Деревообрабатывающий станок для изготовления профилей
Текст
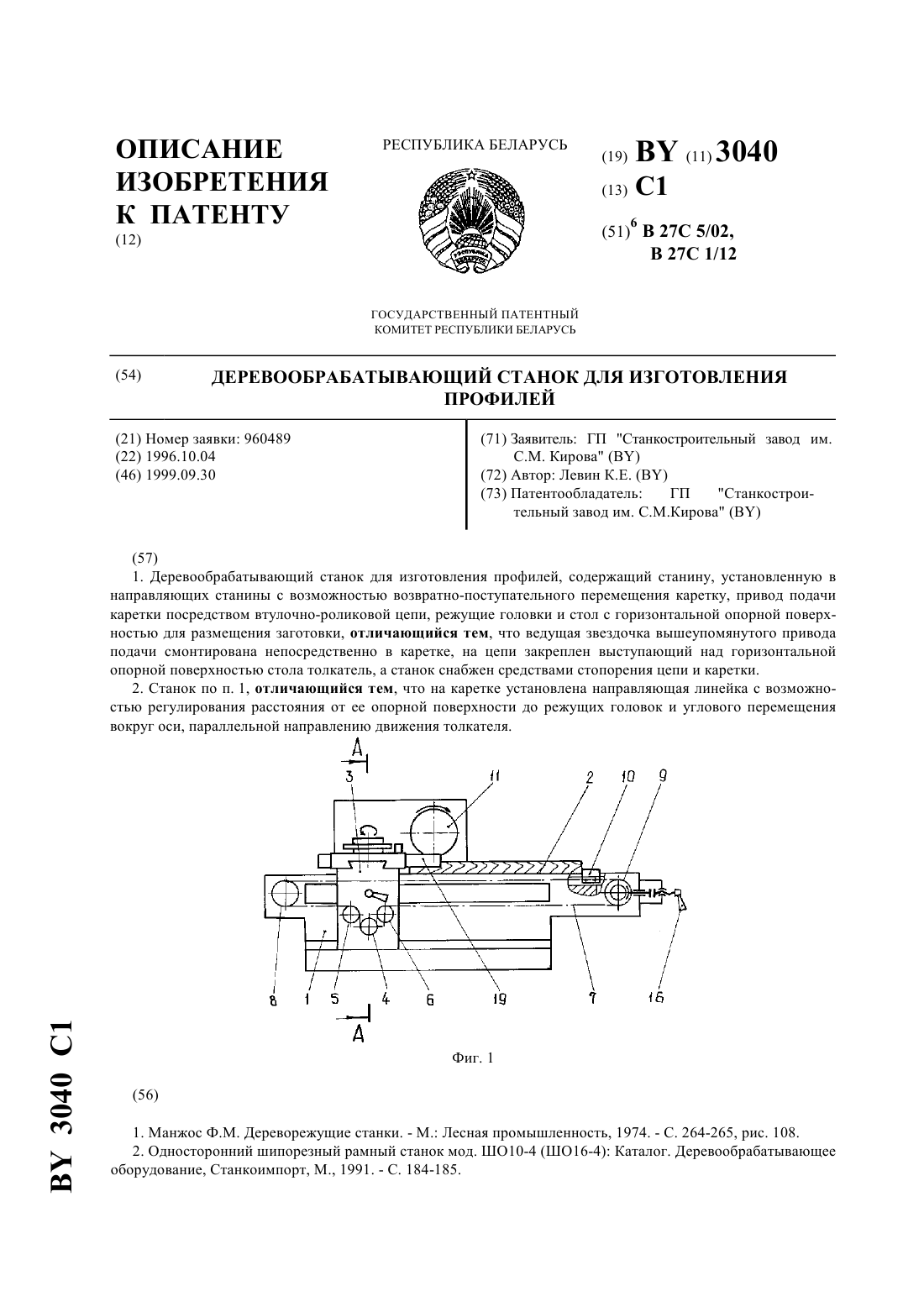
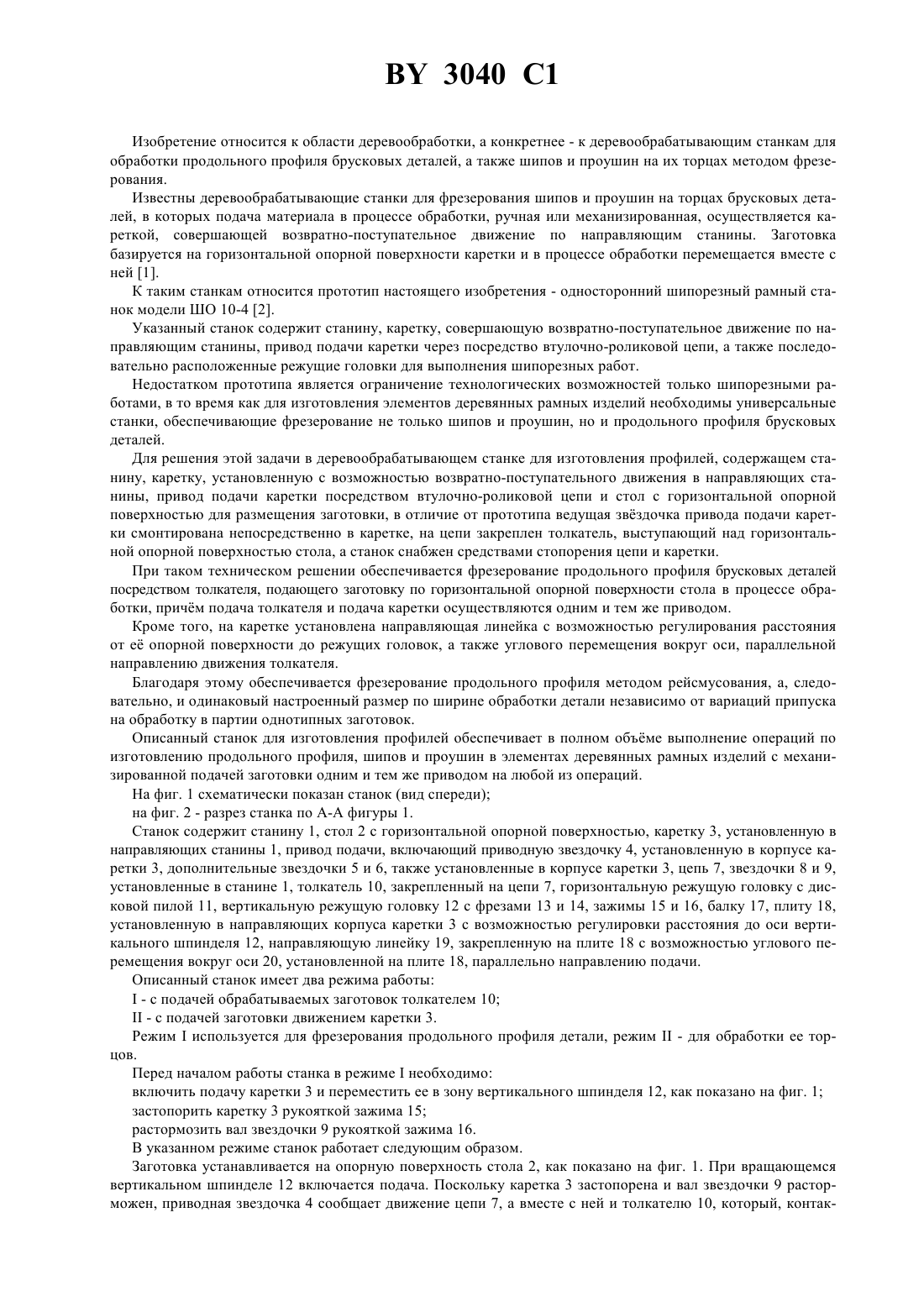
27 1/12 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ(71) Заявитель ГП Станкостроительный завод им. С.М. Кирова(73) Патентообладатель ГП Станкостроительный завод им. С.М.Кирова(57) 1. Деревообрабатывающий станок для изготовления профилей, содержащий станину, установленную в направляющих станины с возможностью возвратно-поступательного перемещения каретку, привод подачи каретки посредством втулочно-роликовой цепи, режущие головки и стол с горизонтальной опорной поверхностью для размещения заготовки, отличающийся тем, что ведущая звездочка вышеупомянутого привода подачи смонтирована непосредственно в каретке, на цепи закреплен выступающий над горизонтальной опорной поверхностью стола толкатель, а станок снабжен средствами стопорения цепи и каретки. 2. Станок по п. 1, отличающийся тем, что на каретке установлена направляющая линейка с возможностью регулирования расстояния от ее опорной поверхности до режущих головок и углового перемещения вокруг оси, параллельной направлению движения толкателя.(56) 1. Манжос Ф.М. Дереворежущие станки. - М. Лесная промышленность, 1974. - С. 264-265, рис. 108. 2. Односторонний шипорезный рамный станок мод. ШО 10-4 (ШО 16-4) Каталог. Деревообрабатывающее оборудование, Станкоимпорт, М., 1991. - С. 184-185. 3040 1 Изобретение относится к области деревообработки, а конкретнее - к деревообрабатывающим станкам для обработки продольного профиля брусковых деталей, а также шипов и проушин на их торцах методом фрезерования. Известны деревообрабатывающие станки для фрезерования шипов и проушин на торцах брусковых деталей, в которых подача материала в процессе обработки, ручная или механизированная, осуществляется кареткой, совершающей возвратно-поступательное движение по направляющим станины. Заготовка базируется на горизонтальной опорной поверхности каретки и в процессе обработки перемещается вместе с ней 1. К таким станкам относится прототип настоящего изобретения - односторонний шипорезный рамный