Деревообрабатывающий станок, преимущественно для изготовления паркетной планки

Текст
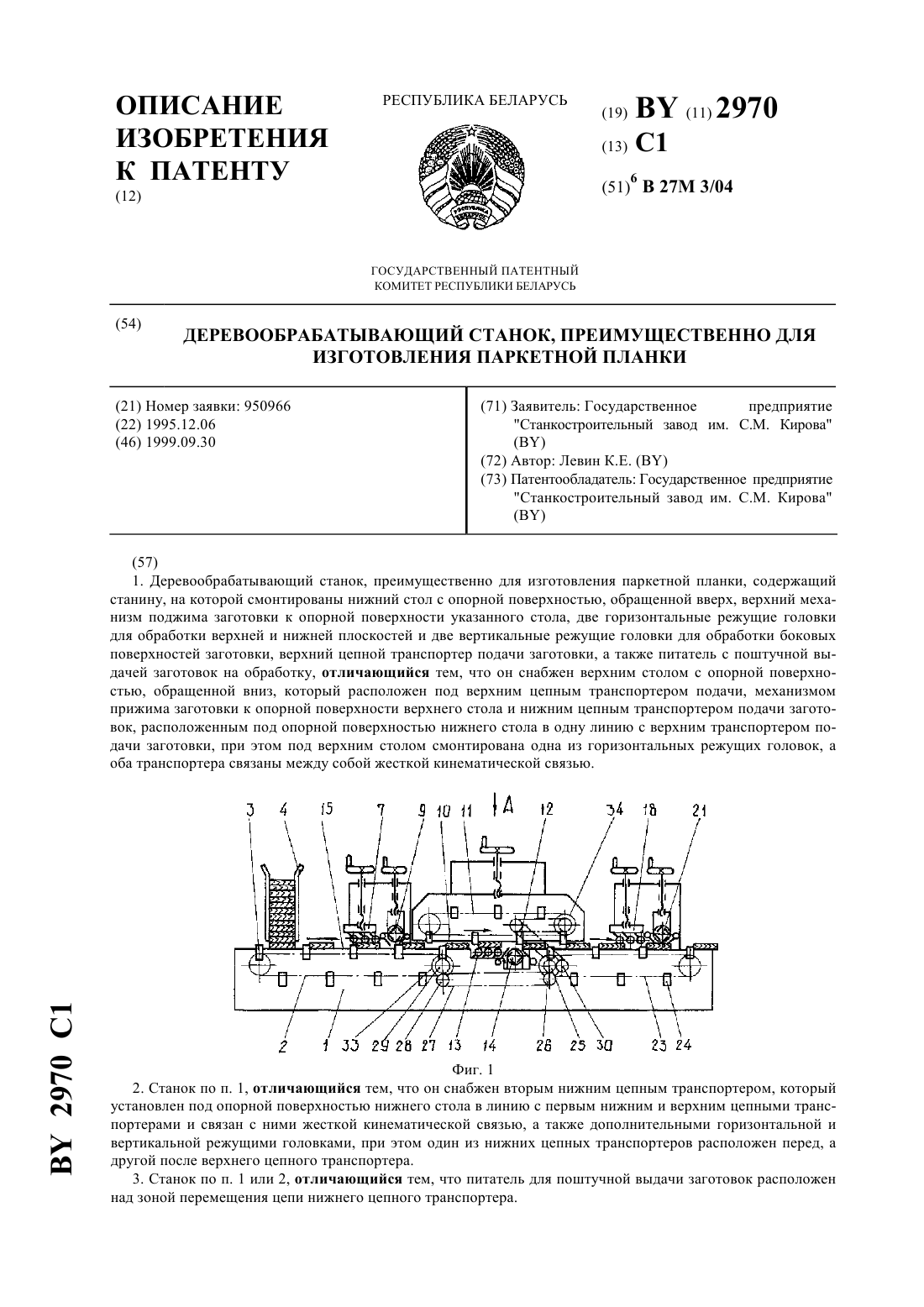
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ПАРКЕТНОЙ ПЛАНКИ(71) Заявитель Государственное предприятие Станкостроительный завод им. С.М. Кирова(73) Патентообладатель Государственное предприятие Станкостроительный завод им. С.М. Кирова(57) 1. Деревообрабатывающий станок, преимущественно для изготовления паркетной планки, содержащий станину, на которой смонтированы нижний стол с опорной поверхностью, обращенной вверх, верхний механизм поджима заготовки к опорной поверхности указанного стола, две горизонтальные режущие головки для обработки верхней и нижней плоскостей и две вертикальные режущие головки для обработки боковых поверхностей заготовки, верхний цепной транспортер подачи заготовки, а также питатель с поштучной выдачей заготовок на обработку, отличающийся тем, что он снабжен верхним столом с опорной поверхностью, обращенной вниз, который расположен под верхним цепным транспортером подачи, механизмом прижима заготовки к опорной поверхности верхнего стола и нижним цепным транспортером подачи заготовок, расположенным под опорной поверхностью нижнего стола в одну линию с верхним транспортером подачи заготовки, при этом под верхним столом смонтирована одна из горизонтальных режущих головок, а оба транспортера связаны между собой жесткой кинематической связью. Фиг. 1 2. Станок по п. 1, отличающийся тем, что он снабжен вторым нижним цепным транспортером, который установлен под опорной поверхностью нижнего стола в линию с первым нижним и верхним цепными транспортерами и связан с ними жесткой кинематической связью, а также дополнительными горизонтальной и вертикальной режущими головками, при этом один из нижних цепных транспортеров расположен перед, а другой после верхнего цепного транспортера. 3. Станок по п. 1 или 2, отличающийся тем, что питатель для поштучной выдачи заготовок расположен над зоной перемещения цепи нижнего цепного транспортера.