Способ термической обработки стального инструмента
Номер патента: 11209
Опубликовано: 30.10.2008
Авторы: Тявловский Михаил Доминикович, Лось Мечислав Николаевич
Текст
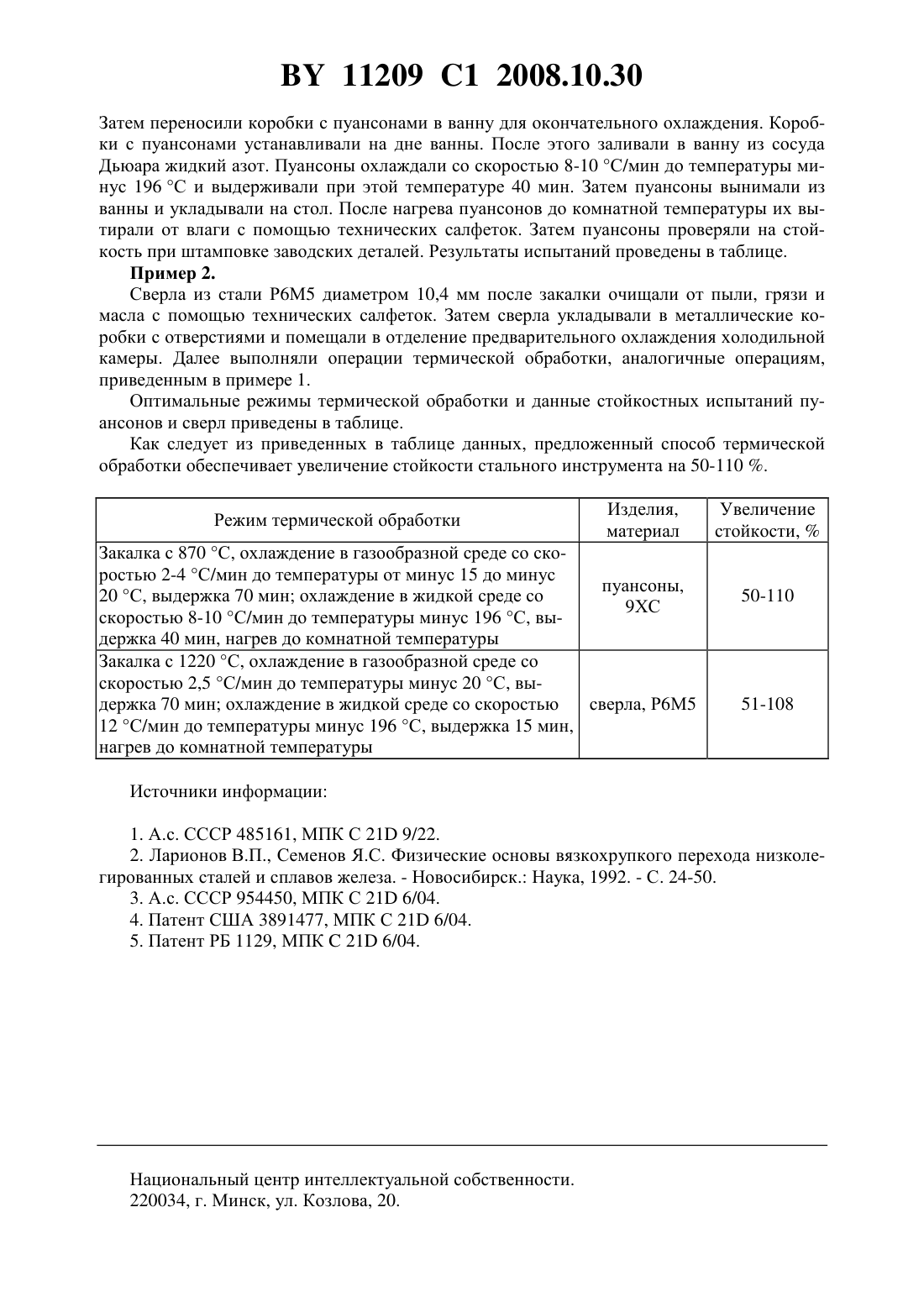
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОГО ИНСТРУМЕНТА(71) Заявитель Учреждение образования Белорусский государственный университет информатики и радиоэлектроники(72) Авторы Тявловский Михаил Доминикович Лось Мечислав Николаевич(73) Патентообладатель Учреждение образования Белорусский государственный университет информатики и радиоэлектроники(57) Способ термической обработки стального инструмента, включающий его закалку, охлаждение в газообразной среде, выдержку, охлаждение в жидкой среде до температуры минус 196 С, выдержку и отогрев до комнатной температуры, отличающийся тем, что в газообразной среде инструмент охлаждают со скоростью 0,5-5 С/мин до температуры от минус 15 до минус 25 С, выдерживают 45-75 мин, в жидкой среде инструмент охлаждают со скоростью 1,5-15 С/мин и выдерживают 12-18 минут на каждые 10 мм толщины инструмента. Изобретение относится к области машино- и приборостроения и может быть использовано для объемного упрочнения стального инструмента. Известен способ термической обработки инструмента, включающий закалку и обработку глубоким холодом в жидкой среде. Сущность его состоит в том, что с целью повышения износостойкости инструмента обработку холодом осуществляют ударным погружением инструмента в жидкую среду с температурой от минус 150 до минус 269 С. Инструмент выдерживают при данной температуре в течение 5-30 мин 1. Недостаток указанного способа заключается в том, что при ударном погружении инструмента в криогенную среду возможно образование трещин 2. Известен также способ термической обработки инструмента, включающий обработку холодом мгновенным погружением в криогенную жидкость. Перед обработкой холодом производят нагрев инструмента до температуры 100-500 С и выдерживают 5-30 мин 3. При этом обработку холодом производят непосредственно с температуры 100-500 С и с наложением ультразвуковых колебаний. Недостаток известного способа заключается в том, что при такой обработке не всегда обеспечивается качество обработки и стойкость инструмента, так как не учитывается толщина обрабатываемого инструмента. Кроме того, для термической обработки требуется дополнительное дорогостоящее ультразвуковое оборудование. 11209 1 2008.10.30 Известен также способ обработки металлических изделий криогенным охлаждением для того, чтобы изменить микроструктуру металла для улучшенной прочности. Вначале металлическое изделие подвешивают в непосредственной близости от поверхности криогенной жидкости для охлаждения до определенной температуры. Затем изделие погружают в криогенную жидкость. Изделие держат в криогенной жидкости в течение определенного отрезка времени. После охлаждения изделие отогревают до комнатной температуры 4. Недостаток указанного способа заключается в том, что при такой термообработке не всегда обеспечивается качество обработки и стойкость изделия, так как не учитывается толщина обрабатываемого