Способ нанесения покрытий на наружные поверхности полых деталей
Номер патента: 12195
Опубликовано: 30.08.2009
Авторы: Баран Ольга Анатольевна, Сосновский Игорь Александрович, Худолей Андрей Леонидович, Кашицин Леонид Павлович, Сосновский Алексей Валерьевич

Текст
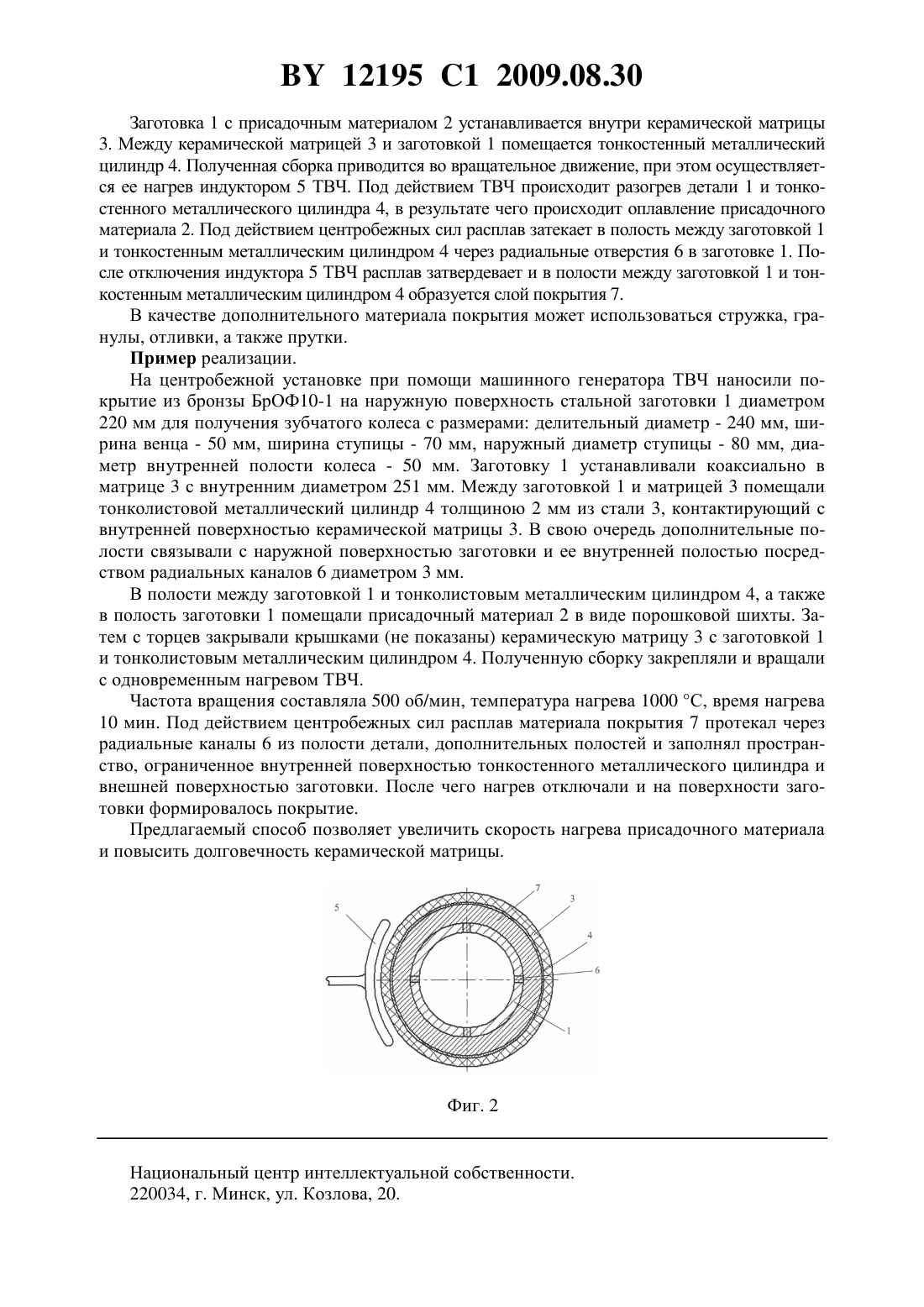
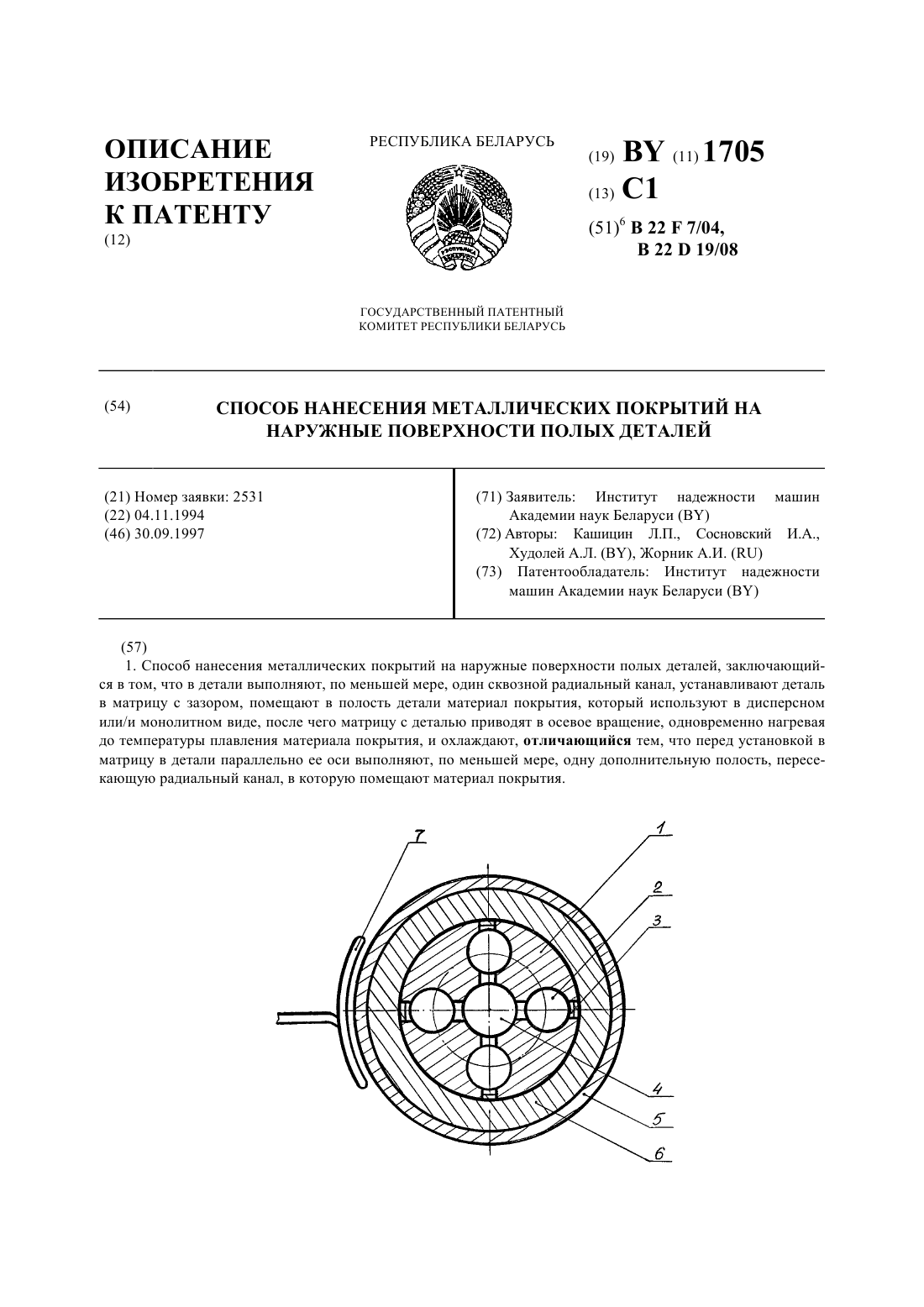
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА НАРУЖНЫЕ ПОВЕРХНОСТИ ПОЛЫХ ДЕТАЛЕЙ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Кашицин Леонид Павлович Худолей Андрей Леонидович Сосновский Игорь Александрович Сосновский Алексей Валерьевич Баран Ольга Анатольевна(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(57) Способ нанесения металлического покрытия на наружную поверхность полой цилиндрической детали, при котором выполняют в детали, по меньшей мере, один сквозной радиальный канал и параллельно оси детали, по меньшей мере, одну дополнительную полость, пересекающую радиальный канал, устанавливают деталь в керамическую матрицу с зазором, помещают в полости детали материал покрытия в дисперсном или монолитном виде, приводят матрицу с деталью в осевое вращение и одновременно нагревают до температуры плавления материала покрытия, после чего охлаждают, отличающийся тем,что перед помещением материала покрытия в полости детали между матрицей и деталью устанавливают тонкостенный металлический цилиндр, выполненный из ферромагнитного материала, контактирующий с внутренней поверхностью матрицы, и дополнительно помещают материал покрытия в полость между деталью и тонкостенным металлическим цилиндром. 12195 1 2009.08.30 Изобретение относится к порошковой металлургии, в частности к способу нанесения покрытий на наружные поверхности деталей, и может быть использовано для восстановления, изготовления и упрочнения деталей типа зубчатых колес, ходовых гаек и т.д. Известен способ нанесения покрытий на внутренние поверхности деталей методом индукционной центробежной наплавки металлических порошков (Дорожкин Н.