Порошок для электроконтактной приварки
Номер патента: 2954
Опубликовано: 30.09.1999
Авторы: Сыроежко Геннадий Сергеевич, Константинов Валерий Михайлович, Пантелеенко Федор Иванович, СКОРОХОДОВ Евгений Иванович
Текст
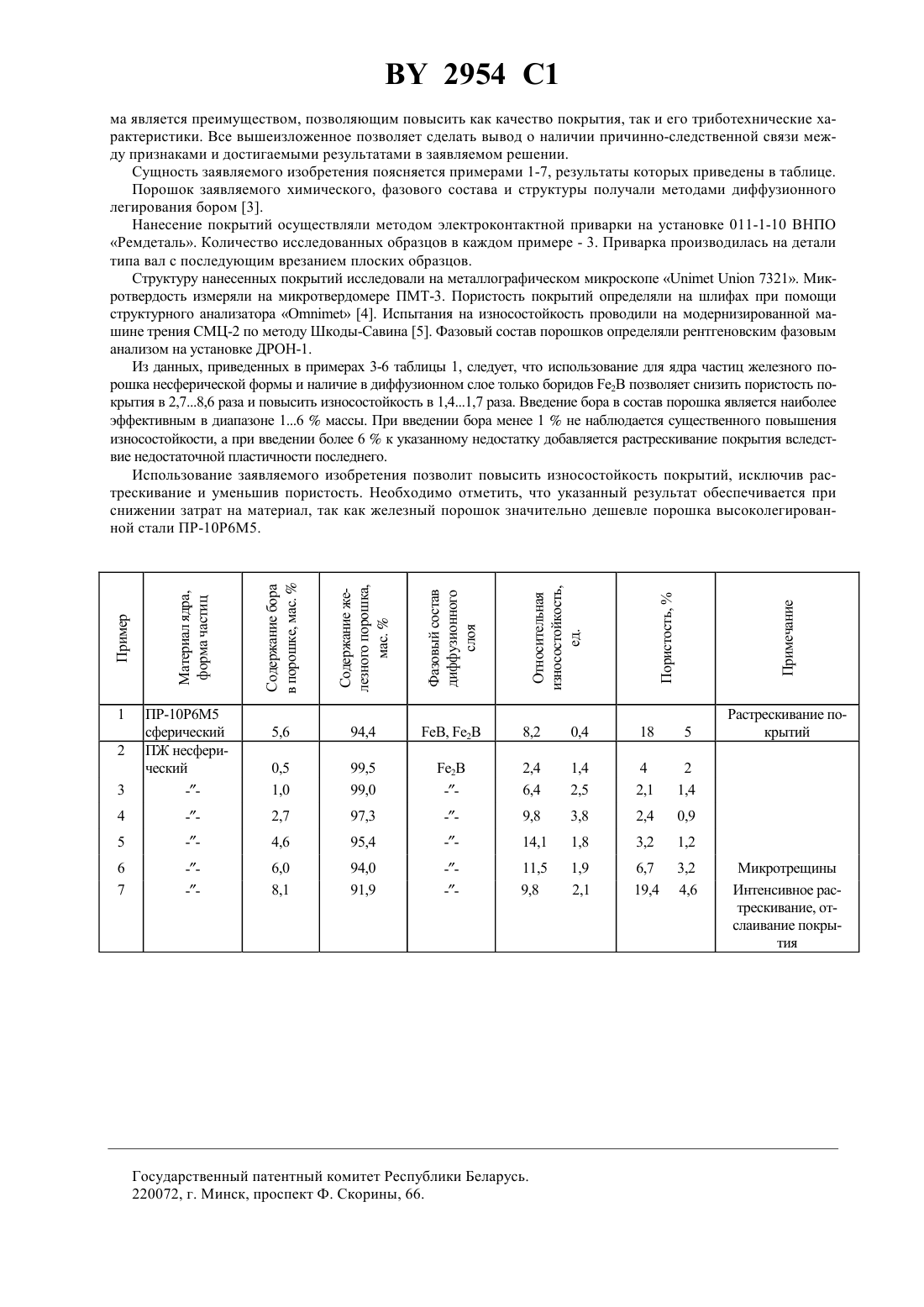
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ ПОРОШОК ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ(71) Заявитель Полоцкий государственный университет(73) Патентообладатель Полоцкий государственный университет(57) Порошок для электроконтактной приварки, каждая частица которого содержит ядро и борсодержащую диффузионную оболочку, отличающийся тем, что в качестве ядра взяты частицы железного порошка несферической формы, а борсодержащая диффузионная оболочка состоит из боридов 2 В при следующем соотношении компонентов состава порошка, мас.В 1-6 железный порошок остальное.(56) 1. Основные виды продукции Торезского завода наплавочных твердых сплавов. -Донецк. Облполиграфиздат, 1987. 2. А.с. СССР 1638657, МПК В 23 К 35/36, 1993 (прототип). 3.,,- //7-. - , , 11-14, 1990. - , 1990 1. - . 201-209. 4. Чернявский К.С. Стереология в металловедении. - М. Металлургия, 1977. - С 280. 5. Ткачев В.Н. и др. Методы повышения долговечности деталей машин. - М. Машиностроение, 1971. - С 272. Изобретение относится к порошковой металлургии, в частности к наплавочным материалам в виде порошков, и может найти применение при производстве и использовании материалов для защитных покрытий с высокой износостойкостью и малой пористостью. Известны порошковые смеси для защитных покрытий на основе железа ФБХ-2-6 (тип 400 Х 30 Г 4 Р 1 С,ГОСТ 11547-75), выпускаемые Торезским заводом наплавочных твердых сплавов, имеющие следующий химический состав (мас. ) 1 С-3,55,5-2,55,6- не более 0,4 Р - не более 0,3- остальное. Указанная порошковая смесь предназначена для