станок модели ШО 10-4 2. Указанный станок содержит станину, каретку, совершающую возвратно-поступательное движение по направляющим станины, привод подачи каретки через посредство втулочно-роликовой цепи, а также последовательно расположенные режущие головки для выполнения шипорезных работ. Недостатком прототипа является ограничение технологических возможностей только шипорезными работами, в то время как для изготовления элементов деревянных рамных изделий необходимы универсальные станки, обеспечивающие фрезерование не только шипов и проушин, но и продольного профиля брусковых деталей. Для решения этой задачи в деревообрабатывающем станке для изготовления профилей, содержащем станину, каретку, установленную с возможностью возвратно-поступательного движения в направляющих станины, привод подачи каретки посредством втулочно-роликовой цепи и стол с горизонтальной опорной поверхностью для размещения заготовки, в отличие от прототипа ведущая звздочка привода подачи каретки смонтирована непосредственно в каретке, на цепи закреплен толкатель, выступающий над горизонтальной опорной поверхностью стола, а станок снабжен средствами стопорения цепи и каретки. При таком техническом решении обеспечивается фрезерование продольного профиля брусковых деталей посредством толкателя, подающего заготовку по горизонтальной опорной поверхности стола в процессе обработки, причм подача толкателя и подача каретки осуществляются одним и тем же приводом. Кроме того, на каретке установлена направляющая линейка с возможностью регулирования расстояния от е опорной поверхности до режущих головок, а также углового перемещения вокруг оси, параллельной направлению движения толкателя. Благодаря этому обеспечивается фрезерование продольного профиля методом реймусования, а, следовательно, и одинаковый настроенный размер по ширине обработки детали независимо от вариаций припуска на обработку в партии однотипных заготовок. Описанный станок для изготовления профилей обеспечивает в полном объме выполнение операций по изготовлению продольного профиля, шипов и проушин в элементах деревянных рамных изделий