Резец для обработки канавки, или проточки, или желоба на токарном станке с числовым программным управлением
Номер патента: 17245
Опубликовано: 30.06.2013
Авторы: Каштальян Иван Алексеевич, Козорез Александр Александрович
Текст
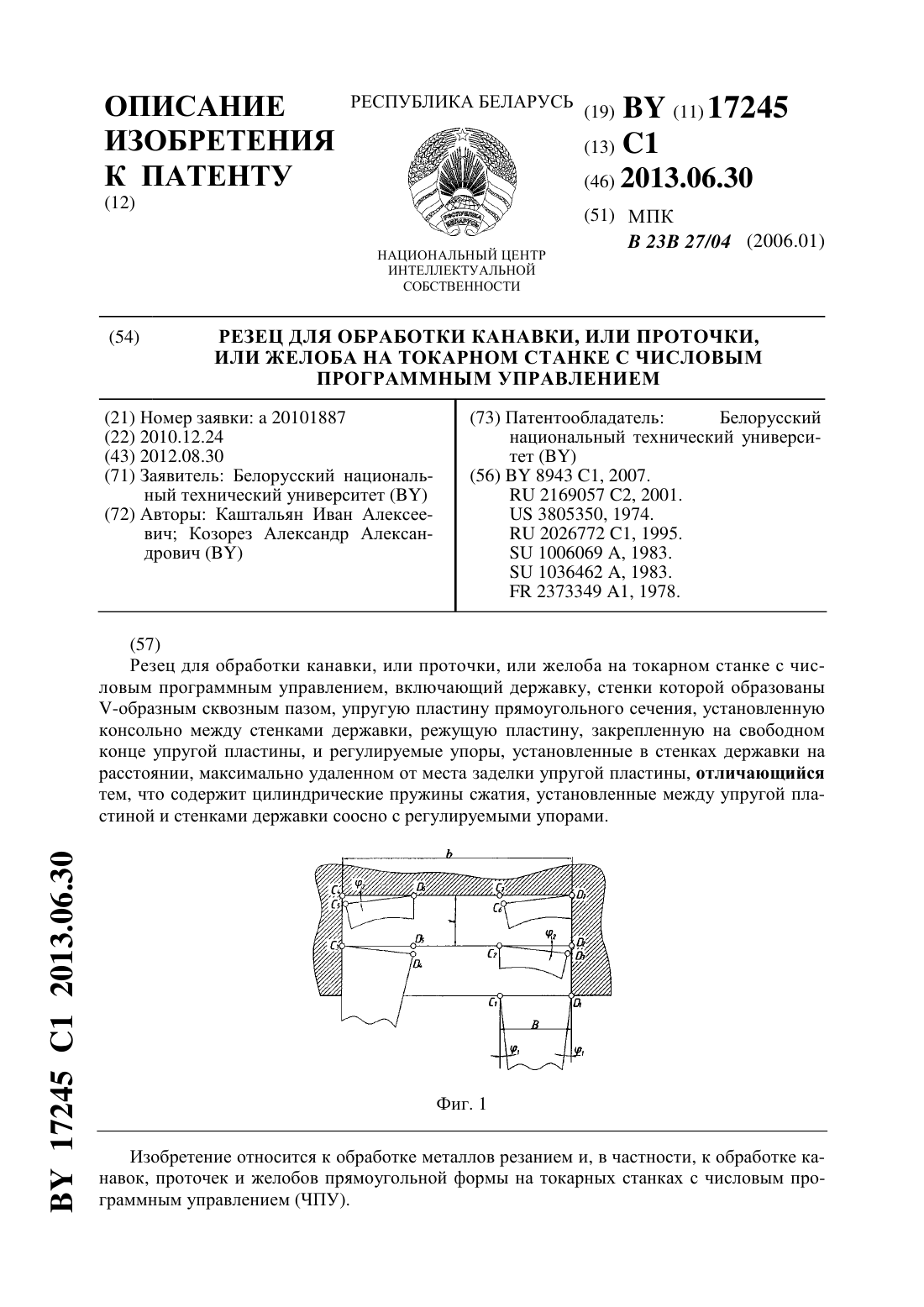
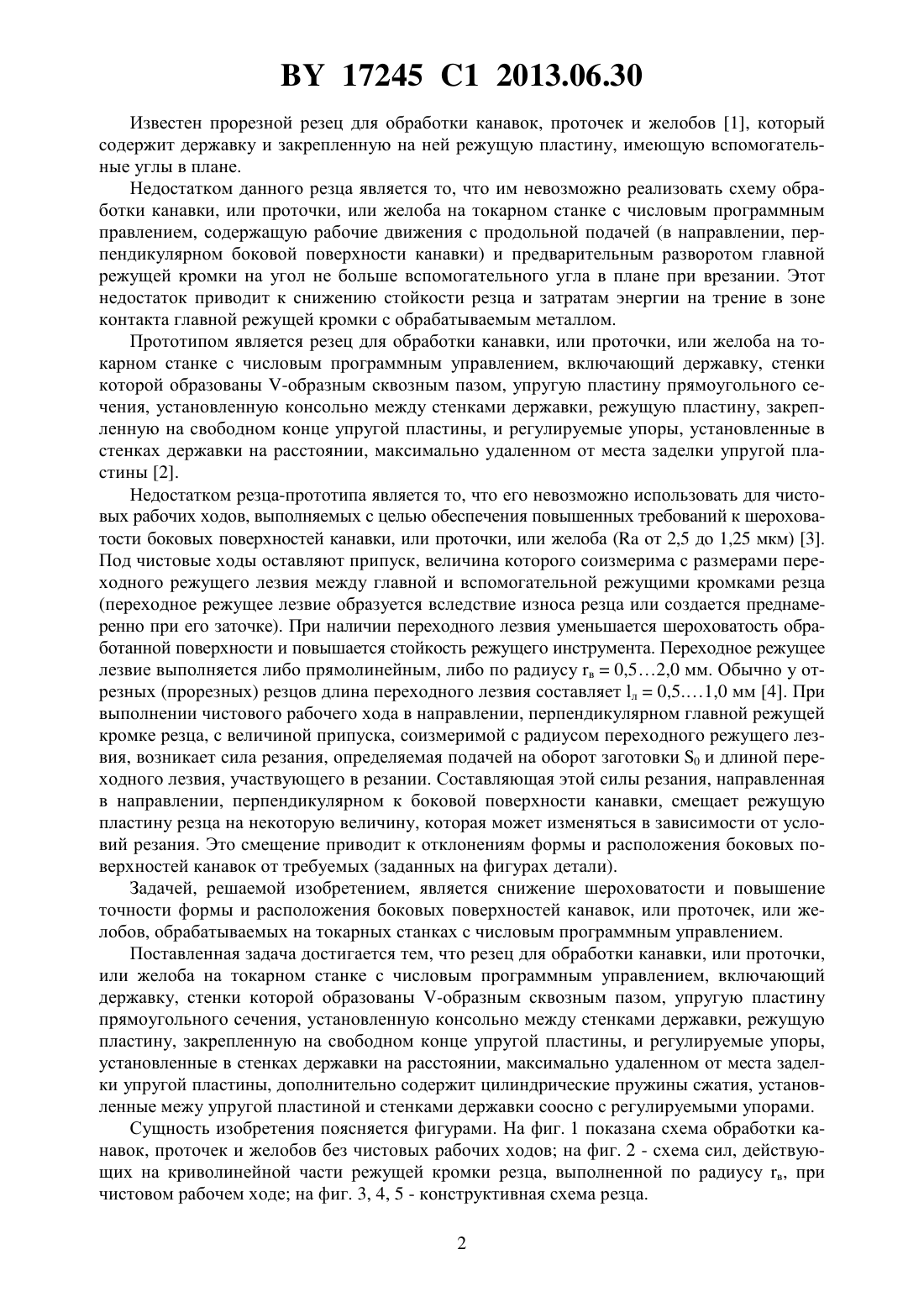
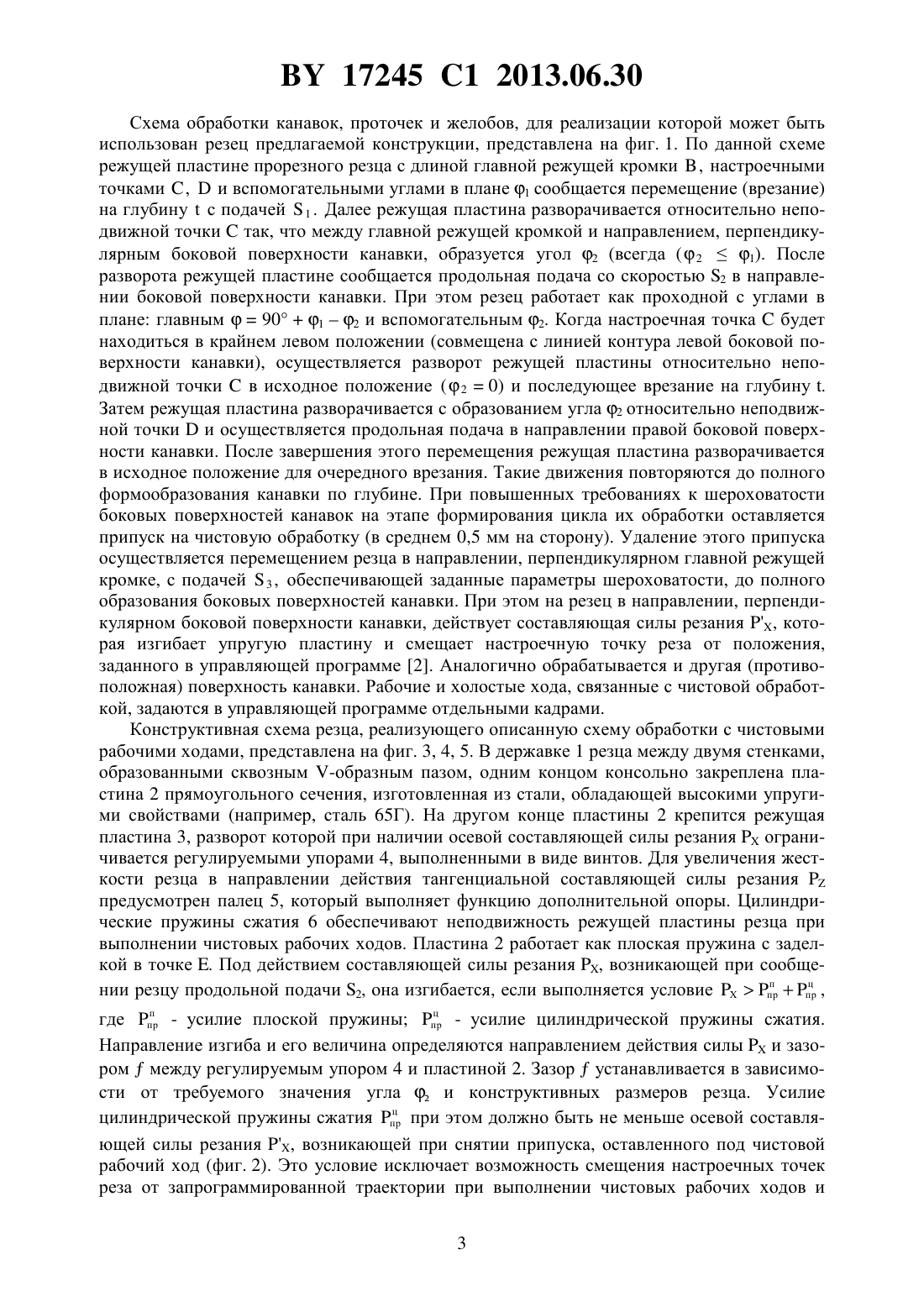
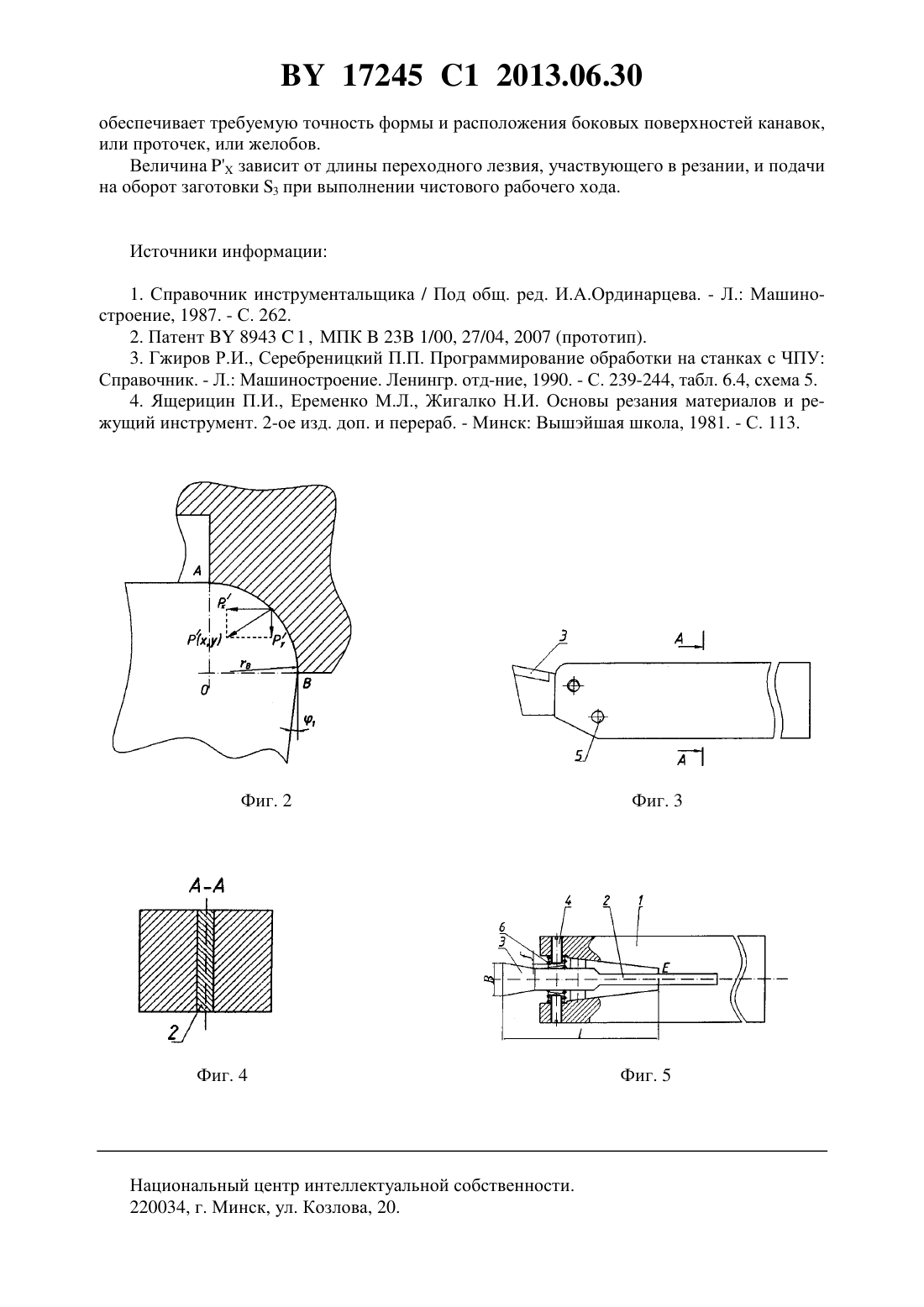
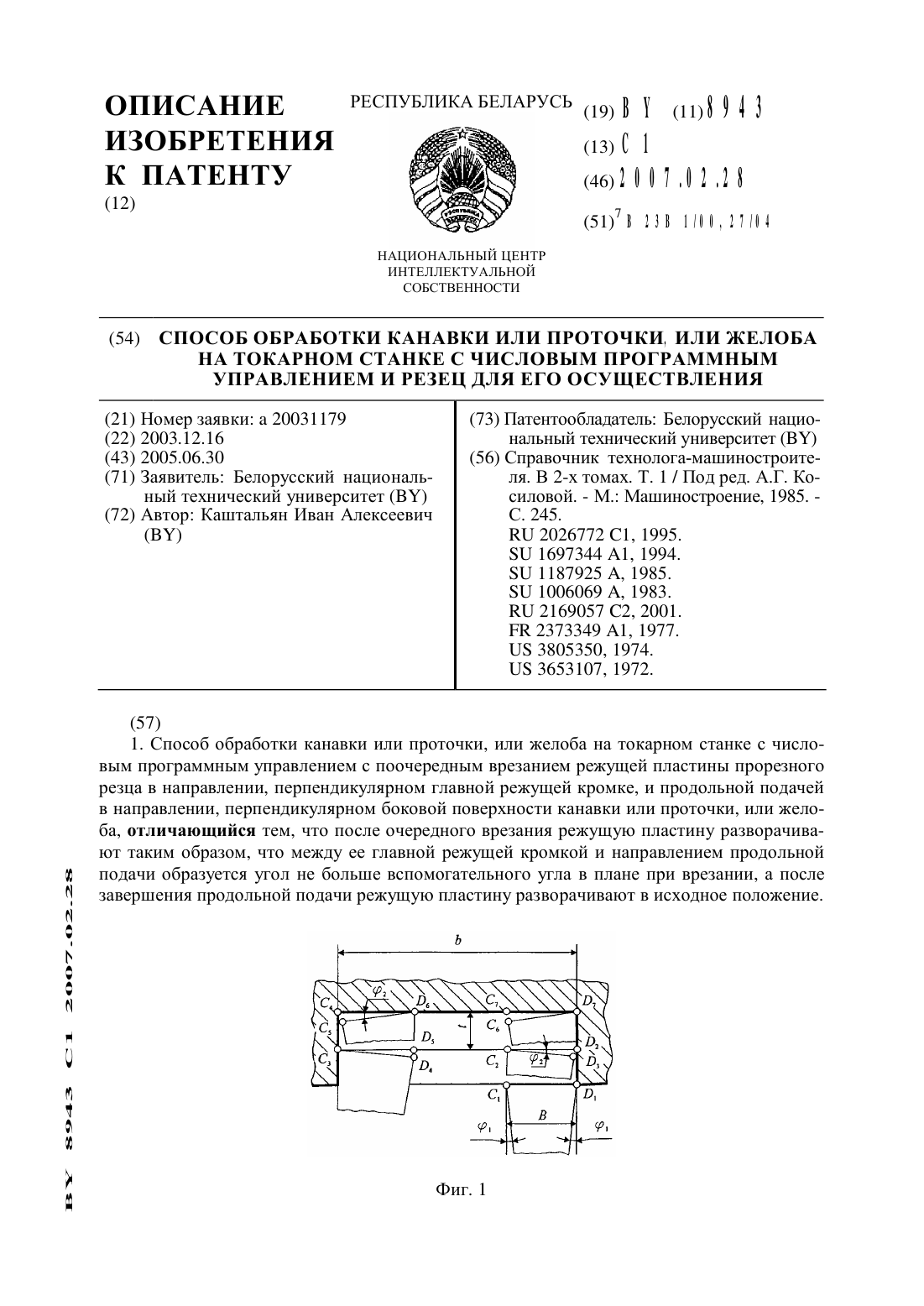
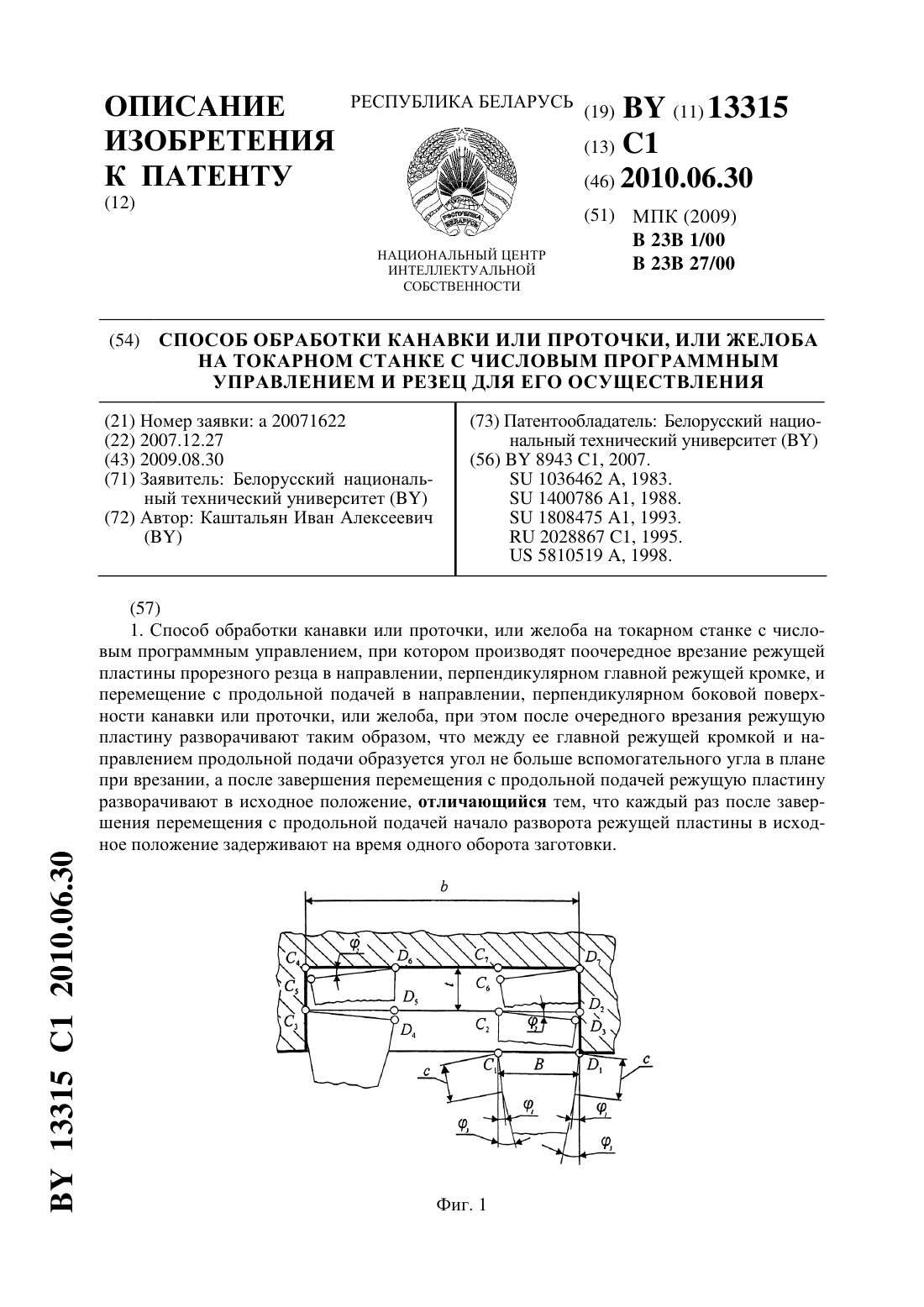
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ РЕЗЕЦ ДЛЯ ОБРАБОТКИ КАНАВКИ, ИЛИ ПРОТОЧКИ,ИЛИ ЖЕЛОБА НА ТОКАРНОМ СТАНКЕ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ(71) Заявитель Белорусский национальный технический университет(72) Авторы Каштальян Иван Алексеевич Козорез Александр Александрович(73) Патентообладатель Белорусский национальный технический университет(57) Резец для обработки канавки, или проточки, или желоба на токарном станке с числовым программным управлением, включающий державку, стенки которой образованы-образным сквозным пазом, упругую пластину прямоугольного сечения, установленную консольно между стенками державки, режущую пластину, закрепленную на свободном конце упругой пластины, и регулируемые упоры, установленные в стенках державки на расстоянии, максимально удаленном от места заделки упругой пластины, отличающийся тем, что содержит цилиндрические пружины сжатия, установленные между упругой пластиной и стенками державки соосно с регулируемыми упорами. Фиг. 1 Изобретение относится к обработке металлов резанием и, в частности, к обработке канавок, проточек и желобов прямоугольной формы на токарных станках с числовым программным управлением (ЧПУ). 