Способ обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением
Номер патента: 17168
Опубликовано: 30.06.2013
Авторы: Каштальян Иван Алексеевич, Козорез Александр Александрович
Текст
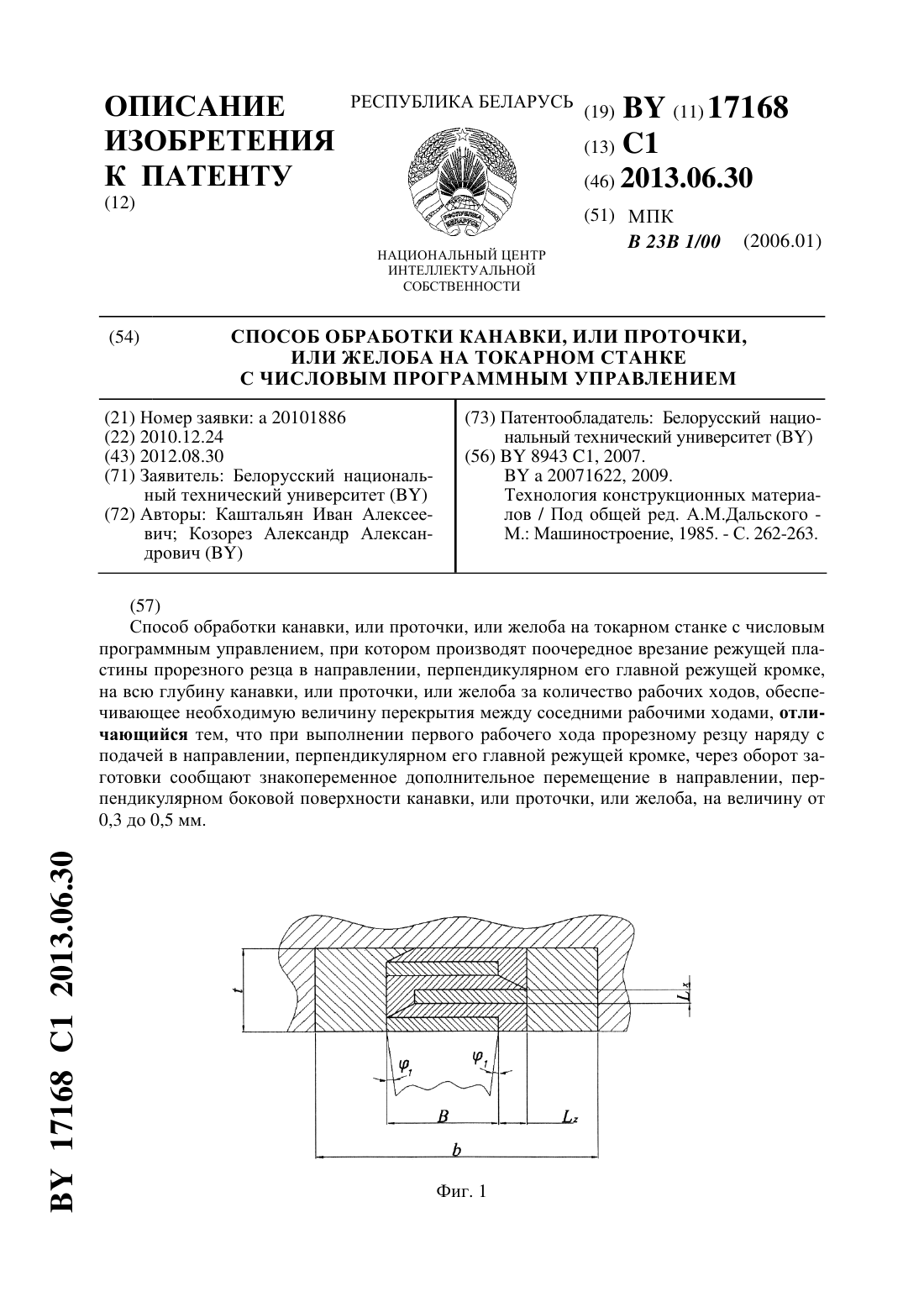
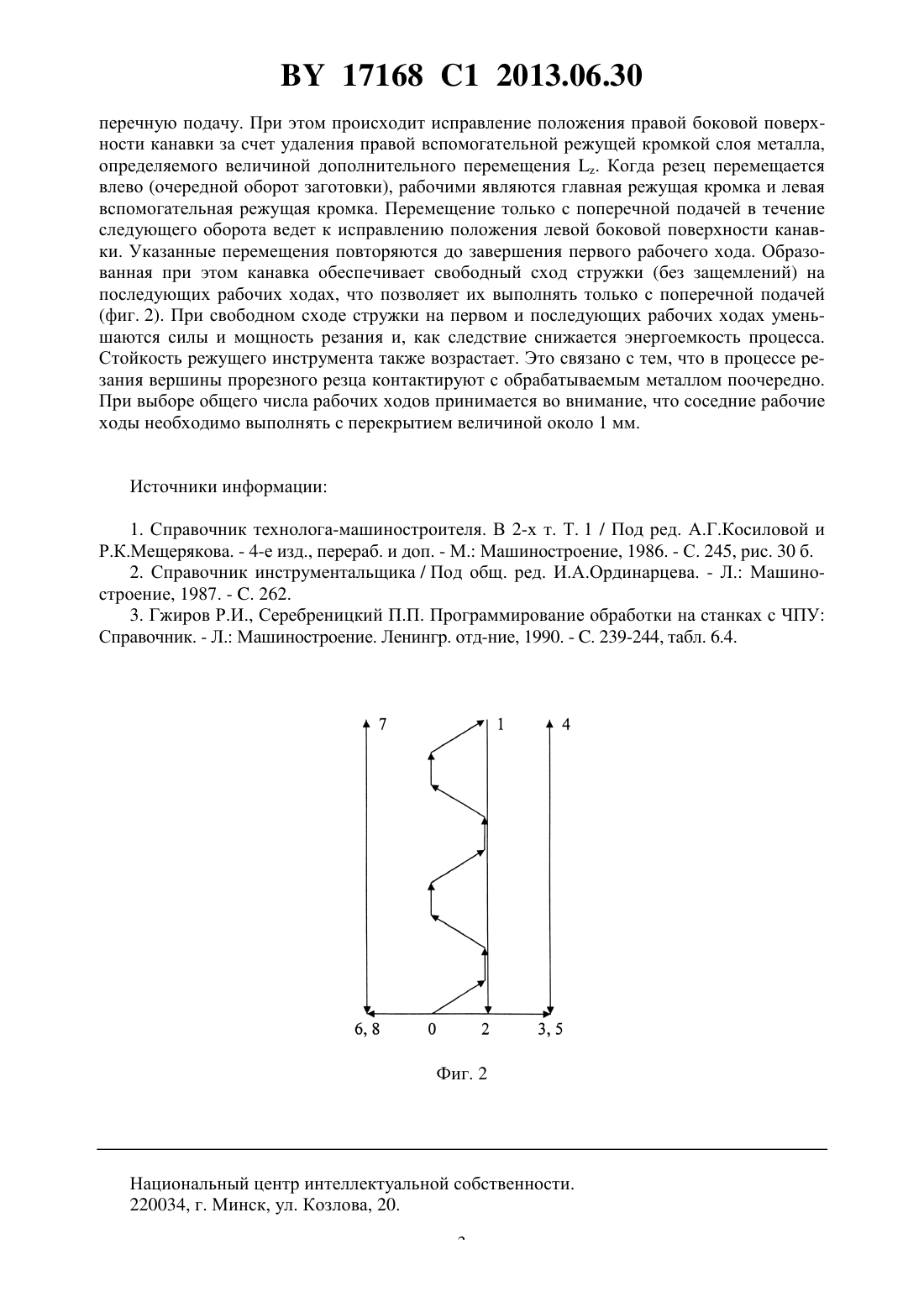
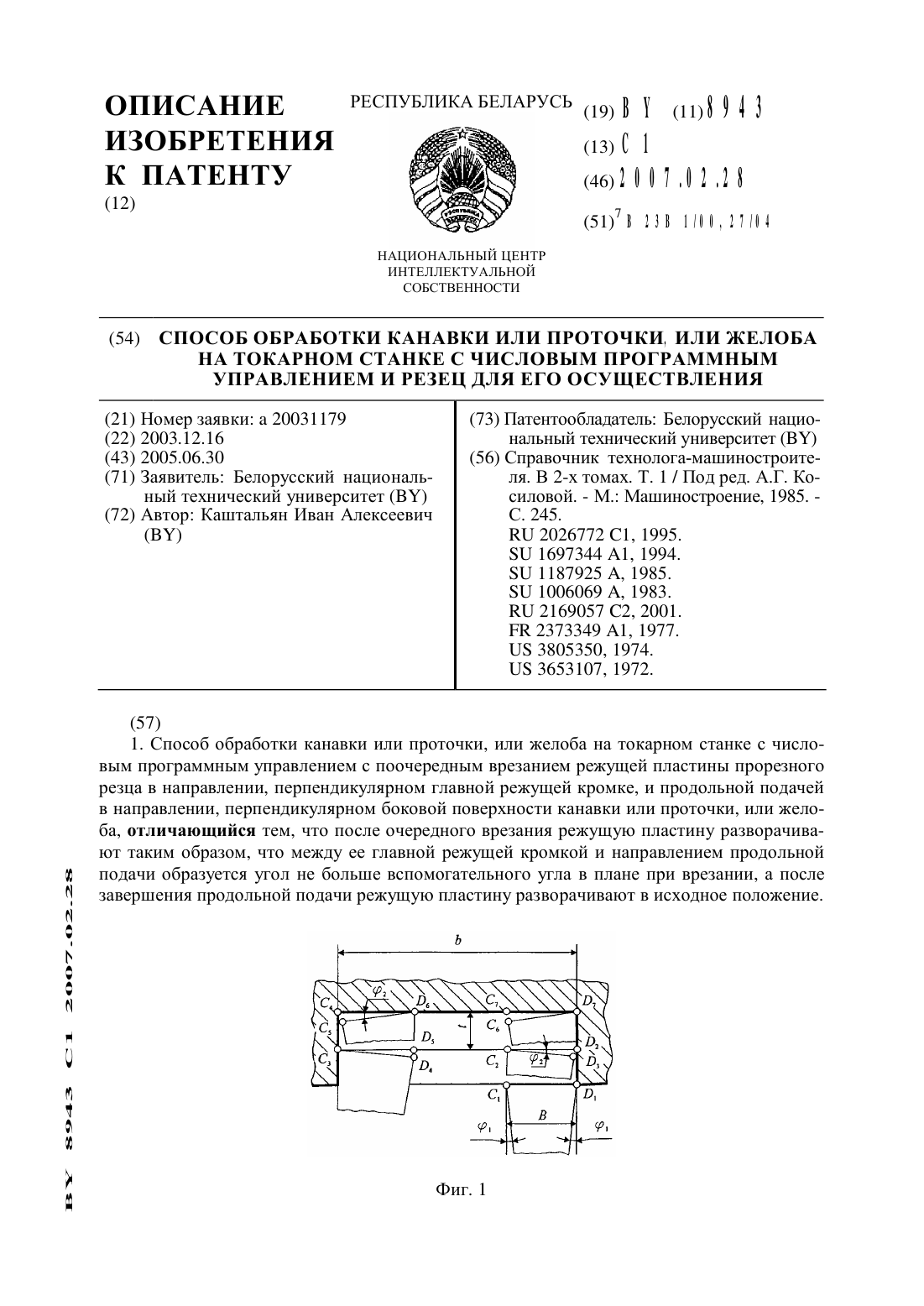
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ КАНАВКИ, ИЛИ ПРОТОЧКИ,ИЛИ ЖЕЛОБА НА ТОКАРНОМ СТАНКЕ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ(71) Заявитель Белорусский национальный технический университет(72) Авторы Каштальян Иван Алексеевич Козорез Александр Александрович(73) Патентообладатель Белорусский национальный технический университет(56)8943 1, 2007.20071622, 2009. Технология конструкционных материалов / Под общей ред. А.М.Дальского М. Машиностроение, 1985. - С. 262-263.(57) Способ обработки канавки, или проточки, или желоба на токарном станке с числовым программным управлением, при котором производят поочередное врезание режущей пластины прорезного резца в направлении, перпендикулярном его главной режущей кромке,на всю глубину канавки, или проточки, или желоба за количество рабочих ходов, обеспечивающее необходимую величину перекрытия между соседними рабочими ходами, отличающийся тем, что при выполнении первого рабочего хода прорезному резцу наряду с подачей в направлении, перпендикулярном его главной режущей кромке, через оборот заготовки сообщают знакопеременное дополнительное перемещение в направлении, перпендикулярном боковой поверхности канавки, или проточки, или желоба, на величину от 0,3 до 0,5 мм. 17168 1 2013.06.30 Изобретение относится к обработке металлов резанием и, в частности, к