Устройство для магнитно-абразивной обработки заготовки с электрохимическим растворением ее поверхностного слоя
Номер патента: 12120
Опубликовано: 30.08.2009
Авторы: Сенчуров Евгений Витальевич, Сергеев Леонид Ефимович, Бабич Виталий Евгеньевич, Комик Илья Юльянович, Акулович Леонид Михайлович, Алексейчик Сергей Иванович
Текст
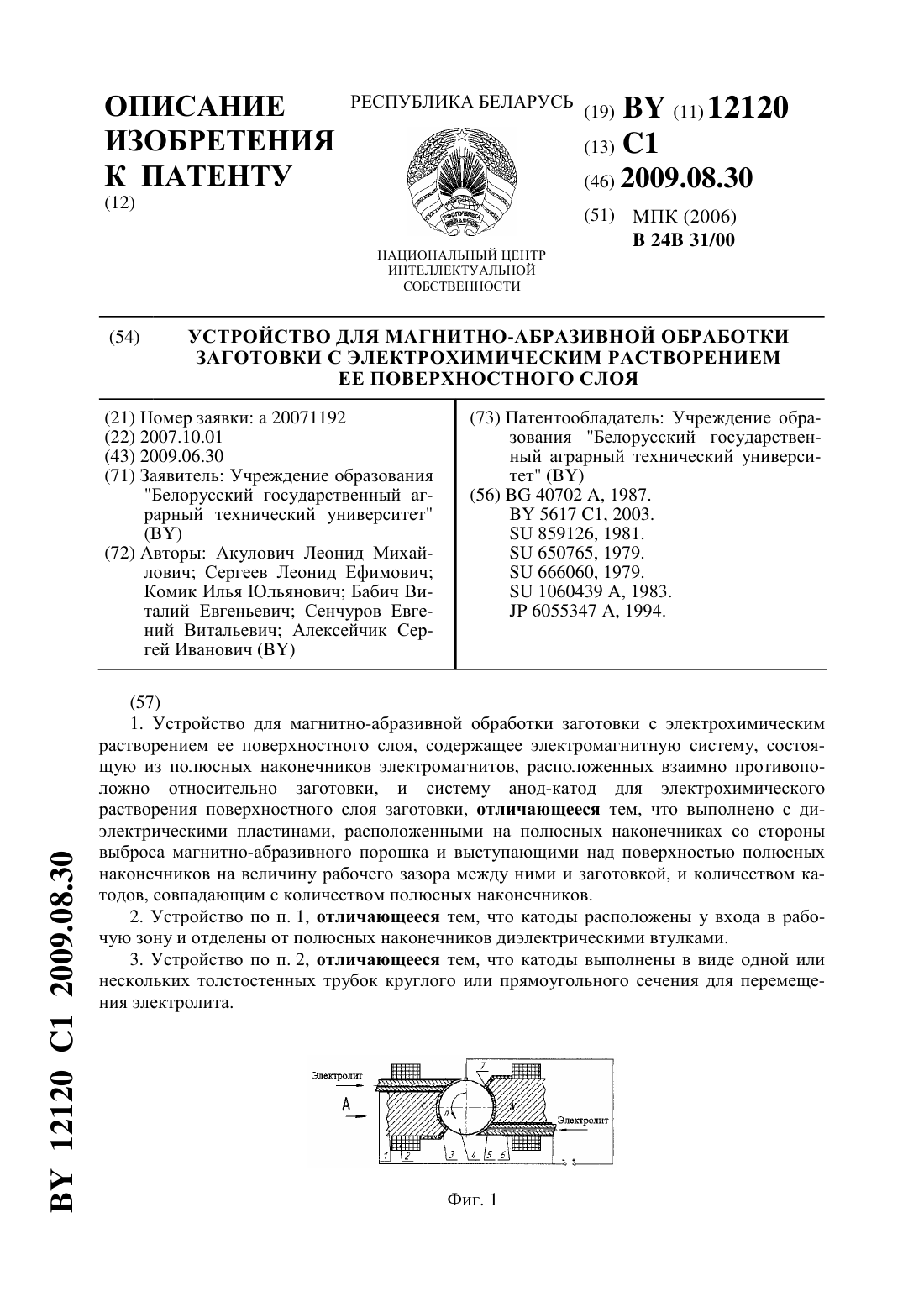
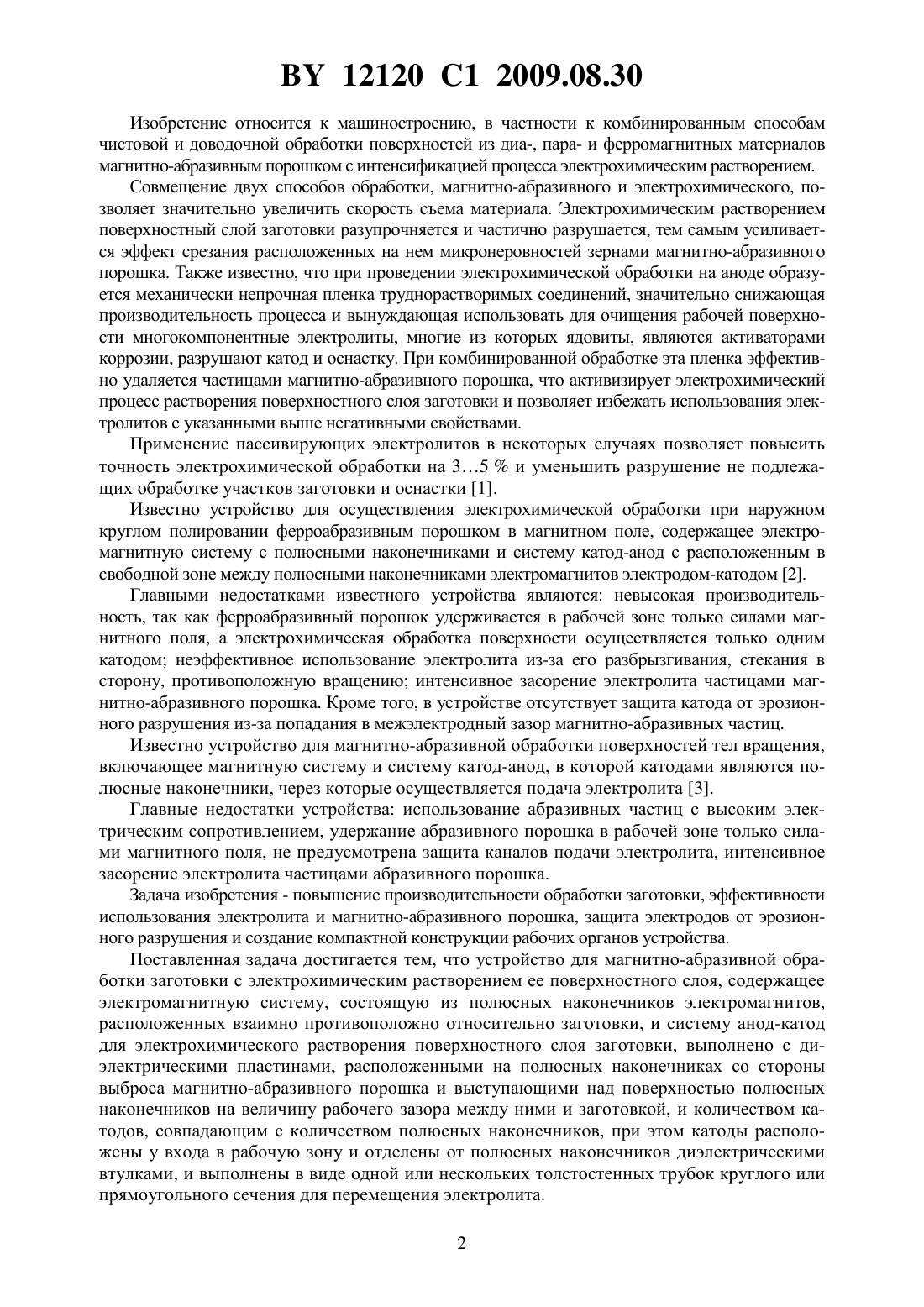
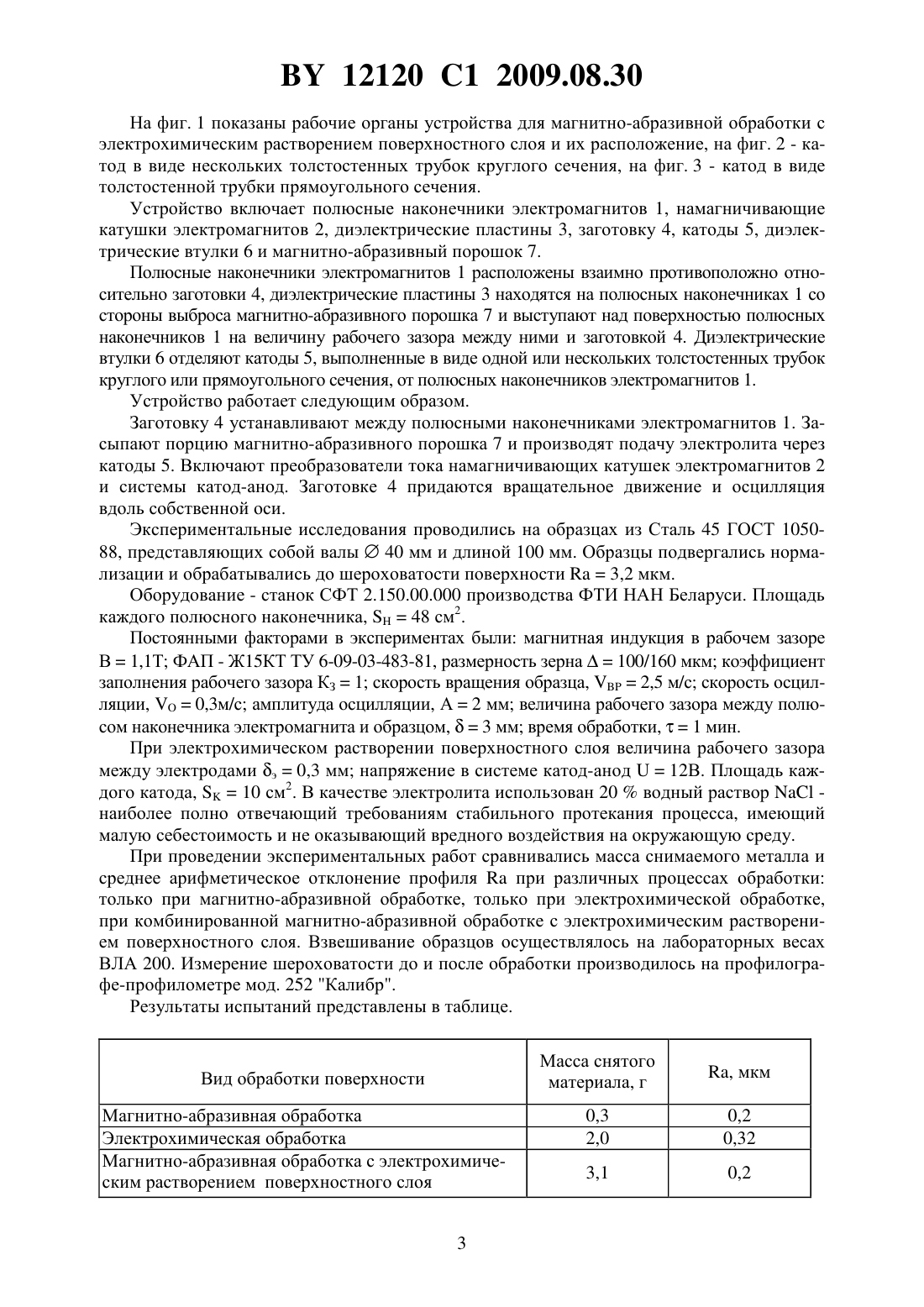
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ЗАГОТОВКИ С ЭЛЕКТРОХИМИЧЕСКИМ РАСТВОРЕНИЕМ ЕЕ ПОВЕРХНОСТНОГО СЛОЯ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Комик Илья Юльянович Бабич Виталий Евгеньевич Сенчуров Евгений Витальевич Алексейчик Сергей Иванович(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) 1. Устройство для магнитно-абразивной обработки заготовки с электрохимическим растворением ее поверхностного слоя, содержащее электромагнитную систему, состоящую из полюсных наконечников электромагнитов, расположенных взаимно противоположно относительно заготовки, и систему анод-катод для электрохимического растворения поверхностного слоя заготовки, отличающееся тем, что выполнено с диэлектрическими пластинами, расположенными на полюсных наконечниках со стороны выброса магнитно-абразивного порошка и выступающими над поверхностью полюсных наконечников на величину рабочего зазора между ними и заготовкой, и количеством катодов, совпадающим с количеством полюсных наконечников. 2. Устройство по п. 1, отличающееся тем, что катоды расположены у входа в рабочую зону и отделены от полюсных наконечников диэлектрическими втулками. 3. Устройство по п. 2, отличающееся тем, что катоды выполнены в виде одной или нескольких толстостенных трубок круглого или прямоугольного сечения для перемещения электролита. 12120 1 2009.08.30 Изобретение относится к машиностроению, в частности к комбинированным способам чистовой и доводочной обработки поверхностей из диа-, пара- и ферромагнитных материалов магнитно-абразивным порошком с интенсификацией процесса электрохимическим растворением. Совмещение двух способов обработки, магнитно-абразивного и электрохимического, позволяет значительно увеличить скорость съема материала. Электрохимическим растворением поверхностный слой заготовки разупрочняется и частично разрушается, тем самым усиливается эффект срезания расположенных на нем микронеровностей зернами магнитно-абразивного порошка. Также известно, что