с механизированной подачей заготовки одним и тем же приводом на любой из операций. На фиг. 1 схематически показан станок (вид спереди) на фиг. 2 - разрез станка по А-А фигуры 1. Станок содержит станину 1, стол 2 с горизонтальной опорной поверхностью, каретку 3, установленную в направляющих станины 1, привод подачи, включающий приводную звездочку 4, установленную в корпусе каретки 3, дополнительные звездочки 5 и 6, также установленные в корпусе каретки 3, цепь 7, звездочки 8 и 9,установленные в станине 1, толкатель 10, закрепленный на цепи 7, горизонтальную режущую головку с дисковой пилой 11, вертикальную режущую головку 12 с фрезами 13 и 14, зажимы 15 и 16, балку 17, плиту 18,установленную в направляющих корпуса каретки 3 с возможностью регулировки расстояния до оси вертикального шпинделя 12, направляющую линейку 19, закрепленную на плите 18 с возможностью углового перемещения вокруг оси 20, установленной на плите 18, параллельно направлению подачи. Описанный станок имеет два режима работы- с подачей обрабатываемых заготовок толкателем 10- с подачей заготовки движением каретки 3. Режимиспользуется для фрезерования продольного профиля детали, режим- для обработки ее торцов. Перед началом работы станка в режименеобходимо включить подачу каретки 3 и переместить ее в зону вертикального шпинделя 12, как показано на фиг. 1 застопорить каретку 3 рукояткой зажима 15 растормозить вал звездочки 9 рукояткой зажима 16. В указанном режиме станок работает следующим образом. Заготовка устанавливается на опорную поверхность стола 2, как показано на фиг. 1. При вращающемся вертикальном шпинделе 12 включается подача. Поскольку каретка 3 застопорена и вал звездочки 9 расторможен, приводная звездочка 4 сообщает движение цепи 7, а вместе с ней и толкателю 10, который, контак 3040 1 тируя с торцом заготовки, перемещает ее по опорной поверхности стола 2 в зону обработки фрезой 13. В процессе фрезерования заготовка базируется своей противоположной боковой поверхностью по направляющей линейке 19, предварительно отрегулированной в соответствии с шириной заготовки и углом наклона этой