обработке канавок, проточек и желобов прямоугольной формы на токарных станках с числовым программным управлением (ЧПУ). Известен способ обработки канавок, проточек и желобов с поочередным врезанием режущей пластины прорезного (канавочного) резца в направлении, перпендикулярном главной режущей кромке, и продольной подачей в направлении, перпендикулярном боковой поверхности канавки 1. Способ осуществляется прорезным (канавочным) резцом 2, который содержит державку и закрепленную на ней режущую пластину, имеющую вспомогательные углы в плане. Недостатком этого способа является то, что главная режущая кромка резца постоянно находится в контакте с упруго восстанавливающимся слоем обрабатываемого металла. Этот недостаток приводит к снижению стойкости резца и затратам энергии на трение в зоне контакта главной режущей кромки с обрабатываемым металлом. Прототипом является способ обработки канавки, или проточки, или желоба на токарном станке с числовым программным управлением, при котором производят поочередное врезание режущей пластины прорезного резца в направлении, перпендикулярном его главной режущей кромке, на всю глубину канавки, или проточки, или желоба за количество рабочих ходов, обеспечивающее необходимую величину перекрытия между соседними рабочими ходами 3. Способ осуществляется прорезным (канавочным) резцом 2, который содержит державку и закрепленную на ней режущую пластину, имеющую вспомогательные углы в плане. Недостатком способа-прототипа является то, что при выполнении первого рабочего хода сход стружки, ширина которой в процессе усадки становится больше ширины образующейся канавки, затруднен. Это приводит