при проведении электрохимической обработки на аноде образуется механически непрочная пленка труднорастворимых соединений, значительно снижающая производительность процесса и вынуждающая использовать для очищения рабочей поверхности многокомпонентные электролиты, многие из которых ядовиты, являются активаторами коррозии, разрушают катод и оснастку. При комбинированной обработке эта пленка эффективно удаляется частицами магнитно-абразивного порошка, что активизирует электрохимический процесс растворения поверхностного слоя заготовки и позволяет избежать использования электролитов с указанными выше негативными свойствами. Применение пассивирующих электролитов в некоторых случаях позволяет повысить точность электрохимической обработки на 35 и уменьшить разрушение не подлежащих обработке участков заготовки и оснастки 1. Известно устройство для осуществления электрохимической обработки при наружном круглом полировании ферроабразивным порошком в магнитном поле, содержащее электромагнитную систему с полюсными наконечниками и систему катод-анод с расположенным в свободной зоне между полюсными наконечниками электромагнитов электродом-катодом 2. Главными недостатками известного устройства являются невысокая производительность, так как ферроабразивный порошок удерживается в рабочей зоне только силами магнитного поля, а электрохимическая обработка поверхности осуществляется только одним катодом неэффективное использование электролита из-за его разбрызгивания, стекания в сторону, противоположную вращению интенсивное засорение электролита частицами магнитно-абразивного порошка. Кроме того, в устройстве отсутствует защита катода от эрозионного разрушения из-за попадания в межэлектродный зазор магнитно-абразивных частиц. Известно устройство для магнитно-абразивной обработки поверхностей тел вращения,включающее магнитную систему и систему катод-анод, в которой катодами являются полюсные наконечники, через которые осуществляется подача электролита 3. Главные недостатки устройства использование абразивных частиц с высоким электрическим сопротивлением, удержание абразивного порошка в рабочей зоне только силами магнитного поля, не предусмотрена защита каналов подачи электролита, интенсивное засорение электролита частицами абразивного порошка. Задача изобретения - повышение производительности обработки заготовки, эффективности использования электролита и магнитно-абразивного порошка, защита