изделия. Большие скорости охлаждения при погружении изделия в криогенную жидкость вызывают сильный тепловой удар, что приводит в ряде случаев к деформациям и трещинам. Наиболее близким к предлагаемому изобретению является способ термической обработки сталей, включающий закалку и ступенчатую обработку холодом в газообразной и жидкой средах с изотермическими выдержками. Обработку холодом ведут в три этапа, на первом из которых изделия охлаждают до температуры от минус 30 до минус 60 С и выдерживают 15-30 мин, на втором этапе изделия охлаждают до температуры от минус 90 до минус 120 С и выдерживают 20-30 мин на каждые 10 мм толщины изделия, на третьем этапе изделия охлаждают до температуры от минус 190 до минус 196 С и выдерживают 20-40 мин на каждые 10 мм толщины изделия 5. Недостаток известного способа заключается в том, что при такой обработке не всегда обеспечивается качество обработки и стойкость изделия, так не учитывается скорость охлаждения изделия. Кроме того, в этом случае необходимо обрабатывать изделие в три этапа, что требует большого расхода хладоагента и усложняет процесс обработки. Задача, на решение которой направлено изобретение, состоит в том, чтобы повысить стойкость стального инструмента. Поставленная задача решена следующим образом. В способе термической обработки стального инструмента, включающем его закалку, охлаждение в газообразной среде, выдержку, охлаждение в жидкой среде до температуры минус 196 С, выдержку и отогрев до комнатной температуры, в газообразной среде инструмент охлаждают со скоростью 0,55 С/мин до температуры от минус 15 до минус 25 С, выдерживают 45-75 мин, в жидкой среде инструмент охлаждают со скоростью 1,5-15 С/мин и выдерживают 12-18 мин на каждые 10 мм толщины инструмента. После обработки холодом осуществляют однократный отпуск инструмента при температуре 100-300 С в течение 0,5-1,5 ч. В большинстве случаев отпуск не нужен, если наличие напряжений не понижает качество и стойкость инструмента. Однако стальные инструменты диаметров менее 1 мм отпускать необходимо. Обработке холодом и испытанию подвергались пуансоны, сверла, метчики, фрезы,резцы, плашки и другой инструмент из стали 9 ХС и Р 6 М 5. В предлагаемом способе учитывается скорость охлаждения и толщина обрабатываемых инструментов, что позволяет получить высокое качество обработки инструментов и повысить вследствие этого их стойкость. Пример 1. Пуансоны из стали 9 ХС после закалки очищали от масла, пыли и грязи с помощью технических салфеток. Размер пуансонов 304090 мм. Для предварительного охлаждения пуансоны укладывали в металлические коробки с отверстиями. После этого коробки с пуансонами подвешивали на специальных приспособлениях в ванне предварительного охлаждения холодильной камеры. После этого с сосуда Дьюара заливали в ванну жидкий азот. Пуансоны охлаждали в парах жидкого азота со скоростью 2-4 С/мин до температуры от минус 15 до минус 20 С и выдерживали при этой температуре 70 мин. Температуру пуансонов контролировали милливольтметром с помощью медь-константовой термопары. 