17245 1 2013.06.30 Известен прорезной резец для обработки канавок, проточек и желобов 1, который содержит державку и закрепленную на ней режущую пластину, имеющую вспомогательные углы в плане. Недостатком данного резца является то, что им невозможно реализовать схему обработки канавки, или проточки, или желоба на токарном станке с числовым программным правлением, содержащую рабочие движения с продольной подачей (в направлении, перпендикулярном боковой поверхности канавки) и предварительным разворотом главной режущей кромки на угол не больше вспомогательного угла в плане при врезании. Этот недостаток приводит к снижению стойкости резца и затратам энергии на трение в зоне контакта главной режущей кромки с обрабатываемым металлом. Прототипом является резец для обработки канавки, или проточки, или желоба на токарном станке с числовым программным управлением, включающий державку, стенки которой образованы -образным сквозным пазом, упругую пластину прямоугольного сечения, установленную консольно между стенками державки, режущую пластину, закрепленную на свободном конце упругой пластины, и регулируемые упоры, установленные в стенках державки на расстоянии, максимально удаленном от места заделки упругой пластины 2. Недостатком резца-прототипа является то, что его невозможно использовать для чистовых рабочих ходов, выполняемых с целью обеспечения повышенных требований к шероховатости боковых поверхностей канавки, или проточки, или желоба ( от 2,5 до 1,25 мкм) 3. Под чистовые ходы оставляют припуск, величина которого соизмерима с размерами переходного режущего лезвия между главной и вспомогательной режущими кромками резца(переходное режущее лезвие образуется вследствие износа резца или создается преднамеренно при его заточке). При наличии переходного лезвия уменьшается шероховатость обработанной поверхности и повышается стойкость режущего инструмента. Переходное режущее лезвие выполняется либо прямолинейным, либо по радиусу в 0,52,0 мм. Обычно у отрезных (прорезных) резцов длина переходного лезвия составляет л 0,5.1,0 мм 4. При выполнении чистового рабочего хода в направлении, перпендикулярном главной режущей кромке резца, с величиной