(56) 1. Станок для обработки паркетной фризы ПАРК-9. Деревообрабатывающее оборудование Отраслевой каталог. М., 1991. - С. 157. Изобретение относится к области обработки древесины, а конкретнее - к станкам для строгания и фрезерования, и может быть использовано преимущественно для промышленного производства штучного паркета. Известен станок четырехсторонний продольно-фрезерный для обработки паркетной планки модели ПАРК-9 1. Он содержит станину с рабочим столом, опорная поверхность которого обращена вверх, четыре режущие головки (две горизонтальные и две вертикальные), механизм подачи, расположенный над рабочим столом станины, и автоматическое загрузочное устройство, подающее заготовки из питателя на опорную поверхность стола. Механизм подачи включает цепной транспортер с поводками и установленный последовательно с ним подпружиненный валец. Заготовки из загрузочного устройства поштучно подаются на опорную поверхность стола под цепной транспортер механизма подачи, поводки которого благодаря сцеплению с древесиной перемещают их в зону обработки, где последовательно расположены вначале горизонтальная режущая головка для фрезерования нижней плоскости методом фугования, а затем две вертикальные режущие головки для фрезерования соответственно левой и правой боковых поверхностей паркетной планки. Во время обработки планки поджимаются к опорной поверхности стола усилием встроенных в звенья цепи пружин. После выхода из-под цепного транспортера планка подхватывается подпружиненным вальцом и подается под горизонтальную режущую головку для фрезерования верхней плоскости методом рейсмусования. Описанный станок является прототипом настоящего изобретения. Изобретение решает задачу улучшения качества обработки паркетной планки, упрощения конструкции и эксплуатации оборудования, а также уменьшения его длины и улучшения показателей надежности работы. В станке-прототипе горизонтальный шпиндель нижнего суппорта расположен в разрыве опорной поверхности стола, что существенно ухудшает базирование короткой заготовки паркетной планки при фуговании е нижней плоскости, когда е передняя часть, нагруженная силами резания и прижима, лишена опоры, а задняя,прижатая к опорной поверхности стола, имеет относительно малую длину. При этом ухудшается качество обработки, в особенности при фуговании коротких и жстких планок из древесины твердолиственных пород,являющихся основным материалом