Состав порошка для наплавки
Номер патента: 1411
Опубликовано: 16.12.1996
Авторы: Константинов Валерий Михайлович, Снарский Андрей Станиславович, Пантелеенко Федор Иванович
Текст
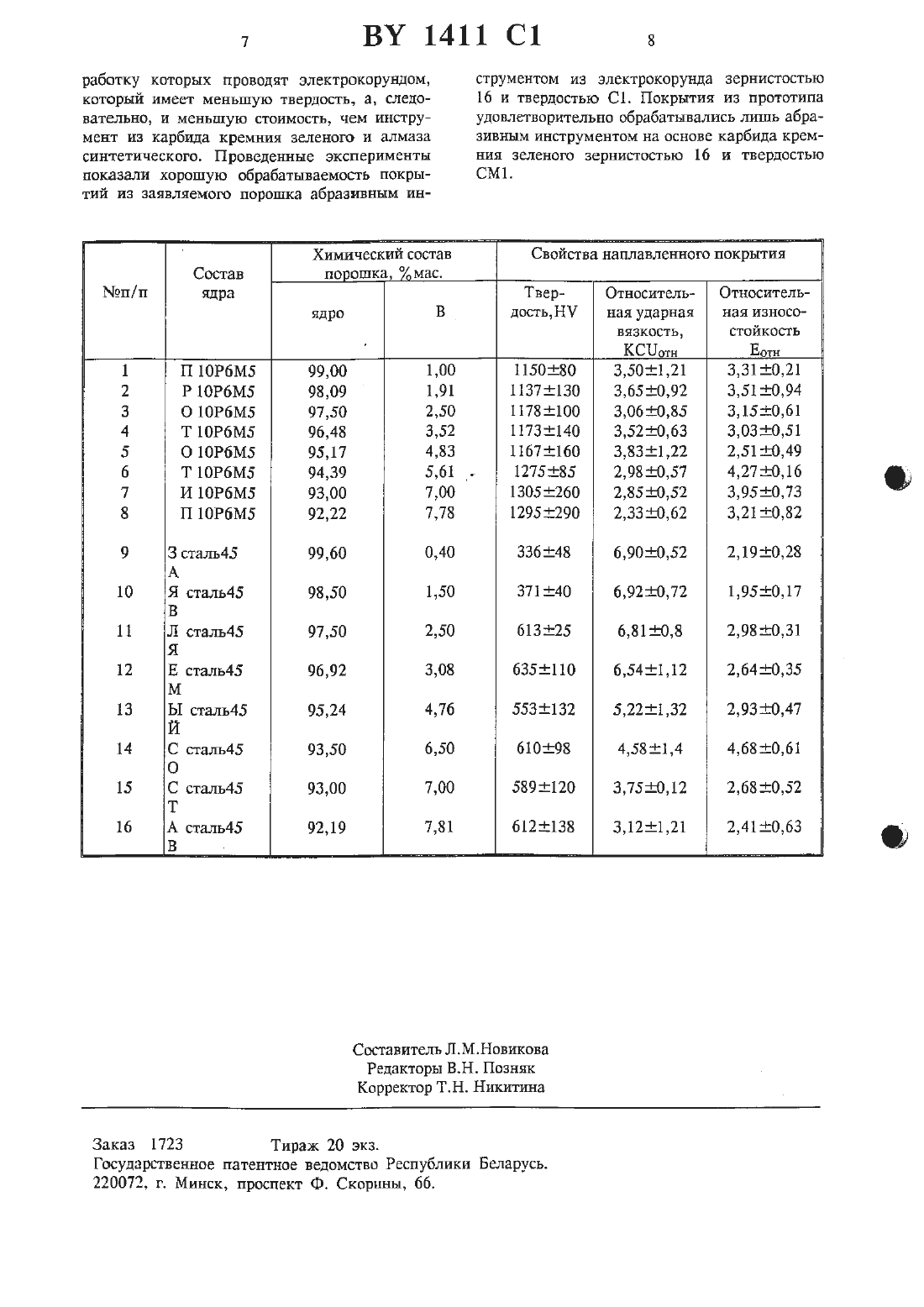
К ПАТЕНТУ в 2 зк 35/30 12 ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ ВЕДОМСТВО РЕСПУБЛИКИ БЕЛАРУСЬ 54 СОСТАВ ПОРОШКА для НАПЛАВКИ(71) Заявитель Полоцкий государственный к университет (ВЧ)Состав порошка для иаплавки, включающий ядро и боросодержащую ДИФФУЗНУЮ 0 бЛ 0 ЧКУ отличающийся тем, что ядро каждой частицы порошка представляет собой сталь 45 при следующем соотношегши компонентов, мас.Изобретение относится к порошковой металлургии, В ЧЗСТНОСТП К порошковым НЗПЛНВОЧним материалам, и может быть использовано для получения защитных покрытий с высокой износостойкостью и ударной вязкостью и хорошей обрабатываемостью.ИЗВЕСТНЫ ПОРОШКОВЫЕ материалы ДЛЯ наплавки на основе железа ФБХ-6-2 (тип 400 Х 30 Г 4 Р 1 С ГОСТ 11547-75), выпускаемые ТорЕЗСКИМ ЗВВОДОМ НЗПЛЗВОЧНЫХ ТВЕрДЫХ СПЛЗВОВ 1, имеющие следующий химический состав(73) Патентообладатель Полоцкий государственный университет (ВТ)1. Основные виды продукции Торезского завода наплавочных твердых сплавов. Донецк Облполиграфиэдат, 1987.2. Порошки металлические для защитных покрытий. Каталог. Тула, 1986.Данная механическая смесь предназначена для получения покрытий, стойких в условиях абразивного изнашивания. Твердость наплавленных покрытий не менее 53 НЕС. Недостатком данных покрытий является низкая ударная вязкость, вызванная сегрегацией хомпонентов в процессе наплавки.Хорошо зарекомендовал себя как материал для создания износостойких иаплавленных покрытий порошок ПР-10 Р 6 М 5 (ТУ 14-1-385184) производства НПО Тулачермет 2,имеющий следующий химический составСг 3,8.4,4 Ш 6,07,0 Мо 505,5 У 1,721 1 не более 0,5 Мп не более 0,4 М не более 0,4Материал представляет собой порошок с равномерно распределенными по сечению каждой частицы порошка легирующими элементами. Покрытия из него однородны и имеют как высокую твердость (58 НЕС), так и высокую износостойкость, но ударная вязкость покрытий очень низкая из-за малой пластичности легированного мартенсита. Также материал обладает плохой наплавляемостью и высокой склонностью к растрескиванию.Наиболее близок по техническому решению к заявляемому находится состав порошка для наплавки 3. Он состоит из ядра сплава ПР 10 РбМ 5 и борсодержащей оболоъпси, которую имеет каждая частица порошка, при следующем соотношении компонентов ( мас.)Благодаря нагшчию данной оболочки покрытие получается гетерогенным твердые боридные включения РеВ, Ре 2 В (Микротвердость 17000230 ОО МПа) находятся в более мягкой матрице (Микротвердость 60008000 МПа). Покрытия получаются высокотвердыми (до 1300 НУ и износосгойкими. Но испытания на ударную вязкость свидетельствуют о низкой пластичности последних. Это вызвано относительно высокой твердостью матрицы (до 800 НУ) и обусловлено особенностями протекающих процессов.