электродов от эрозионного разрушения и создание компактной конструкции рабочих органов устройства. Поставленная задача достигается тем, что устройство для магнитно-абразивной обработки заготовки с электрохимическим растворением ее поверхностного слоя, содержащее электромагнитную систему, состоящую из полюсных наконечников электромагнитов,расположенных взаимно противоположно относительно заготовки, и систему анод-катод для электрохимического растворения поверхностного слоя заготовки, выполнено с диэлектрическими пластинами, расположенными на полюсных наконечниках со стороны выброса магнитно-абразивного порошка и выступающими над поверхностью полюсных наконечников на величину рабочего зазора между ними и заготовкой, и количеством катодов, совпадающим с количеством полюсных наконечников, при этом катоды расположены у входа в рабочую зону и отделены от полюсных наконечников диэлектрическими втулками, и выполнены в виде одной или нескольких толстостенных трубок круглого или прямоугольного сечения для перемещения электролита. 2 12120 1 2009.08.30 На фиг. 1 показаны рабочие органы устройства для магнитно-абразивной обработки с электрохимическим растворением поверхностного слоя и их расположение, на фиг. 2 - катод в виде нескольких толстостенных трубок круглого сечения, на фиг. 3 - катод в виде толстостенной трубки прямоугольного сечения. Устройство включает полюсные наконечники электромагнитов 1, намагничивающие катушки электромагнитов 2, диэлектрические пластины 3, заготовку 4, катоды 5, диэлектрические втулки 6 и магнитно-абразивный порошок 7. Полюсные наконечники электромагнитов 1 расположены взаимно противоположно относительно заготовки 4, диэлектрические пластины 3 находятся на полюсных наконечниках 1 со стороны выброса магнитно-абразивного порошка 7 и выступают над поверхностью полюсных наконечников 1 на величину рабочего зазора между ними и заготовкой 4. Диэлектрические втулки 6 отделяют катоды 5, выполненные в виде одной или нескольких толстостенных трубок круглого или прямоугольного сечения, от полюсных наконечников электромагнитов 1. Устройство работает следующим образом. Заготовку 4 устанавливают между полюсными наконечниками электромагнитов 1. Засыпают порцию магнитно-абразивного порошка 7 и производят подачу электролита через катоды 5. Включают преобразователи тока намагничивающих катушек электромагнитов 2 и системы катод-анод. Заготовке 4 придаются вращательное движение и осцилляция