в производстве штучного паркета. Кроме того, заготовка из-за неизбежных неровностей своим передним концом может проваливаться в разрыв стола, вследствие чего происходит схватывание конца, приводящее к браку. По этим причинам, а также в силу высоких требований к качеству паркета, предъявляемых действующими стандартами и потребителем, весь процесс обработки разделяют на черновой и чистовой, выполняя его последовательно на двух станках, соединенных в линию, в которой станок для черновой обработки устраняет в основном неровности черновых базовых поверхностей, подготавливая относительно ровные базы для повторного фрезерования на втором станке, что на практике является необходимым условием достижения требуемого качества обработки. При этом усложняются конструкция и эксплуатация оборудования, практически вдвое увеличивается его длина, возникает необходимость в оснащении линии промежуточным транспортным устройством, автоматически подающим заготовки с одного станка на другой, снижая показатели наджности его работы. Согласно изобретению, деревообрабатывающий станок, преимущественно для изготовления паркетной планки, содержащий, как и станок-прототип, станину, на которой смонтированы нижний стол с опорной поверхностью, обращенной вверх, верхний механизм поджима заготовки к опорной поверхности указанного стола, две горизонтальные режущие головки для обработки верхней и нижней плоскостей, верхний цепной транспортр подачи заготовки, а также питатель с поштучной выдачей заготовок на обработку, отличается тем, что он снабжен верхним столом с опорной поверхностью, обращенной вниз, который расположен под верхним цепным транспортром подачи, механизмом прижима заготовки к опорной поверхности верхнего стола и нижним цепным транспортром подачи заготовок, расположенным под опорной поверхностью нижнего стола в одну линию с верхним транспортром подачи заготовок, при этом под верхним столом смонтирована одна из горизонтальных режущих головок, а оба транспортра связаны между собой жсткой кинематической связью. Кроме того, станок отличается от прототипа и тем, что он снабжен вторым нижним цепным транспортром, который расположен под опорной поверхностью нижнего стола в линию с первым нижним