Установка для термической обработки прямоугольного стального проката
Номер патента: U 4441
Опубликовано: 30.06.2008
Авторы: Михлюк Анатолий Игнатьевич, Климкович Алексей Николаевич, Летунович Василий Евгеньевич, Позняк Сергей Арсеньевич, Гурченко Павел Семенович, Гуринович Игорь Михайлович
Текст
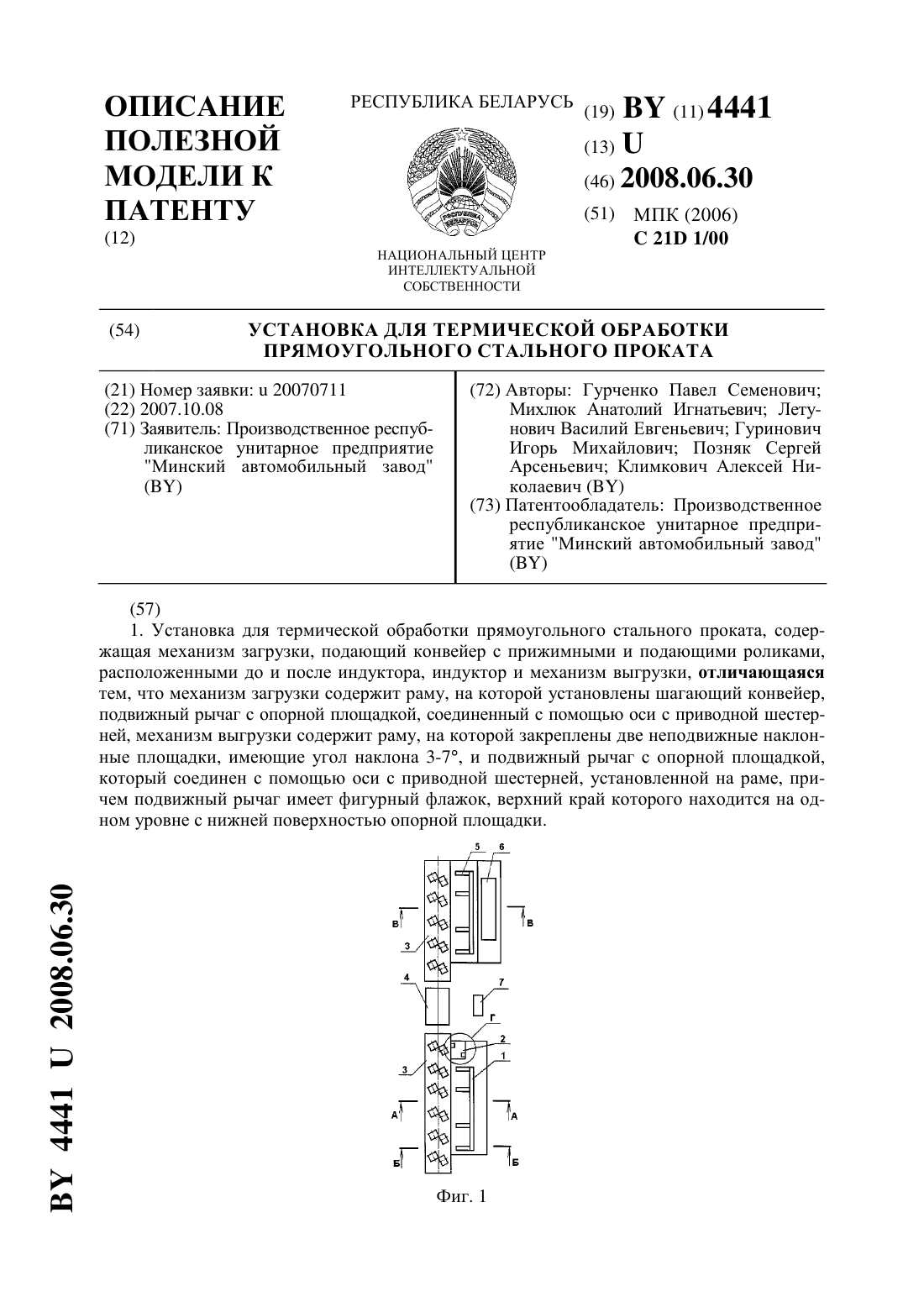
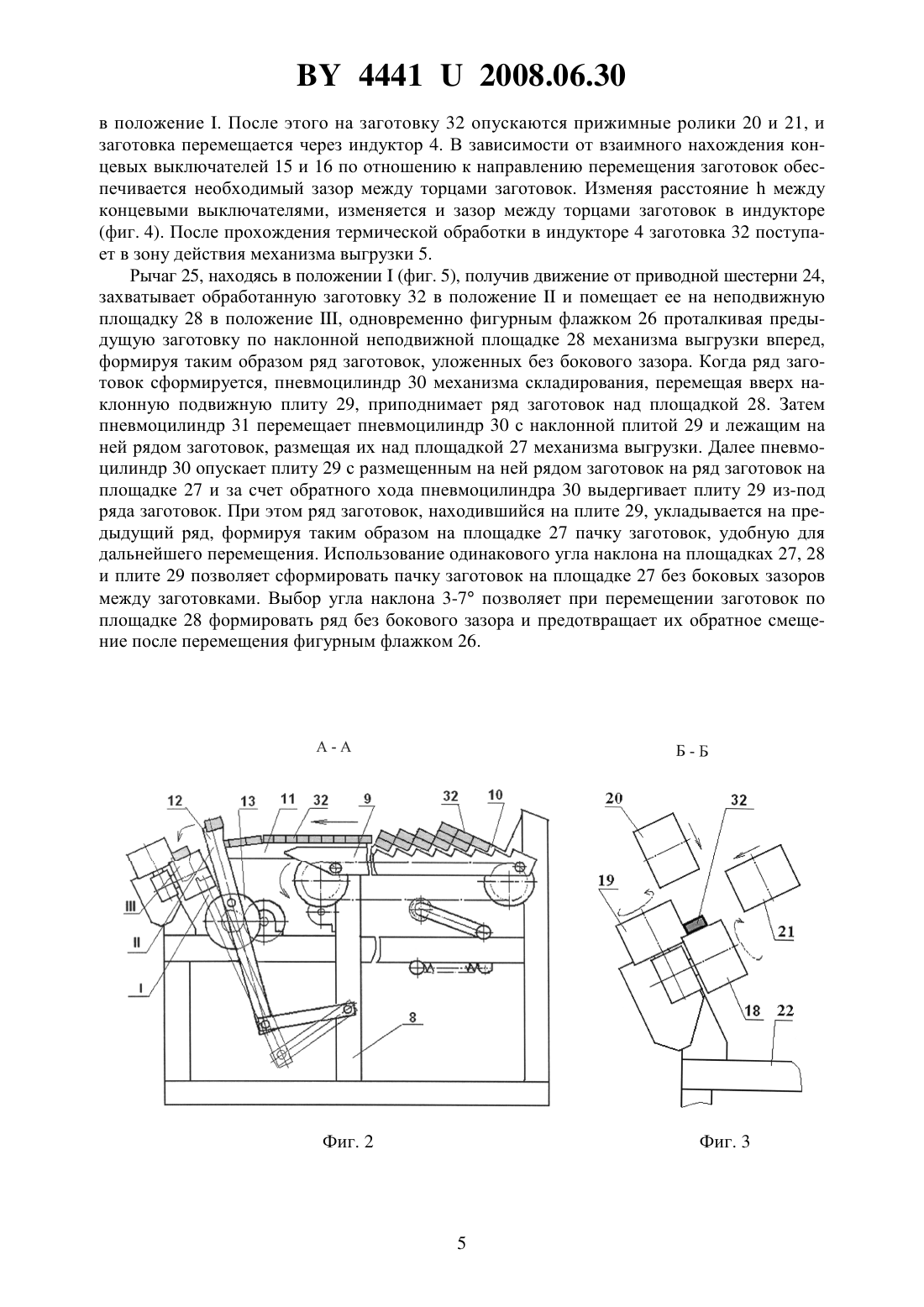
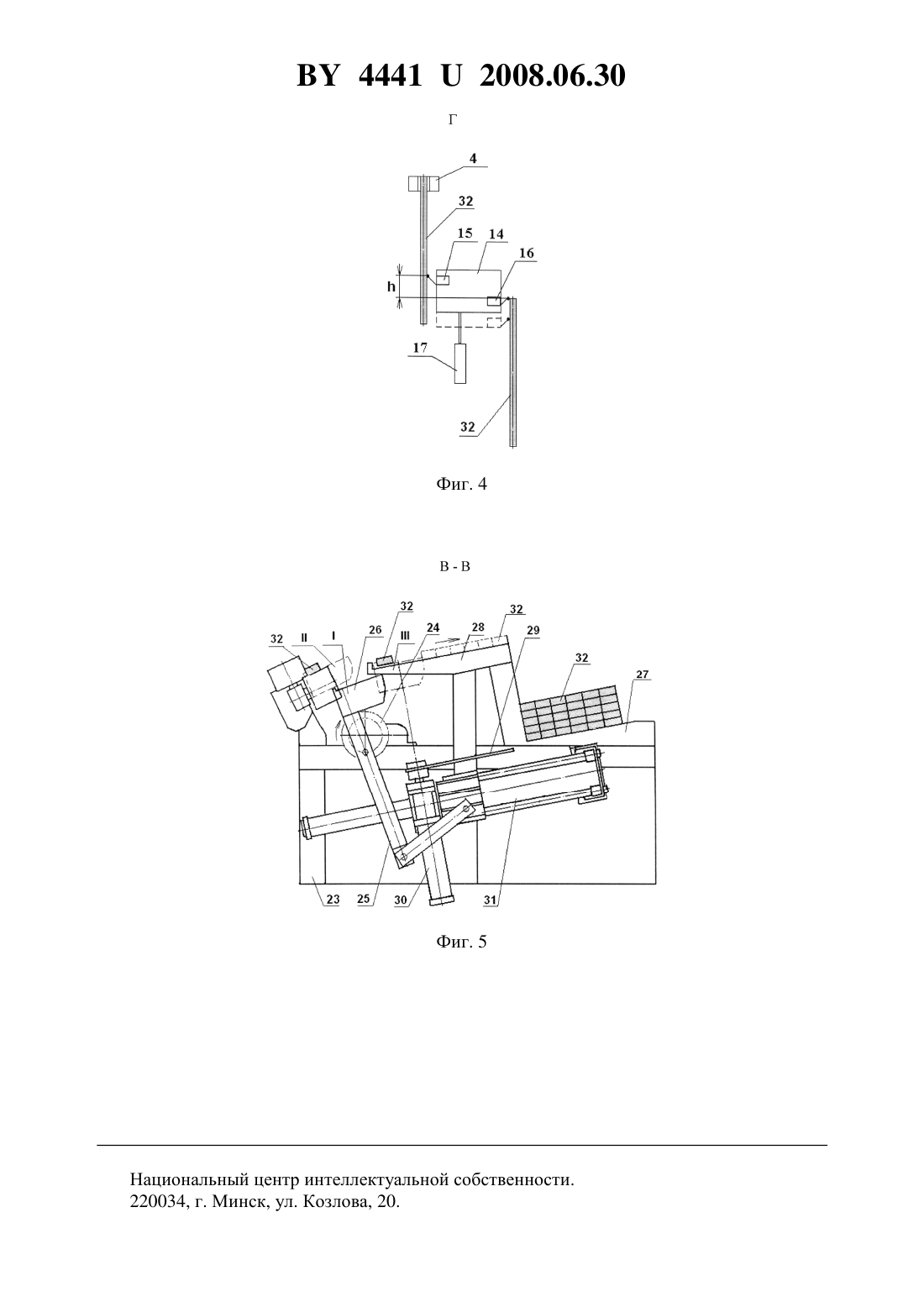
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРЯМОУГОЛЬНОГО СТАЛЬНОГО ПРОКАТА(71) Заявитель Производственное республиканское унитарное предприятие Минский автомобильный завод(72) Авторы Гурченко Павел Семенович Михлюк Анатолий Игнатьевич Летунович Василий Евгеньевич Гуринович Игорь Михайлович Позняк Сергей Арсеньевич Климкович Алексей Николаевич(73) Патентообладатель Производственное республиканское унитарное предприятие Минский автомобильный завод(57) 1. Установка для термической обработки прямоугольного стального проката, содержащая механизм загрузки, подающий конвейер с прижимными и подающими роликами,расположенными до и после индуктора, индуктор и механизм выгрузки, отличающаяся тем, что механизм загрузки содержит раму, на которой установлены шагающий конвейер,подвижный рычаг с опорной площадкой, соединенный с помощью оси с приводной шестерней, механизм выгрузки содержит раму, на которой закреплены две неподвижные наклонные площадки, имеющие угол наклона 3-7, и подвижный рычаг с опорной площадкой,который соединен с помощью оси с приводной шестерней, установленной на раме, причем подвижный рычаг имеет фигурный флажок, верхний край которого находится на одном уровне с нижней поверхностью опорной площадки. 44412008.06.30 2. Установка по п. 1, отличающаяся тем, что шагающий конвейер имеет неподвижные и подвижные пластины, расположенные параллельно друг другу, последовательно к ним присоединен горизонтальный приемный лоток, имеющий наклонную площадку, причем угол наклона площадки составляет 7-15. 3. Установка по п. 1, отличающаяся тем, что дополнительно содержит механизм контроля зазора между заготовками, установленный перед индуктором и выполненный в виде подвижной плиты с двумя концевыми выключателями, при этом концевые выключатели расположены с противоположных сторон плиты. 