вдоль собственной оси. Экспериментальные исследования проводились на образцах из Сталь 45 ГОСТ 105088, представляющих собой валы 40 мм и длиной 100 мм. Образцы подвергались нормализации и обрабатывались до шероховатости поверхности 3,2 мкм. Оборудование - станок СФТ 2.150.00.000 производства ФТИ НАН Беларуси. Площадь каждого полюсного наконечника,48 см 2. Постоянными факторами в экспериментах были магнитная индукция в рабочем зазоре В 1,1 Т ФАП - Ж 15 КТ ТУ 6-09-03-483-81, размерность зерна 100/160 мкм коэффициент заполнения рабочего зазора КЗ 1 скорость вращения образца,2,5 м/с скорость осцилляции,0,3 м/с амплитуда осцилляции, А 2 мм величина рабочего зазора между полюсом наконечника электромагнита и образцом,3 мм время обработки,1 мин. При электрохимическом растворении поверхностного слоя величина рабочего зазора между электродами э 0,3 мм напряжение в системе катод-анод 12 В. Площадь каждого катода,10 см 2. В качестве электролита использован 20 водный растворнаиболее полно отвечающий требованиям стабильного протекания процесса, имеющий малую себестоимость и не оказывающий вредного воздействия на окружающую среду. При проведении экспериментальных работ сравнивались масса снимаемого металла и среднее арифметическое отклонение профиляпри различных процессах обработки только при магнитно-абразивной обработке, только при электрохимической обработке,при комбинированной магнитно-абразивной обработке с электрохимическим растворением поверхностного слоя. Взвешивание образцов осуществлялось на лабораторных весах ВЛА 200. Измерение шероховатости до и после обработки производилось на профилографе-профилометре мод. 252 Калибр. Результаты испытаний представлены в таблице. Масса снятого материала, г Вид обработки поверхности Магнитно-абразивная обработка Электрохимическая обработка Магнитно-абразивная обработка с электрохимическим растворением поверхностного слоя 3 12120 1 2009.08.30 При комбинированной обработке по указанной выше схеме зерна магнитноабразивного порошка намного лучше удаляют поверхностный разупрочненный слой и механически непрочную пленку труднорастворимых соединений. Это связано с тем, что обеспечивается электрохимическое растворение и разупрочнение поверхностного слоя заготовки перед каждым полюсным наконечником и тем самым усиливается эффект срезания расположенных на нем микронеровностей. Диэлектрические пластины, выступающие над рабочей поверхностью полюсных наконечников