припуска, соизмеримой с радиусом переходного режущего лезвия, возникает сила резания, определяемая подачей на оборот заготовки 0 и длиной переходного лезвия, участвующего в резании. Составляющая этой силы резания, направленная в направлении, перпендикулярном к боковой поверхности канавки, смещает режущую пластину резца на некоторую величину, которая может изменяться в зависимости от условий резания. Это смещение приводит к отклонениям формы и расположения боковых поверхностей канавок от требуемых (заданных на фигурах детали). Задачей, решаемой изобретением, является снижение шероховатости и повышение точности формы и расположения боковых поверхностей канавок, или проточек, или желобов, обрабатываемых на токарных станках с числовым программным управлением. Поставленная задача достигается тем, что резец для обработки канавки, или проточки,или желоба на токарном станке с числовым программным управлением, включающий державку, стенки которой образованы -образным сквозным пазом, упругую пластину прямоугольного сечения, установленную консольно между стенками державки, режущую пластину, закрепленную на свободном конце упругой пластины, и регулируемые упоры,установленные в стенках державки на расстоянии, максимально удаленном от места заделки упругой пластины, дополнительно содержит цилиндрические пружины сжатия, установленные межу упругой пластиной и стенками державки соосно с регулируемыми упорами. Сущность изобретения поясняется фигурами. На фиг. 1 показана схема обработки канавок, проточек и желобов без чистовых рабочих ходов на фиг. 2 - схема сил, действующих на криволинейной части режущей кромки резца, выполненной по радиусу в, при чистовом рабочем ходе на фиг. 3, 4, 5 - конструктивная схема резца. 