Мобильный комплекс для производства легких стальных тонкостенных конструкций и телескопический монорельс
Текст
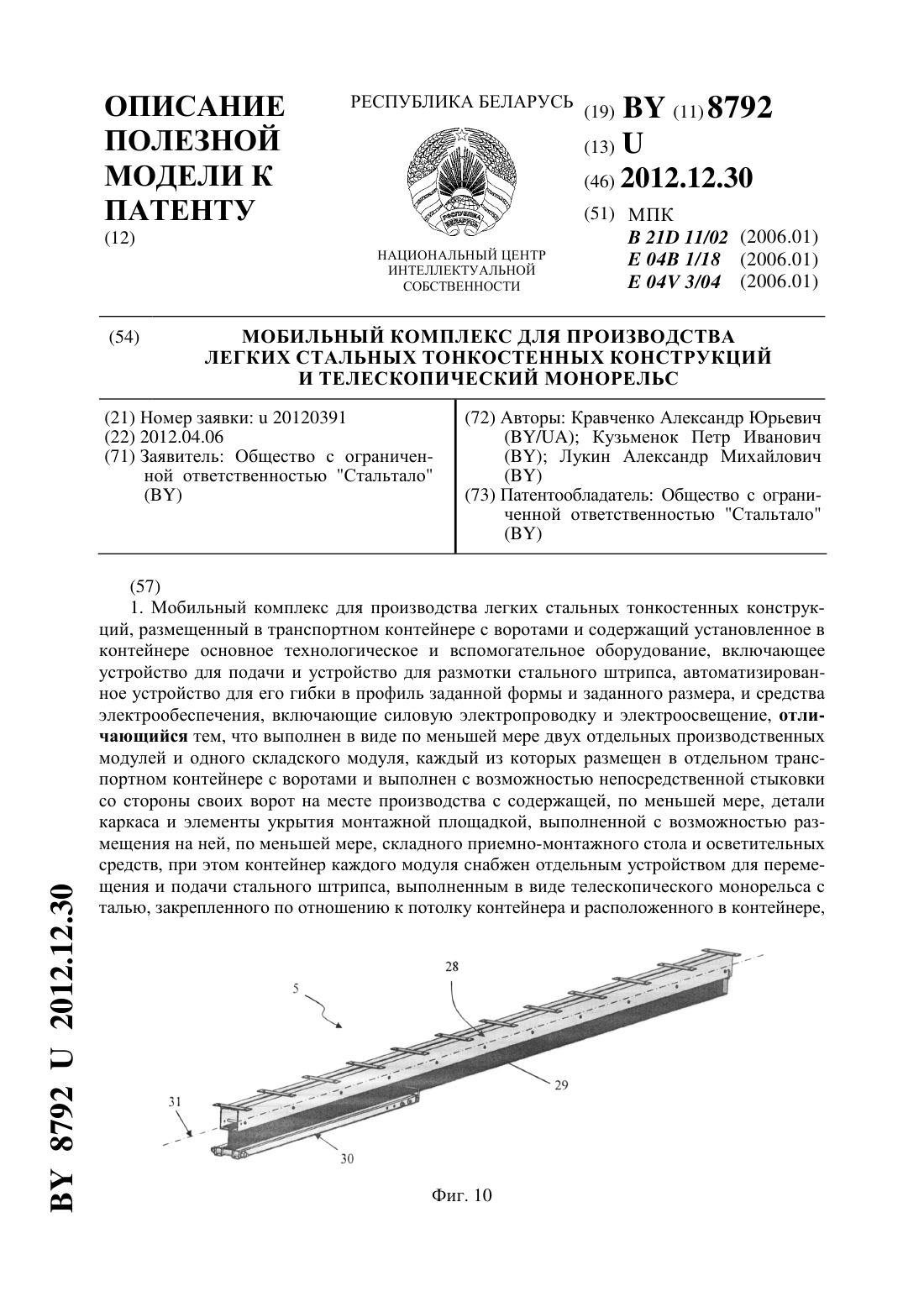
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ МОБИЛЬНЫЙ КОМПЛЕКС ДЛЯ ПРОИЗВОДСТВА ЛЕГКИХ СТАЛЬНЫХ ТОНКОСТЕННЫХ КОНСТРУКЦИЙ И ТЕЛЕСКОПИЧЕСКИЙ МОНОРЕЛЬС(72) Авторы Кравченко Александр Юрьевич(57) 1. Мобильный комплекс для производства легких стальных тонкостенных конструкций, размещенный в транспортном контейнере с воротами и содержащий установленное в контейнере основное технологическое и вспомогательное оборудование, включающее устройство для подачи и устройство для размотки стального штрипса, автоматизированное устройство для его гибки в профиль заданной формы и заданного размера, и средства электрообеспечения, включающие силовую электропроводку и электроосвещение, отличающийся тем, что выполнен в виде по меньшей мере двух отдельных производственных модулей и одного складского модуля, каждый из которых размещен в отдельном транспортном контейнере с воротами и выполнен с возможностью непосредственной стыковки со стороны своих ворот на месте производства с содержащей, по меньшей мере, детали каркаса и элементы укрытия монтажной площадкой, выполненной с возможностью размещения на ней, по меньшей мере, складного приемно-монтажного стола и осветительных средств, при этом контейнер каждого модуля снабжен отдельным устройством для перемещения и подачи стального штрипса, выполненным в виде телескопического монорельса с талью, закрепленного по отношению к потолку контейнера и расположенного в контейнере, Фиг. 10 87922012.12.30 по меньшей мере, до зоны устройства для размотки стального штрипса с возможностью выдвижения за пределы контейнера с опорой балки монорельса в выдвинутом положении,по меньшей мере, на один шарнирно связанный с монорельсом регулируемый по высоте опорный элемент, а в воротах, по меньшей мере, производственных модулей выполнено окно для выдачи готового профиля, расположенное в зоне устройства для гибки штрипса в профиль, а также технологическая калитка, расположенная в зоне телескопического монорельса, причем контейнер, по меньшей мере, каждого из производственных модулей разделен на производственную зону, зону инженерно-технического обеспечения и зону управления и отдыха с соответствующим размещением технологического и вспомогательного оборудования, выполнен с наружной и внутренней отделкой и утеплением и дополнительно снабжен отдельной системой жизнеобеспечения, включающей средства приточновытяжной вентиляции, средства кондиционирования, средства электроотопления, средства противопожарной защиты и средства санитарно-бытового обеспечения, а средства электрообеспечения по меньшей мере одного производственного модуля дополнительно содержат автономную бензиновую электростанцию, при этом средства электрообеспечения,а также все металлические детали и элементы средств системы жизнеобеспечения каждого модуля связаны с соответствующим внутренним контуром заземления, выполненным с возможностью подключения к внешнему вертикальному заземлителю, выполненному, в свою очередь, с возможностью установки в грунт на заданном расстоянии от модуля. 2. Комплекс по п. 1, отличающийся тем, что контейнер производственного модуля выполнен в виде морского транспортного контейнера 40 футов, а контейнер складского модуля выполнен в виде морского транспортного контейнера 20 футов. 