на величину рабочего зазора между ними и заготовкой, удерживают магнитно-абразивный порошок в рабочей зоне,увеличивая давление на обрабатываемую поверхность и исключая попадание зерен в рабочие зазоры между электродами. Отсутствие в межэлектродном зазоре магнитноабразивных электропроводящих частиц и пассивирующих пленок, создание условия для интенсивного перемешивания и обновления у поверхности анода электролита - все это позволяет значительно интенсифицировать процесс электрохимической обработки путем увеличения плотности технологического тока, так, например, при проведении экспериментальных исследований плотность тока составляла 10 А/см 2. Электролит не разбрызгивается, полностью участвуя в заполнении электрохимической ванны. Применение комбинированной обработки позволяет добиться максимально возможного снижения среднего арифметического отклонения профиля . Кроме того, жесткое закрепление катода на полюсном наконечнике электромагнитов позволяет уменьшить габариты рабочих органов, а также количество их приводов, если не имеется возможности придать осциллирующее движение заготовке. Источники информации 1. Митяшкин Д.З. Теоретические основы формообразования при электрохимической обработке.- М. Машиностроение, 1976.- С. 3. 2. Барон Ю.М. Магнитно-абразивная и магнитная обработка изделий и режущих инструментов.- Л. Машиностроение, 1986.- С. 20-23, 29-31. 3. А.с. СССР 40702 А, МПК В 24 В 31/10, 1987. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 31/00
Метки: устройство, растворением, слоя, обработки, заготовки, магнитно-абразивной, электрохимическим, поверхностного
Код ссылки
<a href="https://by.patents.su/4-12120-ustrojjstvo-dlya-magnitno-abrazivnojj-obrabotki-zagotovki-s-elektrohimicheskim-rastvoreniem-ee-poverhnostnogo-sloya.html" rel="bookmark" title="База патентов Беларуси">Устройство для магнитно-абразивной обработки заготовки с электрохимическим растворением ее поверхностного слоя</a>
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2707
Опубликовано: 30.04.2006
Авторы: Сергеев Леонид Ефимович, Лебедев Владимир Яковлевич, Миронов Алексей Михайлович
МПК: B24B 31/00
Метки: колес, устройство, обработки, зубчатых, магнитно-абразивной
Текст:
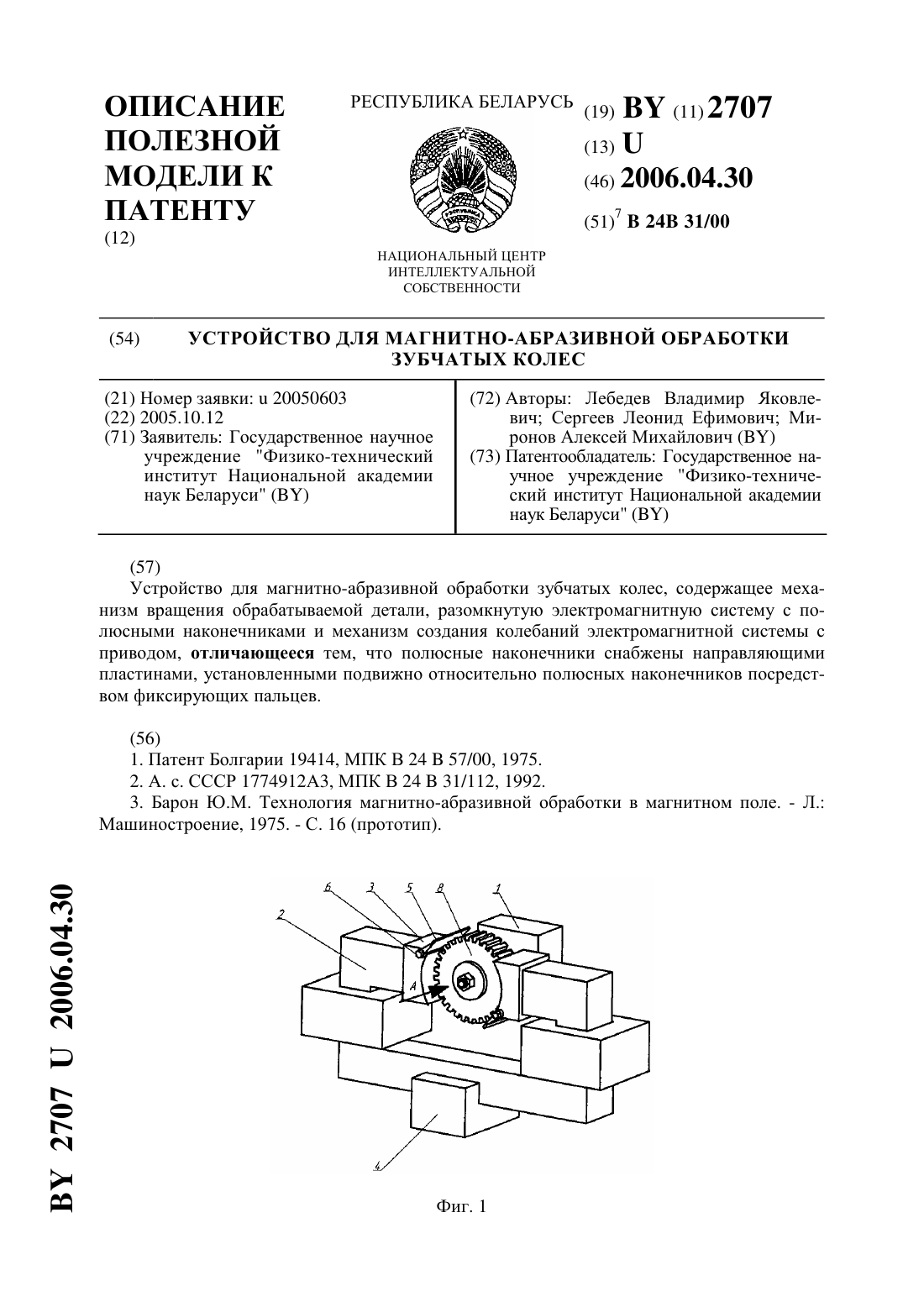
...деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки зубчатых колес, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, полюсные наконечники снабжены направляющими пластинами,...