поверхности. По окончании обработки деталь снимается со стола и толкатель 10 возвращается в свое исходное положение путем реверсирования приводной звездочки 4. Для работы в режимецепь стопорится зажимом 16, каретка 3 растормаживается зажимом 15 и переводится в исходное положение перед горизонтальной режущей головкой с пилой 11. Заготовка устанавливается на опорную поверхность плиты 18, прижимается своей боковой поверхностью к балке 17 и зажимается сверху(на чертеже не показано). При вращающихся шпинделях включается подача каретки 3. При этом приводная звездочка 4, обкатываясь по застопоренной цепи 7, сообщает расторможенной каретке 3 движение подачи в зону обработки. Дополнительные звездочки 5 и 6 обеспечивают необходимый для работы цепной передачи угол охвата приводной звездочки 4 цепью 7. Во время движения каретки 3 последовательно осуществляются торцовка заготовки дисковой пилой 11 и формирование торцового профиля фрезой 14. По окончании обработки изделие снимается, а каретка 3 возвращается в исходное положение. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
Метки: профилей, деревообрабатывающий, изготовления, станок
Код ссылки
<a href="https://by.patents.su/3-3040-derevoobrabatyvayushhijj-stanok-dlya-izgotovleniya-profilejj.html" rel="bookmark" title="База патентов Беларуси">Деревообрабатывающий станок для изготовления профилей</a>
Деревообрабатывающий станок, преимущественно для изготовления паркетной планки
Номер патента: 2970
Опубликовано: 30.09.1999
Автор: ЛЕВИН Ким Ефимович
МПК: B27M 3/04
Метки: деревообрабатывающий, планки, изготовления, паркетной, станок, преимущественно
Текст:
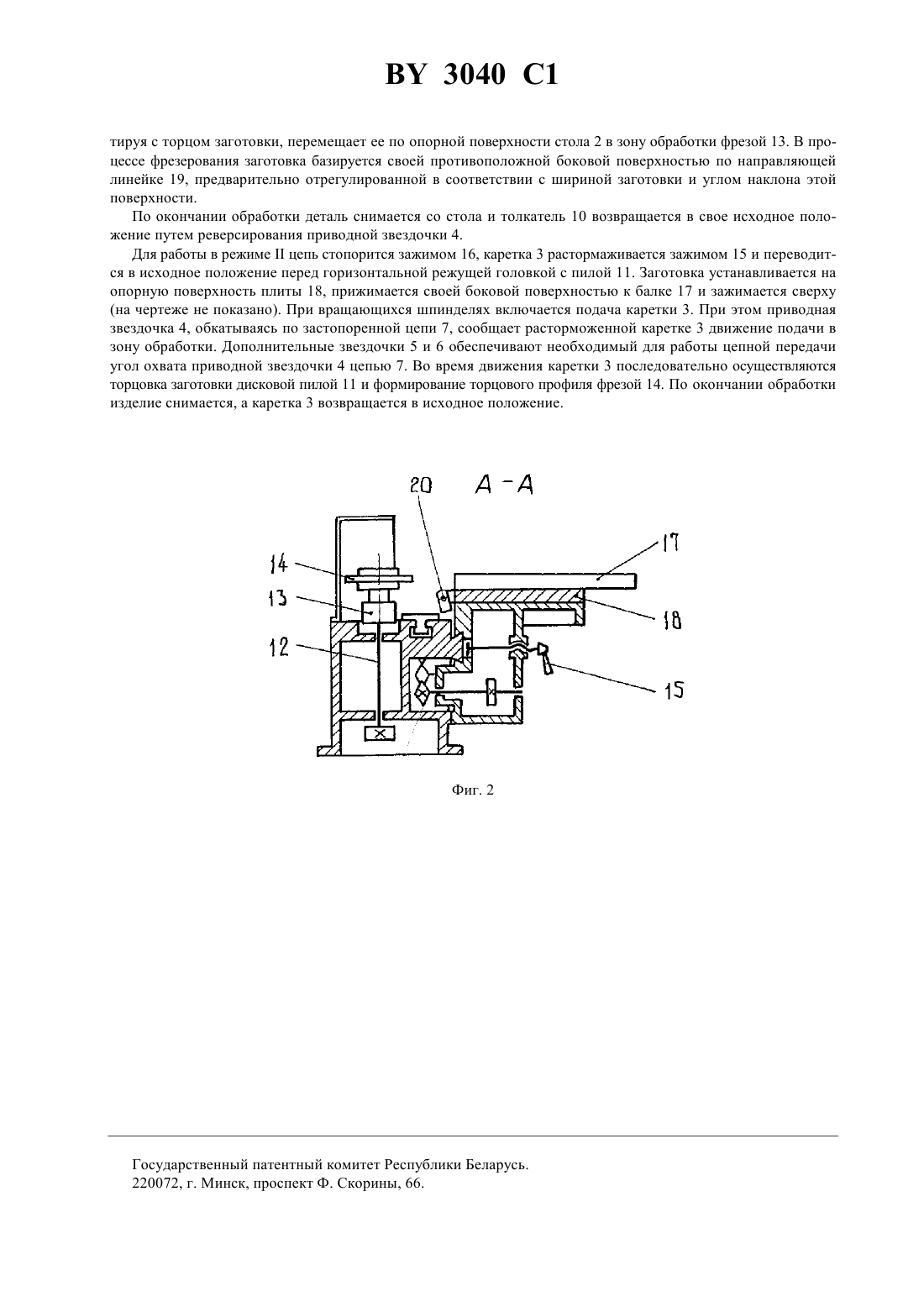
...деревообрабатывающий станок, преимущественно для изготовления паркетной планки, содержащий, как и станок-прототип, станину, на которой смонтированы нижний стол с опорной поверхностью, обращенной вверх, верхний механизм поджима заготовки к опорной поверхности указанного стола, две горизонтальные режущие головки для обработки верхней и нижней плоскостей, верхний цепной транспортр подачи заготовки, а также питатель с поштучной выдачей...