получения износостойких слоев на деталях машин и механизмов,работающих в условиях абразивного изнашивания с умеренными ударными нагрузками. Низкая пластичность полученного покрытия, высокая твердость в сочетании с большим содержанием хрома и недостаточным сцеплением с 2954 1 основным металлом являются причиной пониженного сопротивления ударам и склонности к трещинообразованию наплавленного покрытия. Наличие в смеси компонентов, имеющих различные магнитные свойства, приводит к сегрегации последних при электроконтактной приварке, что снижает защитные свойства формируемого покрытия. Наиболее близким по технической сущности к предлагаемому является состав порошка для наплавки 2. Он состоит из сплава ПР-10 Р 6 М 5 и характеризуется тем, что каждая частица порошка имеет борсодержащую диффузионную оболочку при следующем соотношении компонентов состава порошка, мас.В-212 ПР-10 Р 6 М 5 - остальное. Борсодержащая диффузионная оболочка состоит из двух слоев. Наружный слой образован легированным боридом железа . Во внутреннем слое находятся боридные, борокарбидные, бороцементитные фазы состава 2 и е 3(С,В). Оттесненный при ХТО боридным слоем углерод выделяется в ядре в виде карбидных включений на фоне мартенситной матрицы. Процесс электроконтактной приварки, основанный на динамическом уплотнении наносимого порошка, с пропусканием электрического тока, позволяет сформировать покрытие из порошка. Однако покрытие получается пористым, с отслаивающимися участками. Это связано с тем, что наружный высокобористый слой в участках локального контакта частиц, имея высокую температуру плавления, плохо оплавляется (Тпл 1407 С). Высокая твердость ядра обусловливает низкую прессуемость порошка. Сферическая форма наносимого порошка способствует образованию арочного эффекта и плохо поддается прессованию. Все вышеизложенное