к увеличению мощности резания, ухудшению качества образующихся боковых сторон канавки (увеличенная по ширине стружка,периодически защемляясь в канавке, при выходе царапает ее боковые стороны) и снижению стойкости режущего инструмента. А при обработке глубоких канавок возможно даже защемление и поломка резца. Задачей, решаемой изобретением, является снижение энергоемкости процесса резания и повышение стойкости режущего инструмента. Поставленная задача достигается тем, что при обработке канавки, или проточки, или желоба на токарном станке с числовым программным управлением производят поочередное врезание режущей пластины прорезного резца в направлении, перпендикулярном его главной режущей кромке, на всю глубину канавки, или проточки, или желоба за количество рабочих ходов, обеспечивающее необходимую величину перекрытия между соседними рабочими ходами, причем при выполнении первого рабочего хода прорезному резцу наряду с подачей в направлении, перпендикулярном его главной режущей кромке, через оборот заготовки сообщают знакопеременное дополнительное перемещение в направлении, перпендикулярном боковой поверхности канавки, или проточки, или желоба, на величину от 0,3 до 0,5 мм. Сущность изобретения поясняется чертежами. На фиг. 1 показана схема обработки канавок, проточек и желобов на фиг. 2 - структура цикла траектории инструмента. На схеме (фиг. 1) начало обработки совпало с поперечной подачей (в направлении,перпендикулярном главной режущей кромке). Далее резцу дополнительно в течение следующего оборота заготовки сообщают перемещение перпендикулярно боковой поверхности канавки вправо на величину , которая выбирается в