4. Установка по п. 1, отличающаяся тем, что дополнительно содержит механизм складирования, установленный со стороны наклонных площадок механизма выгрузки,выполненный в виде наклонной подвижной плиты и двух пневмоцилиндров, установленных на раме под углом 3-7, при этом первый пневмоцилиндр жестко соединен с подвижной плитой, а второй - с первым пневмоцилидром, причем пневмоцилиндры установлены перпендикулярно друг другу.(56) 1. А.с. СССР 1696509, МПК 21 1/42, 1991. 2. Патент РБ на полезную модель 1756, МПК 21 1/10, 1/42, 2005. Полезная модель относится к металлургии, в частности к устройствам для термической обработки с применением индукционного нагрева, и может быть использована для термообработки стального проката квадратного или прямоугольного сечения, например для нормализации стальных прямоугольных заготовок различного сечения при их поступательном перемещении через индуктор. Известна установка для термической обработки длинномерных изделий, включающая в себя последовательно расположенные механизм подачи изделий, механизм загрузки в виде толкателя с длиной, равной длине индуктора, индуктор и механизм выгрузки в виде приводной рычажной системы с захватом в виде гравитационно-эксцентрикового зажима 1. Недостатком данной установки является невозможность термической обработки изделий длиной более 2-х метров, так как механизм загрузки выполнен в виде толкателя, длина рабочего хода которого ограничена. Кроме того, применение гравитационно-эксцентрикового зажима не обеспечивает надежной работы при термической обработке заготовок различной массы и поперечного сечения. Наиболее близкой к заявляемому техническому решению является установка для термической обработки круглого стального проката, содержащая механизм загрузки, подающий конвейер с прижимными и подающими роликами, расположенными до и после индуктора,индуктор и механизм выгрузки 2. Недостатками данной установки является то, что механизм загрузки может обеспечить разборку партии заготовок только круглого сечения и поштучную подачу на подающие ролики. Это приводит к снижению производительности установки, кроме того, проведение термообработки заготовок без образования зазора между ними за счет различной скорости вращения подающих роликов приводит к повышенному износу (за счет проскальзывания заготовки) роликов на входе в индуктор, тем самым снижая надежность работы установки в целом. Кроме того, это приводит к неравномерной скорости перемещения заготовки через индуктор, что снижает качество термообработки. Для заготовок, торцы которых получены операцией резания, при термообработке в индукторе возможно их спекание за счет воздействия электромагнитного поля на границу раздела двух ферромагнитных материалов, находящихся в соприкосновении друг с другом. 