Устройство для магнитно-абразивной обработки цилиндрических и сложнопрофильных поверхностей деталей машин

Номер патента: U 5020
Опубликовано: 28.02.2009
Авторы: Лебедев Владимир Яковлевич, Бабич Виталий Евгеньевич, Федорович Элла Николаевна
МПК: B24B 31/00
Метки: машин, магнитно-абразивной, цилиндрических, деталей, обработки, устройство, сложнопрофильных, поверхностей
Текст:
...относительного скольжения происходит микрорезание только наружной поверхности колеса и кромок зубьев. Задачей предлагаемой полезной модели является обеспечение возможности обработки цилиндрических поверхностей деталей типа вал разного диаметра, а также деталей с прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной...
Устройство универсальное для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью
Номер патента: U 3525
Опубликовано: 30.04.2007
Авторы: Лебедев Владимир Яковлевич, Миронов Алексей Михайлович, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: магнитно-абразивной, цилиндрических, поверхностью, универсальное, деталей, обработки, устройство, поверхностей, сложнопрофильной
Текст:
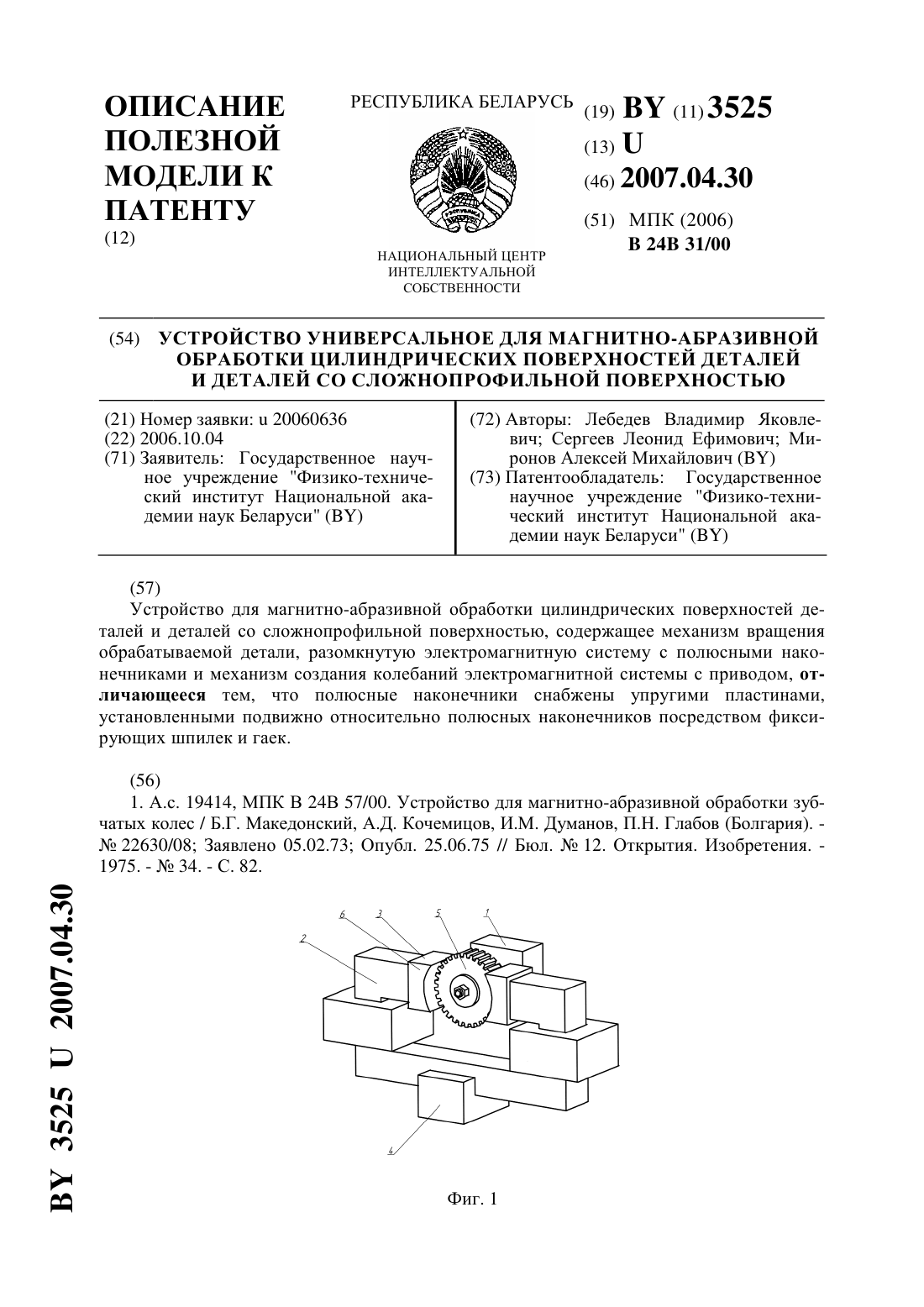
...прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с...