2 17245 1 2013.06.30 Схема обработки канавок, проточек и желобов, для реализации которой может быть использован резец предлагаемой конструкции, представлена на фиг. 1. По данной схеме режущей пластине прорезного резца с длиной главной режущей кромки , настроечными точками ,и вспомогательными углами в плане 1 сообщается перемещение (врезание) на глубинус подачей 1 . Далее режущая пластина разворачивается относительно неподвижной точкитак, что между главной режущей кромкой и направлением, перпендикулярным боковой поверхности канавки, образуется угол 2 (всегда ( 21). После разворота режущей пластине сообщается продольная подача со скоростью 2 в направлении боковой поверхности канавки. При этом резец работает как проходной с углами в плане главным 9012 и вспомогательным 2. Когда настроечная точкабудет находиться в крайнем левом положении (совмещена с линией контура левой боковой поверхности канавки), осуществляется разворот режущей пластины относительно неподвижной точкив исходное положение ( 20) и последующее врезание на глубину . Затем режущая пластина разворачивается с образованием угла 2 относительно неподвижной точкии осуществляется продольная подача в направлении правой боковой поверхности канавки. После завершения этого перемещения режущая пластина разворачивается в исходное положение для очередного врезания. Такие движения повторяются до полного формообразования канавки по глубине. При повышенных требованиях к шероховатости боковых поверхностей канавок на этапе формирования цикла их обработки оставляется припуск на чистовую обработку (в среднем 0,5 мм на сторону). Удаление этого припуска осуществляется перемещением резца в направлении, перпендикулярном главной режущей кромке, с подачей 3 , обеспечивающей заданные параметры шероховатости, до полного образования боковых поверхностей канавки. При этом на резец в направлении, перпендикулярном боковой поверхности канавки, действует составляющая силы резания , которая изгибает упругую пластину и смещает настроечную точку реза от положения,заданного в управляющей программе 2. Аналогично обрабатывается и другая (противоположная) поверхность