2 44412008.06.30 Задачей заявляемого технического решения является повышение производительности и надежности работы установки при улучшении качества термообработки заготовок. Поставленная задача достигается тем, что установка для термической обработки прямоугольного стального проката, содержащая механизм загрузки, подающий конвейер с прижимными и подающими роликами, расположенными до и после индуктора, индуктор и механизм выгрузки, механизм загрузки содержит раму, на которой установлены шагающий конвейер, подвижный рычаг с опорной площадкой, соединенный с помощью оси с приводной шестерней, механизм выгрузки содержит раму, на которой закреплены две неподвижные наклонные площадки, имеющие угол наклона 3-7, и подвижный рычаг с опорной площадкой, который соединен с помощью оси с приводной шестерней, установленной на раме, причем подвижный рычаг имеет фигурный флажок, верхний край которого находится на одном уровне с нижней поверхностью опорной площадки. Шагающий конвейер имеет неподвижные и подвижные пластины, расположенные параллельно друг другу, последовательно к ним присоединен горизонтальный приемный лоток, имеющий наклонную площадку, причем угол наклона площадки составляет 7-15. Установка дополнительно содержит механизм контроля зазора между заготовками,установленный перед индуктором и выполненный в виде подвижной плиты с двумя концевыми выключателями, при этом концевые выключатели расположены с противоположных сторон плиты. Установка дополнительно содержит механизм складирования, установленный со стороны наклонных площадок механизма выгрузки, выполненный в виде наклонной подвижной плиты и двух пневмоцилиндров, установленных на раме под углом 3-7, при этом первый пневмоцилиндр жестко соединен с подвижной плитой, а второй - с первым пневмоцилидром, причем пневмоцилиндры установлены перпендикулярно друг другу. Использование в механизме загрузки приводной шестерни и подвижного рычага с опорными площадками, соединенных между собой с помощью оси и шагающего конвейера в виде неподвижных и подвижных пластин, расположенных параллельно друг другу,последовательно к которым присоединен приемный