3. Комплекс по п. 1, 2, отличающийся тем, что наружная отделка контейнера выполнена из профильного оцинкованного листа с полимерным покрытием. 4. Комплекс по п. 1, 2, отличающийся тем, что утепление контейнера выполнено из минераловатных плит толщиной 100 мм и плотностью 90 кг/м 3. 5. Комплекс по п. 1, 2, отличающийся тем, что внутренняя отделка стен и потолка контейнера выполнена из гипсокартонных листов с последующей шпатлевкой и покраской, а внутренняя отделка пола выполнена в виде стального рифленого настила толщиной 4 мм, уложенного на сплошной деревянный настил из досок толщиной 30 мм по металлическим лагам каркаса. 6. Комплекс по п. 1, 2, отличающийся тем, что средства электроотопления включают,по меньшей мере, один инфракрасный обогреватель с автоматическим регулированием теплового потока. 7. Комплекс по п. 1, 2, отличающийся тем, что средства приточно-вытяжной вентиляции включают систему проложенных открытым способом воздуховодов и по меньшей мере одно устройство, выбранное из группы, включающей, по меньшей мере, вентилятор и кондиционер. 8. Комплекс по п. 1, 2, отличающийся тем, что средства противопожарной защиты включают, по меньшей мере, средства автоматической пожарной сигнализации и средства первичного пожаротушения. 9. Комплекс по п. 1, 2, отличающийся тем, что средства приточно-вытяжной вентиляции связаны со средствами противопожарной защиты с возможностью отключения вентиляционных систем при срабатывании средств автоматической пожарной сигнализации,предпочтительно по меньшей мере одного автономного пожарного извещателя. 10. Комплекс по п. 1, 2, отличающийся тем, что средства электроотопления и средства приточно-вытяжной вентиляции выполнены с возможностью автоматического регулирования теплового потока посредством терморегулятора. 11. Комплекс по п. 1, 2, отличающийся тем, что первый производственный модуль содержит размещенные в производственной зоне гибочный станок -68 серии 600, размоточный станок, телескопический монорельс с установленной на нем передвижной руч 2 87922012.12.30 ной талью, стеллаж для рабочего инструмента и приспособлений, слесарный верстак, приемный переносной стол, шкафы для инструмента и запчастей, настольно-сверлильный станок, размещенные в зоне управления и отдыха шкафы для документов, шкафы для спецодежды, стол оператора, кровать-кушетку с ящиком и размещенные в зоне инженерного обеспечения компрессор и бензиновую электростанцию, второй производственный модуль содержит размешенные в производственной зоне гибочный станок -140 серии 500, размоточный станок, телескопический монорельс с установленной на нем передвижной ручной талью, стеллаж для рабочего инструмента и приспособлений, слесарный верстак, приемный переносной стол, шкафы для инструмента и запчастей, настольносверлильный станок, размешенные в зоне управления и отдыха шкафы для документов,шкафы для спецодежды, стол оператора, кровать-кушетку с ящиком и размещенные в зоне инженерного обеспечения передвижной компрессор, переносную бензиновую электростанцию, биотуалет и рукомойник, а складской модуль содержит телескопический монорельс с установленной на нем передвижной ручной талью и автономные аккумуляторные светильники. 12. Комплекс по п. 1, 2, отличающийся тем, что монтажная площадка выполнена сборно-разборной. 13. Комплекс по п. 1, ли 2, отличающийся тем, что размеры монтажной площадки составляют 66 м. 14. Комплекс по п. 1, 2, отличающийся тем, что осветительные средства монтажной площадки выполнены в виде выносного осветительного оборудования. 