Способ непрерывного бронзирования
Номер патента: 2775
Опубликовано: 30.06.1999
Авторы: ОГОЛИХИН Сергей Александрович, Желтков Александр Сергеевич, Родионов Виктор Николаевич, Савенок Анатолий Николаевич
Текст
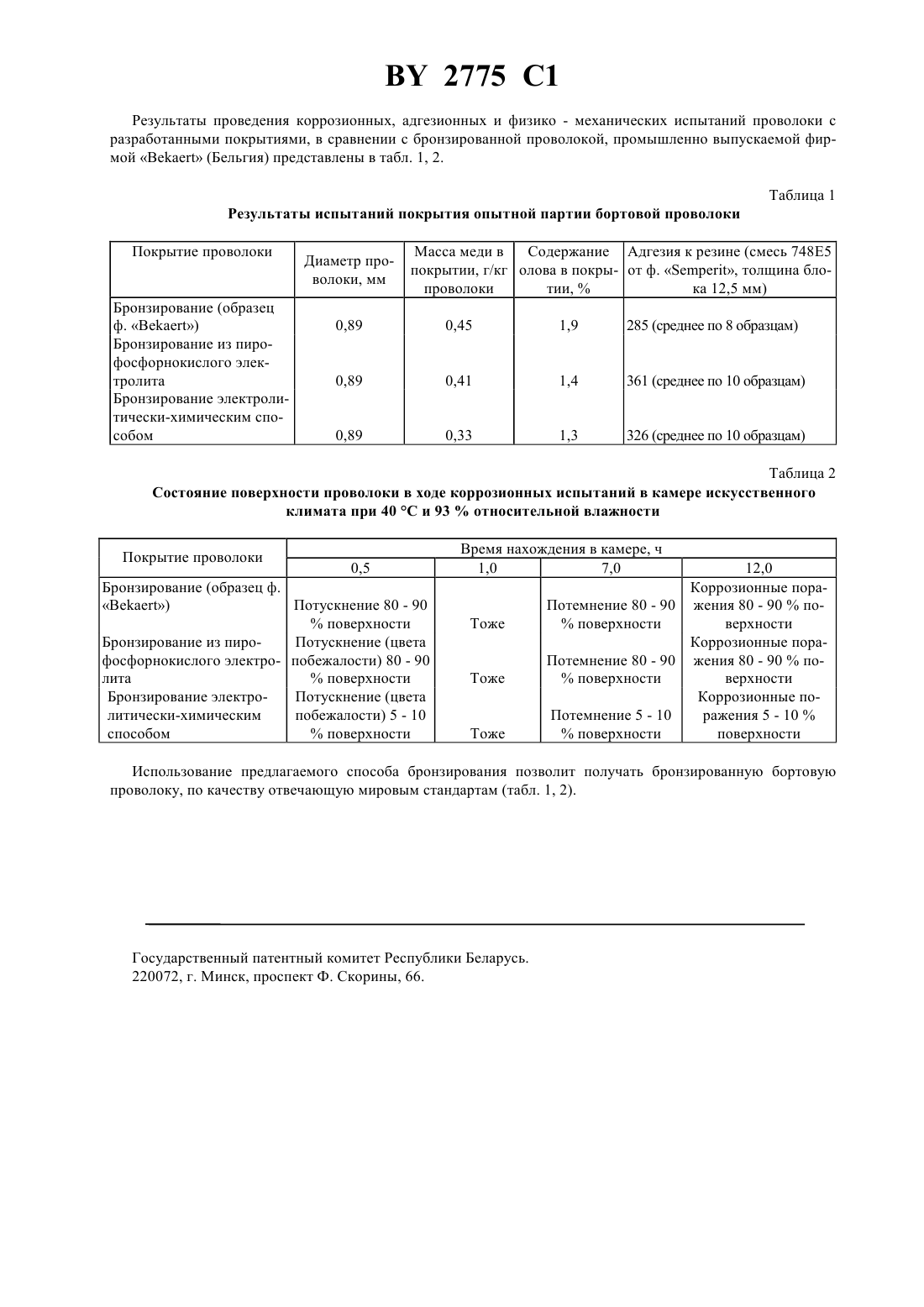
25 7/06 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ(71) Заявитель Белорусский металлургический завод(73) Патентообладатель Белорусский металлургический завод (БМЗ) ((57) 1. Способ непрерывного бронзирования преимущественно проволоки для бортовых колец шин, включающий совместное электроосаждение меди и олова из электролита, содержащего пирофосфат калия, пирофосфат меди и неорганическую соль олова, при катодной плотности тока 2 - 3 А/дм 2, отличающийся тем, что электроосаждение ведут из электролита, содержащего в качестве неорганической соли сульфат олова при следующем соотношении компонентов, г/л 4 Р 27 170 - 230 227 40 - 60 4 1 - 3,при РН 8,0 - 9,0 и температуре 20 - 30 0 С. 2.Способ по п. 1, отличающийся тем, что после электроосаждения проводят химическое осаждение олова из водного раствора, содержащего 10 - 50 г/л тиомочевины и 1 - 3 г/л сульфата олова, а затем химическое осаждение меди из водного раствора пентагидрата сульфата меди, взятого в количестве 35 - 45 г/л, и серной кислоты, взятой в количестве 40 - 60 г/л. Изобретение относится к области нанесения металлических покрытий, а конкретно к получению бронзового малооловянистого покрытия на проволоке, используемой для бортовых колец шин. В качестве прототипа принят электролитический способ осаждения сплава бронзы из пирофосфорнокислого электролита с использованием в качестве растворимых анодов сплава бронзы 1. Недостаток прототипа состоит в том, что высокая концентрация соли олова не позволяет получать бронзовое покрытие с низким содержанием