2 11209 1 2008.10.30 Затем переносили коробки с пуансонами в ванну для окончательного охлаждения. Коробки с пуансонами устанавливали на дне ванны. После этого заливали в ванну из сосуда Дьюара жидкий азот. Пуансоны охлаждали со скоростью 8-10 С/мин до температуры минус 196 С и выдерживали при этой температуре 40 мин. Затем пуансоны вынимали из ванны и укладывали на стол. После нагрева пуансонов до комнатной температуры их вытирали от влаги с помощью технических салфеток. Затем пуансоны проверяли на стойкость при штамповке заводских деталей. Результаты испытаний проведены в таблице. Пример 2. Сверла из стали Р 6 М 5 диаметром 10,4 мм после закалки очищали от пыли, грязи и масла с помощью технических салфеток. Затем сверла укладывали в металлические коробки с отверстиями и помещали в отделение предварительного охлаждения холодильной камеры. Далее выполняли операции термической обработки, аналогичные операциям,приведенным в примере 1. Оптимальные режимы термической обработки и данные стойкостных испытаний пуансонов и сверл приведены в таблице. Как следует из приведенных в таблице данных, предложенный способ термической обработки обеспечивает увеличение стойкости стального инструмента на 50-110 . Режим термической обработки Закалка с 870 С, охлаждение в газообразной среде со скоростью 2-4 С/мин до температуры от минус 15 до минус пуансоны,20 С, выдержка 70 мин охлаждение в жидкой среде со 9 ХС скоростью 8-10 С/мин до температуры минус 196 С, выдержка 40 мин, нагрев до комнатной температуры Закалка с 1220 С, охлаждение в газообразной среде со скоростью 2,5 С/мин до температуры минус 20 С, выдержка 70 мин охлаждение в жидкой среде со скоростью сверла, Р 6 М 5 12 С/мин до температуры минус 196 С, выдержка 15 мин,нагрев до комнатной температуры Источники информации 1. А.с. СССР 485161, МПК С 21 9/22. 2. Ларионов В.П., Семенов Я.С. Физические основы вязкохрупкого перехода низколегированных сталей и сплавов железа. - Новосибирск. Наука, 1992. - С. 24-50. 3. А.с. СССР 954450, МПК С 21 6/04. 4. Патент США 3891477, МПК С 21 6/04. 5. Патент РБ 1129, МПК 21 6/04. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: C21D 6/04
Метки: обработки, способ, инструмента, стального, термической
Код ссылки
<a href="https://by.patents.su/3-11209-sposob-termicheskojj-obrabotki-stalnogo-instrumenta.html" rel="bookmark" title="База патентов Беларуси">Способ термической обработки стального инструмента</a>
Способ термической обработки сталей
Номер патента: 1129
Опубликовано: 14.03.1996
Авторы: Тявловский Михаил Доминикович, Лось Мечислав Николаевич, Бондарь Олег Владимирович, Степанович Павел Павлович, Ракитский Владимир Михайлович
Метки: обработки, термической, сталей, способ
Текст:
...решение которой направлено изобретение, состоит в том, чтобы повысить твердость и стойкость изделия.разом в способе термической обработки сталей обработку холодом ведут в три этапа, на первом из которых изделшя охлаждают до температуры от минус 30 до минус 60 С и выдерживают 15-30 мин, на втором этапе изделия охлаждают до температуры от минус 90 до минус 120 С и выдерживают 20-30 мин на каждые 10 шт толщины изделия, на третьем этапе изделия...