и верхним цепными транспортрами и связан с ними жсткой кинематической связью, а также дополнительными горизонтальной и вертикальной режущими головками, при этом один из нижних цепных транспортров расположен перед, а другой после верхнего цепного транспортра. Кроме того, станок отличается и тем, что питатель для поштучной выдачи заготовок расположен над зоной перемещения цепи нижнего цепного транспортера. Технический результат, достигаемый изобретением, состоит в том, что нижняя плоскость паркетной планки так же, как и верхняя, обрабатывается способом рейсмусования, при котором планка по всей длине базируется на опорной поверхности стола и прижимается к ней механизмом прижима и усилием резания. 2 2970 1 Этим обеспечивается повышение качества обработки нижней плоскости и паркетной планки в целом. Технический результат выражается и в упрощении конструкции благодаря тому, что возможность как черновой, так и чистовой обработки паркетной планки обеспечивается одним станком, что исключает необходимость в межстаночном транспорте, связывающем между собой два станка-прототипа. Упрощение конструкции состоит и в том, что функции автоматического загрузочного устройства в станке выполняет нижний транспортер подачи, поштучно проталкивающий заготовки из питателя на стол, в то время как в станке-прототипе эти функции выполняет отдельное автоматическое загрузочное устройство, переналаживаемое в зависимости от настроенной скорости подачи. Кроме того, технический результат выражается в уменьшении длины оборудования в сравнении с суммарной длиной линии из двух станков-автоматов. Изобретение иллюстрируется чертежом, где показано следующее на фиг. 1 - конструктивно-кинематическая схема станка во фронтальном изображении,на фиг. 2 - конструктивно-кинематическая схема станка в плане. Деревообрабатывающий станок, преимущественно для изготовления паркетной планки, содержит станину 1, нижний цепной транспортр 2 подачи заготовок, снабженный упорами 3, питатель 4 с поштучной выдачей заготовок на обработку, направляющую линейку 5, боковой 6 и верхний 7 механизмы прижима заготовок, вертикальную 8 и горизонтальную 9 режущие головки, верхний стол 10 с опорной поверхностью,обращенной вниз, верхний