Н. Упрочнение и восстановление деталей машин металлическими порошками. - Минск, 1975. - С. 152). В полость изношенной детали помещают металлический порошок, осуществляют ее осевое вращение с одновременным нагревом порошка токами высокой частоты (ТВЧ) до его расплавления. После формирования расплава на внутренней поверхности детали нагрев и вращение прекращают и производят последующую механическую обработку наплавленного покрытия. Существенным недостатком известного способа являются его ограниченные возможности, обусловленные невозможностью нанесения покрытий на наружные поверхности деталей. Наиболее близким к предлагаемому способу по технической сущности является способ нанесения покрытий из металлических порошков на цилиндрические детали (Патент РБ 1705, МКИ 622 7/04,22 19/08. Способ нанесения металлических покрытий на наружную поверхность полых деталей /Л.П. Кашицин, И.А. Сосновский, А.Л. Худолей,А.И. Жорник. Опубл. 30.09.97.) Способ заключается в следующем. Предварительно в стенке детали выполняют, по крайней мере, один сквозной радиальный канал и параллельно оси детали выполняют, по меньшей мере, одну дополнительную полость, пересекающую радиальный канал. Металл покрытия помещают во внутреннюю полость детали,установленной коаксиально полости керамической матрицы, затем матрицу и деталь приводят во вращение, одновременно нагревая в индукторе ТВЧ до расплавления материала покрытия. Под действием центробежных сил расплав металла проникает через сквозной радиальный канал и занимает объем между деталью и матрицей, далее нагрев прекращают, затем отключают вращение и деталь извлекают из матрицы. Недостатком известного способа является низкая скорость разогрева наплавляемого порошка и недолговечность керамической матрицы. Задачей настоящего изобретения является увеличение скорости нагрева наплавляемого порошка и повышение долговечности керамической матрицы. Задача решается в способе нанесения металлического покрытий на наружную поверхность полой детали, включающем выполнение в детали, по меньшей мере, одного сквозного радиального канала и параллельно оси детали выполнение, по меньшей мере, одной дополнительной полости, пересекающей радиальный канал. Затем осуществляют установку детали в керамической матрице с зазором, помещают в полость детали материал покрытия, который используют в дисперсном или монолитном виде, после чего матрицу с деталью приводят в осевое вращение, одновременно нагревая до температуры плавления материала покрытия, и охлаждают, причем, согласно изобретению, перед установкой детали, между керамической матрицей и деталью помещают тонкостенный металлический цилиндр, выполненный из