Состав для химико-термической обработки металлорежущего инструмента
Номер патента: 5861
Опубликовано: 30.03.2004
Авторы: Кухарев Борис Степанович, Стасевич Георгий Викторович, Кухарева Наталья Георгиевна
МПК: C23C 12/00
Метки: химико-термической, обработки, инструмента, состав, металлорежущего
Текст:
...и эксплуатационной надежности в работе. Карбонитрация, например, стали 40 Х при 560580 С создает на ее поверхности диффузионную зону, состоящую из двух слоев наружного карбонитрида (е,С)3(,С) и гетерофазного, переходящего в сердцевину - основу стали. Размеры слоев, получаемых при карбонитрации, имеют большое практическое значение для повышения эксплуатационных свойств инструмента. Однако известный состав при использовании его в ХТО путем...
Установка для термической обработки круглого стального проката
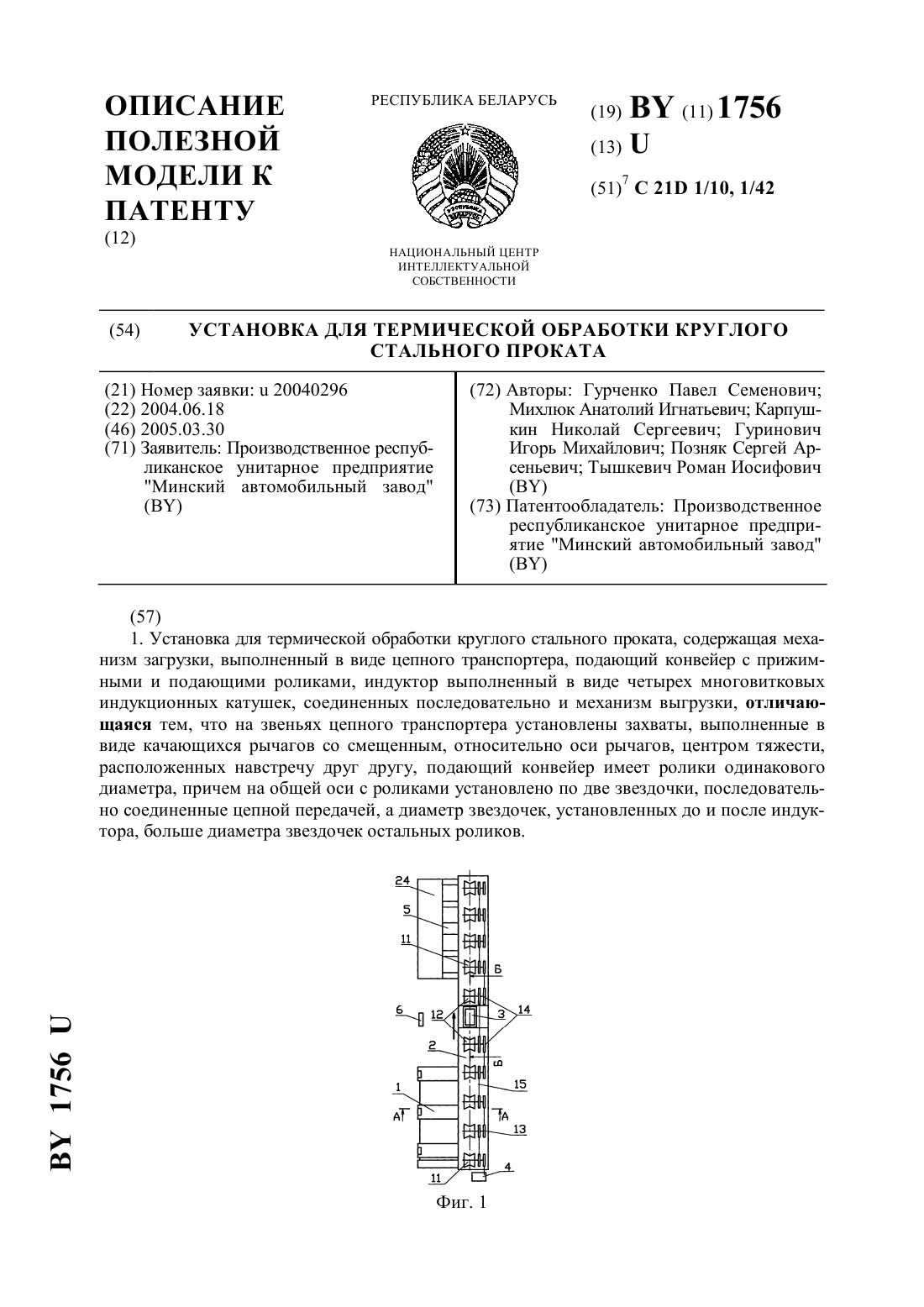
Номер патента: U 1756
Опубликовано: 30.03.2005
Авторы: Михлюк Анатолий Игнатьевич, Тышкевич Роман Иосифович, Карпушкин Николай Сергеевич, Гуринович Игорь Михайлович, Гурченко Павел Семенович, Позняк Сергей Арсеньевич
Метки: проката, обработки, круглого, установка, стального, термической
Текст:
...прутка на ролики. Отпадает необходимость в наклонном лотке и отсекающем механизме. Применение единого роликового конвейера с роликами одинакового диаметра, соединенными цепной передачей через приводные звездочки от одного привода, позволяет упростить конструкцию установки и повысить надежность ее работы. За счет использования звездочек разного диаметра для привода крайних к индуктору роликов достигается разная скорость перемещения прутка...
Способ термической обработки изделий из (?+?)-титановых сплавов
Номер патента: 9345
Опубликовано: 30.06.2007
Автор: Федулов Владимир Николаевич
МПК: C22F 1/18
Метки: изделий, +?)-титановых, способ, термической, обработки, сплавов
Текст:
...ч, охлаждение на воздухе до комнатной температуры, а после этого окончательно нагревают до температуры 650-750 С в течение 35-60 мин и охлаждают в воде. Положительный эффект достигается в результате того, что нагрев до 860-890 С и выдержка в течение 1-3 ч способствуют выравниванию структуры по сечению изделий (деталей) за счет регламентации формы и размеров первичной -фазы, а охлаждение сначала на воздухе в течение 20 мин (в зависимости...