данного элемента, требуемого для обеспечения высокого уровня адгезии к резине, а необходимость поддержания температуры электролита на высоком уровне и в узких пределах значительно усложняет реализацию в производстве данного способа нанесения покрытия. Задача, решаемая изобретением - обеспечение равномерности и хорошего прилегания покрытия к проволоке. Технический результат, достигаемый при использовании изобретения - повышение коррозионной стойкости, и адгезии покрытия к резине. Решение поставленной задачи обеспечивается тем, что в способе непрерывного бронзирования преимущественно проволоки для бортовых колец шин, включающем совместное электроосаждение меди и олова из электролита, содержащего пирофосфат калия, пирофосфат меди и неорганическую соль олова, при катодной плотности тока 2 - 3 А/дм 2, электроосаждение ведут из электролита, содержащего в качестве неорганической соли сульфат олова при следующем соотношении компонентов, г/л 2775 1 170 - 230 К 4 Р 2 О 7 227 40 - 60 04 1 - 3,при 8,0 - 9,0 и температуре 20 - 30 С. При электролитически - химическом способе нанесения покрытия после электроосаждения дополнительно проводят химическое осаждение олова из водного раствора, содержащего 10 - 50 г/л тиомочевины и 1 - 3 г/л сульфата олова, а затем химическое осаждение меди из водного раствора пентагидрата сульфата меди, взятого в количестве 35 - 45 г/л, и серной кислоты, взятой в количестве 40 - 60 г/л. Предлагаемый способ бронзирования из пирофосфорнокислого электролита осуществляется следующим образом Проволока с разматывающего устройства подается в свинцовую ванну с температурой 450550 С со скоростью 5070 м/мин. После охлаждения струей воды проводится электролитическое травление в растворе серной кислоты концентрацией 270360 г/л, душирующая двухкаскадная промывка, и