В результате ХТО все легирующие элементы, содержащиеся в порошке, оттесняются к центру порошинки, образуя ядро, концентрация легирующих элементов в котором значительно превышает их содержание в исходном порошке. Этот недостаток переносится и на покрытие. Высокотвердые включения в покрытии находятся в твердой и малопластичной матрице, представляющей собой высоколегированный феррит или мартенсит.Покрытия из этого материала относятся к труднообрабатываемым из-за высокой твердости (9001300 НУ). В связи с этим их обработку возможно проводить лишь абразивным инструментом повышенной твердости, а, следовательно, и стоимости например, алмазным или на основе карбида кремния зеленого.Кроме того, данный порошковый материал имеет узкий диапазон возможных методов нанесения покрытий. Их использование затруднено для методов, сопровождающихся быстрым охлаждением получаемого покрытия, в частности, для лазерной наплавки. Это связано сналичием в них легирующих элементов (1711,Сг, У и др.), которые понижают критическую скорость закалки и в большинстве случаев покрытие, получаемое указанными выше методамп, имеет малую адгезию. очень хрупкое и с большой склонностью к трещинам вследствие образования высоколегированного мартенсита закалки.Все вышеперечисленные материалы имеют еще один существенный недостаток из-за присутствия в них таких химических элементов как хрома, вольфрама, молибдена и др. они достаточно дорогостоящие.Сущность изобретения состоит в том, что порошок содержит ядро и боросодержащую диффузионную оболочку, отлнчаюпптйся тем,что ядро каждой частицы порошка состоит из стали 45, при следующем соотношении компонентов состава порошка, мас.Иа-за отсутствия в составе заявляемого порошка карбидообразующих упрочняющих элементов, таких как Ст, Уч, У, Мо - избыточного упрочнения матрицы не происходит. Покрытие получается достаточно оптимальным твердые включения в виде боридов РеВ и Ре 2 В (микротвердость 7000 - 23000 МПа) в пластичной ферритной матрице (Микротвердость 3000 6000 МПа). Высокой пластичностью ферритной матрицы и определяется высокая ударная вязкость наплавленньтх покрытий из заявляемого материала.Проведенный анализ по стоимости заявляемого материала и сравнение его с прототипом,показывает, что отличается лишь стоимость исходного материала для получения порошка. В качестве исходного материала в прототипе использована высоколегированная сталь РбМ 5,усредненная цена которой (по данным прейскуранта Ы 01-08 1980 г.) - 3300 руб/т. А в качестве исходного материала в заявляемом варианте использована сталь 45 , цена которой(по тем же данным) 160 руб/т. Ввиду того,что качественное соотношение Цен сохраниг лось, можно сказать, что заявляемый порошок дешевле прототипа в 20 раз.Из-за отсутствия в хим. составе заявляемого порошка таких легирующих элементов как и,Ст, 1/ - повышается по сравнению с прототипом критическая скорость закалки и покрытия получаются стабильными без пор и трещин с высокой адгезией к подложке даже при лазерной наплавке, вследствие более высокой веро дятности образования феррвтной матрицы, нежеле мартенситной. Таким образом, заявляемый порошок имеет более широкий диапазон возможных методов нанесения покрытий, чем прототип.