канавки. Рабочие и холостые хода, связанные с чистовой обработкой, задаются в управляющей программе отдельными кадрами. Конструктивная схема резца, реализующего описанную схему обработки с чистовыми рабочими ходами, представлена на фиг. 3, 4, 5. В державке 1 резца между двумя стенками,образованными сквозным -образным пазом, одним концом консольно закреплена пластина 2 прямоугольного сечения, изготовленная из стали, обладающей высокими упругими свойствами (например, сталь 65 Г). На другом конце пластины 2 крепится режущая пластина 3, разворот которой при наличии осевой составляющей силы резанияограничивается регулируемыми упорами 4, выполненными в виде винтов. Для увеличения жесткости резца в направлении действия тангенциальной составляющей силы резанияпредусмотрен палец 5, который выполняет функцию дополнительной опоры. Цилиндрические пружины сжатия 6 обеспечивают неподвижность режущей пластины резца при выполнении чистовых рабочих ходов. Пластина 2 работает как плоская пружина с заделкой в точке . Под действием составляющей силы резания , возникающей при сообщеп ц нии резцу продольной подачи 2, она изгибается, если выполняется условиепрпр ,п ц где пр - усилие плоской пружины пр - усилие цилиндрической пружины сжатия. Направление изгиба и его величина определяются направлением действия силыи зазороммежду регулируемым упором 4 и пластиной 2. Зазорустанавливается в зависимости от требуемого значения угла 2 и конструктивных размеров резца. Усилие ц цилиндрической пружины сжатия пр при этом должно быть не меньше осевой составляющей силы резания , возникающей при снятии припуска, оставленного под чистовой рабочий ход (фиг. 2). Это условие исключает возможность смещения настроечных точек реза от запрограммированной траектории при выполнении чистовых рабочих ходов и 17245 1 2013.06.30 обеспечивает требуемую точность формы и расположения боковых поверхностей канавок,или проточек, или желобов. Величиназависит от длины переходного лезвия, участвующего в резании, и подачи на оборот заготовки 3 при выполнении чистового рабочего хода. Источники информации 1. Справочник инструментальщика / Под общ. ред. И.