нанесение покрытия в пирофосфорнокислом электролите с вышеуказанным соотношении компонентов и режимами осаждения. Используются растворимые медные аноды, дополнительно к которым укладывают оловянные аноды,при этом отношение площадей составляет 201101. Величины плотности тока могут быть снижены, при этом для получения стабильного химического состава покрытия увеличивают концентрацию 04 в электролите и увеличивают относительную площадь медных анодов. При нанесения покрытия электролитически - химическим способом после нанесения покрытия из пирофосфорнокислого электролита наносят пленку олова из водного раствора тиосульфата меди и сульфата олова в вышеуказанном соотношении компонентов, а затем ведут химическое осаждение меди из раствора пентагидрата сульфата меди и серной кислоты. Расчетная толщина слоя меди из пирофосфорнокислого электролита при этом должна соответствовать общей толщине покрытия. После каждой стадии нанесения покрытия проволока обдувается воздухом и промывается холодной водой. Затем просушивается горячим воздухом и наматывается на катушки. Корректировка содержания олова в покрытии ведется путем изменения плотности тока и изменением соотношения площадей анодов или изменением длины погруженной части проволоки в ванне лужения. Пример реализации способа Электролитический способ нанесения бронзированного покрытия был опробован на агрегате латунирования 1 термо - травильногальванического участка сталепроволочного цеха 2 Белорусского металлургического завода при производстве опытной партии проволоки в количестве 3-х катушек по 400 кг каждая. В качестве исходного для приготовления электролита бронзирования использован серийно применяемый электролит щелочного меднения с концентрациями компонентов К 4 Р 2 О 7 344,3 г/л, 227 90,0 г/л, рН - 8,6. Электролит