приводит к высокой пористости полученного покрытия. Известно, что для обеспечения высоких триботехнических характеристик композиционного материала необходимо наличие высокопластичной матрицы в сочетании с достаточной твердостью упрочняющих фаз. Необходимо отметить, что релаксирующая способность матрицы, при прочих равных условиях, с уменьшением твердости увеличивается, а следовательно, повышается износостойкость материала. Для рассматриваемого материала относительно высокая твердость мартенситной матрицы Нм 3,5-8 МПа является фактором, снижающим износостойкость. Поэтому потенциальные возможности композиционного материала в данном случае являются до конца не использованными. Повышенная пористость покрытия также снижает износостойкость последнего. Таким образом, наличие высокобористой тугоплавкой оболочки, высокая твердость, низкая пластичность ядра и сферическая форма частиц обусловливают пористость и низкую износостойкость покрытий. Задачей настоящего изобретения является повышение износостойкости и уменьшение пористости покрытий. Решение задачи состоит в том, что порошок для электроконтактной приварки содержит ядро и борсодержащую оболочку, причем в качестве ядра взят железный порошок с минимальным количеством легирующих элементов и несферической формы (например, ПЖР 3.200.28 ГОСТ 9849-86), а борсодержащая диффузионная оболочка состоит из боридов 2 при следующем соотношении компонентов порошка, мас.В-16 железный порошок - остальное. Наличие у частиц ядра из железного порошка позволяет улучшить прессуемость за счет снижения твердости. Несферическая форма частиц также способствует повышению плотности покрытия и снижению его пористости,так как создает малые сопротивления прессованию. Мягкая, пластичная матрица из железного порошка (Нм 1,31,6 Гпа) повышает релаксирующую способность покрытия. В сочетании