Устройство для магнитно-абразивной обработки деталей
Номер патента: 5246
Опубликовано: 30.06.2003
Авторы: Ракомсин Александр Петрович, Гулецкий Владимир Алексеевич, Сергеев Леонид Ефимович, Сидоренко Михаил Иванович, Ящерицын Петр Иванович
МПК: B24B 31/10
Метки: магнитно-абразивной, устройство, деталей, обработки
Текст:
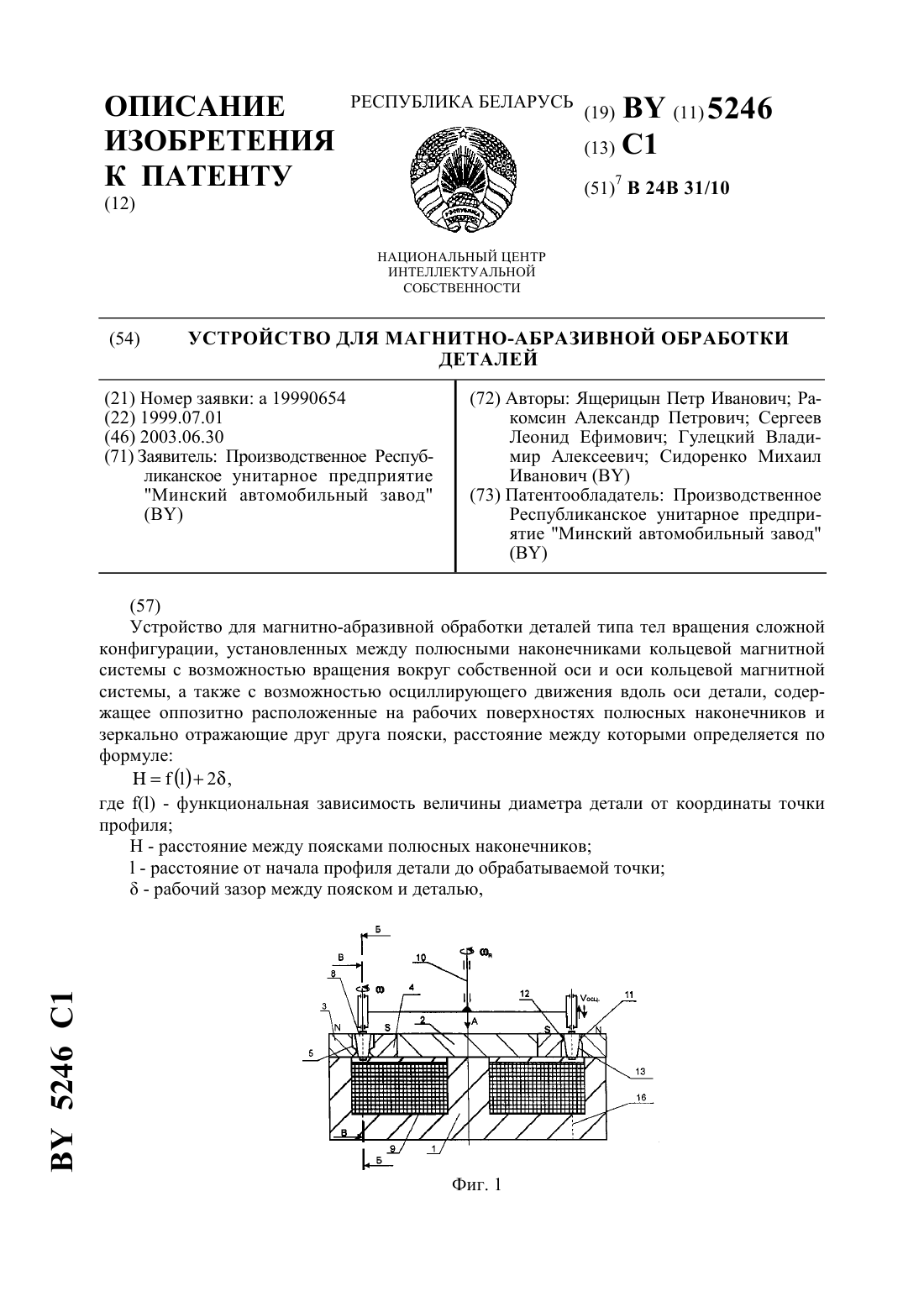
...с линейной скоростью каждая точка сложнопрофильной поверхности по всей высоте обрабатывается за одно и то же время, что позволяет осуществить равномерность съема материала для любой точки с постоянной скоростью резания без изменения скорости их вращения, а значит, без применения дополнительных дорогостоящих устройств регулирования скорости, поскольку каждая точка обрабатываемой поверхности будет находиться в контакте с ферроабразивным порошком...