зависимости от поперечной усадки стружки (для конструкционных сталейможет назначаться в диапазоне от 0,3 до 0,5 мм). При этом перемещении резца припуск снимается главной режущей кромкой и правой вспомогательной кромкой. Между левой вспомогательной режущей кромкой и левой стороной полученной канавки образуется зазор, который растет от нуля до величины дополнительного перемещения. В течение следующего оборота резец получает только по 2 17168 1 2013.06.30 перечную подачу. При этом происходит исправление положения правой боковой поверхности канавки за счет удаления правой вспомогательной режущей кромкой слоя металла,определяемого величиной дополнительного перемещения . Когда резец перемещается влево (очередной оборот заготовки), рабочими являются главная режущая кромка и левая вспомогательная режущая кромка. Перемещение только с поперечной подачей в течение следующего оборота ведет к исправлению положения левой боковой поверхности канавки. Указанные перемещения повторяются до завершения первого рабочего хода. Образованная при этом канавка обеспечивает свободный сход стружки (без защемлений) на последующих рабочих ходах, что позволяет их выполнять только с поперечной подачей(фиг. 2). При свободном сходе стружки на первом и последующих рабочих ходах уменьшаются силы и мощность резания и, как следствие снижается энергоемкость процесса. Стойкость режущего инструмента также возрастает. Это связано с тем, что в процессе резания вершины прорезного резца контактируют с обрабатываемым металлом поочередно. При выборе общего числа рабочих ходов принимается во внимание, что соседние рабочие ходы необходимо выполнять с перекрытием величиной около 1 мм. Источники информации 1. Справочник технолога-машиностроителя. В 2-х т. Т. 1 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М. Машиностроение, 1986. - С. 245, рис. 30 б. 2. Справочник инструментальщика / Под общ. ред. И.