Деревообрабатывающий станок
Номер патента: 1337
Опубликовано: 16.09.1996
Авторы: Сенько Л. В., Цыбуленко П. В.
МПК: B27C 1/08
Метки: станок, деревообрабатывающий
Текст:
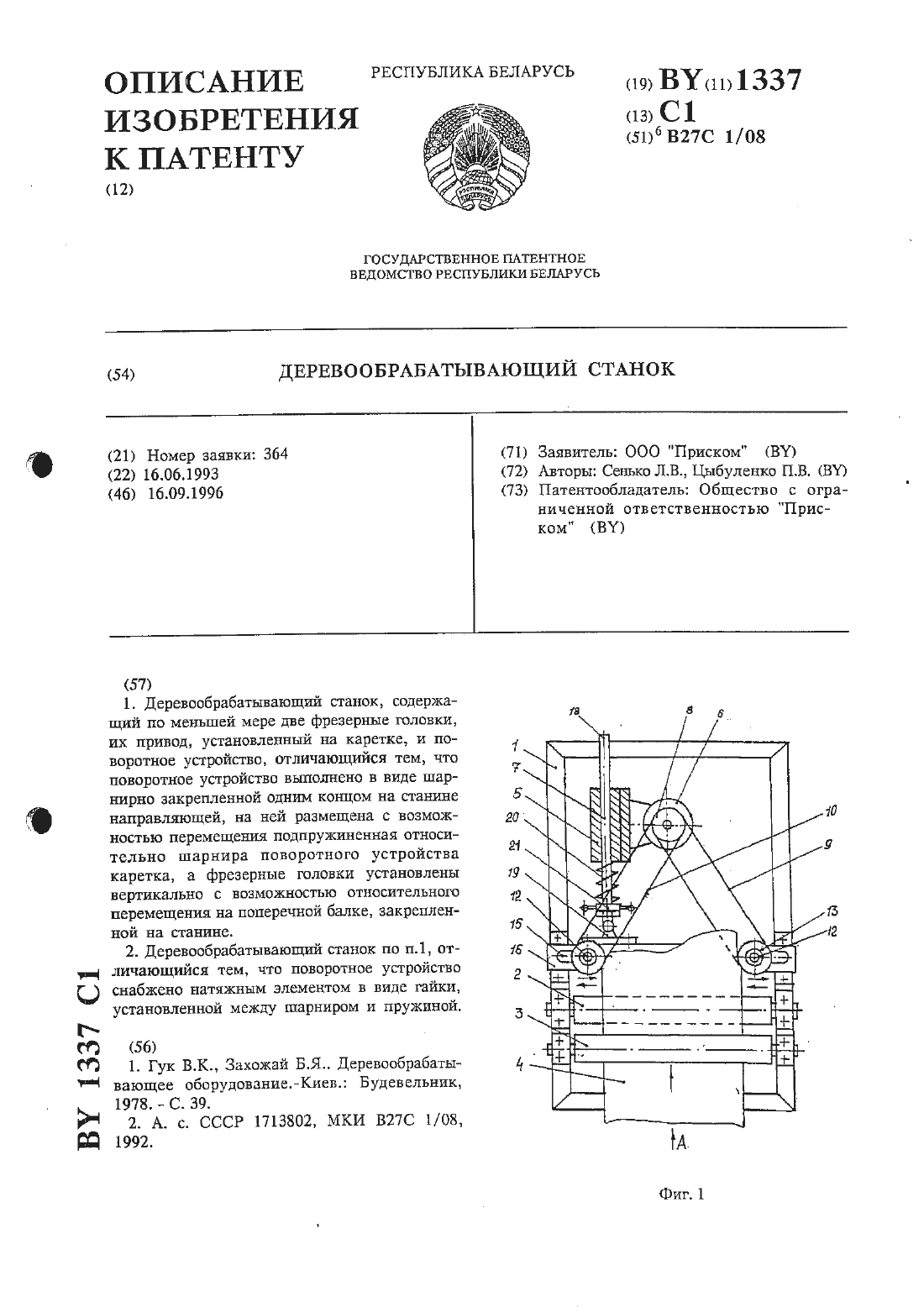
...меньшей мере две фрезерные головки, их привод, установленный на каретке, и поворотное устройство, имеются существенные отличия в том, что поворотное устройство выполнено в виде гпарнирно закрепленной одним концом на станине направляющей, на ней размещена с возможностью перемещения подпружиненная относительно шарнира поворотного устройства каретка, а фрезерные головки установлены вертикально с возможностью относительного перемещения на...