лоток, расположенный горизонтально и имеющий наклонную, под углом 7-15, площадку выдачи заготовок на подающие ролики, повышает производительность и надежность работы установки. Выполнение в механизме загрузки горизонтального приемного лотка с наклонной площадкой под углом 7-15 позволяет заготовке под действием силы тяжести перемещаться на край наклонной площадки, обращенный к подающим роликам, откуда подвижным рычагом она перемещается на подающие ролики подающего конвейера. Использование в механизме загрузки дополнительного механизма контроля зазора между заготовками обеспечивает одинаковый зазор при прохождении их через индуктор,что позволяет иметь стабильность электрических параметров нагрева заготовок и исключает спекание по торцам заготовок при их возможном касании в зоне электромагнитного поля высокой частоты, тем самым обеспечивая высокое качество термообработки. Кроме того, наличие зазора между заготовками уменьшает нагрузку на подающие и прижимные ролики и позволяет перемещать их с одинаковой скоростью через индуктор,повышая надежность работы. Выполнение механизма выгрузки в виде двух наклонных неподвижных площадок и дополнительно механизма складирования в виде наклонной подвижной плиты и 2-х пневмоцилиндров, установленных перпендикулярно друг другу, причем угол наклона неподвижных площадок и подвижной плиты составляет 3-7, а также использование приводной шестерни и подвижного рычага, соединенных между собой с помощью оси, позволяет обеспечить их складирование без бокового зазора, в несколько рядов на неподвижной площадке механизма складирования. 3 44412008.06.30 Расположение неподвижной площадки механизма выгрузки под углом 3-7 позволяет за счет сил трения удерживать заготовки на площадке, а выполнение на подвижном рычаге механизма выгрузки фигурного флажка, установленного так, что верхний край флажка расположен на одном уровне с нижней поверхностью опорной площадки подвижного рычага, сдвигать по наклонной неподвижной площадке предыдущую заготовку при переносе на нее последней заготовки, снятой с подающих роликов, формируя таким образом ряд заготовок без бокового зазора. Предложенное техническое решение применимо, так как может быть изготовлено промышленным способом, работоспособно, осуществимо и воспроизводимо, следовательно,соответствует условию патентоспособности промышленная применимость. Сравнение заявляемого технического