был разбавлен вдвое путем доливки деминерализованной воды так, что произошло увеличение уровня раствора с 44 до 80 см в емкости высотой 1 м и вместимостью 5 м 3. На данный объем 0,854 м 3 добавлено 10 кг сульфата олова 4. Таким образом, расчетные концентрации составили К 4 Р 2 О 7 189,4 г/л 227 49,5 г/л 04 2,5 г/л,при определении рН раствора получено значение 8,4. Проволока диаметром 0,89 мм в количестве трех нитей протягивалась со скоростью 60 м/мин, проходя через две ванны, в каждой из которых погруженная в электролит длина проволоки составляла 1,4 м, ток поддерживался в пределах 11 - 16 А/ванну, или 3,5 - 5,3 А/проволоку в каждой ванне. Температура рабочего раствора соответствовала 20 - 25 С. Расчетная плотность тока составляла от 3,5/(3,14 х 14 х 0,0089)8,.9 до 5,3/(3,14 х 14 х 0,0089)13,5 А/дм 2. В качестве растворимых анодов использованы пластины меди марки МО размерами 1100 х 100 х 12 мм в количестве 10 шт. на ванну и прутки олова диаметром 6 мм и длиной 1100 мм в количестве 9 шт. на ванну. Соотношение площадей медных и оловянных анодов составило 121. Электролитически - химически способ нанесения бронзированного покрытия опробован на агрегате латунирования СтПЦ-2 с ПМК БМЗ. После нанесения покрытия из пирофосфорнокислого электролита на проволоку 0,89 мм насосом подавали раствор, содержащий тиомочевину и сульфат олова. Избыток раствора на проволоке сдували воздухом. Раствор в емкости вместимостью 50 л готовили путем растворения 100 г 04 и 12 кг тиомочевины в 40 л деминерализованной воды. Расчетные концентрации, таким образом, составили 2,5 г/л и 30 г/л соответственно. Далее проволоку пропускали через 2 ванны длиной 1,4 м каждая с раствором, содержащим пентагидрат сульфата меди и серную кислоту. По данным химического анализа,концентрация О 4 х 5 