А.Ординарцева. - Л. Машиностроение, 1987. - С. 262. 2. Патент 89431 , МПК 23 1/00, 27/04, 2007 (прототип). 3. Гжиров Р.И., Серебреницкий П.П. Программирование обработки на станках с ЧПУ Справочник. - Л. Машиностроение. Ленингр. отд-ние, 1990. - С. 239-244, табл. 6.4, схема 5. 4. Ящерицин П.И., Еременко М.Л., Жигалко Н.И. Основы резания материалов и режущий инструмент. 2-ое изд. доп. и перераб. - Минск Вышэйшая школа, 1981. - С. 113. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23B 27/04
Метки: желоба, токарном, обработки, станке, канавки, или, числовым, программным, резец, проточки, управлением
Код ссылки
<a href="https://by.patents.su/4-17245-rezec-dlya-obrabotki-kanavki-ili-protochki-ili-zheloba-na-tokarnom-stanke-s-chislovym-programmnym-upravleniem.html" rel="bookmark" title="База патентов Беларуси">Резец для обработки канавки, или проточки, или желоба на токарном станке с числовым программным управлением</a>
Резец для обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением

Номер патента: 15785
Опубликовано: 30.04.2012
Авторы: Каштальян Иван Алексеевич, Козорез Александр Александрович
МПК: B23B 27/04
Метки: желоба, резец, токарном, управлением, станке, канавки, или, обработки, проточки, программным, числовым
Текст:
...достигается тем, что резец для обработки канавки или проточки,или желоба на токарном станке с числовым программным управлением, включающий державку, упругую пластину прямоугольного сечения, одним концом консольно закрепленную между стенками державки, образованными -образным сквозным пазом, и режущую пластину, имеющую вспомогательные углы в плане и закрепленную на другом свободном конце упругой пластины, которым она опирается на опору,...
