фиг. 1, 2 показан вид на блок цилиндров со стороны привалочной плоскости до и после проведения ремонта. В блоке цилиндров 1 (фиг. 1 и 2) установлены гильзы цилиндров 2. Внутренние цилиндрические поверхности гильз в процессе сборки и дальнейшей эксплуатации двигателя овализируются, при этом для эксплуатационной овальности большая ось овала как правило расположена в плоскости качания шатуна, т.е. Д 1 Д 2. Между цилиндрической поверхностью опорного бурта 3 гильзы цилиндров 2 и цилиндрической поверхности 4 расточки блока цилиндров 1 имеется зазор 5. При проведении ремонта двигателей внутреннего сгорания по заявленному способу при снятой головке блока цилиндров производят устранение овальности гильзы путем ее деформации рабочим органом, например, разжимом в плоскости малой оси овала или цанговой разжимкой по всему периметру зеркала цилиндра и др. При этом точность предварительного устранения овальности, зависящая от точности измерительного инструмента и чувствительности деформирующего рабочего органа, определяет окончательную точность устранения овальности в гильзе цилиндров. После предварительного устранения овальности в зазор 5 вводят безусадочно-прочный материал 6, например, какой-нибудь полимер и после его отверждения рабочий орган убирают. Причем, для фиксации положения гильзы, материал достаточно ввести в зоны зазора, расположенные по большой оси овала (фиг. 2). Примеры выполнения способа. Пример 1. На двигателе внутреннего сгорания КамАЗ-740, при снятой головке блока цилиндров индикаторным нутромером, замером в двух взаимно перпендикулярных плоскостях на расстоянии 25 мм от верхнего торца гильзы определили эксплуатационную овальность, она оказалась равной 0,048 мм. Затем, установив рабочий орган - винтовой разжим по малой оси овала, деформацией гильзы устранили овальность до нулевого значения согласно показателю индикаторной головки нутромера. После чего, в имеющийся зазор межд цилиндрическими поверхностями опорного бурта гильзы цилиндров и расточки блока в зонах, расположенных по большой оси эксплуатационного овала, ввели композицию, состоящую из анаэробного герметика Унитерм 9 и мелкодисперсного порошка меди. Спустя две минуты, после отверждения композиции, винтовой разжим убрали. Контрольный замер показал наличие незначительной овальности в пределах точности применяемого нутромера. Пример 2. На двигателе ЯМЗ-236 при снятой головке блока цилиндров с помощью цанговой разжимки устранили овальность, согласно контрольному обмеру до значения 0,002 мм, что является пределом точности индикаторного нутромера. Затем в имеющийся зазор между цилиндрическими поверхностями опорного бурта гильзы и расточки блока, в зоны, расположенные в плоскости качания шатуна, ввели эпоксидную композицию, состоящую из 100 массовых долей эпоксидной смолы ЭД-20, 50 массовых долей талька и 30 массовых долей отвердителя АФ-2. После отверждения композиции цанговую разжимку удалили. Контрольный обмер показал наличие незначительной овальности, равной овальности, полученной после введения цанговой разжимки. Таким образом, заявляемый способ обеспечивает высокую точность и увеличение производительности устранения овальности гильз цилиндров. Заказ 3718 Тираж 20 экз. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 4
МПК / Метки
МПК: B23P 6/00
Метки: способ, двигателей, сгорания, ремонта, внутреннего
Код ссылки
<a href="https://by.patents.su/4-1737-sposob-remonta-dvigatelejj-vnutrennego-sgoraniya.html" rel="bookmark" title="База патентов Беларуси">Способ ремонта двигателей внутреннего сгорания</a>
Очищающая присадка к топливам для двигателей внутреннего сгорания и топливо для двигателей внутреннего сгорания
Номер патента: 1560
Опубликовано: 16.12.1996
Авторы: Паоло Кок, Эмилио Гатти, Антонио Тонтодонати
МПК: C10L 1/22
Метки: двигателей, топливам, сгорания, внутреннего, очищающая, присадка, топливо
Текст:
...присадка может вводиться в топливо в виде раствора, например, при весовой концентрации 25-95 и предпочтительно 50-70 продукта в растворе. В качестве растворителя могут применяться спирты, эфиры, сложные эфиры,углеводородные соединения, хорошо растворяющие данньтй продукт.В соответствии с предпочтительным примером осуществления изобретения в качестве растворителя используют основное топливо, в которое предполагается ввести...