15. Телескопический монорельс для мобильного комплекса для производства легких стальных тонкостенных конструкций по одному из пп. 1-14, содержащий подвесную систему, выполненную с возможностью крепления по отношению к потолку, и двутавровую балку, снабженную опорой и связанную с подвесной системой с возможностью линейного перемещения относительно ее продольной оси, при этом подвесная система содержит две подвесные балки П-образной формы, установленные с продольно-вертикальным расположением стенки балки и продольно-горизонтальным расположением полок балки симметрично относительно продольной оси подвесной системы с зазороммежду соответствующих концами верхних и нижних полок балок, где значениевыбрано в соответствии с толщиной стенки двутавровой балки, и жестко связанные между собой, по меньшей мере, в зоне верхних полок, на нижних полках обеих подвесных балок П-образной формы расположено множество подшипников, оси которых расположены в горизонтальной плоскости перпендикулярно продольной оси подвесной системы, с формированием двух параллельных ветвей подшипникового транспортера подвесной системы, выполненного с возможностью перемещения по нему верхней полки двутавровой балки, опора шарнирно связана с балкой посредством шарнирного сопряжения, размещенного в концевой зоне выдвигающегося конца двутавровой балки со стороны ее нижней полки, с возможностью фиксации положения опоры в горизонтальном и вертикальном положениях. 16. Монорельс по п. 15, отличающийся тем, что подвесные балки П-образной формы связаны между собой поперечными распорно-стяжными узлами, расположенными с заданным шагом вдоль продольной оси подвесной системы в зоне над подшипниковым транспортером, при этом расстояние между подшипниковым транспортером и поперечными распорными элементами выбрано в соответствии с толщиной верхней полки двутавровой балки. 17. Монорельс по п. 15, 16, отличающийся тем, что средство шарнирного сопряжения выполнено в виде по меньшей мере втулки, ось которой расположена в горизонтальной плоскости перпендикулярно продольной оси двутавровой балки. 18. Монорельс по п. 17, отличающийся тем, что опора выполнена в виде двух металлических стоек, связанных между собой по меньшей мере одной поперечной распоркой и по меньшей мере одной крепежной деталью, при этом каждая из стоек со стороны двутав 3 87922012.12.30 ровой балки снабжена сквозным отверстием, выполненным с возможностью совмещения с полостью втулки средства шарнирного сопряжения с последующей установкой и фиксацией посредством соответствующих крепежных деталей в совмещенных сквозных отверстиях осевого элемента с резьбовыми концевыми участками, а со стороны, противолежащей двутавровой балке, снабжена опорно-регулировочным узлом, причем длина поперечной распорки соответствует длине втулки средства шарнирного сопряжения. 19. Монорельс по п. 15, отличающийся тем, что снабжен средством фиксации опоры в горизонтальном положении, включающим скобу со снабженными резьбой концевыми участками, выполненную с возможностью установки одного концевого участка в соответствующем отверстии, предусмотренном на двутавровой балке, а второго конца в соответствующем отверстии опорно-регулировочного узла опоры с последующей фиксацией концевых участков посредством распорной пластины и соответствующих крепежных деталей.