ферромагнитного материала, контактирующий с внутренней поверхностью керамической матрицы. В то же время материал покрытия дополнительно помещают в полость между деталью и тонкостенным металлическим цилиндром. Под воздействием ТВЧ происходит интенсивный нагрев тонкостенного металлического цилиндра, что невозможно для керамической матрицы. При этом увеличивается скорость оплавления присадочного материала, контактирующего с поверхностью металлического цилиндра, в результате чего снижается время формирования покрытия. В то же время наличие металлического цилиндра исключает контактирование расплава с керамической матрицей, что препятствует ее преждевременному износу и увеличивает ее срок службы. Толщину тонкостенного цилиндра выбирают в диапазоне от 0,5 до 2 мм. На фиг. 1 представлен вид сборки до нагрева, на фиг. 2 - вид сборки после нагрева. 2 12195 1 2009.08.30 Заготовка 1 с присадочным материалом 2 устанавливается внутри керамической матрицы 3. Между керамической матрицей 3 и заготовкой 1 помещается тонкостенный металлический цилиндр 4. Полученная сборка приводится во вращательное движение, при этом осуществляется ее нагрев индуктором 5 ТВЧ. Под действием ТВЧ происходит разогрев детали 1 и тонкостенного металлического цилиндра 4, в результате чего происходит оплавление присадочного материала 2. Под действием центробежных сил расплав затекает в полость между заготовкой 1 и тонкостенным металлическим цилиндром 4 через радиальные отверстия 6 в заготовке 1. После отключения индуктора 5 ТВЧ расплав затвердевает и в полости между заготовкой 1 и тонкостенным металлическим цилиндром 4 образуется слой покрытия 7. В качестве дополнительного материала покрытия может использоваться стружка, гранулы, отливки, а также прутки. Пример реализации. На центробежной установке при помощи машинного генератора ТВЧ наносили покрытие из бронзы БрОФ 10-1 на наружную поверхность стальной заготовки 1 диаметром 220 мм для получения зубчатого колеса с размерами делительный диаметр - 240 мм, ширина венца - 50 мм, ширина ступицы - 70 мм, наружный диаметр ступицы - 80 мм, диаметр внутренней полости колеса - 50 мм. Заготовку 1 устанавливали коаксиально в матрице 3 с внутренним диаметром 251 мм. Между заготовкой 1 и матрицей 3 помещали тонколистовой металлический цилиндр 4 толщиною 2 мм из стали 3, контактирующий