Смазочная композиция для двигателей внутреннего сгорания
Номер патента: 1284
Опубликовано: 16.09.1996
Авторы: Джузеппе Фисикаро, Джанпаоло Джербац
МПК: C10M 129/84
Метки: смазочная, композиция, двигателей, внутреннего, сгорания
Текст:
...от 5 до 50 весовых частей диалкилкарбоната с длинной молекулярной цепью) от 6 до 12 по весу обычны присадоке) от О до 15 присадок, улучшающих индекс вязкости и деп РВССОРНЫЭ СВОЙСТВа ПРИЧЕМ указанные СОСТЗВЫ С КОМОНЕНТОМ ПОп.С-., который является продуктом переэтерификации низкомолеку-лярного диалкилкарбоната со спиртовой смесью, содержащей, покрайней мере, до 98 весовым частей алифатических спиртов с линейной либо близкой к линейной...
Двигатель внутреннего сгорания
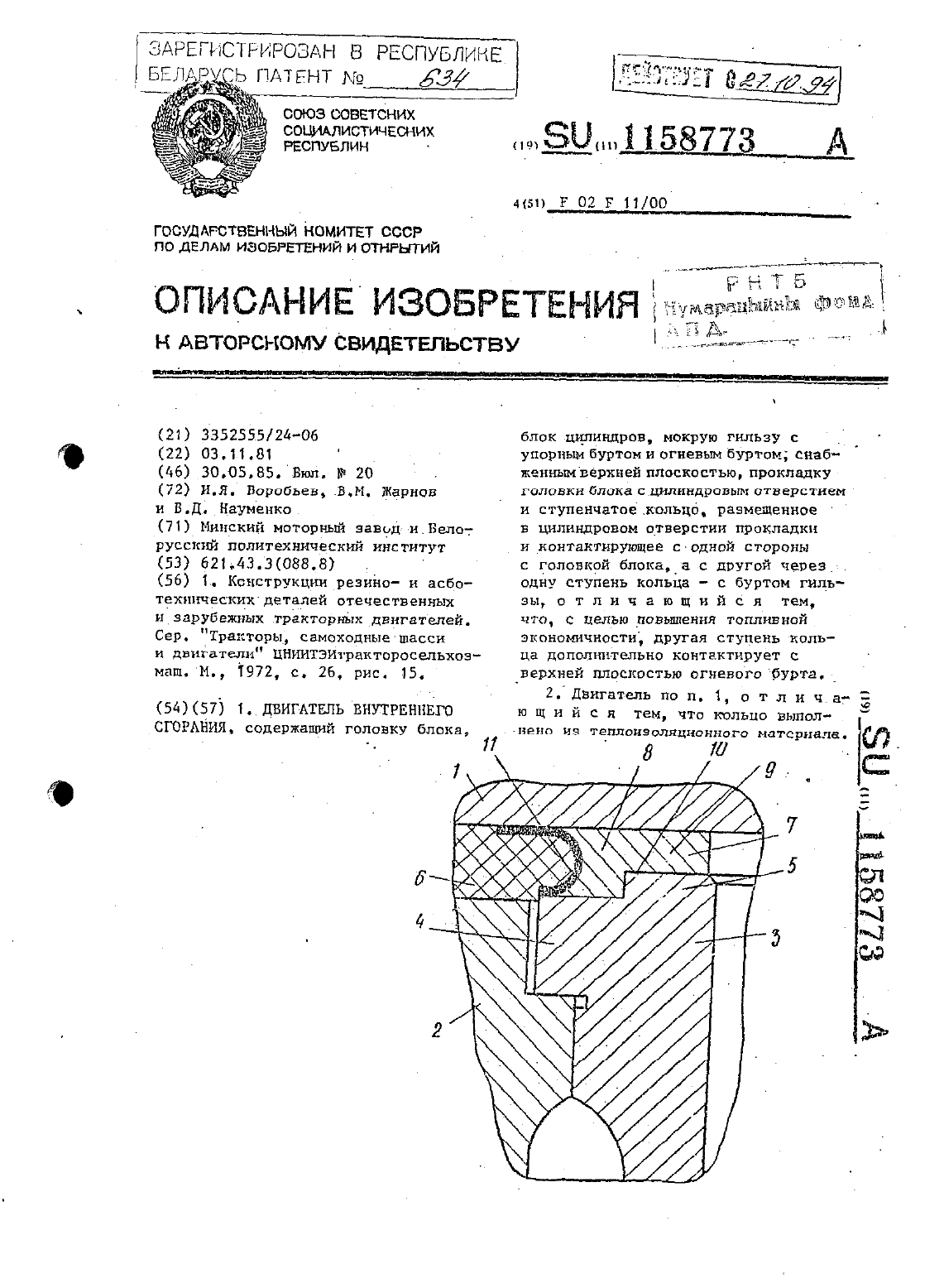