А.Ординарцева. - Л. Машиностроение, 1987. - . 262. 3. Гжиров Р.И., Серебреницкий П.П. Программирование обработки на станках с ЧПУ Справочник. - Л. Машиностроение. Ленингр. отд-ние, 1990. - . 239-244, табл. 6.4. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23B 1/00
Метки: или, управлением, канавки, токарном, обработки, проточки, желоба, станке, способ, числовым, программным
Код ссылки
<a href="https://by.patents.su/3-17168-sposob-obrabotki-kanavki-ili-protochki-ili-zheloba-na-tokarnom-stanke-s-chislovym-programmnym-upravleniem.html" rel="bookmark" title="База патентов Беларуси">Способ обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением</a>
Способ обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением и резец для его осуществления
Номер патента: 8943
Опубликовано: 28.02.2007
Автор: Каштальян Иван Алексеевич
МПК: B23B 1/00, B23B 27/04
Метки: станке, программным, числовым, управлением, обработки, желоба, проточки, или, токарном, канавки, осуществления, способ, резец
Текст:
...упругую пластину прямоугольного сечения, установленную между стенками державки, образованными У-образным сквозным пазом, и закрепленную консольно, причем режущая пластина закреплена на свободном конце упругой пластины, которым она опирается на опору, выполненную в виде пальца, соединяющего стенки державки, а на расстоянии, максимально удаленном от места заделки упругой пластины, в стенках державки установлены регулируемые упоры.Сущность...