с твердыми упрочняющими фазами она обеспечивает повышение износостойкости. Гетерогенность покрытия возрастает, триботехнические характеристики увеличиваются. Диффузионная оболочка, состоящая только из боридов 2, обладает низкой температурой плавления(Тпл 2-1177 С). Поэтому процессы локального сплавления микрообъемов частиц при электроконтактной приварке протекают более интенсивно. Образующаяся в результате легкоплавкая эвтектика системы е 2 В способствует образованию беспористого покрытия и улучшению сцепления покрытия с подложкой. Введение в состав порошка бора менее 1 не обеспечивает повышения износостойкости, так как образуется незначительное количество избыточных фаз. В случае, когда содержание бора в порошке превышает 6, происходит интенсивное растрескивание покрытия как в процессе приварки, так и дальнейшей эксплуатации. Известно, что для композиционных борсодержащих материалов оптимальное с точки зрения износостойкости количество избыточных фаз должно составлять 4070 . В данном случае превышение количества боридных фаз сверх оптимального приводит к снижению износостойкости. Сопоставительный анализ с прототипом позволяет сделать вывод, что заявляемый порошок отличается от известного тем, что в качестве ядра взят железный порошок, борсодержащая оболочка состоит только из боридов 2, а порошок имеет несферическую форму. Анализ известных материалов, используемых для получения износостойких покрытий, показывает, что наличие борсодержащей диффузионной оболочки является известным решением. Однако наличие в оболочке только боридов 2 является неизвестным решением. Авторами не обнаружено использования в качестве ядра железного порошка и применения порошка несферической формы. Необходимо отметить, что для существующих порошков одной из важных технологических характеристик является текучесть, лимитируемая