В связи с наличием более пластичной и мягкой чем у прототипа матрицы, покрытия из заявляемого материала хорошо обрабатываются менее твердыми абразивными материалами, например, электрокорундом. Сущность заявляемого изобретения поясня ется примерами (1-16), результаты которых представлены в таблице 1.Порошки заявляемого состава и прототипа получали методом диффузионного легирования бором 3. Нанесение покрытий осуществляли газотермической наплавкой с использованием горелки ГН-2 производства Кировоканскою завода Автогенмаш. Количество исследованных образцов в каждом примере - 5. Структуру наплавленных покрытий изучали на металлографическом микроскопе МИМ-Т Химический состав порошков и покрытий определяли на газоанализатора АН-7529 и титрометрическим методом.Твердость покрытий определяли на приборе ИТ 5010-10 в соответствии с ГОСТ 2999-75. Микротвердость на приборе ПМТ-З в соответствие с ГОСТ 9450-76. Для испытаний на ударную вязкость наплавку проводили на стандартные образцы с надрезом из стали 45(ГОСТ 9454-60). Наплавку производили на плоскость, противоположную надрезу. Дальнейшие испытания проводились на маятниковом копре МК-ЗОА, позволяющим определить работу, затраченную на разрушение образца. При этом определялась удельная работа разрушения КСП, которая и называется ударной вязкостью. Определяли ударную вязкость эталонаА - общая работа разрушения образца в Дж, Р - площадь поперечного сечения образца.В качестве эталона - стандартные образцы с надрезом из стали 45.Затем определяли условную ударную вязкость наплавленного слоя из прототипа и заявляемого порошкаА - общая работа разрушения всего образца.Р - площадь поперечного сечения наплавленного слоя на образце.В заключение определяли относительную ударную вязкостьКспотн КСПусл/Ксиэт После испытаний изучался характер излома образцов визуально и с помощью микроскопа МРВ-2.Испытания износостойкости при трении скольжения проводили на модернизированнойустановке СМЦ-2 по методу Шкода-Савина. Износ оценивали по объему лунки, образовавшейся на образце вследствие трения по нему контр. тела. Объем лунки определяли с помощью инструментального микроскопа МРВ-2. Относительную износостойкость определяли по формулеУз - объем лунки на эталонном образце, ммз.И - объем лунки на наплавленном образце,ммз.В качестве эталонного - образец из отожженной стали 45.Все полученные результаты подвергали обработке и использованием аппарата математической статистики.Обрабатываемость наплавок из прототипа и заявляемого материала изучалась методом абразивной обработки на плоскошлифовальном станке с использованием кругов на основе электрокорунда и карбида кремния зеленого,с последующим визуальным контролем как во время работы за поведением материала круга,так и за качеством обработанной поверхности.