(56) 1. Сайт предприятия Завод Инновационного Промышленного Оборудования. Профилегибочное оборудование. Линия по производству С-П профилей (ЛСТК). Электронный ресурс - 20 февраля 2012. - Режим доступа //./// /. 2. Сайт о технологии Сталдом. Презентация технологии. Электронный ресурс 20 февраля 2012. - Режим доступа /// 3. Сайт производственной компании ПрофСтальПрокат. Технология ЛСТК ПРОФСТАЛЬДОМ. Электронный ресурс - 20 февраля 2012. - Режим доступа //. .//. 4. Сайт группы промышленных компаний РиМ. Оборудование для производства ЛСТК термопрофилей. Электронный ресурс - 21 февраля 2012. - Режим доступа//.4742-352976./. 5. Сайт российского представительства компании. Мобильная фабрика. Электронный ресурс - 21 февраля 2012. - Режим доступа ////-. Полезная модель относится к строительству, в частности к комплексу технологических средств для производства комплекта строительных каркасных конструкций, необходимого и достаточного для возведения каркаса быстровозводимого здания любого назначения. В частности, полезная модель относится к мобильному комплексу для производства легких стальных тонкостенных конструкций, который может функционировать в автономном режиме на любой строительной площадке или вблизи нее. Полезная модель также касается телескопического монорельса, который входит в состав заявляемого комплекса в качестве устройства для подачи штрипса к размоточному станку. К быстровозводимым зданиям могут быть отнесены любые сооружения допустимой в соответствии с проектной документацией этажности, включая садовые домики, загородные дома, коттеджи, предприятия малого бизнеса (производственные, торговые, по оказанию различного рода услуг), небольшие гостиницы, здания и сооружения сельскохозяйственного назначения и т.д., с несущим каркасом из тонкостенных стальных гнутых оцинкованных профилей. Быстровозводимые дома с несущим каркасом из тонкостенных стальных гнутых оцинкованных профилей представляют собой наиболее перспективное направление в малоэтажном, и в том числе жилищном, строительстве. Разнообразие возможностей архитектурнопланировочных решений, высокие эксплуатационные качества металлоконструкций каркаса и здания в целом, простота при сборке и эксплуатации зданий, экономичность и эко 4 87922012.12.30 логичность называются специалистами среди основных преимуществ зданий из легких стальных тонкостенных конструкций (ЛСТК). В зданиях указанного типа каркасы несущих наружных стен, несущих внутренних стен, несущих конструкций межэтажного(ых) перекрытия(й) и т.д. выполнены из металлических оцинкованных профилей с различным поперечным сечением. В различных известных конструкциях быстровозводимых зданий широко используется -образный профиль, обычно называемый стоечным, который благодаря форме своего поперечного сечения представляет собой профиль повышенной жесткости, используемый в качестве основы для каркасов зданий. Широко используются также профили и других форм поперечного сечения. При этом в случае любых по форме профилей для возведения каркаса всего здания необходим комплект профилей, предварительно рассчитанных и изготовленных по конфигурации, размерам (высота, ширина, длина), количеству. Поэтому разработчики и производители ЛСТК, как правило, стремятся создать целые технологии, направленные на комплексную проработку вопросов проектирования и возведения быстровозводимых зданий, по меньшей мере, в объеме комплекта профилей для возведения каркасной конструкции