сферичностью порошка. Поэтому несферичность рассматривается как недостаток, ухудшающий свойства порошка и покрытия. Для заявляемого порошка несферическая фор 2 Фазовый состав диффузионного слоя ма является преимуществом, позволяющим повысить как качество покрытия, так и его триботехнические характеристики. Все вышеизложенное позволяет сделать вывод о наличии причинно-следственной связи между признаками и достигаемыми результатами в заявляемом решении. Сущность заявляемого изобретения поясняется примерами 1-7, результаты которых приведены в таблице. Порошок заявляемого химического, фазового состава и структуры получали методами диффузионного легирования бором 3. Нанесение покрытий осуществляли методом электроконтактной приварки на установке 011-1-10 ВНПО Ремдеталь. Количество исследованных образцов в каждом примере - 3. Приварка производилась на детали типа вал с последующим врезанием плоских образцов. Структуру нанесенных покрытий исследовали на металлографическом микроскопе 7321. Микротвердость измеряли на микротвердомере ПМТ-3. Пористость покрытий определяли на шлифах при помощи структурного анализатора 4. Испытания на износостойкость проводили на модернизированной машине трения СМЦ-2 по методу Шкоды-Савина 5. Фазовый состав порошков определяли рентгеновским фазовым анализом на установке ДРОН-1. Из данных, приведенных в примерах 3-6 таблицы 1, следует, что использование для ядра частиц железного порошка несферической формы и наличие в диффузионном слое только боридов 2 позволяет снизить пористость покрытия в 2,78,6 раза и повысить износостойкость в 1,41,7 раза. Введение бора в состав порошка является наиболее эффективным в диапазоне 16 массы. При введении бора менее 1 не наблюдается существенного повышения износостойкости, а при введении более 6 к указанному недостатку добавляется