Результаты проведенных испытаний сведены в таблицу. Из данных, приведенных в таблице,видно, что ударная вязкость разработанного материала выше почти в 2 раза чем прототипа по всему заявляемому диапазону. По износостойкости покрытия из заявляемого порошка и прототипа находятся на одном уровне в диапазоне по содержанию бора от 2,5 до 6,5 ( мас.). Так же видно, что при введении менее 2,5 бора заявляемое покрытие имеет низкую износостойкость (пример 10) при сохранении высокой ударной вязкости. Это объясняется недостаточностью образующихся в покрытии избыточных боридных фаз, которые и делают покрытие износостойким. А введение более 6,5 И, бора ведет к снижению как износостойкости так и ударной вязкости (пример 15). Это объясняется образованием большого количества высокотвердых и хрупких боридных фаз и образованием на поверхности наплавки почти сплошного слоя боридов, избыток которых понижает как ударную вязкость так и износостойкость - покрытий. Это подтверждается и анализом изломов после испытаний на ударную вязкость. Излом покрытий из заявляемого порошка при введении более 6,5 бора получается преобладающе хрупким, тогда как в заявляемом диапазоне (2,5 - 6,5 В) излом более вязкий. Излом покрытий из прототипа во всем диапазоне носит явно хрупкий характер.Из данных таблицы видно, что твердость покрытий из заявляемого порошка в заявляемом диапазоне около 600 НУ, т.е. по этому показателю покрытия сходны с закалеиными конструкционными сталями. Абразивную об 7 ВУ 1411 С 1 вструментом из электрокорунда зернистостью 16 и твердостью С 1. Покрытия из прототипа удовлетворительно обрабатывались лишь абразивным инструментом на основе карбида кремния зеленою зернистостью 16 и твердостьюработку которых проводят электрокорундом,который имеет меньшую твердость, а, следовательно, и меньшую стоимость, чем инструмент из карбида кремния зеленою и алмаза синтетического. Проведенные эксперименты показали хорошую обрабатываемость покрытий из заявляемого порошка абразивным инГосударственное патентное ведомство Республики Беларусь.Относитель ная износо стойкость ЕОТН
МПК / Метки
МПК: B23K 35/30, B23K 35/02
Метки: наплавки, порошка, состав
Код ссылки
<a href="https://by.patents.su/4-1411-sostav-poroshka-dlya-naplavki.html" rel="bookmark" title="База патентов Беларуси">Состав порошка для наплавки</a>
Состав покрытия на удобрения
Номер патента: 755
Опубликовано: 15.08.1995
Авторы: Богдевич И. М., Корецкая Л. С., Свириденок А. И., Наумова Г. В., Богомаз И. А., Кособокова Р. В., Котова Т. А., Ильина Э. Г., Шагиева Е. И., Косогонова Л. В., Коваленок М. Ф., Куфайкина Т. Е., Райцина Г. И., Пироговская Г. В.
МПК: C05G 3/00
Метки: покрытия, состав, удобрения
Текст:
...удобрений, нагретые до 40-160 С. Отверждение покрытия происходит при этой температуре за 2-12 мин.Покрытие гранул удобрений предлагаемым СОСТЗВОМ ПРОБОДИЛИ как В лаборатории, ТИК И в заводских условиях на Гомельском химическом заводе. В 1988 г. на Гомельском химиЧЕСКОМ ЗЗВОДЕ бЫЛа ВЫПУЩВНЗ ОПЫТНЕЯ партия в количестве 200 т (100 т с гидрогуматом и 100 т с оксигуматом).Эффективность удобрений с покрытием оцеНИБЗЛИ ПО ИОННОЙ ПРОНИЦЗЕМОСГИ...