Станок для изготовления паркетной планки
Номер патента: 976
Опубликовано: 15.12.1995
Автор: Ломянский Анатолий Антонович
МПК: B27M 3/04
Метки: станок, планки, изготовления, паркетной
Текст:
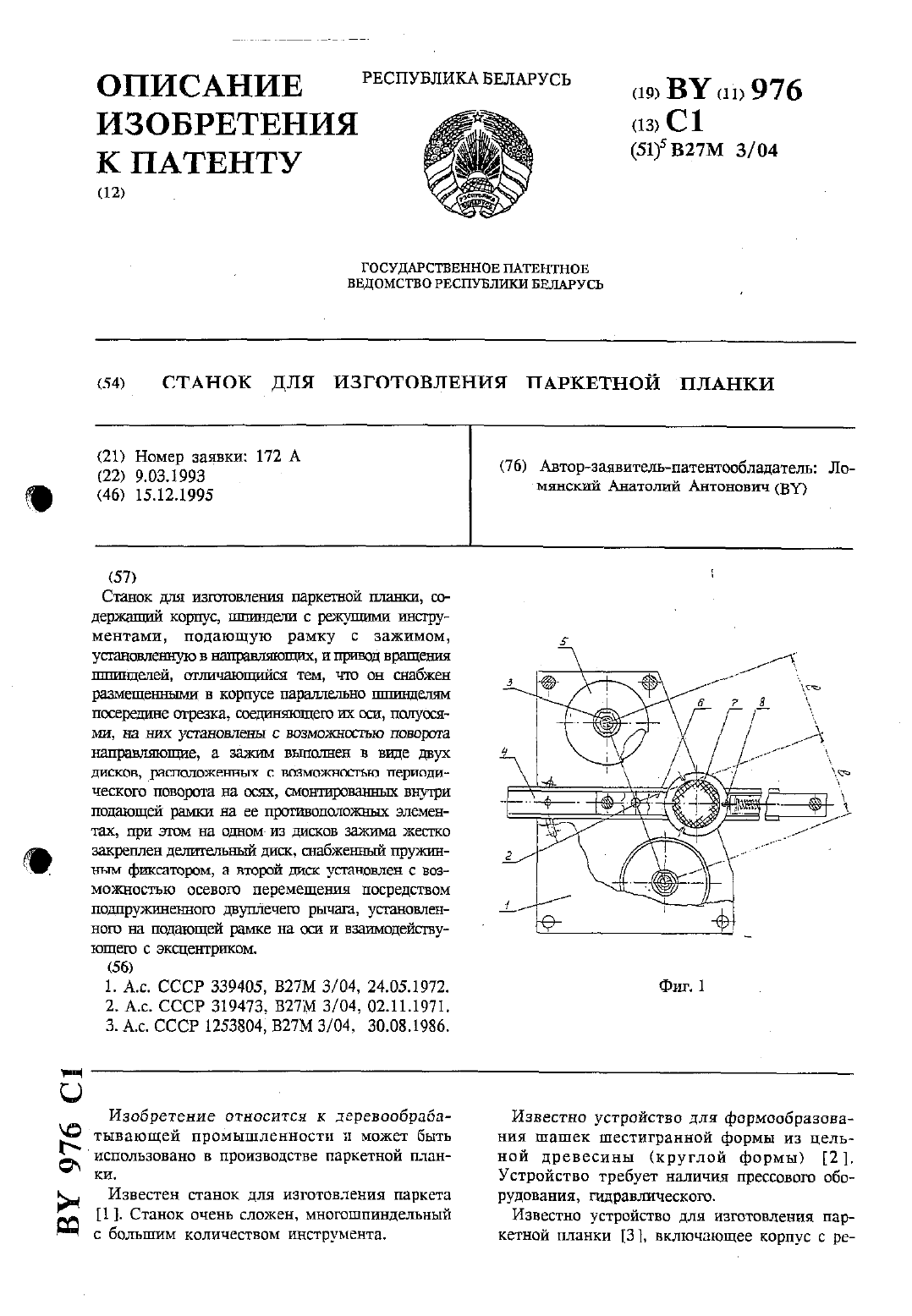
...фиксатором, а второй диск установлен с возможностью осевого перемещения посредством подпружиненного двуплечето рычага, установленного на подающей рамке на оси и взаимодействующего с эксцентриком.На фиг. 1 изображен общий вид станка на фиг. 2 изображен вид станка сбоку на фиг. 3 изображена подающая рамка в плане на фиг. 4 изображены заготовка (слева) и деталь(планка) на фиг. 5 изображена схема поэтапной обработки заготовки за три операции...