здания. При этом большинство известных в настоящее время фирменных технологий возведения зданий из ЛСТК, как правило, названы производителями ЛСТК по наименованию производителя. В тоже время практически все, в том числе фирменные, технологии предусматривают изготовление комплектов конструктивных элементов, прежде всего профилей заданной конфигурации и размеров, для возведения зданий из ЛСТК в заводских условиях. Изготовленные в заводских условиях профили далее обычно комплектуются, пакетируются и маркируются в соответствии с разработанной схемой укладки и поставляются в таком упакованном виде на строительную площадку. Таким образом, известные из уровня техники технологические комплексы для производства ЛСТК, как правило, содержат устройство для размотки штрипса, устройство подачи штрипса, автоматизированное устройство для гибки штрипса в профиль заданной формы (например, формовочный стан), устройство для получения профиля заданных размеров (например, ножницы с комплектам ножей), автоматизированную систему управления и электрооборудование, включая электродвигатели, электропривода, шкафы и пульты управления, а также может содержать пробивное устройство(например, пресс) и приемное устройство типа рольганга для готовых профилей 1. В некоторых фирменных технологиях предусмотрены технологические операции по сборке в соответствии с конструкторской документацией части профилей в конструкционные блоки в заводских условиях с последующей их комплектацией, упаковкой и маркировкой 2, 3. В этом случае в скомплектованом, упакованном и маркированном виде на строительную площадку доставляются как отдельные профили, так и конструкционные блоки, собранные из профилей. Кроме того, анализ уровня техники показал, что и производители оборудования, как правило, предлагают к продаже либо отдельные станки, в частности профилегибочные станки, либо специализированные линии для производства ЛСТК профилей с определенной формой поперечного сечения (чаще всего -образный профиль). Такие линии включают минимально необходимый комплект основного и вспомогательного технологического оборудования и предназначены для стационарного размещения на площадях соответствующих производственных зданий 4. С учетом достаточно жестко определенных связей между оборудованием в рамках линии перекомпоновка таких линий возможна только на стадии ее проектирования. В принципе, учитывая, что все поставляемые на строительную площадку упаковки профилей и/или конструкционных блоков из профилей скомплектованы и маркированы согласно соответствующему проекту возводимого здания из ЛСТК, такой способ изготовления и поставки комплекта ЛСТК вполне приемлем, особенно в случаях когда выполняются заказы на строительство отдельных, расположенных на значительном расстоянии зданий, которые возводятся для разных заказчиков. При этом сложно оптимизировать 5 87922012.12.30 транспортные расходы, в том числе расход топлива. Кроме того, при наличии неблагоприятных дорожных, погодных и т.