с внутренней поверхностью керамической матрицы 3. В свою очередь дополнительные полости связывали с наружной поверхностью заготовки и ее внутренней полостью посредством радиальных каналов 6 диаметром 3 мм. В полости между заготовкой 1 и тонколистовым металлическим цилиндром 4, а также в полость заготовки 1 помещали присадочный материал 2 в виде порошковой шихты. Затем с торцев закрывали крышками (не показаны) керамическую матрицу 3 с заготовкой 1 и тонколистовым металлическим цилиндром 4. Полученную сборку закрепляли и вращали с одновременным нагревом ТВЧ. Частота вращения составляла 500 об/мин, температура нагрева 1000 С, время нагрева 10 мин. Под действием центробежных сил расплав материала покрытия 7 протекал через радиальные каналы 6 из полости детали, дополнительных полостей и заполнял пространство, ограниченное внутренней поверхностью тонкостенного металлического цилиндра и внешней поверхностью заготовки. После чего нагрев отключали и на поверхности заготовки формировалось покрытие. Предлагаемый способ позволяет увеличить скорость нагрева присадочного материала и повысить долговечность керамической матрицы. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 19/00, B22F 7/02
Метки: деталей, поверхности, способ, покрытий, наружные, полых, нанесения
Код ссылки
<a href="https://by.patents.su/3-12195-sposob-naneseniya-pokrytijj-na-naruzhnye-poverhnosti-polyh-detalejj.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения покрытий на наружные поверхности полых деталей</a>
Способ нанесения металлических покрытий на наружные поверхности полых деталей
Номер патента: 1705
Опубликовано: 30.09.1997
Авторы: Жорник Александр Иванович, Сосновский Игорь Александрович, Кашицин Леонид Павлович, Худолей Андрей Леонидович
МПК: B22F 7/04, B22D 19/08
Метки: металлических, поверхности, нанесения, способ, деталей, покрытий, наружные, полых
Текст:
...компенсируется материалом покрытия, помещенным в полость детали и в дополнительно выполненные полости. Количество дополнительно выполняемых полостей ограничено размерами детали, в случае, когда в теле детали невозможно выполнить нужное количество полостей, рассчитанное по выражению (1) , необходимо взять материал покрытия с меньшим коэффициентом усадки и сделать перерасчет. Таким образом, в предлагаемом способе увеличение толщины наносимых...