решения с уровнем техники по научнотехнической и патентной документации на дату приоритета в основной и смежных рубриках показывает, что совокупность существенных признаков заявляемого технического решения не известна, следовательно, соответствует условию патентоспособности новизна. Сущность полезной модели поясняется чертежами на фиг. 1 показан общий вид установки для термической обработки прямоугольного стального проката, на фиг. 2 разрез А-А фиг. 1, на фиг. 3 - разрез Б-Б фиг. 1, на фиг. 4 - выноска Г фиг. 1, на фиг. 5 разрез В-В фиг. 1. Установка для термической обработки прямоугольного стального проката (фиг. 1) состоит из следующих узлов механизма загрузки 1, механизма контроля зазора между заготовками 2, подающего конвейера 3 с прижимными и подающими роликами, индуктора 4,механизма выгрузки 5, механизма складирования 6 и пульта управления 7. Механизм загрузки 1 (фиг. 2) состоит из рамы 8, на которой установлен шагающий конвейер, состоящий из подвижных 9 и неподвижных 10 пластин, приемного лотка 11 с наклонной площадкой, качающегося рычага 12 и приводной шестерни 13. Механизм контроля зазора между заготовками 2 (фиг. 3) состоит из подвижной плиты 14, конечных выключателей 15 и 16, пневмоцилиндра 17. Роликовый конвейер (фиг. 4) состоит из приводных роликов 18 и 19, прижимных роликов 20 и 21, рамы 22. Механизм выгрузки 5 состоит из рамы 23,приводной шестерни 24, качающегося рычага 25 с установленным на нем фигурным флажком 26 и наклонных площадок 27, 28 (фиг. 5). Механизм складирования состоит из подвижной плиты 29 и пневмоцилиндров 30 и 31 (фиг. 5). Установка работает следующим образом. Партия заготовок 32, в частности прямоугольных труб, укладывается на шагающий конвейер механизма загрузки 1, который с помощью плоскопараллельного движения подвижных рычагов 9 по отношению к неподвижным рычагам 10 разделяет пачку заготовок и поштучно в один ряд подает их на приемный лоток 11. Когда первая заготовка 32 на горизонтальном приемном лотке 11 достигает наклонной площадки, она, преодолевая силу трения заготовок по наклонной площадке за счет угла наклона 7-15, под действием сил тяжести, перемещается к краю площадки и оказывается в зоне загрузки. При повороте шестерни 13, соединенной с качающимся рычагом 12, рычаг, совершая плоскопараллельное движение, перемещается из положенияв положение , при этом захватывая заготовку, находящуюся