растрескивание покрытия вследствие недостаточной пластичности последнего. Использование заявляемого изобретения позволит повысить износостойкость покрытий, исключив растрескивание и уменьшив пористость. Необходимо отметить, что указанный результат обеспечивается при снижении затрат на материал, так как железный порошок значительно дешевле порошка высоколегированной стали ПР-10 Р 6 М 5. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B23K 35/36
Метки: порошок, электроконтактной, приварки
Код ссылки
<a href="https://by.patents.su/3-2954-poroshok-dlya-elektrokontaktnojj-privarki.html" rel="bookmark" title="База патентов Беларуси">Порошок для электроконтактной приварки</a>
Состав порошка для наплавки
Номер патента: 1411
Опубликовано: 16.12.1996
Авторы: Константинов Валерий Михайлович, Пантелеенко Федор Иванович, Снарский Андрей Станиславович
МПК: B23K 35/02, B23K 35/30
Метки: порошка, состав, наплавки
Текст:
...1980 г.) - 3300 руб/т. А в качестве исходного материала в заявляемом варианте использована сталь 45 , цена которой(по тем же данным) 160 руб/т. Ввиду того,что качественное соотношение Цен сохраниг лось, можно сказать, что заявляемый порошок дешевле прототипа в 20 раз.Из-за отсутствия в хим. составе заявляемого порошка таких легирующих элементов как и,Ст, 1/ - повышается по сравнению с прототипом критическая скорость закалки и покрытия...
Многослойное покрытие для тепловой и коррозийной защиты
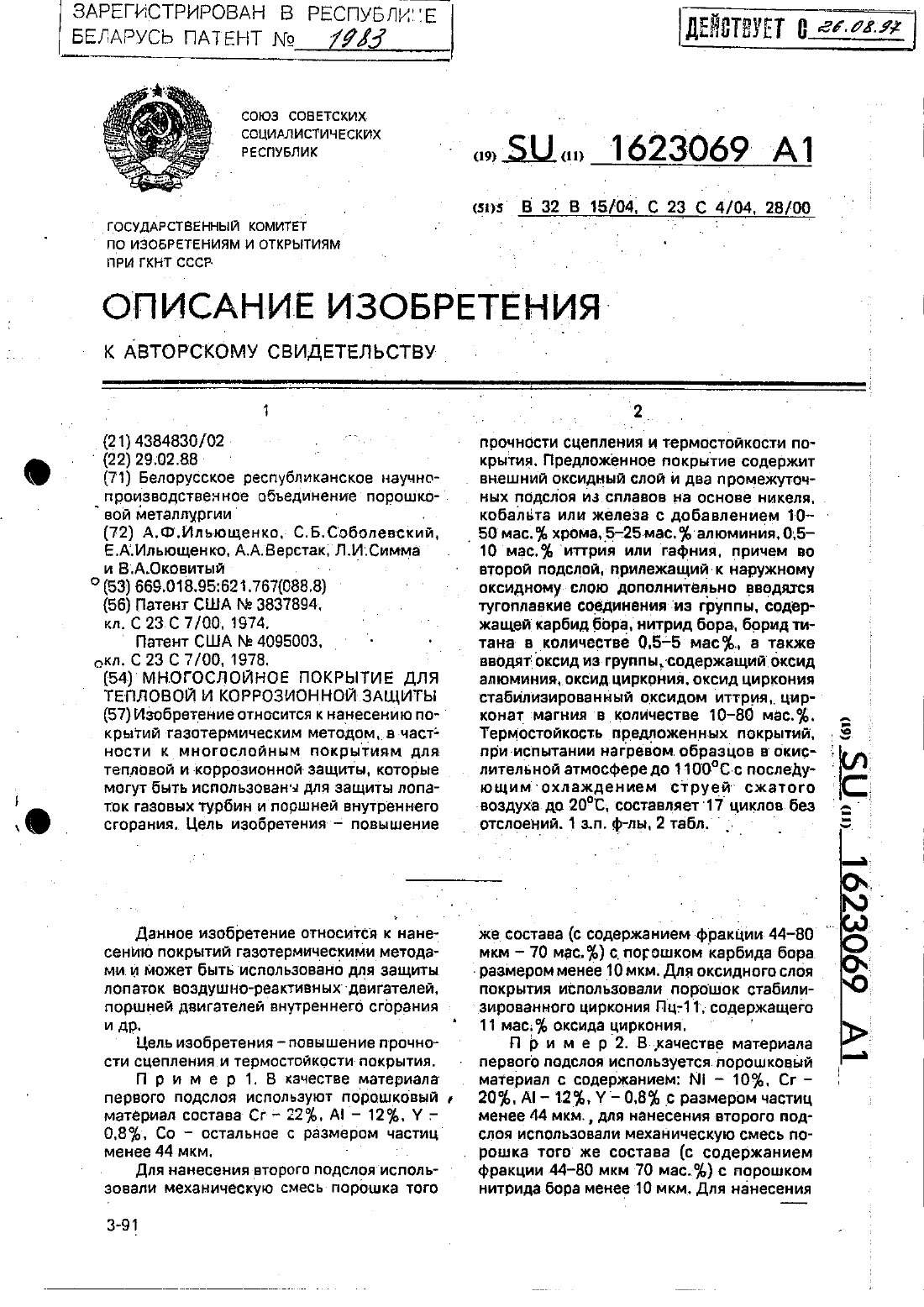
Номер патента: 1983
Опубликовано: 30.12.1997
Авторы: Илющенко Елена Александровна, Оковитый Вячеслав Александрович, Ильющенко Александр Федорович, Верстак Андрей Александрович, Симма Лев Иосифович, Соболевский Сергей Борисович
МПК: C23C 4/04, B32B 15/04, C23C 28/00...
Метки: тепловой, покрытие, защиты, коррозийной, многослойное
Текст:
...из оксидов. выбранных из группы. содержащей оксид алюминия. оксид циркония. оксид ЦИОКОНИПстабилизированный оксидом иттрия и цирконат магния и два промежуточных подслоя.состоящих из плавов на панды никем. кобальта иди железа или их смеси содержа щих 1 О-50 мае хрома, 5525 ма апюмиг ния и 0.540 ма. иттрия идид-афния, ония прочности сцепления и термостоикости покрь ия. состав подслоя. прилежащего к. наружному оксндному. слою дополнительно...
Шликер для токопроводящего покрытия
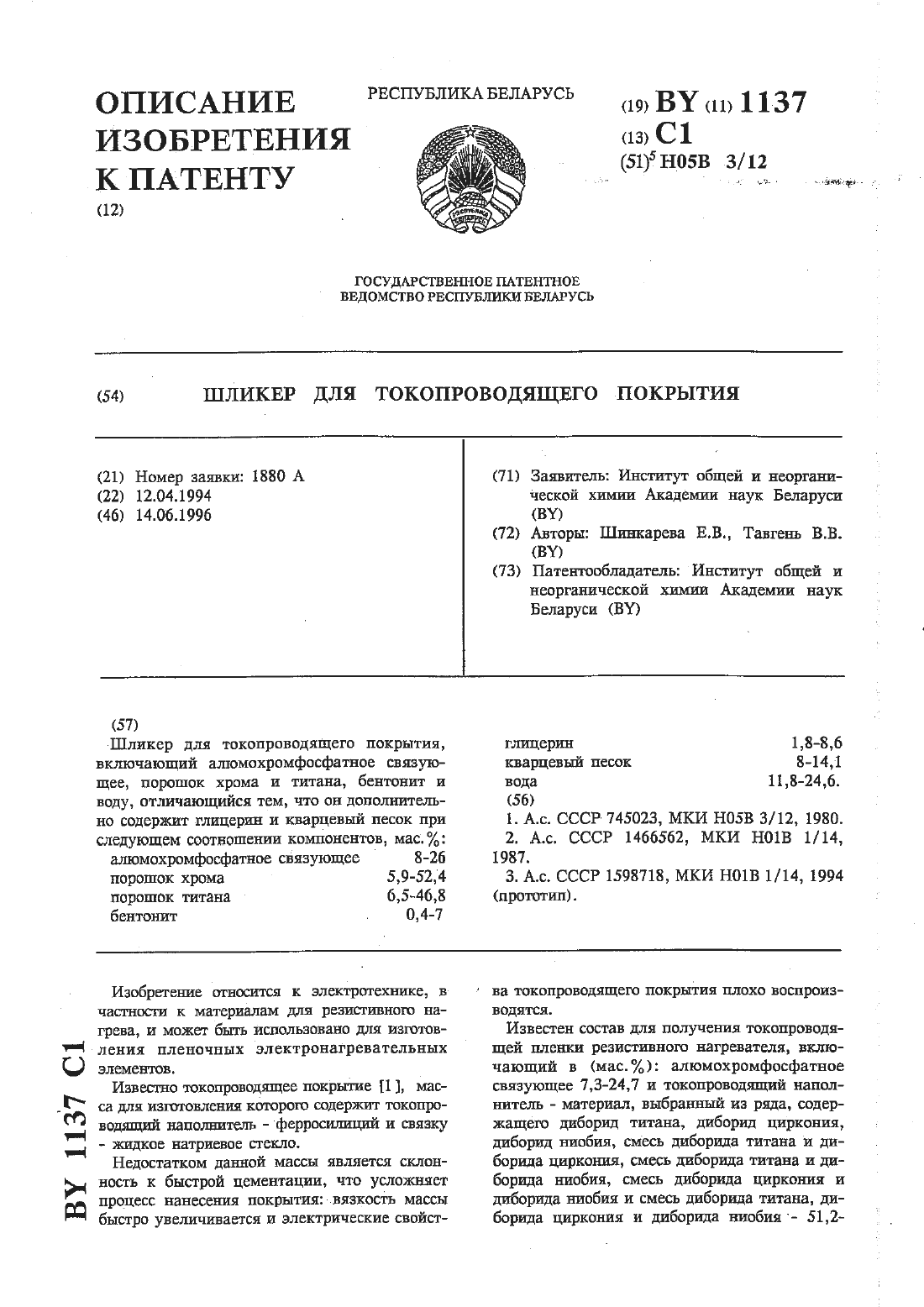
Номер патента: 1137
Опубликовано: 14.06.1996
Авторы: Шинкарева Елена Владимировна, Тавгень Вячеслав Владимирович
МПК: H05B 3/12
Метки: покрытия, шликер, токопроводящего
Текст:
...наносили на эматшрованттьш металл, суппшш на воздухе в течеъпае 0,5-1,0 часа, затем покрытия термообрабатьгватти при температуре 400-600 С в течение 10 минут.В шаровую мельницу загружают 200,0 г АХФС 01,1), 773,0 г порошка хрома (429) ,219,8 порошка титана 02,2) с размером частиц менее 63 мкм, 34,2 г бентонита (19),56,0 г глицерина (3,1), 219,8 г поропша кварцевого песка (12,2) с размером частиц менее 40 мкм и 299,0 г воды 06,6)....
Масса для изготовления токопроводящего покрытия
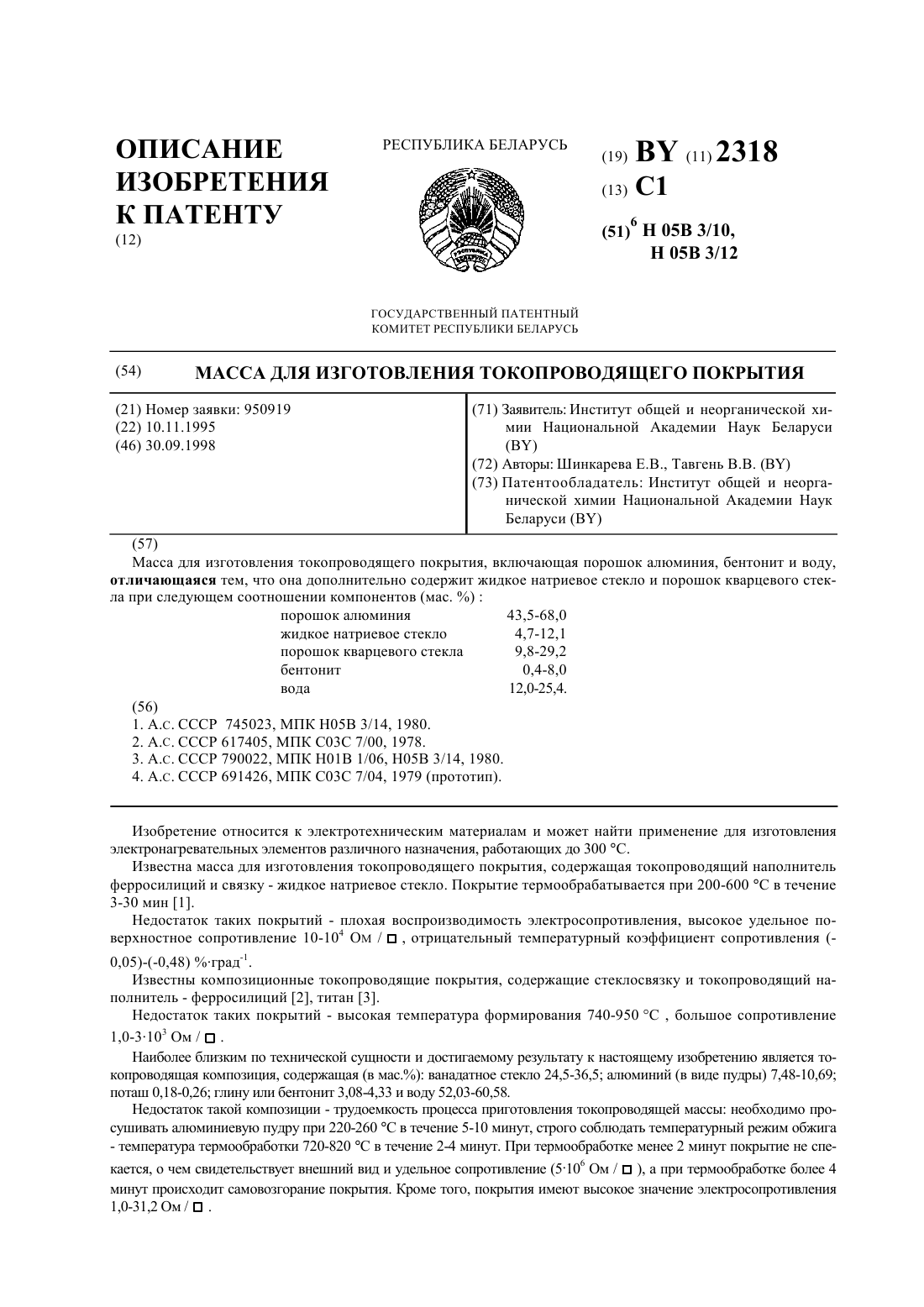
Номер патента: 2318
Опубликовано: 30.09.1998
Авторы: Тавгень Вячеслав Владимирович, Шинкарева Елена Владимировна
Метки: токопроводящего, изготовления, покрытия, масса
Текст:
...алюминия, бентонит и воду, дополнительно содержит жидкое натриевое стекло и порошок кварцевого стекла при следующем соотношении компонентов (мас. ) порошок алюминия 43,5-68,0 жидкое натриевое стекло 4,7-12,1 порошок кварцевого стекла 9,8-29,2 бентонит 0,4-8,0 вода 12,0-25,4. Пример. Для приготовления массы смешивают 200 г жидкого натриевого стекла состава 20.2,45 02 по ГОСТ 13079-81 (8,2), 362 г порошкообразного алюминия марки ПА-ВЧ по ТУ...