Способ обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением и резец для его осуществления
Номер патента: 8943
Опубликовано: 28.02.2007
Автор: Каштальян Иван Алексеевич
МПК: B23B 27/04, B23B 1/00
Метки: или, проточки, резец, способ, станке, желоба, канавки, осуществления, управлением, числовым, обработки, токарном, программным
Текст:
...упругую пластину прямоугольного сечения, установленную между стенками державки, образованными У-образным сквозным пазом, и закрепленную консольно, причем режущая пластина закреплена на свободном конце упругой пластины, которым она опирается на опору, выполненную в виде пальца, соединяющего стенки державки, а на расстоянии, максимально удаленном от места заделки упругой пластины, в стенках державки установлены регулируемые упоры.Сущность...
Способ обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением и резец для его осуществления
Номер патента: 13315
Опубликовано: 30.06.2010
Автор: Каштальян Иван Алексеевич
МПК: B23B 1/00, B23B 27/00
Метки: числовым, способ, программным, или, управлением, желоба, канавки, осуществления, токарном, резец, обработки, проточки, станке
Текст:
...образованными -образным сквозным пазом, и закрепленную консольно, причем режущая пластина закреплена на свободном конце упругой пластины, которым она опирается на опору, выполненную в виде пальца, соединяющего стенки державки, а на расстоянии, максимально удаленном от места заделки упругой пластины, в стенках державки установлены регулируемые упоры, при этом режущая пластина имеет двойную заточку, выполненную таким образом, что каждая...
Способ обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением
Номер патента: 17168
Опубликовано: 30.06.2013
Авторы: Каштальян Иван Алексеевич, Козорез Александр Александрович
МПК: B23B 1/00
Метки: проточки, обработки, или, токарном, канавки, способ, числовым, управлением, станке, программным, желоба
Текст:
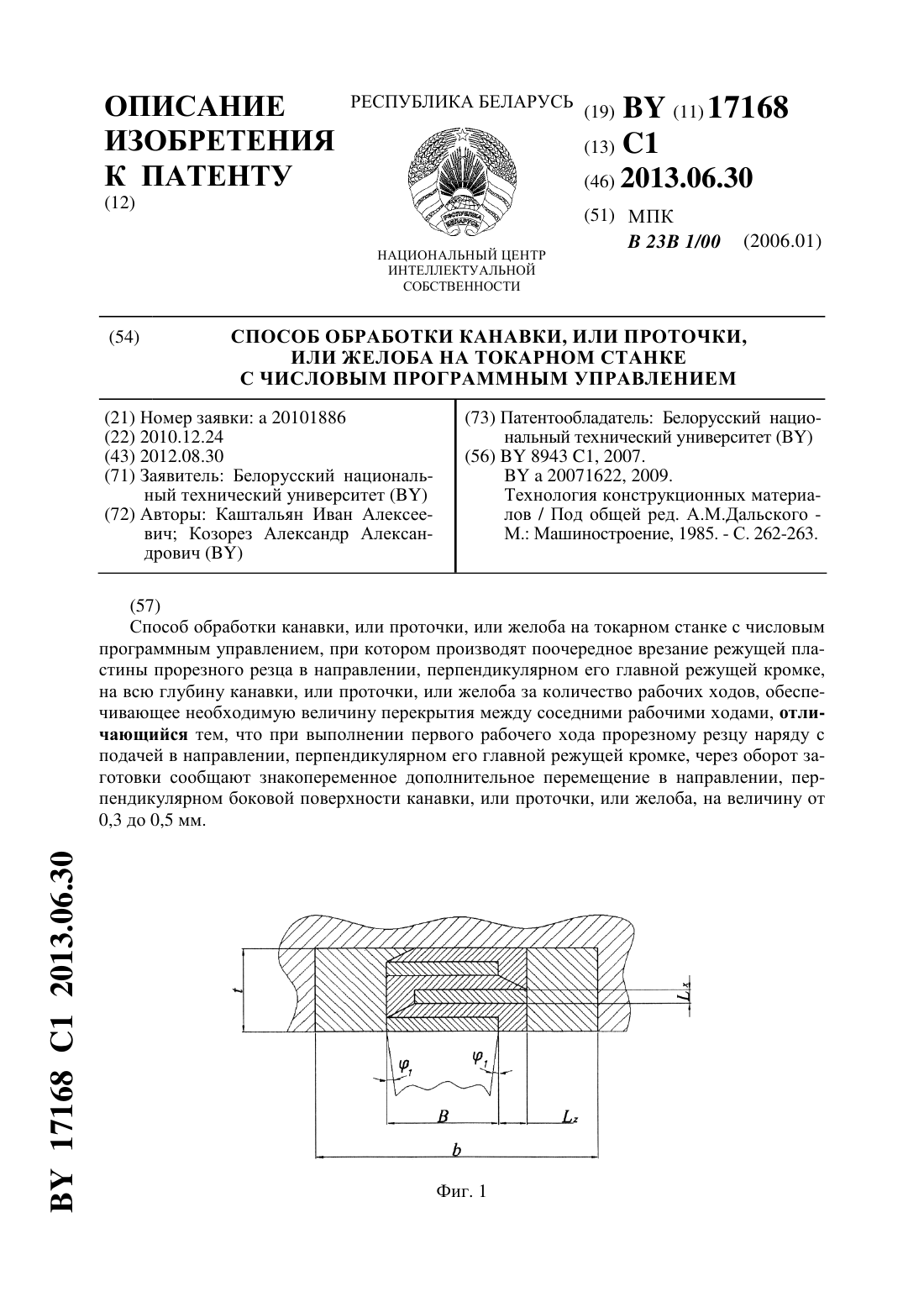
...режущего инструмента. А при обработке глубоких канавок возможно даже защемление и поломка резца. Задачей, решаемой изобретением, является снижение энергоемкости процесса резания и повышение стойкости режущего инструмента. Поставленная задача достигается тем, что при обработке канавки, или проточки, или желоба на токарном станке с числовым программным управлением производят поочередное врезание режущей пластины прорезного резца в...