Способ обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением и резец для его осуществления
Номер патента: 13315
Опубликовано: 30.06.2010
Автор: Каштальян Иван Алексеевич
МПК: B23B 27/00, B23B 1/00
Метки: токарном, осуществления, желоба, способ, обработки, проточки, числовым, резец, станке, канавки, управлением, программным, или
Текст:
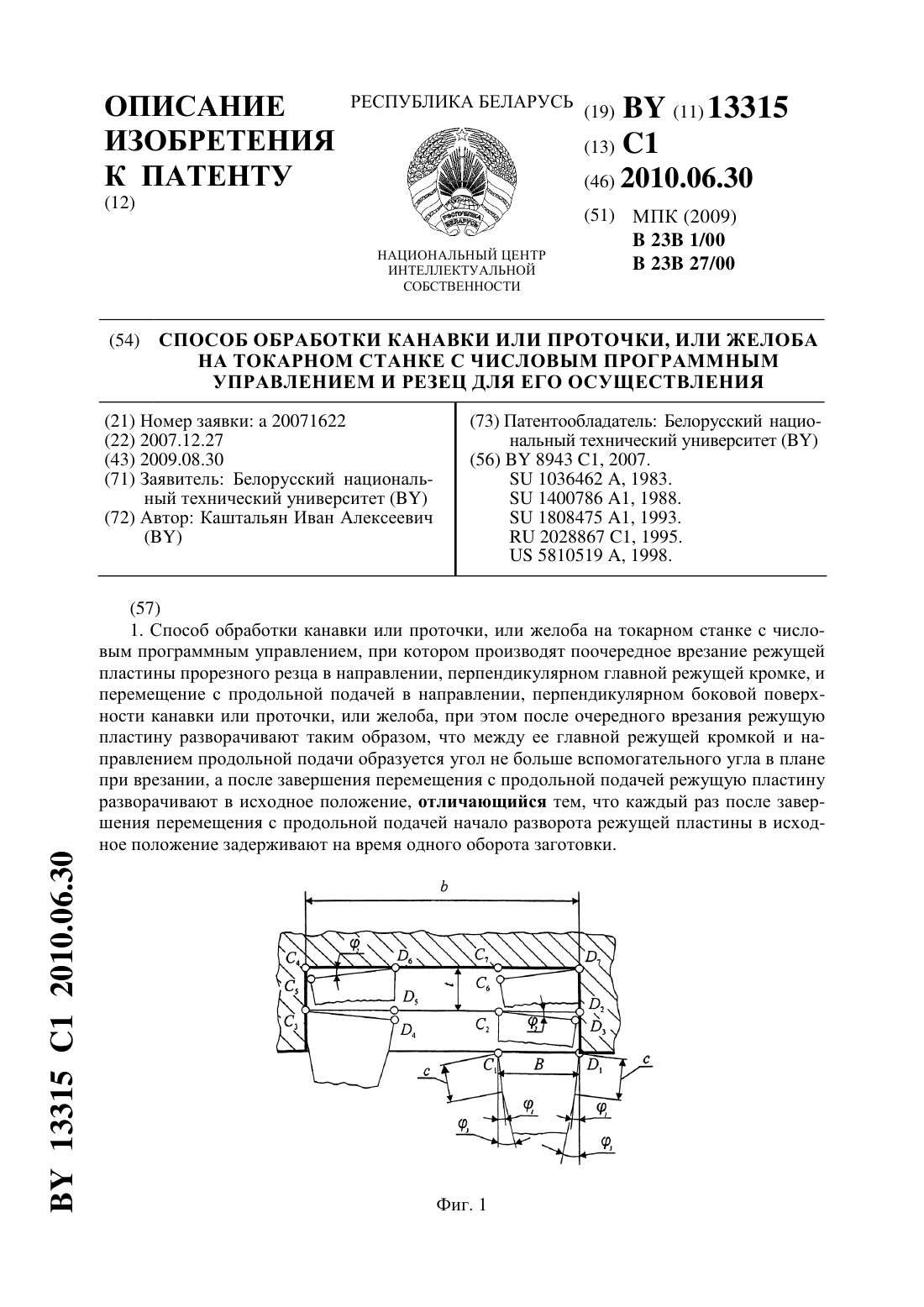
...образованными -образным сквозным пазом, и закрепленную консольно, причем режущая пластина закреплена на свободном конце упругой пластины, которым она опирается на опору, выполненную в виде пальца, соединяющего стенки державки, а на расстоянии, максимально удаленном от места заделки упругой пластины, в стенках державки установлены регулируемые упоры, при этом режущая пластина имеет двойную заточку, выполненную таким образом, что каждая...
Резец для обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением

Номер патента: 15785
Опубликовано: 30.04.2012
Авторы: Козорез Александр Александрович, Каштальян Иван Алексеевич
МПК: B23B 27/04
Метки: станке, желоба, программным, резец, управлением, токарном, числовым, канавки, обработки, проточки, или
Текст:
...достигается тем, что резец для обработки канавки или проточки,или желоба на токарном станке с числовым программным управлением, включающий державку, упругую пластину прямоугольного сечения, одним концом консольно закрепленную между стенками державки, образованными -образным сквозным пазом, и режущую пластину, имеющую вспомогательные углы в плане и закрепленную на другом свободном конце упругой пластины, которым она опирается на опору,...