Номер патента: 634
Опубликовано: 30.06.1995
Авторы: Жарнов В. М., Науменко В. Д., Воробьев И. Я.
МПК: F02F 11/00
Метки: сгорания, двигатель, внутреннего
Текст:
...что другая ступень кольца дополнительио контактирует с верхней плоскостью огневого бурта.Кольцо может быть выполнено на теплоизоляционного материала. 30На чертеже представлен двигатель внутреннего сгорания. общий вид.Двигатель внутреннего сгорания 35 цилиндров, мокрую гильзу 3 с Упорчьхм д н огневым 5 буртами. Между блоком 2 и головкой 1 установлена прокладка6 головки блока, в цилнндровом отверстии которого гстаиовлено стчпенчатое кольцо...
Способ работы поршневого двигателя внутреннего сгорания и поршневой двигатель внутреннего сгорания
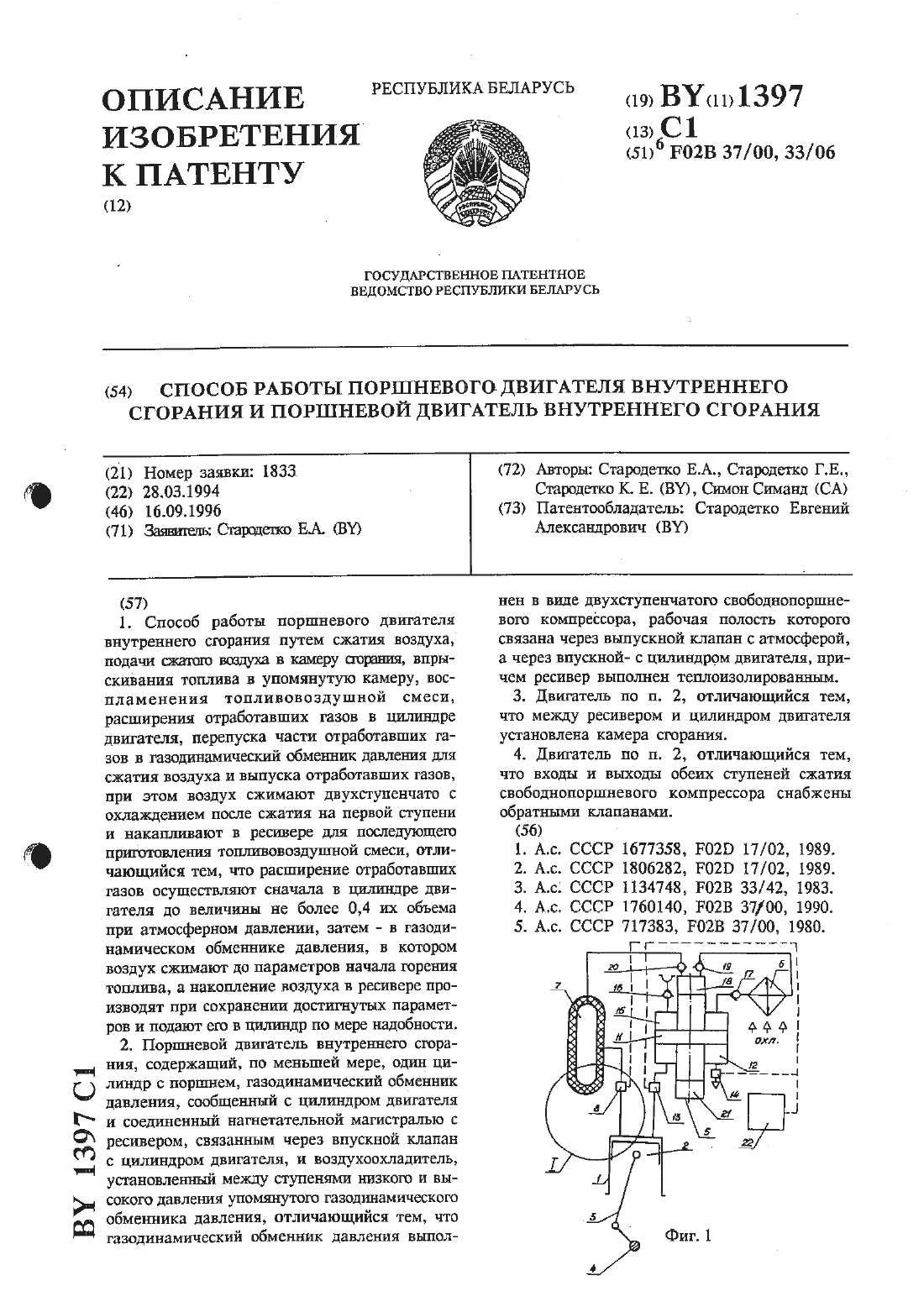
Номер патента: 1397
Опубликовано: 16.09.1996
Авторы: Стародетко Георгий Евгеньевич, Симон Симанд, Стародетко Евгений Александрович, Стародетко Константин Евгеньевич
МПК: F02B 37/00, F02B 33/06
Метки: способ, поршневого, двигатель, поршневой, работы, сгорания, двигателя, внутреннего
Текст:
...рабочих газов в газодинамический обменник давления для сжатия воздуха и выпуска отработавших газов, при этом воздух сжимают двухступенчато с охлаждением после сжатия на первой ступени и накапливают в ресивере для последующего приготовления тошшвовоздушной смеси, согласно изобретению, расширение рабочих газов осуществляют сначала в цилиндре двигателя до ведгичины не более 0,4 их объема при атмосферном давлении, а затем - в газоДИННМИЧЕСКОМ...