Способ нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей (его варианты)

Номер патента: 2399
Опубликовано: 30.09.1998
Авторы: Жорник Александр Иванович, Кашицин Леонид Павлович, Худолей Андрей Леонидович, Кирпиченко Инесса Анатольевна
МПК: B22F 7/04
Метки: внутренние, нанесения, порошков, варианты, покрытий, деталей, его, способ, цилиндрических, поверхности, металлических
Текст:
...разрыв или растрескивание детали от действия центробежных сил. Усилие зажима при такой схеме базирования детали приходится на защитную оболочку. Помещением детали в защитной оболочке и нагревом материала покрытия через нее, достигается более равномерный нагрев как материала покрытия, так и материала детали, за счет сглаживания материалом оболочки краевого эффекта при нагреве. Нагрев материала покрытия производят не превышая температуры...
Способ нанесения трехслойных антифрикционных покрытий на внутренние поверхности деталей
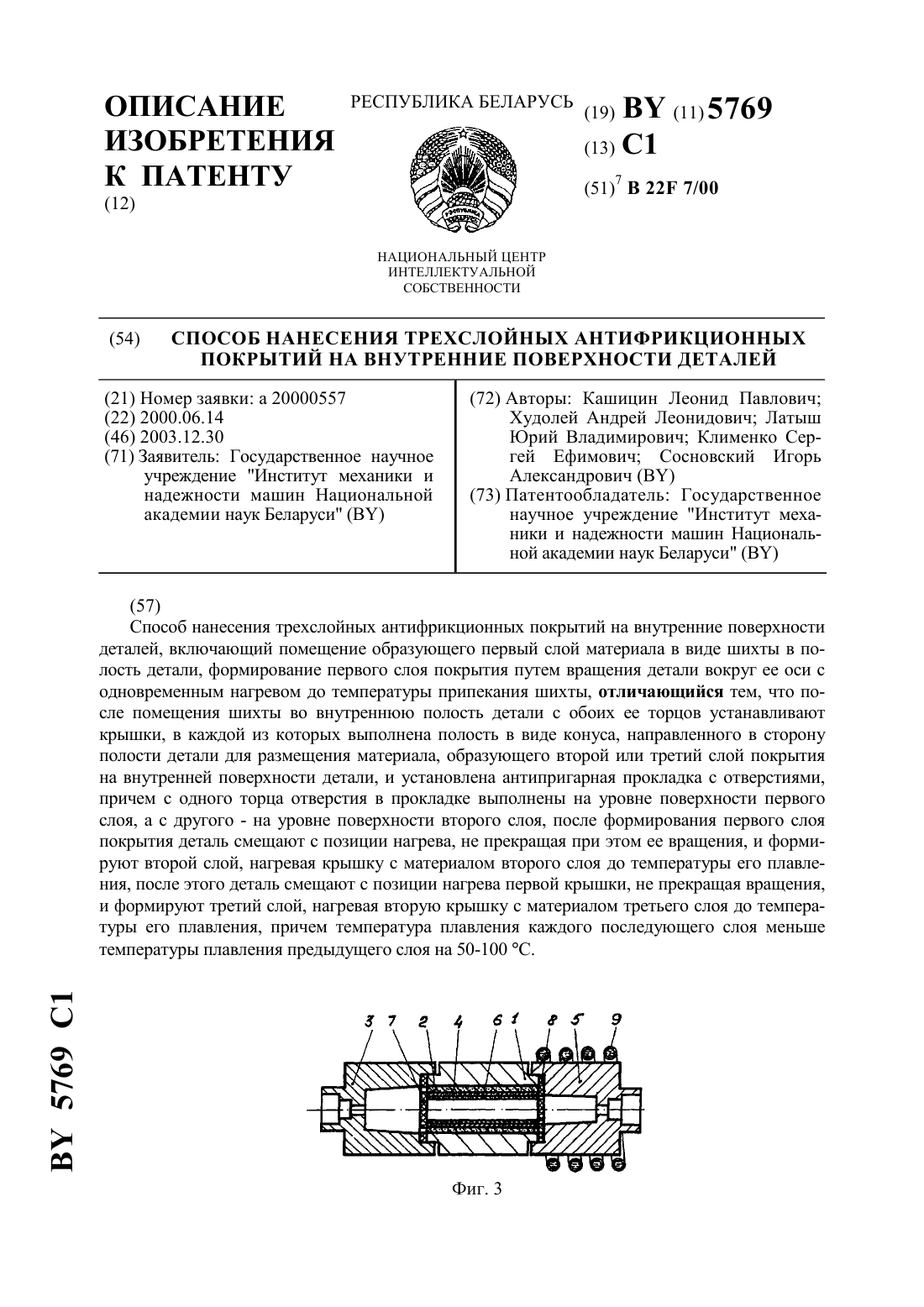
Номер патента: 5769
Опубликовано: 30.12.2003
Авторы: Сосновский Игорь Александрович, Кашицин Леонид Павлович, Латыш Юрий Владимирович, Худолей Андрей Леонидович, Клименко Сергей Ефимович
МПК: B22F 7/00
Метки: покрытий, нанесения, деталей, способ, поверхности, трехслойных, внутренние, антифрикционных
Текст:
...в каждой из которых выполнена полость в виде конуса, направленного в сторону полости детали для размещения материала, образующего второй или третий слой покрытия на внутренней 2 5769 1 поверхности детали, и установлена антипригарная прокладка с отверстиями, причем с одного торца отверстия в прокладке выполнены на уровне поверхности первого слоя, а с другого - на уровне поверхности второго слоя, после формирования первого слоя покрытия...