Способ применения мешалки с программным управлением
Номер патента: 9034
Опубликовано: 30.04.2007
Авторы: КОНИЦКО, Альбрехт
МПК: B01F 15/00
Метки: программным, мешалки, способ, управлением, применения
Текст:
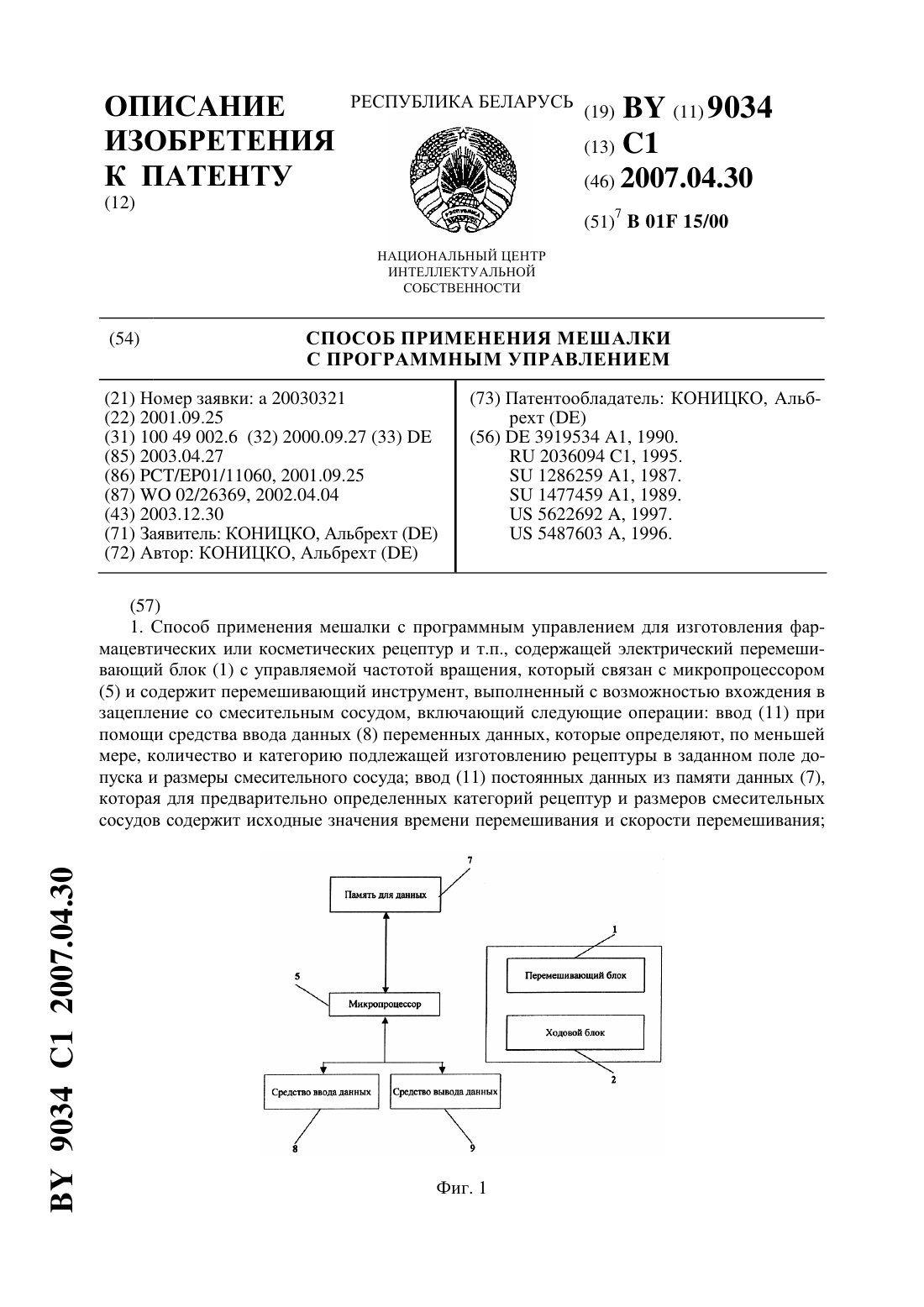
...и форме как к смесительному сосуду, так и к выполняемой задаче перемешивания. Далее, соответственно целесообразной форме исполнения, при помощи средства ввода данных вводятся переменные данные о вязкости исходных веществ. При необходимости могут быть введены другие данные, описывающие вещества, или же заданные значения времени перемешивания, скорости перемешивания, числа ходов и скорости хода. При применении заданных значений мешалка с...