в зоне загрузки на наклонной площадке (фиг. 2). В это время заготовка 32 касается конечного выключателя 16, который дает сигнал на пневмоцилиндр 17 для перемещения плиты 14 вдоль заготовки 32 (фиг. 4). Как только конечный выключатель 16 достигает края заготовки 32, подвижная плита 14 останавливается. В это время конечный выключатель 15 находится в контакте с заготовкой 32, проходящей термообработку в индукторе 4. Как только край движущейся заготовки достигает конечного выключателя 15, выключатель подает сигнал на перемещение рычага 12 с находящейся на нем заготовкой в положение(фиг. 4). Рычаг 12, совершая плоско-параллельное движение,укладывает заготовку 32 на приводные ролики 18 и 19 (фиг. 3) конвейера 3 и возвращается 4 44412008.06.30 в положение . После этого на заготовку 32 опускаются прижимные ролики 20 и 21, и заготовка перемещается через индуктор 4. В зависимости от взаимного нахождения концевых выключателей 15 и 16 по отношению к направлению перемещения заготовок обеспечивается необходимый зазор между торцами заготовок. Изменяя расстояниемежду концевыми выключателями, изменяется и зазор между торцами заготовок в индукторе(фиг. 4). После прохождения термической обработки в индукторе 4 заготовка 32 поступает в зону действия механизма выгрузки 5. Рычаг 25, находясь в положении(фиг. 5), получив движение от приводной шестерни 24,захватывает обработанную заготовку 32 в положениеи помещает ее на неподвижную площадку 28 в положение , одновременно фигурным флажком 26 проталкивая предыдущую заготовку по наклонной неподвижной площадке 28 механизма выгрузки вперед,формируя таким образом ряд заготовок, уложенных без бокового зазора. Когда ряд заготовок сформируется, пневмоцилиндр 30 механизма складирования, перемещая вверх наклонную подвижную плиту 29, приподнимает ряд заготовок над площадкой 28. Затем пневмоцилиндр 31 перемещает пневмоцилиндр 30 с наклонной плитой 29 и лежащим на ней рядом заготовок, размещая их над площадкой 27 механизма выгрузки. Далее пневмоцилиндр 30 опускает плиту 29 с размещенным на ней рядом заготовок на ряд заготовок на площадке 27 и за счет обратного хода пневмоцилиндра 30 выдергивает плиту 29 из-под ряда заготовок. При этом ряд заготовок, находившийся на плите 29, укладывается на предыдущий ряд, формируя таким образом на площадке 27 пачку заготовок, удобную для дальнейшего перемещения. Использование одинакового угла наклона на площадках 27, 28 и плите 29 позволяет сформировать пачку заготовок на площадке 27 без боковых зазоров между заготовками. Выбор угла наклона 3-7 позволяет при перемещении заготовок по площадке 28 формировать ряд без бокового зазора и предотвращает их обратное смещение после перемещения фигурным флажком 26. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: C21D 1/00
Метки: термической, стального, установка, обработки, проката, прямоугольного
Код ссылки
<a href="https://by.patents.su/6-u4441-ustanovka-dlya-termicheskojj-obrabotki-pryamougolnogo-stalnogo-prokata.html" rel="bookmark" title="База патентов Беларуси">Установка для термической обработки прямоугольного стального проката</a>
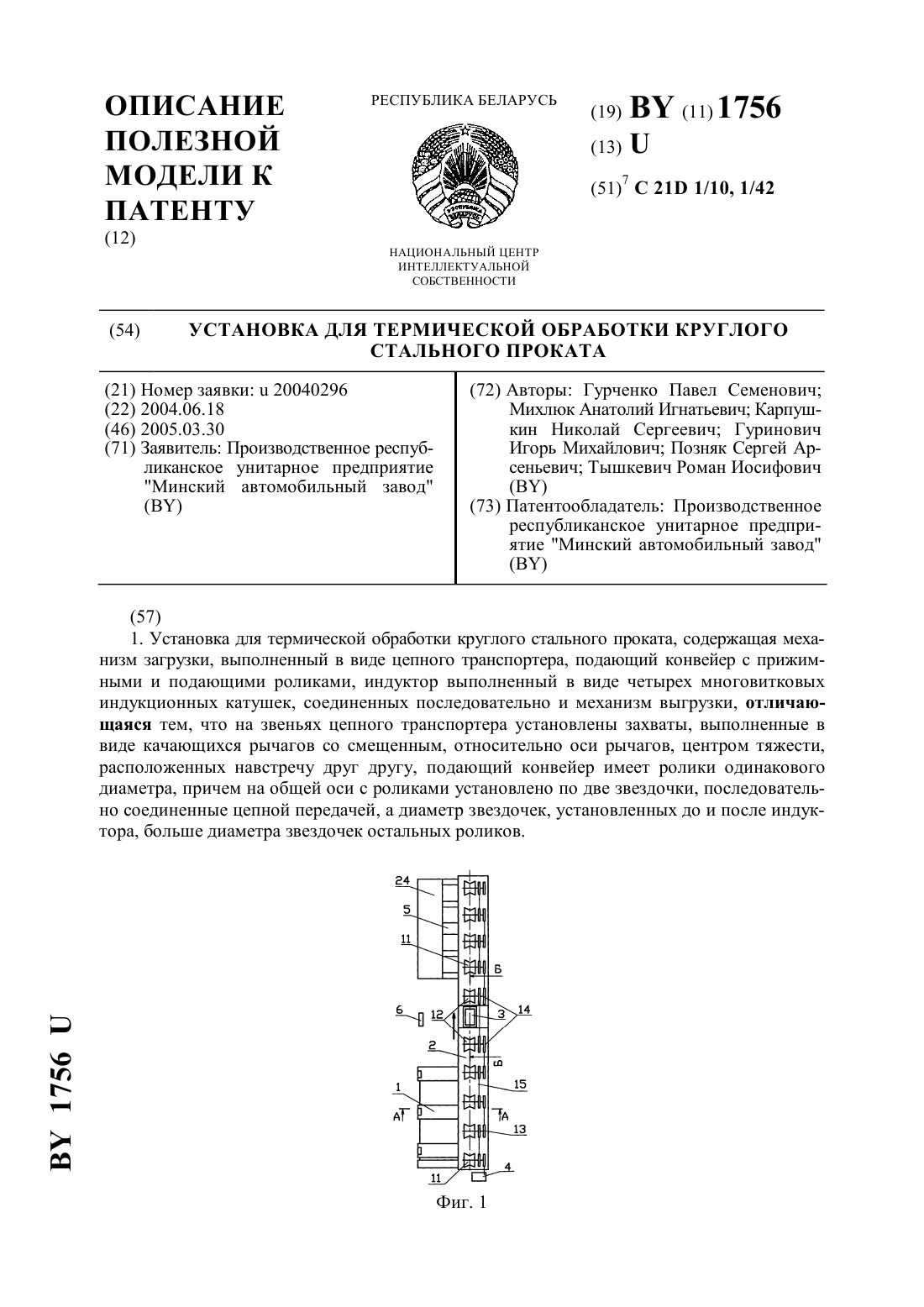
Установка для термической обработки круглого стального проката
Номер патента: U 1756
Опубликовано: 30.03.2005
Авторы: Тышкевич Роман Иосифович, Позняк Сергей Арсеньевич, Михлюк Анатолий Игнатьевич, Гурченко Павел Семенович, Гуринович Игорь Михайлович, Карпушкин Николай Сергеевич
Метки: круглого, стального, установка, проката, обработки, термической
Текст:
...прутка на ролики. Отпадает необходимость в наклонном лотке и отсекающем механизме. Применение единого роликового конвейера с роликами одинакового диаметра, соединенными цепной передачей через приводные звездочки от одного привода, позволяет упростить конструкцию установки и повысить надежность ее работы. За счет использования звездочек разного диаметра для привода крайних к индуктору роликов достигается разная скорость перемещения прутка...
Способ обработки стального проката
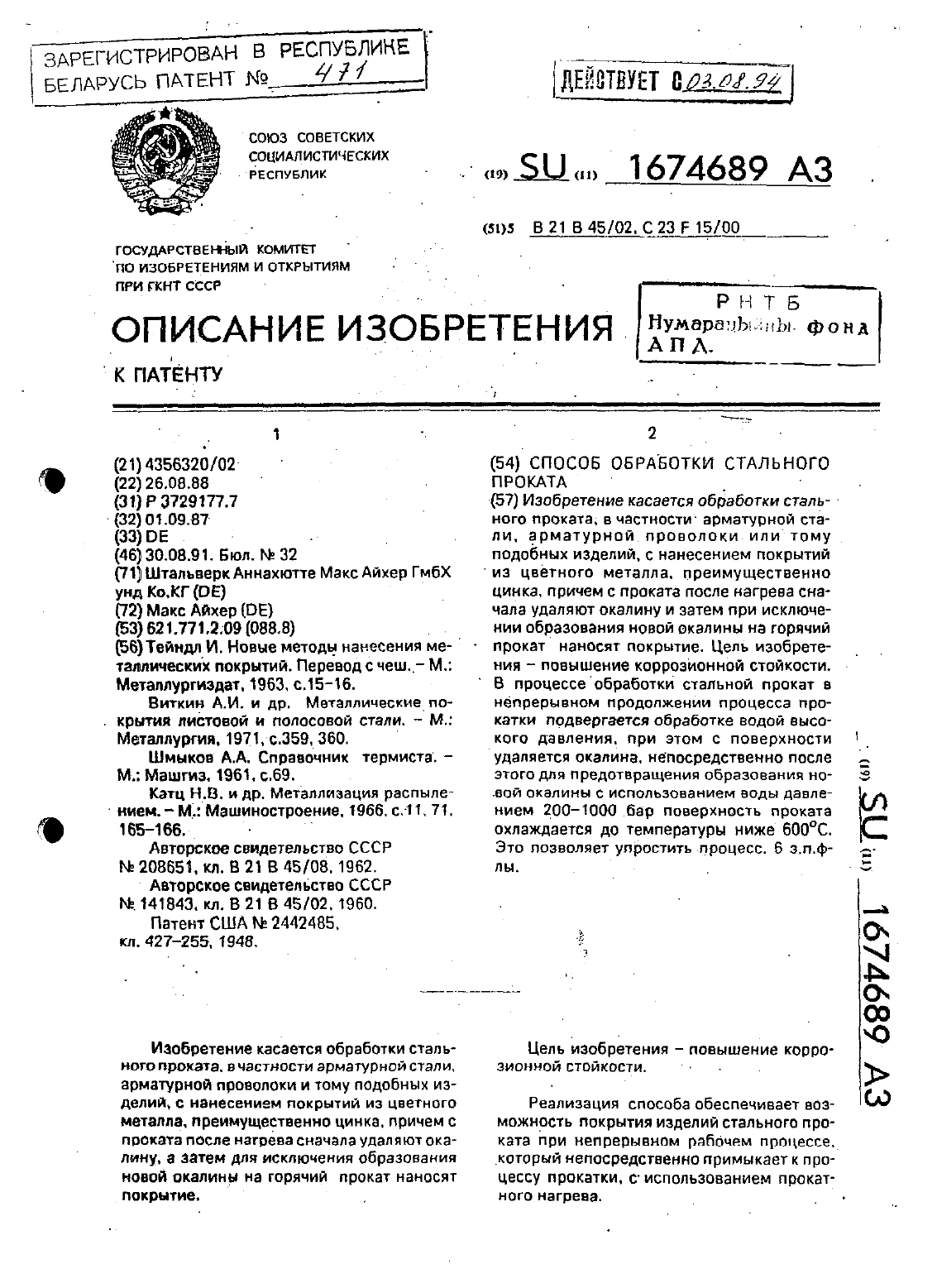
Номер патента: 471
Опубликовано: 30.03.1995
Автор: Макс Айхер
МПК: B21B 45/02, C23F 15/00
Метки: способ, стального, обработки, проката
Текст:
...этой целью прокат можно пропускать через водяную баню или распылять воду из форсунки. Соответствующая температура для нанесения коррозионно-стойких покрытий составляет. например. для чистого алюминия 5605 Т 0 С. а для чиСТОГО Цинка около 415 С. При легирования могут создаваться промежуточныеступени. Для легирования можно применять любоепокрытие. так как прокатываемый материал проходит все области температуры от проКЭТНОГО нагрева ДО ПОЛНОГО...
Способ термической обработки проката
Номер патента: 6847
Опубликовано: 30.03.2005