Способ нанесения двухслойных покрытий на внутренние поверхности деталей машин
Номер патента: 9842
Опубликовано: 30.10.2007
Авторы: Латыш Юрий Владимирович, Широкий Игорь Владимирович, Сосновский Алексей Валерьевич, Кашицин Леонид Павлович
МПК: B22F 7/02
Метки: покрытий, внутренние, машин, поверхности, нанесения, деталей, двухслойных, способ
Текст:
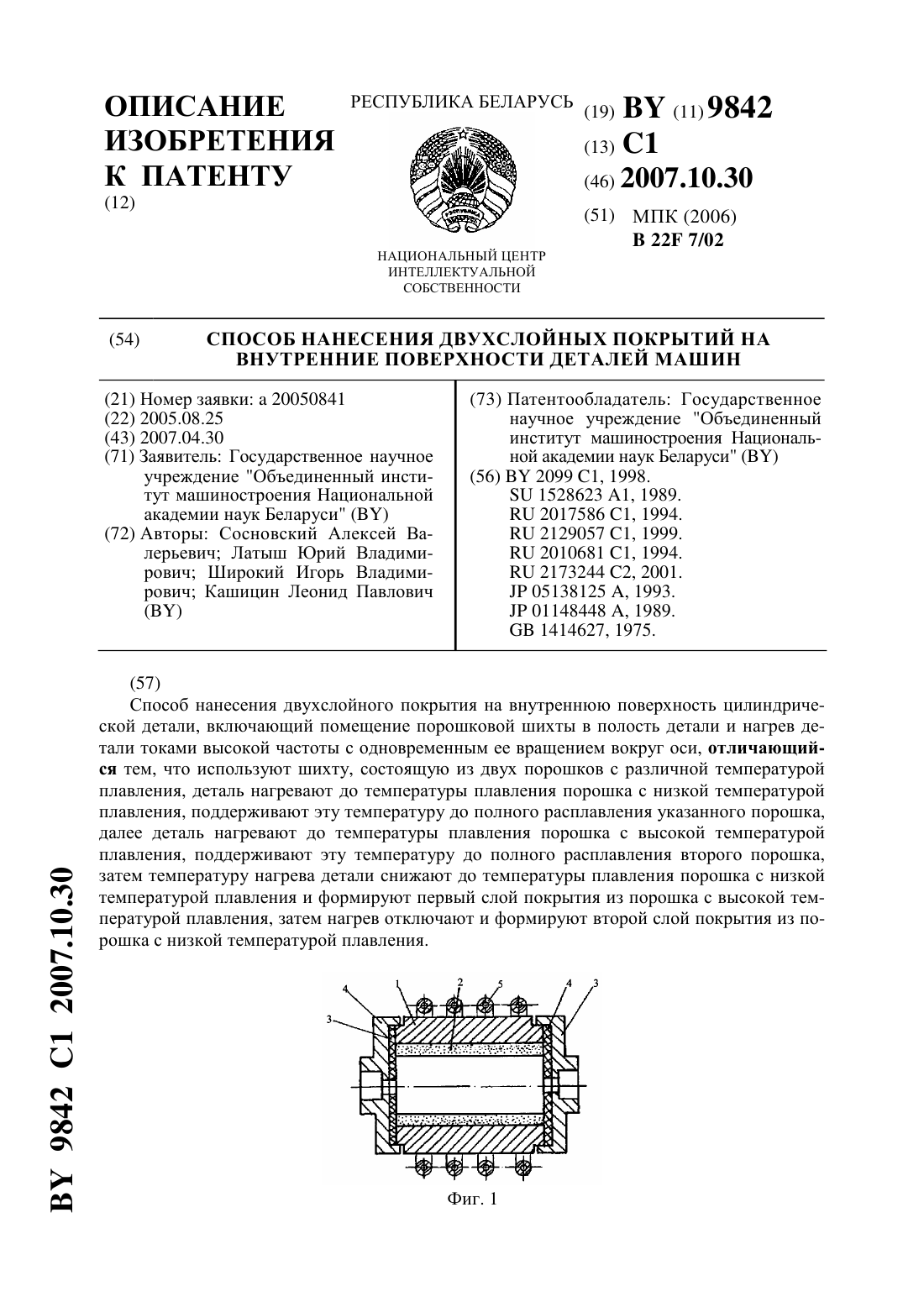
...покрытий на внутренние поверхности деталей машин за одну установку заготовки на рабочую позицию. Задача решается в способе нанесения двухслойных покрытий на внутреннюю поверхность цилиндрической детали, включающем помещение порошковой шихты в полость детали и нагрев детали токами высокой частоты с одновременным вращением ее вокруг оси,при этом согласно изобретению в качестве шихты используют смесь из двух порошков с различной температурой...