Устройство для нарезания ребристых поверхностей теплообменников на токарном станке
Номер патента: 2826
Опубликовано: 30.06.1999
Авторы: Миткевич Станислав Иосифович, Кислов Юрий Николай, Дьяков Игорь Иванович
МПК: B23B 1/00, B23P 15/26
Метки: ребристых, нарезания, поверхностей, устройство, станке, токарном, теплообменников
Текст:
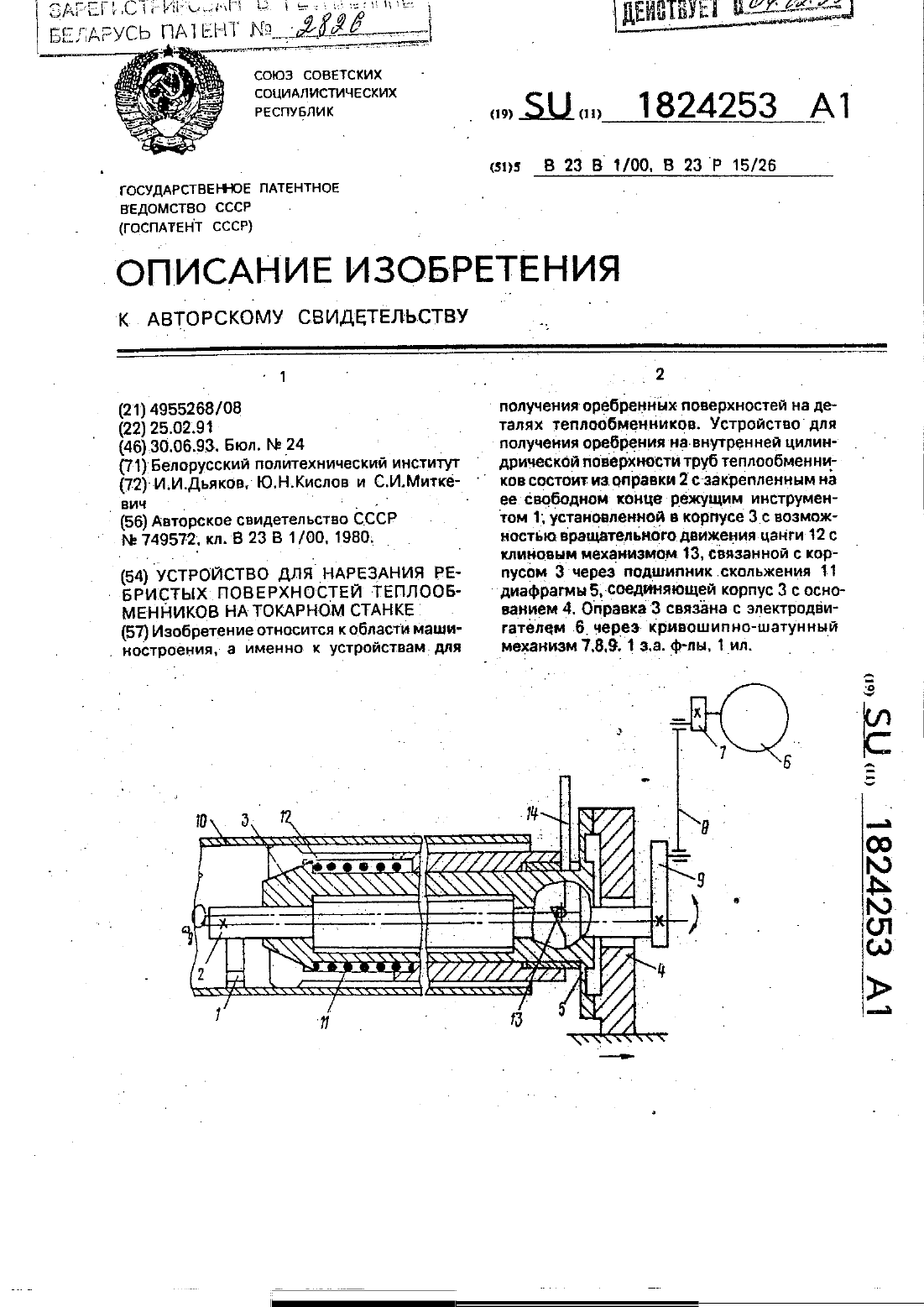
...цангу-12 и позволяет ввести оправку с резцом 1 (резец находиться в верхнем начальном положении) в отверстие заготовки 10. Рычаг 14 возвращают в исходное положение в результате чего рабочая часть цанги 12 будет соприкасаться с внутренним диаметром заготовки 10. Затем включают электродвигатель б, который приводит посредством кривошипно-шатунного механизма 9. В 7 в возвратно-качательное движение оправку 2 с резцом 1 и включают одновременное...
Предыдущий патент: Капустоуборочный комбайн
Следующий патент: Резец для обработки канавки, или проточки, или желоба на токарном станке с числовым программным управлением
Случайный патент: Установка для сушки фруктов