Авторы: Тимошпольский Владимир Исаакович, Жучков Сергей Михайлович, Горбанев Аркадий Алексеевич, Филиппов Вадим Владимирович, Тимофеев Виктор Спиридонович, Тищенко Владимир Андреевич, Шевченко Александр Данилович, Курбатов Геннадий Александрович, Стеблов Анвер Борисович
Метки: обработки, термической, способ, проката
Текст:
...и температуру конца прокатки на стане, а также геометрические параметры прокатываемого профиля. Заявляемые зависимости, определяющие скорости охлаждения проката в каждом цикле установлены на основании математической обработки экспериментальных данных, полученных в процессе проведения исследований по разработке заявляемого способа. Результаты исследований показали, что для решения поставленной в изобретении задачи - повышения...
Установка для термической обработки проволоки
Номер патента: U 1493
Опубликовано: 30.09.2004
Авторы: Грибанов Вячеслав Романович, Константинов Валерий Михайлович, Семенченко Марина Владимировна, Красиков Виктор Леонидович, Дашкевич Владимир Георгиевич
МПК: C21D 1/40
Метки: обработки, установка, термической, проволоки
Текст:
...по его контуру выполнена полость для размещения проволоки и насыщающей смеси. Распределитель импульсов выполнен в виде блока регуляторов. Сопоставительный анализ с прототипом показывает, что заявляемая установка отличается наличием новых конструктивных элементов несущий механизм, опорная рама, прижимной механизм контейнера формой выполнения элементов несущий механизм в виде приводного вала с жестко прикрепленными к нему осями для...
Установка для термической обработки проволоки
Номер патента: U 2357
Опубликовано: 30.12.2005
Авторы: Красиков Виктор Леонидович, Губанов Александр Семенович, Константинов Валерий Михайлович, Дашкевич Владимир Георгиевич
МПК: C21D 9/52
Метки: термической, обработки, установка, проволоки
Текст:
...отличительных признаков необходимо для осуществления непрерывного ступенчатого метода термической обработки, благодаря которому обеспечивается равномерное распределение насыщающей смеси вокруг проволоки, облегчается процесс укладки проволоки в полость контейнера с высокой степенью точности, облегча 2 23572005.12.30 ется удаление отработанной насыщающей смеси из полости контейнера. Ведущие и ведомые колеса придают вращение секциям...
Предыдущий патент: Пьезопреобразователь для ультразвуковой дефектоскопии
Следующий патент: Обкаточно-тормозной стенд
Случайный патент: Устройство переменного слива