цепной транспортр 11 подачи заготовок, снабженный упорами 12, механизм 13 прижима заготовки к опорной поверхности верхнего стола, горизонтальную режущую головку 14, смонтированный на станине нижний стол 15 с опорной поверхностью, обращенной вверх, направляющую линейку 16, боковой 17 и верхний 18 механизмы прижима заготовок, вертикальные режущие головки 19 и 20, горизонтальную режущую головку 21, привод подачи 22, нижний цепной транспортр 23 подачи заготовок,снабженный упорами 24, зубчатые колса 25, 26, цепную передачу 27 и зубчатые колса 28, 29, образующие жсткую кинематическую цепь между нижними цепными транспортрами 2 и 23, зубчатое колесо 30 и цепные передачи 31, 32, образующие жсткую кинематическую цепь между верхним 11 и нижними 2, 23 цепными транспортрами. Механизмы прижима заготовок 6, 7, 13, 17, 18 снабжены рольгангами с подпружиненными роликами. Транспортры 2 и 11 снабжены ведущими звздочками 33 и 34. Станок работает следующим образом. Упор 3 транспортера 2 в зоне загрузки выталкивает нижнюю заготовку из стопки, находящейся в питателе 4, и перемещает е по опорной поверхности стола 15 в зону обработки, где последовательно осуществляется поджим заготовки к направляющей линейке 5 посредством бокового механизма прижима 6, поджим заготовки к опорной поверхности стола 15 верхним механизмом прижима 7, черновое фрезерование боковой кромки заготовки режущей головкой 8 и верхней плоскости заготовки режущей головкой 9. По окончании обработки упор 3, огибая звздочку 33 транспортера 2, освобождает заготовку, а набегающий упор 12 верхнего транспортера 11, движущийся с некоторым отставанием от упора 3, проталкивает е на рольганг нижнего механизма прижима 13, поджимающего подпружиненными роликами заготовку е верхней обработанной плоскостью к опорной поверхности верхнего стола 10, и далее в зону обработки, где режущей головкой 14 осуществляется чистовое фрезерование нижней плоскости. После этого упор 12, огибая звездочку 34 транспортера 11, освобождает заготовку, а набегающий упор 24 транспортера 23 проталкивает е в следующую зону обработки, где верхний и боковой механизмы прижима 17 и 18 поджимают заготовку к направляющей линейке 16 и опорной поверхности стола 15, а режущие головки 19, 20 и 21 фрезеруют начисто боковые кромки и верхнюю плоскость. Обработанная паркетная планка выгружается из станка упором 24 транспортра 23. Фиг. 2 Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 3