Н 2 О составляла 38,3 г/л, 24 - 56 г/л. 2775 1 Результаты проведения коррозионных, адгезионных и физико - механических испытаний проволоки с разработанными покрытиями, в сравнении с бронзированной проволокой, промышленно выпускаемой фирмой(Бельгия) представлены в табл. 1, 2. Таблица 1 Результаты испытаний покрытия опытной партии бортовой проволоки Покрытие проволоки Бронзирование (образец ф. ) Бронзирование из пирофосфорнокислого электролита Бронзирование электролитически-химическим способом Таблица 2 Состояние поверхности проволоки в ходе коррозионных испытаний в камере искусственного климата при 40 С и 93 относительной влажности Покрытие проволоки) Потускнение 80 - 90 поверхности Потускнение (цвета Бронзирование из пирофосфорнокислого электро- побежалости) 80 - 90 поверхности лита Бронзирование электроПотускнение (цвета литически-химическим побежалости) 5 - 10 способомповерхности 12,0 Коррозионные пораПотемнение 80 - 90 жения 80 - 90 по поверхности верхности Коррозионные пораПотемнение 80 - 90 жения 80 - 90 поверхностиповерхности Коррозионные поПотемнение 5 - 10 ражения 5 - 10 поверхности поверхности Использование предлагаемого способа бронзирования позволит получать бронзированную бортовую проволоку, по качеству отвечающую мировым стандартам (табл. 1, 2). Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
Метки: бронзирования, непрерывного, способ
Код ссылки
<a href="https://by.patents.su/3-2775-sposob-nepreryvnogo-bronzirovaniya.html" rel="bookmark" title="База патентов Беларуси">Способ непрерывного бронзирования</a>
Кристаллизатор и способ непрерывного вертикального литья стальной ленты
Номер патента: 1792
Опубликовано: 30.12.1997
Авторы: Манфред Колаковски, Ханс Штройбель
МПК: B22D 11/00, B22D 11/04
Метки: кристаллизатор, непрерывного, стальной, литья, способ, вертикального, ленты