Состав покрытия на удобрения
Номер патента: 909
Опубликовано: 15.12.1995
Авторы: Свириденок А. И., Котова Т. А., Корецкая Л. С., Коваленок М. Ф., Богдевич И. М., Наумова Г. В., Райсина Г.И., Ильина Э. Г., Шагиева Е. И., Пироговская Г. В., Кособокова Р. В., Косогонова Л. В., Богомаз И. А., Куфайкина Т. Е.
МПК: C05G 3/00
Метки: состав, покрытия, удобрения
Текст:
...БССР 122-87). Приготовление пленкопбразуюшего раствора ОСУШЕСТБЛЯДТИ ПУТЕМ ЬЕСХЭННЧЕСКОГО СЪТСШИБЗнив ингредиентов с позой при комнатной температъгре с последуюшигм распылением готового продукта на вращающиеся в барабане гранулы минеральных удобрений, нагретые до 40-1 бОС. Отверждение покрытия происходит при этой температуре за 2-12 мин.Покрытие гранул удобрений предлагаемым составом проводили как в лаборатории, так и В ЗВОДСКИХ УСЛОВИЯХ на...
Фунгицидное средство в форме смачивающегося порошка
Номер патента: 266
Опубликовано: 30.12.1994
Авторы: Кунияки Нагатани, Риуцо Нисийяма, Тадааки Токи, Такахиро Нага, Каничи Фуикава, Осаму Имаи
МПК: C07D 213/89, A01N 43/40
Метки: порошка, смачивающегося, форме, фунгицидное, средство
Текст:
...В порошок. Таким образом получаютсредства,представленные в табл. 2.Следующие прмеры иллюстрируют высокую фунгицицную активность предлагаемых средств по сравнению с иввестныи содержащими в качестве активного ингредиента соединения форму лы ст г сгд Ы о ЫН-СЭ-ЫО (А) с 1 г П р и м е р 1. Смесь 9 мл картофельно-глюкозной агаровой среды и 1 мл раствора средства 1 вылнают в чашку Петри. На полученные таким образом агаровые диски...
Промывочно-консервационный состав
Номер патента: 977
Опубликовано: 15.12.1995
Авторы: Бокая Галина Михайловна, Карповская Елена Никитовна, Майко Лев Павлович, Зубко Серафима Васильевна, Бабинич Николай Иванович, Дребенкова Ирина Викторовна, Гаврильчик Александр Петрович
МПК: C10M 101/02, C10M 163/00
Метки: состав, промывочно-консервационный
Текст:
...Содержание механиче ный ских примесей, 34 не 0,1МНИ-7) более Следы ГОСТ Кислотное число, мгФракция Плотность при 20 С, сланцевой г/смз 0,1025смолы, ВЫ- Вязкость кинематгчекипающая ская при 50 С, мм /с, при темпе- не более 73,2 Р Э Т У 13 С Температура вспыш 320-3 б 0 С ки,С 156 ТУ 38 Содержание воды, и, ,30911238 не более Ощтсшие Присадка Вязкость кинематичеАКОР-1 ская при 100 С, мм 2/с, РОСТ не более 65,0 15171-70 Зольность, И,...
Состав водной суспензии силиката для получения моющего средства
Номер патента: 244
Опубликовано: 30.12.1994
Авторы: Зигфрид Динер, Манфред Диль, Гюнтер Штадтмюллер, Роланд Бергманн
МПК: C11D 3/12
Метки: силиката, средства, водной, получения, состав, моющего, суспензии
Текст:
...ср 5 моль этиленоксида, с точкой помутнения 58 С,температурой затвердевания.О 4 С-вявкостью при 50 С 1714 МПа-с, плотностью при 5 ОС 0,95 г/мл. Прозрачнаяфаза указанной композиции, содержа щей 1,5 мас. диспергатора, при температуре хранения 22 С/45 С состав ляет 5/5 мм, гомогенность составля ет в-баллах 5/5, текучесть в баллахВ низкой температурной области предпагаемьп состав имеет низкую вязкость, которая лежит значительно ниже вязкости...
Предыдущий патент: Минеральная подкормка для животных
Следующий патент: Формовочная масса на основе углеродного материала и термопластичного полимера и способ ее получения
Случайный патент: Устройство для мойки корнеклубнеплодов