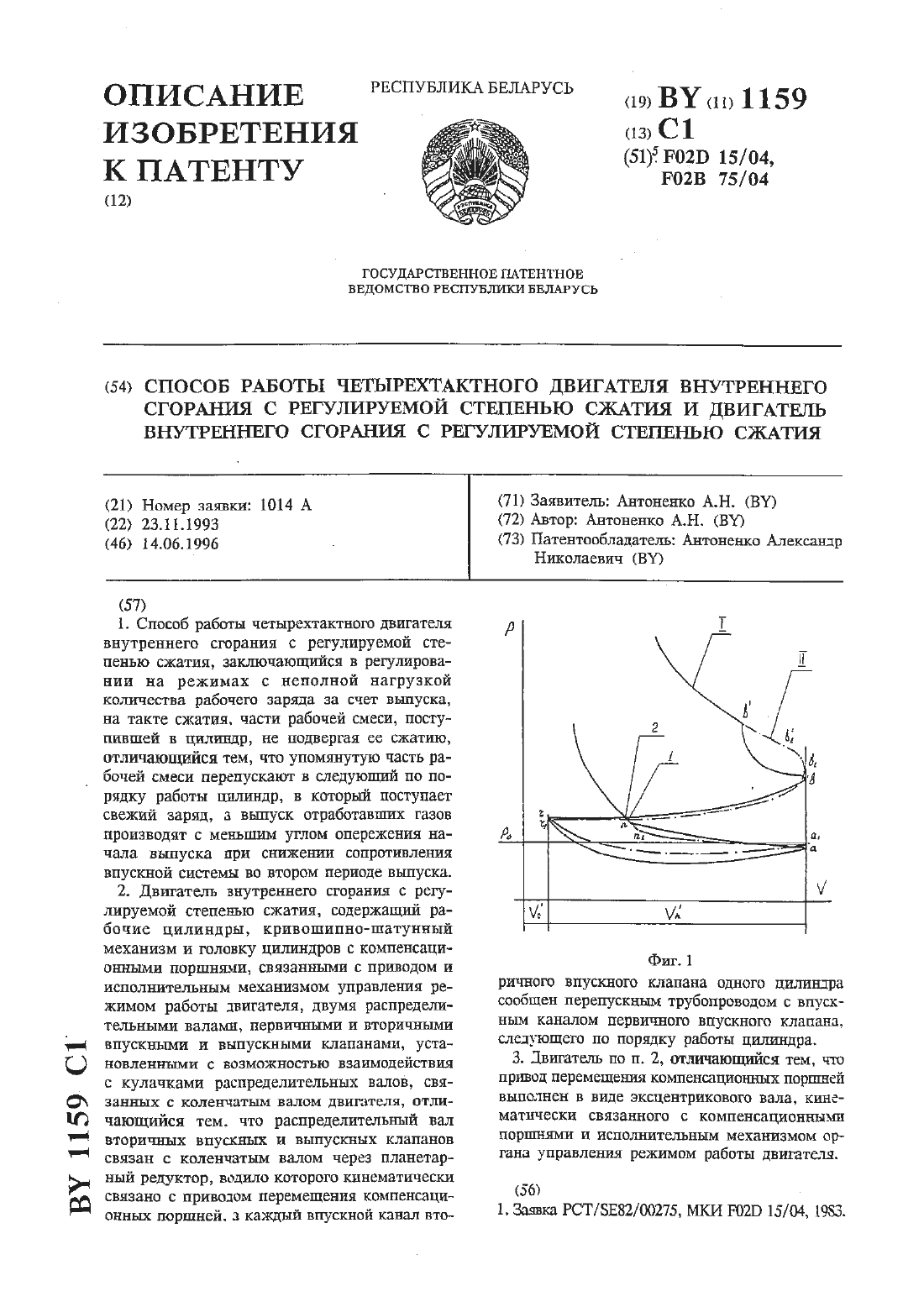
Способ работы четырехтактного двигателя внутреннего сгорания с регулируемой степенью сжатия и двигатель внутреннего сгорания с регулируемой степенью сжатия
Номер патента: 1159
Опубликовано: 14.06.1996
Автор: Антоненко Александр Николаевич
МПК: F02B 75/04, F02D 15/04
Метки: степенью, сгорания, регулируемой, двигателя, двигатель, сжатия, способ, четырехтактного, работы, внутреннего
Текст:
...происходит с Меньшши разряжением в шршндре (участок п -а 1 расположен вьшзе, чем аналогичный участок г-а (ФИГ- 1) И снижается сопротивление при обратном выталкиванигг части рабочей смеси (участок а 1-п 1 расположен ниже участка а-п). Работа,затрачиваемая на процесс наполнения цилгшдра рабочим зарядом. соответствует площади, ограниченной контуром г 1 а 1111-1 КОТОРЗЯ МЕНЬШЕ площади г-а-п-З. а следовательно, уменьшаются и потери в...
Предыдущий патент: Устройство для подъема кабины транспортного средства
Следующий патент: Способ биосинтеза рибофлавина
Случайный патент: Штамм бактерий Escherichia coli, продуцирующий нуклеозидфосфотрансферазу Erwinia herbicola