Способ нанесения металлических покрытий на поверхности полой цилиндрической детали
Номер патента: 1906
Опубликовано: 30.12.1997
Авторы: Черных Сергей Иванович, Кашицин Леонид Павлович, Худолей Андрей Леонидович, Сосновский Игорь Александрович, Жорник Александр Иванович, Кирпиченко Инесса Анатольевна
МПК: B22F 7/04
Метки: детали, нанесения, покрытий, поверхности, способ, цилиндрической, полой, металлических
Текст:
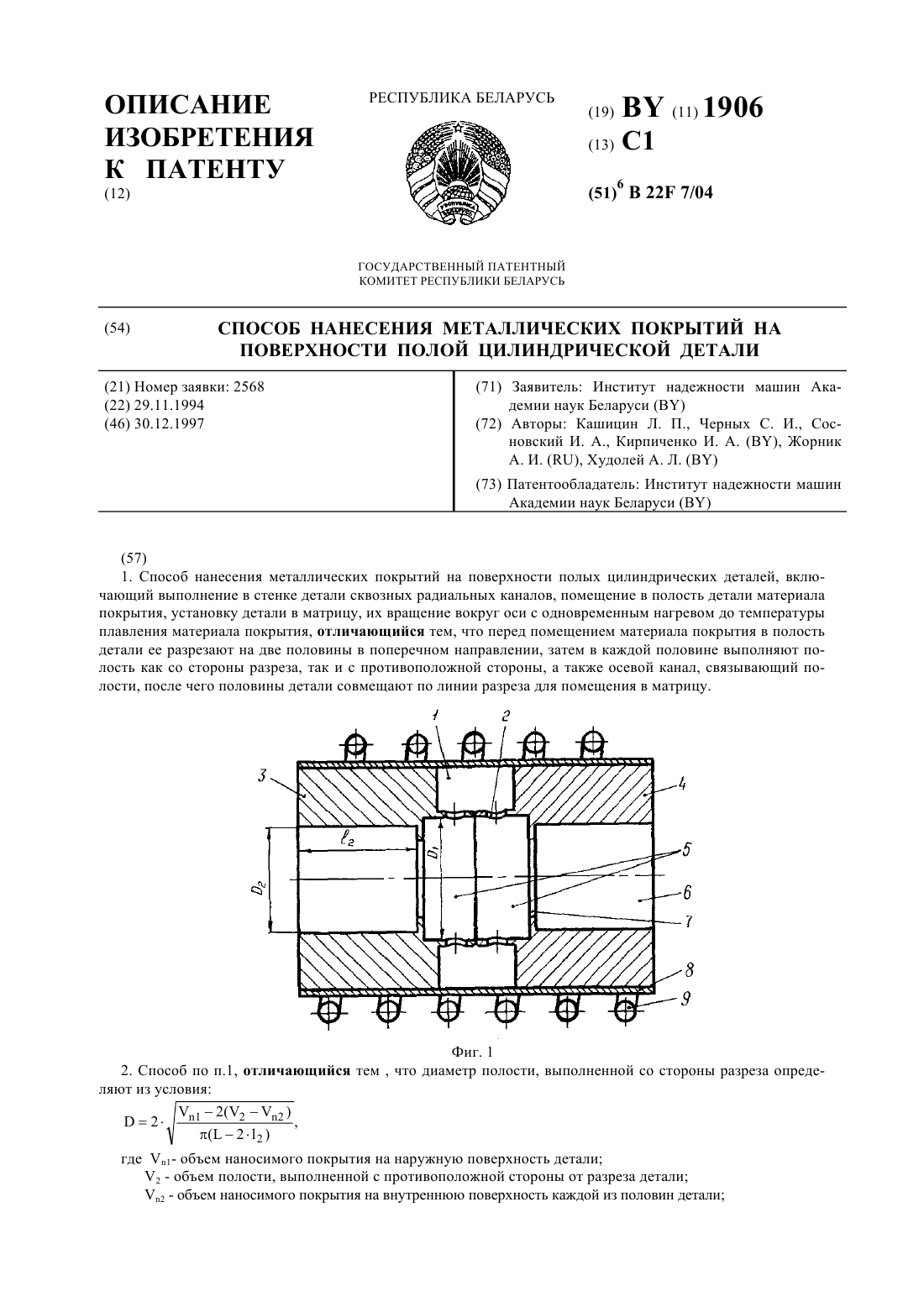
...для дополнительной подачи материала покрытия из полости 6 в канавку 1 на наружной поверхности, равен 2-2. Обозначим объем покрытия, наносимый на наружную поверхность 1 через 1,112(2 - 2),где 1 - объем полости, выполненной со стороны разреза. Обозначим длину детали через . 2.21 . После преобразований получим 2(22 ) 12 1 На фиг.1 - схема устройства для реализации данного способа. На фиг.2 представлен способ нанесения металлических...
Предыдущий патент: Способ стимуляции овуляции икры у самок линя Tinсa tinсa L., изъятых из разных экосистем, при проведении искусственного нереста
Следующий патент: Устройство многопозиционной лазерной обработки
Случайный патент: Фотоприемник