МПК / Метки
МПК: B27M 3/04
Метки: преимущественно, станок, планки, паркетной, изготовления, деревообрабатывающий
Код ссылки
<a href="https://by.patents.su/3-2970-derevoobrabatyvayushhijj-stanok-preimushhestvenno-dlya-izgotovleniya-parketnojj-planki.html" rel="bookmark" title="База патентов Беларуси">Деревообрабатывающий станок, преимущественно для изготовления паркетной планки</a>
Станок для изготовления паркетной планки
Номер патента: 976
Опубликовано: 15.12.1995
Автор: Ломянский Анатолий Антонович
МПК: B27M 3/04
Метки: изготовления, паркетной, планки, станок
Текст:
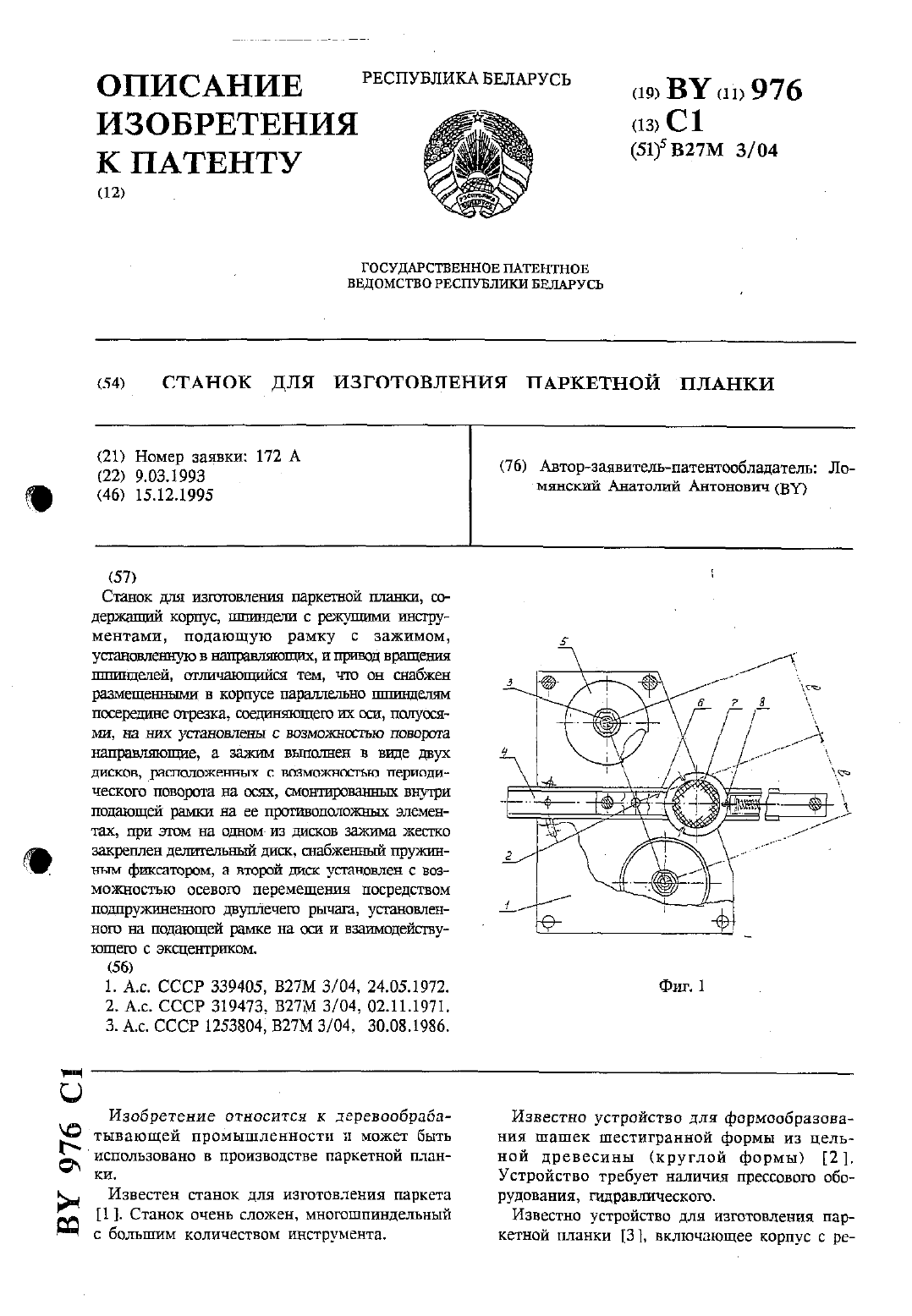
...фиксатором, а второй диск установлен с возможностью осевого перемещения посредством подпружиненного двуплечето рычага, установленного на подающей рамке на оси и взаимодействующего с эксцентриком.На фиг. 1 изображен общий вид станка на фиг. 2 изображен вид станка сбоку на фиг. 3 изображена подающая рамка в плане на фиг. 4 изображены заготовка (слева) и деталь(планка) на фиг. 5 изображена схема поэтапной обработки заготовки за три операции...
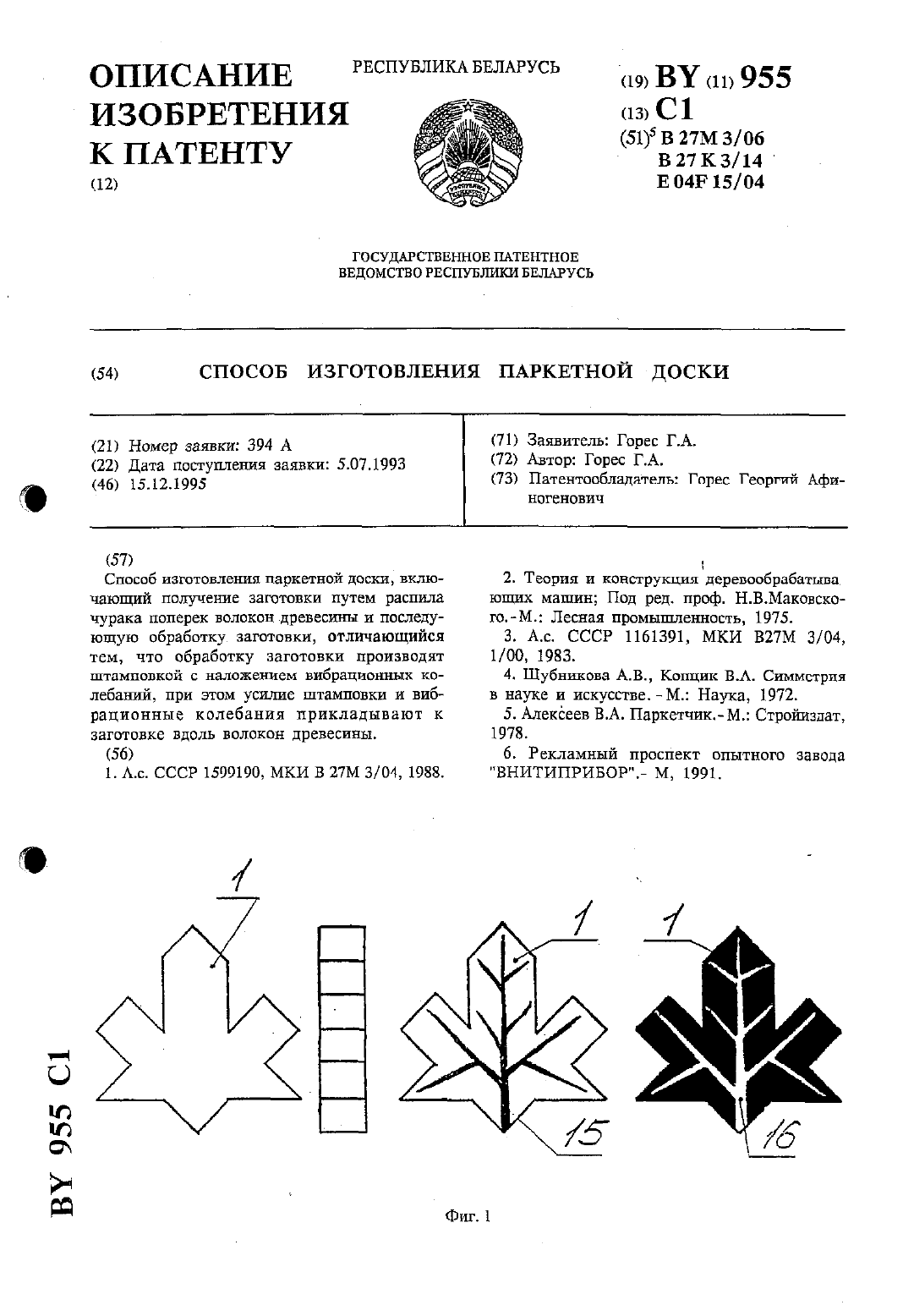
Способ изготовления паркетной доски
Номер патента: 955
Опубликовано: 15.12.1995
Автор: Горес Георгий Афиногенович
МПК: B27K 3/14, E04F 15/04, B27M 3/06...
Метки: изготовления, паркетной, доски, способ
Текст:
...декоративных панно.Окисление дубильных составляющих древесины при химической окраске в традиционной технологии покрытия может привести к нежедательным результатам, портящим внешнийбраже-ниого на- -фиг.2, вид древесины 5, но которые являются желательными в предлагаемом способе для достижения декоративности фигур паркета,которые также дополнительно могут быть модифицированы различными красителями.Способ изготовления паркетной доски поясняется...
Деревообрабатывающий станок
Номер патента: 1337
Опубликовано: 16.09.1996
Авторы: Сенько Л. В., Цыбуленко П. В.
МПК: B27C 1/08
Метки: станок, деревообрабатывающий
Текст:
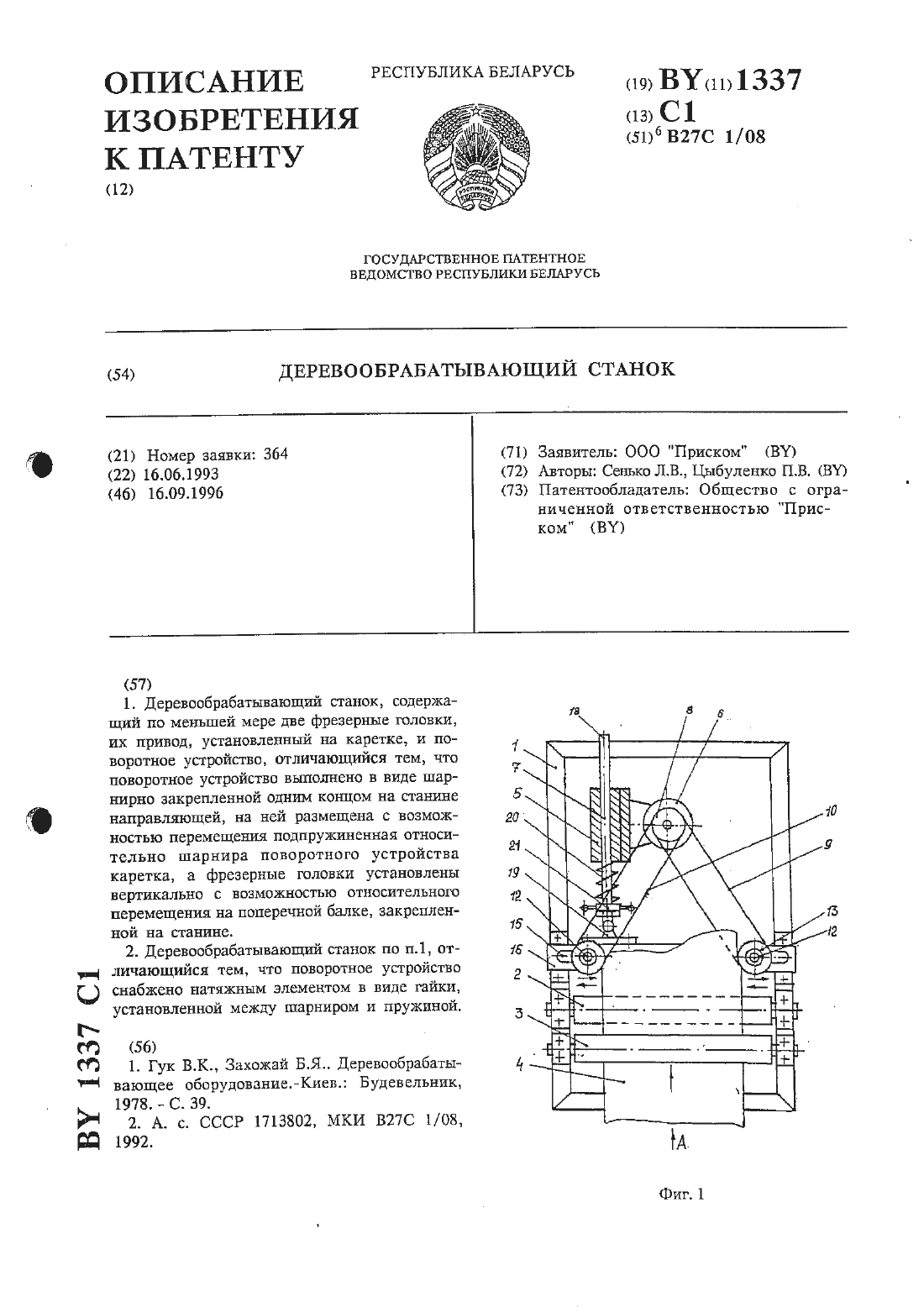