Композиционный материал
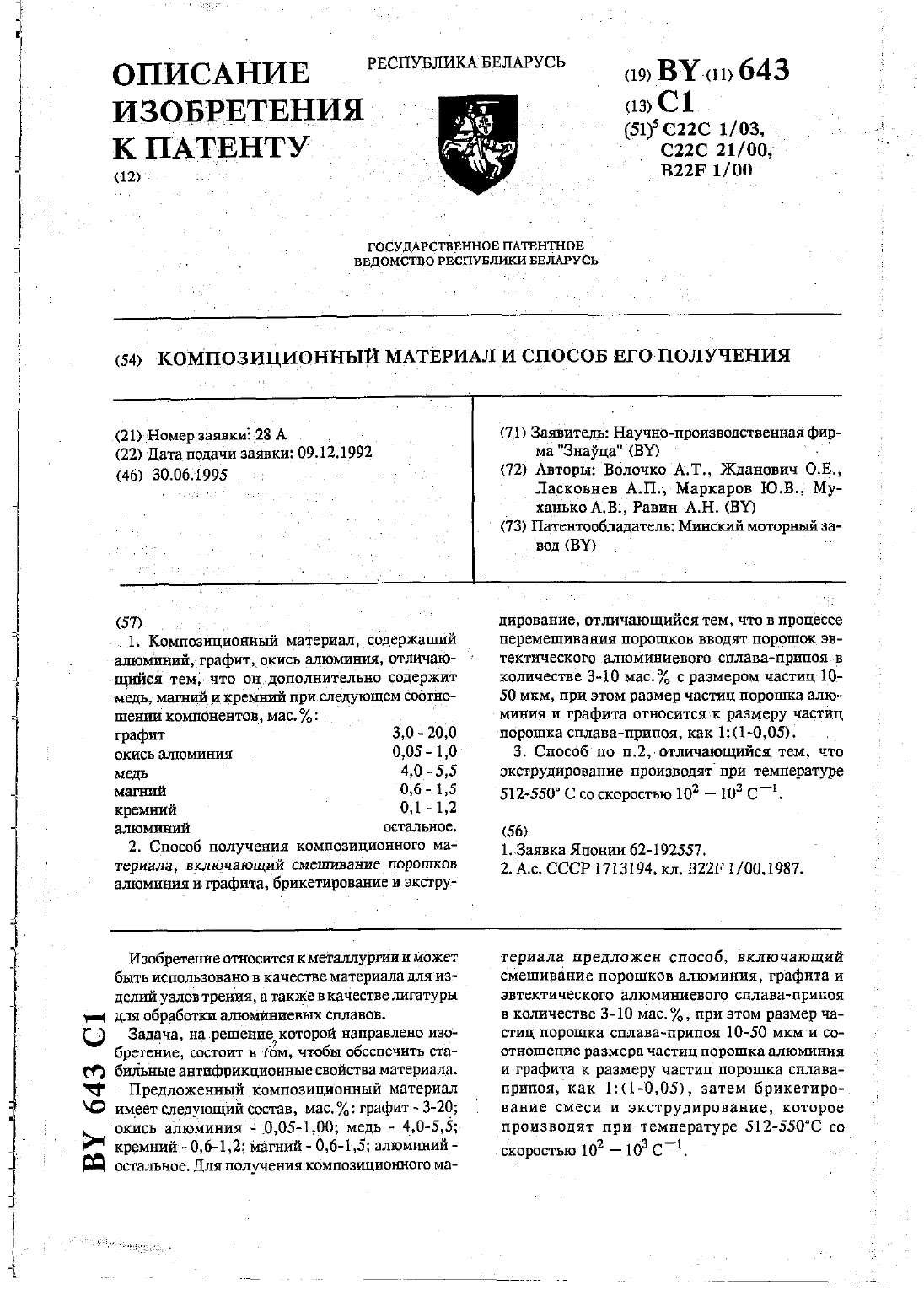
Номер патента: 643
Опубликовано: 30.06.1995
Авторы: Волочко А. Т., Маркаров Ю. В., Равин А. Н., Ласковнев А. П., Муханько А. В., Жданович О. Е.
МПК: C22C 21/00, C22C 1/03, B22F 1/00...
Метки: материал, композиционный
Текст:
...около 500 МПа, экструдировали при 512-550 С И давлении 100 МПа в пруток о 14 мм с коэффициентом вытяжки 4. Экструдирование проводили на кривошипном прессе со скоростью102 - 103 С . Полученный композиционный материал имел следующий состав в мас. графит - 3-20 окись алюминия - 0,005-1,00 медь 40-55 кремний - 06-15 алюминий - остальное.Композиционный материал использовали для обработки алюминиевого литейного сплава АКМ 5. Композиционный...
Предыдущий патент: Армированная бетонная балясина
Следующий патент: Термореактивная порошковая композиция для покрытий
Случайный патент: Устойчивая формовочная или прядильная масса, содержащая целлюлозу