Отрезной резец
Номер патента: 7212
Опубликовано: 30.09.2005
Авторы: Марченко Александр Игоревич, Лубчук Виктор Михайлович, Новарчук Вадим Павлович, Полонский Леонид Григорьевич, Клименко Сергей Анатольевич, Хейфец Михаил Львович, Ковалев Владимир Владимирович, Миротюк Василий Михайлович, Пилипенко Александр Михайлович, Танович Любодраг
МПК: B23B 27/04
Текст:
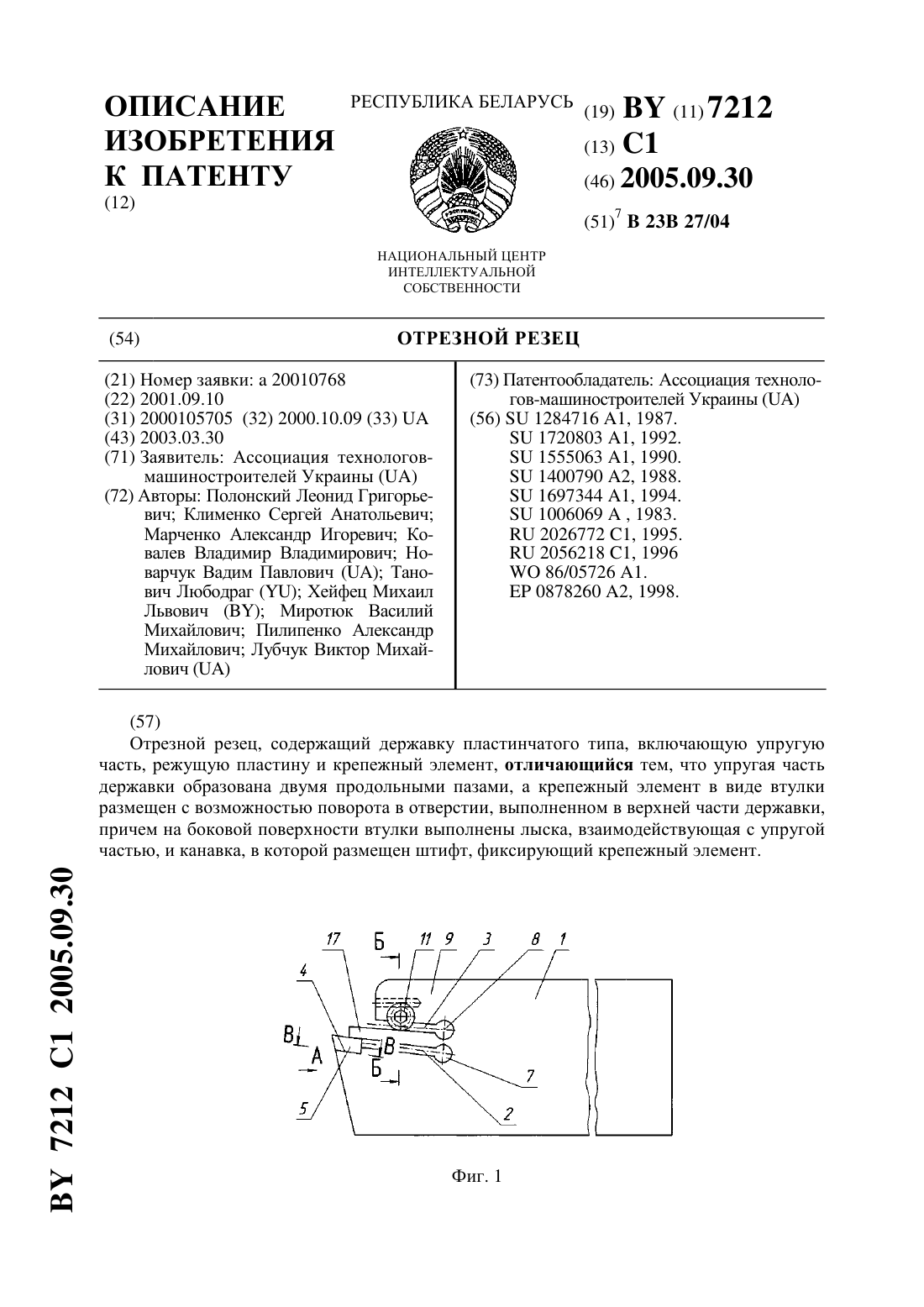
...самораскрепление режущей части штифта в кольцевом пазу втулки. В основу изобретения конструкции отрезного резца поставлена задача путем фиксирования положения упругой части державки в случае закрепления режущей пластины обеспечить улучшение надежности крепления при резании труднообрабатываемых материалов, изделий с напыленными газотермическими покрытиями и наплавками и удобства в эксплуатации. Поставленная задача решается тем, что в...
Предыдущий патент: Способ обработки канавки или проточки, или желоба на токарном станке с числовым программным управлением
Следующий патент: Воздушная низкотемпературная газодинамическая установка для ликвидации чрезвычайных ситуаций
Случайный патент: Устройство индикации степени наполнения ковша скрепера грунтом