...меньшей мере две фрезерные головки, их привод, установленный на каретке, и поворотное устройство, имеются существенные отличия в том, что поворотное устройство выполнено в виде гпарнирно закрепленной одним концом на станине направляющей, на ней размещена с возможностью перемещения подпружиненная относительно шарнира поворотного устройства каретка, а фрезерные головки установлены вертикально с возможностью относительного перемещения на...
Способ изготовления изделий, преимущественно кулачковых валов
Номер патента: 122
Опубликовано: 30.09.1994
Авторы: Павлов Анатолий Львович, Павлов Лев Григорьевич
МПК: B21H 1/00
Метки: способ, изделий, изготовления, кулачковых, преимущественно, валов
Текст:
...поковкща именно штамповки. Поковки. полученные поперечно-клиновой прокаткой затем подаются транспортером на пресс. укладываются в штамп базиоующимиповерхностями 3, 4. 5, после чего осуществляется второйэтап формообразования заготовки - штам повка кулачков. аДля обеспечения точного расположения кулачков относительно поверхностей поковки. полученных поперечно-клиновой прокаткой. на втором этапе изготовления осуществляется весьма...
Керамический материал, преимущественно для высокочастотных конденсаторов, и способ его изготовления
Номер патента: 958
Опубликовано: 15.12.1995
Авторы: Бурилова Вера Владимировна, Костомаров Владимир Степанович, Егоров Леонид Ильич
МПК: H01G 4/12, C04B 35/46
Метки: конденсаторов, высокочастотных, преимущественно, изготовления, материал, способ, керамический
Текст:
...воде при 75-100 С с последующей сушкой при 100-120 С до сыпучего состояния.В данном случае повышение диэлектрической проницаемости, обеспечение возможности корректировки ТКЕ материала в широком интервале значешш при одновременном улучшении технологичности и сгшжении трудоемкости изготовлегшя материала посыпается в результате того, что основной керамический спек (1-х) ВаЫа 2 Т 14 О 12 - х 31203 ЗТЮ получают однократным высокотемпературным...
Предыдущий патент: Способ селективной разработки пластов полезного ископаемого с породными прослоями комбайном с двумя исполнительными органами
Следующий патент: Композиция для электромагнитных экранов
Случайный патент: Проекционная экспонирующая система