Станок для заточки ножей
Номер патента: 1976
Опубликовано: 30.12.1997
Авторы: Бондарев Анатолий Федорович, Хаги Григорий Яковлевич, Давгилов Николай Иванович, Симаков Виктор Васильевич, Коновалов Геннадий Иосифович
Текст:
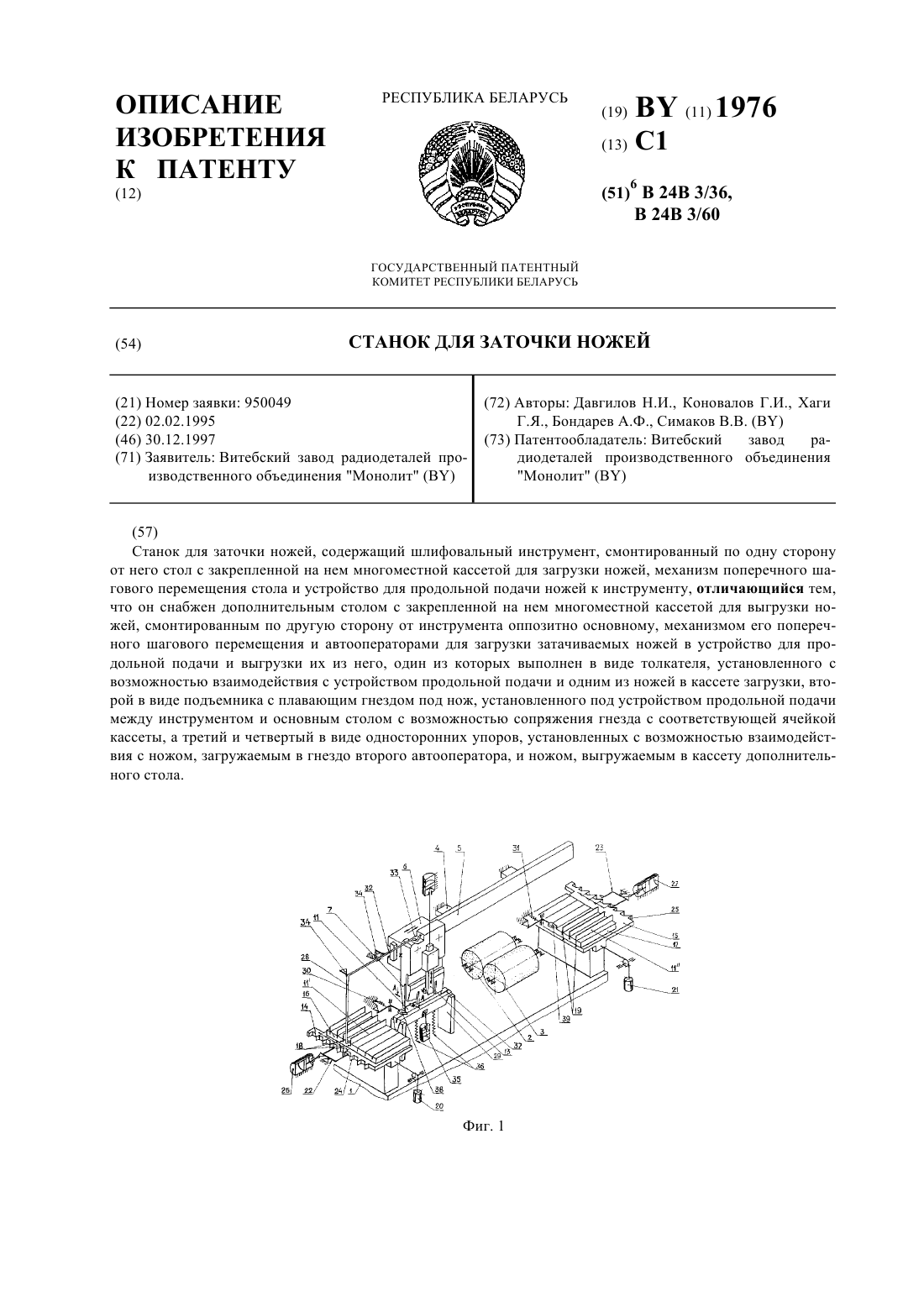
...на станке 1 оппозитно установленные шлифовальные головки 2, 3 и устройство 4 продольной подачи ножей. Устройство 4 содержит установленную на траверсе 5 подвижную каретку 6, несущую зажим 7, губки 8 и 9 которого образуют щелеобразный паз 10 для размещения затачиваемого ножа 11. Нож 11 в пазу 10 уста 2 1976 1 навливается до упора в опоры 12 и зажимается губкой 9 под воздействием клинового механизма 13, для чего губка 9 выполнена в виде...