Установка для термической обработки прямоугольного стального проката
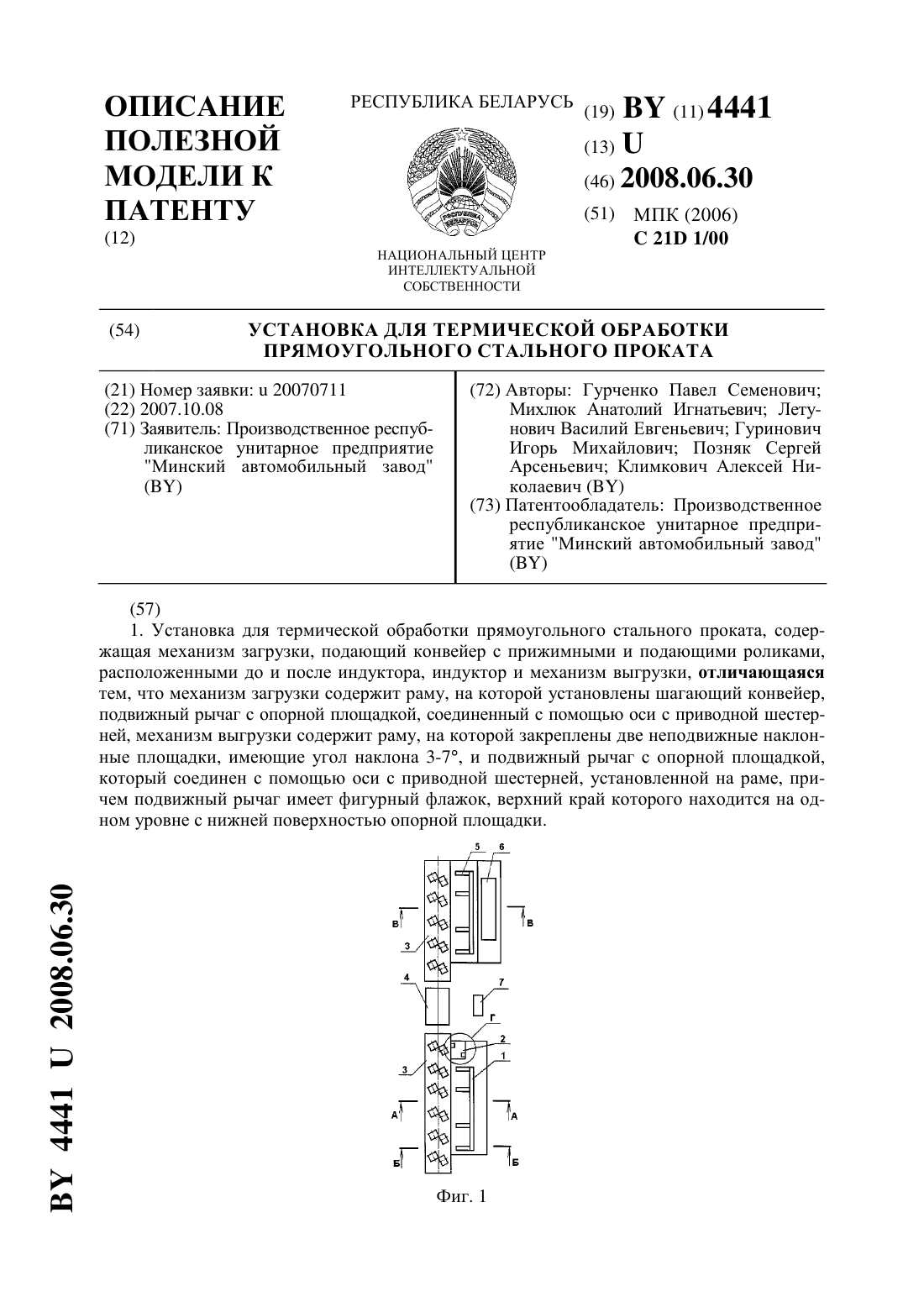
Номер патента: U 4441
Опубликовано: 30.06.2008
Авторы: Позняк Сергей Арсеньевич, Климкович Алексей Николаевич, Гурченко Павел Семенович, Летунович Василий Евгеньевич, Михлюк Анатолий Игнатьевич, Гуринович Игорь Михайлович
МПК: C21D 1/00
Метки: установка, проката, прямоугольного, стального, обработки, термической
Текст:
...Выполнение в механизме загрузки горизонтального приемного лотка с наклонной площадкой под углом 7-15 позволяет заготовке под действием силы тяжести перемещаться на край наклонной площадки, обращенный к подающим роликам, откуда подвижным рычагом она перемещается на подающие ролики подающего конвейера. Использование в механизме загрузки дополнительного механизма контроля зазора между заготовками обеспечивает одинаковый зазор при прохождении их...
Предыдущий патент: Устройство для очистки зерна
Следующий патент: Препрег
Случайный патент: Преобразователь напряжения