Текст:
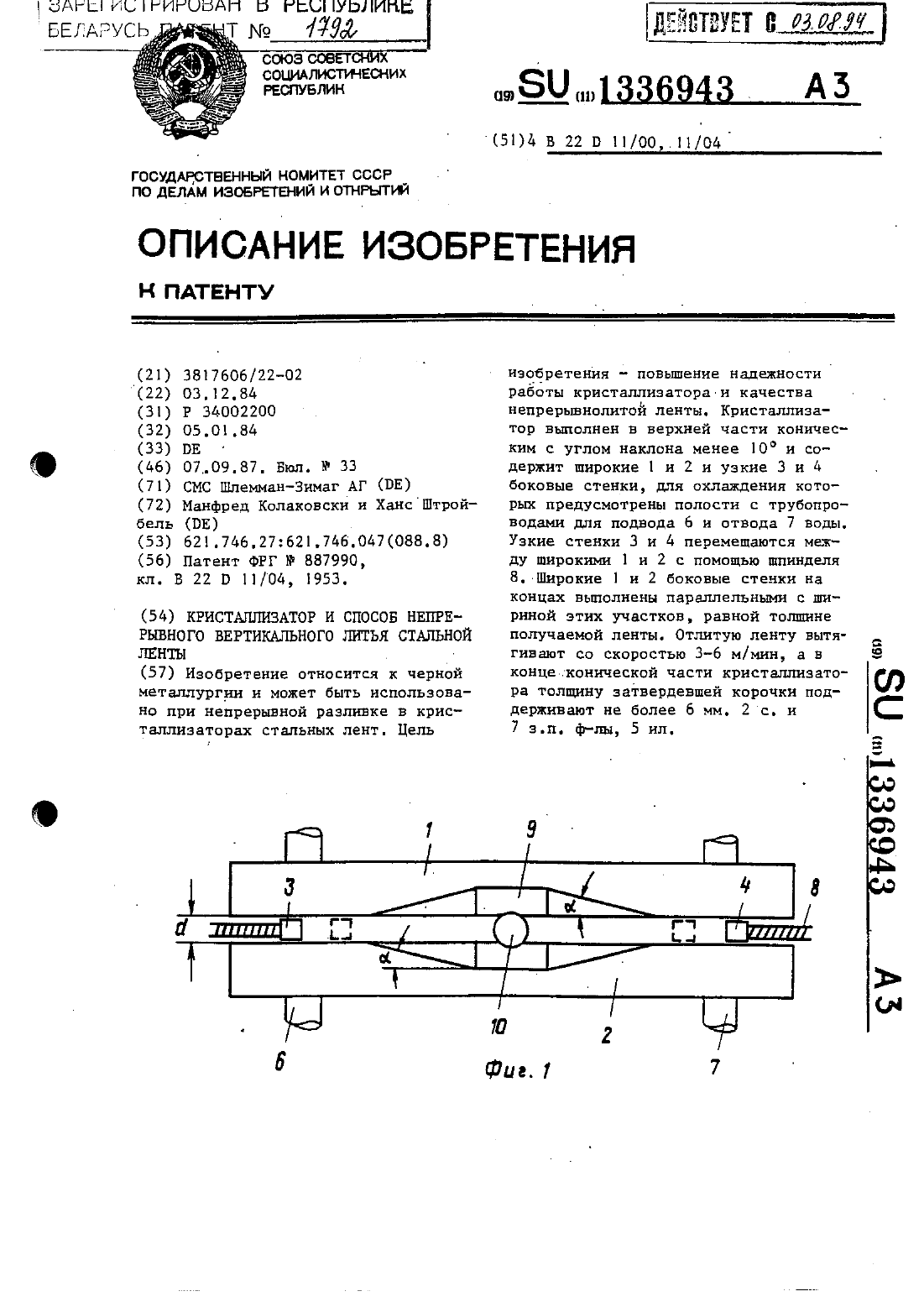
...часть имеет длину 550 мм, угол наклона 8, максиальную ширину 205 мм,ширина параллельной части широких боковых стенок составляет 50 м.1) позволяет получить прямоугольную зону затвертВ кристаллизатор подают сталь температурой 15 б 0 С, скорость вытягивания ленты д м/мин, интенсивность охлаждения в кристаллизаторе устанав ливают в верхней части 1500 ккал/м х х ч -град. в нижней части1000 ккал/ма ч -град. температуру поверхности ленты на...
Устройство для непрерывного гальванического осаждения металла
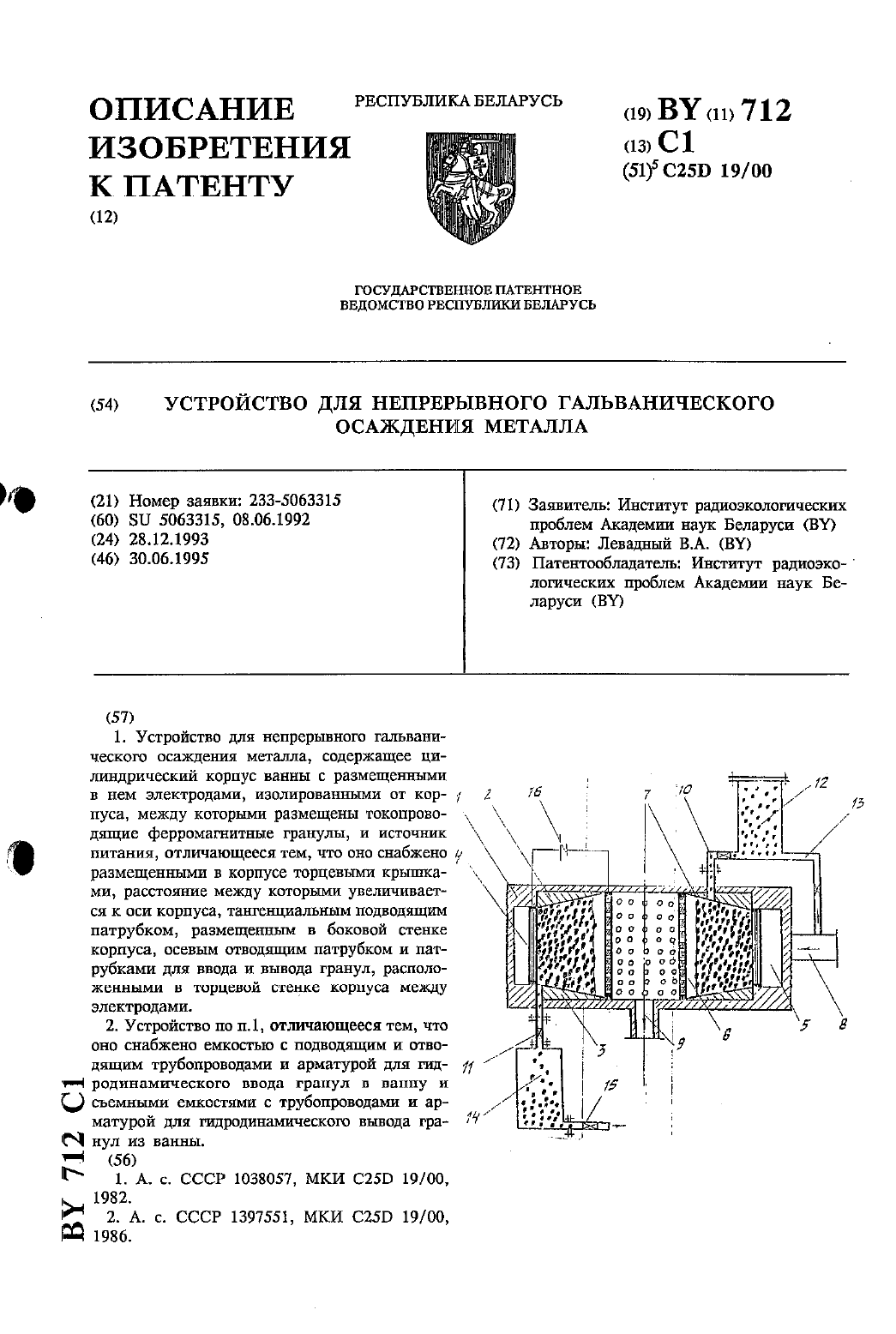
Номер патента: 712
Опубликовано: 30.06.1995
Автор: Левадный Валентин Александрович
МПК: C25D 19/00
Метки: непрерывного, осаждения, устройство, гальванического, металла
Текст:
...стенке корпуса, осевым отводящим патрубком и патрубками для ввода и вывода гранул, расположенными в торцевой стенке корпуса между электродами.Устройство снабжено емкостью с подводящим и отводящим трубопроводами и арматурой для гидродинамического ввода гранул в ванну и съемными емкостями с трубопроводами и арматурой для гидродинамического вывода гранул из ванны.Устройство для непрерывного осаждения металла содержит корпус 1, в котором...
Устройство для непрерывного прессования длинномерных изделий
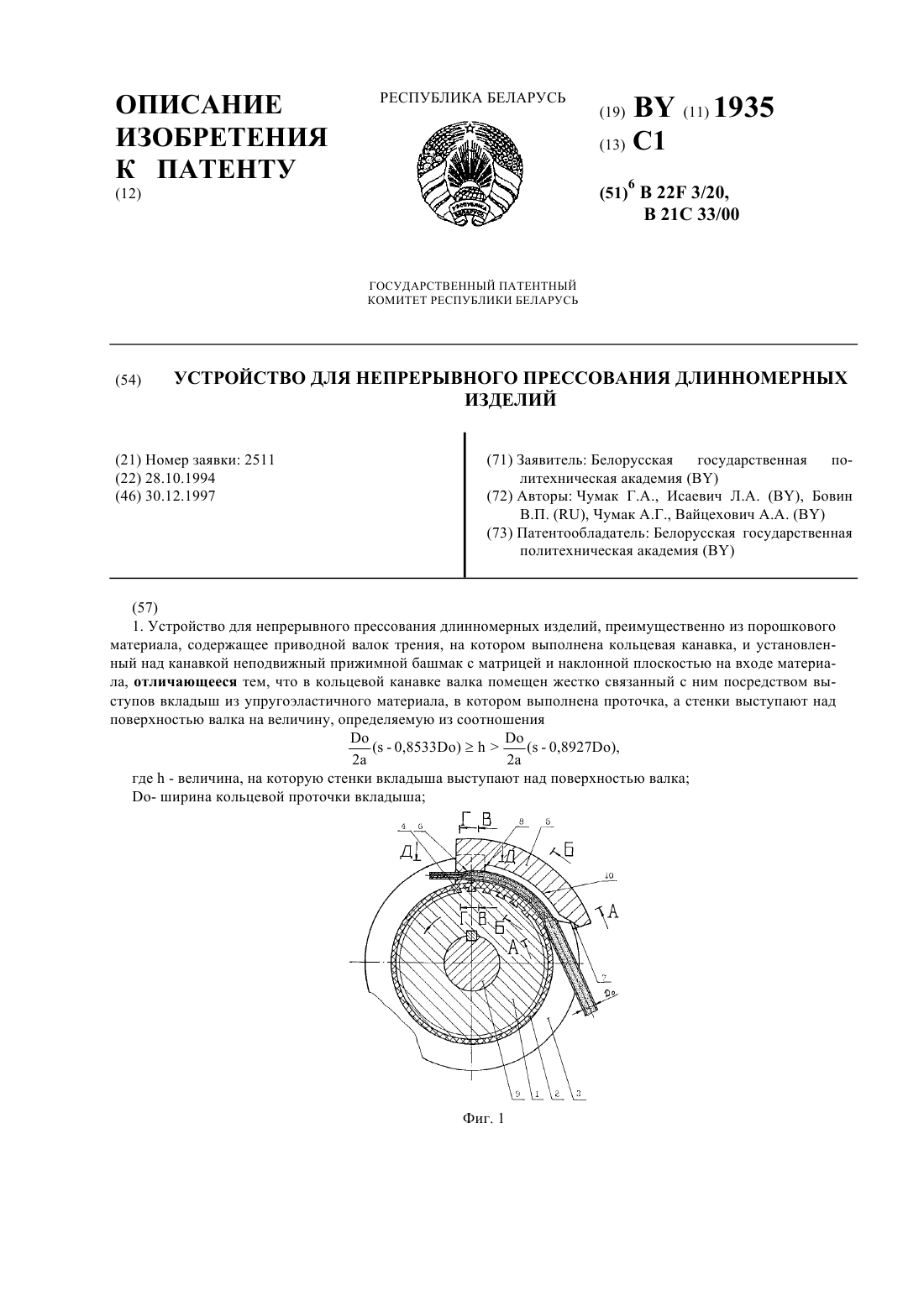
Номер патента: 1935
Опубликовано: 30.12.1997
Авторы: Чумак Геннадий Андреевич, Вайцехович Алла Андреевна, Бовин Валерий Павлович, Чумак Александр Геннадьевич, Исаевич Леонид Александрович
МПК: B21C 33/00, B22F 3/20
Метки: непрерывного, изделий, длинномерных, устройство, прессования
Текст:
...1 вращается на валу 9. На поверхностях 7 и 10 башмака 5 нанесен антифрикционный фторопластовый слой. Для увеличения жесткости выступов 4, они армированы волокнами. Выполнение кольцевой проточки 3 колеса трения 1 во вкладыше 2 из упругоэластичного материала обеспечивает передачу усилия зажима равномерно по сечению заготовки и, соответственно, равномерные радиальную деформацию оболочки и уплотнение порошкового сердечника по сечению. Силы трения...
Способ изготовления алмазного инструмента
Номер патента: 459
Опубликовано: 30.03.1995
Авторы: Минец В. В., Мастюгин Л. И.
Метки: способ, изготовления, инструмента, алмазного
Текст:
...этилового спирта. после стекла К 108. Частота вращения шпиндечего необходимую массу алмазного дпорош- ля составляла 560 об/мин. в качестве ка перемешивали с увлажнителем. взятым 10 смазочно-охл аждающего вещества исвкопичестве 13 от массы связки. Ув- пользовали жидкость СМ 7/2. Произволажненную навеску алмазного порошка в дителъность инструмента определяли как течение 8 ч смешивали с навеской металли- максимальную величину осевой подачи. при...
Способ рекуперации алмазов из некондиционного абразивного и режущего инструмента на основе бронзовой связки
Номер патента: 2321
Опубликовано: 30.09.1998
Авторы: Карпович Руслан Иосифович, Курило Ирина Иосифовна, Жарский Иван Михайлович, Дроздович Валерий Брониславович
МПК: C01B 31/06
Метки: связки, рекуперации, инструмента, алмазов, способ, режущего, абразивного, некондиционного, основе, бронзовой
Текст:
...ионов меди позволяет катодно утилизировать медную составляющую матричного сплава в виде компактного осадка с выходом по току 80 - 98 при катодных плотностях тока 10 - 250 А/м 2. При этом исключены побочные процессы выделения агрессивных газообразных продуктов. Олово может быть выделено в виде метаоловянных кислот. При необходимости электролит корректируется по меди. В качестве катода используют титан с гладкой поверхностью, который...