Станок для заточки пил
Номер патента: 2796
Опубликовано: 30.06.1999
Авторы: Зиндер Анатолий Михайлович, Калугин Аркадий Павлович, Вайнштейн Вячеслав Наумович
МПК: B23D 63/12, B24B 3/58
Текст:
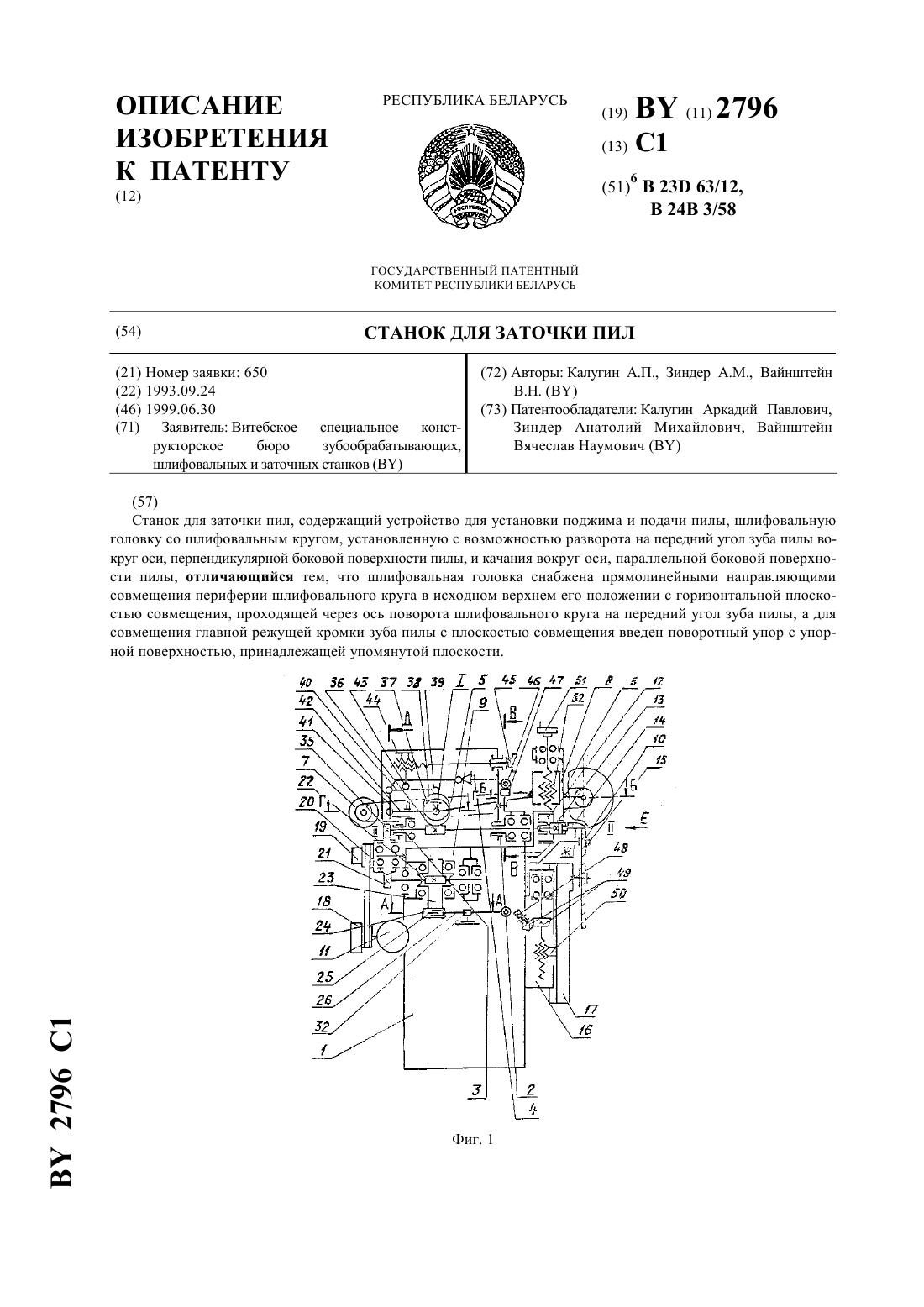
...схема станка с устройством совмещения периферии шлифовального круга на фиг. 2 - разрез А-А на фиг.1, кинематическая цепь привода подающей собачки на фиг. 3 - разрез Б-Б на фиг.1, прямолинейные направляющие совмещения периферии шлифовального круга на фиг 4 - разрез В-В на фиг.1. Кинематическая цепь поворота шлифовальной головки на передний угол зуба пилы на фиг. 5 - разрез Г-Г, ось качания шлифовальной головки на фиг. 6 - разрез Д-Д, рычажная...
Предыдущий патент: Устройство для безигольной инъекции в стоматологии
Следующий патент: Способ укрепления откосов земляных сооружений и устройство для его осуществления
Случайный патент: Смесь дефибротида и G-CSF и ее применение для активирования гематопоэтических предшественников