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2135
Опубликовано: 30.09.2005
Авторы: Сергеев Леонид Ефимович, Миронов Алексей Михайлович, Сидоренко Михаил Иванович, Акулович Леонид Михайлович, Ракомсин Александр Петрович, Ящерицын Петр Иванович
МПК: B24B 57/00, B24B 31/112
Метки: колес, обработки, устройство, зубчатых, магнитно-абразивной
Текст:
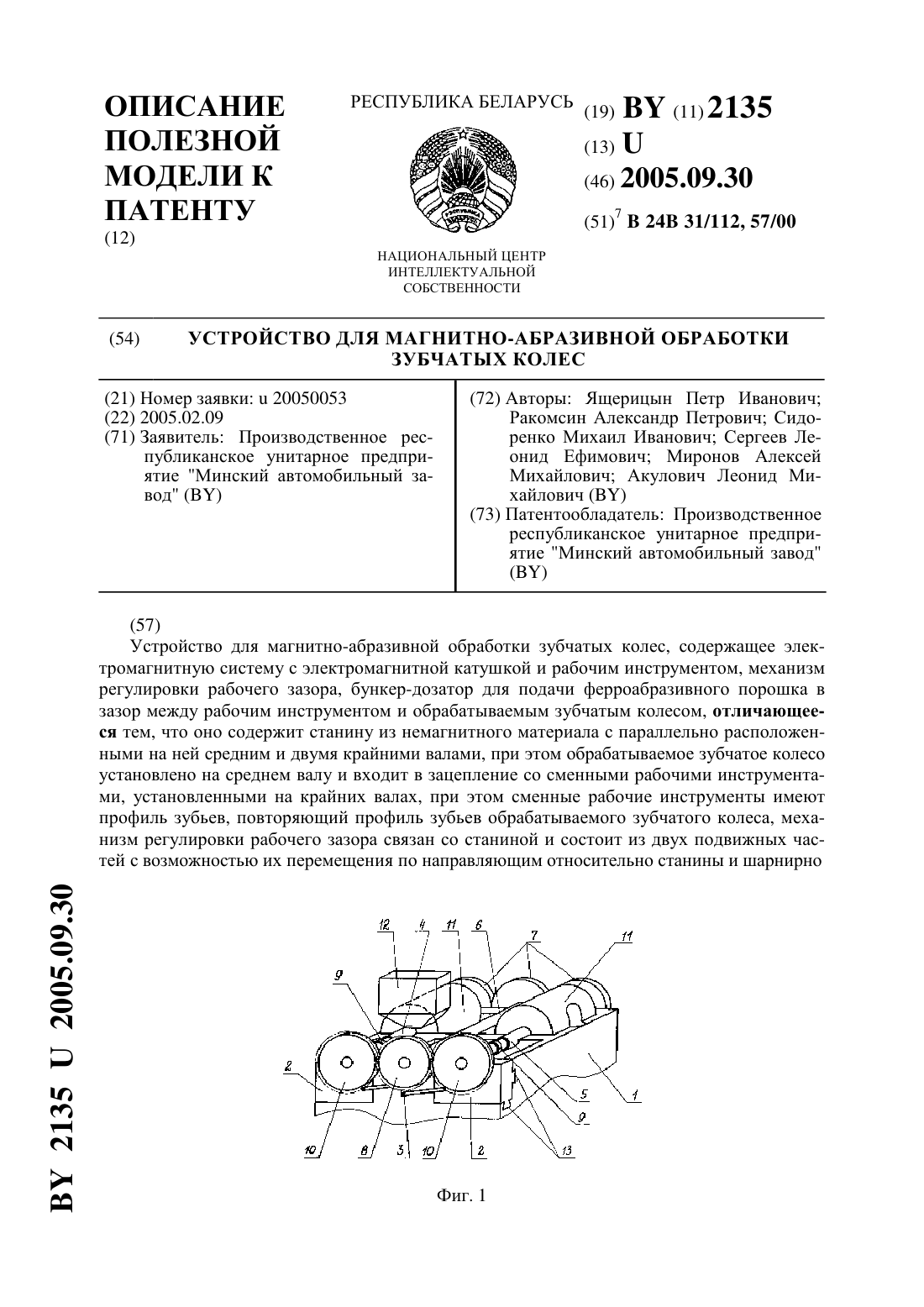
...Задачей предлагаемой полезной модели является повышение производительности и качества обработки. Поставленная задача решается тем, что в устройство для магнитно-абразивной обработки зубчатых колес, содержащем электромагнитную систему с электромагнитной катушкой и рабочим инструментом, механизм регулировки рабочего зазора, бункер-дозатор для подачи ферроабразивного порошка в зазор между рабочим инструментом и обрабатываемым зубчатым колесом,...
Предыдущий патент: Силозадающее устройство
Случайный патент: Тормозная система транспортного средства с электрической трансмиссией