п. условий, затрудняющих доставку комплекта ЛСТК на место строительства, могут возникнуть сбои в технологическом процессе сборки конструкционных блоков и непосредственно строительства здания из ЛСТК. Часто нерешенными также остаются проблемы с временным размещением доставленных на место строительства упаковок профилей и конструктивных элементов, а также с соответствующим укрытием и с организацией площадки, удовлетворяющей требованиям по условиям сборки конструктивных элементов из профилей. При этом следует принимать во внимание, что нарушение условий сборки может привести к длительным воздействиям неблагоприятных факторов окружающей среды (постоянное длительное воздействие влаги в виде дождя и снега особенно в сочетании с возможностью случайного механического повреждения при отсутствии оборудованных складских площадок/помещений), может привести к значительному сокращению срока эксплуатации каркаса здания, а следовательно, и здания в целом. В этой связи как одно из перспективных направлений развития технологических комплексов для производства комплектов ЛСТК для каркасов зданий может рассматриваться создание мобильных комплексов. Так, известна мобильная фабрика на базе 40-футового контейнера и профелегибочного станка одной из моделей (модели 320, или 52, или 560) компании.для производства ЛСТК 5. Комплекс технологического оборудования размещен в морском транспортном контейнере с воротами и содержит установленные в контейнере основное технологическое и вспомогательное оборудование, включающее устройство для подачи (лебедка) и устройство для размотки стального штрипса (разматыватель), автоматизированное устройство для его гибки в профиль заданной формы и заданного размера(станок модели 320, или 52, или 560), и средства электрообеспечения, включающие силовую электропроводку (с розетками, выключателем и коммутатором) и электроосвещение (лампы дневного света). В морском транспортном контейнере установлены также стальной стол и стальной стеновой шкаф. Такая мобильная фабрика позволяет использовать станки на отдаленных строительных участках или в местах бедствий. Такое исполнение комплекса технологического оборудования дает возможность удобно и быстро организовывать производство легких стальных конструкций (необходимо лишь наличие 31 кВт генератора). В то же время такая мобильная фабрика имеет ряд существенных недостатков,среди которых можно назвать наличие станка для изготовления профилей только одного типоразмера (в то время как каркас здания монтируется, как правило, из профилей нескольких типоразмеров), отсутствие площадей, предусмотренных для монтажа конструкционных блоков из изготовленных профилей, отсутствие каких бы то ни было элементов системы жизнеобеспечения персонала (температурный режим в контейнере при открытых воротах соответствует температурному режиму внешней среды, как правило неблагоприятному, а при закрытых воротах отсутствуют средства воздухообмена) и т.д. Кроме того,при таком исполнении мобильного комплекса не решены до конца вопросы удобной и безопасной доставки штрипса непосредственно к разматывателю, т.к. предусмотренная для этих целей лебедка обеспечивает только подъем выше уровня пола контейнера, но не перемещение до контейнера и внутри контейнера в направлении его продольной оси, т.е. непосредственно к разматывателю. Таким образом, задачей полезной модели является разработка мобильного комплекса для производства легких стальных тонкостенных конструкций (ЛСТК), размещенного в транспортных контейнерах, а также входящего в состав комплекса устройства для подачи штрипса в виде телескопического монорельса оригинальной конструкции, которые обеспечивали бы возможность минимизации занимаемой площади и оптимизации замкнутого цикла изготовления строительных конструкций из Л, повышение безопасности производства при его полной автономности (как в части энергообеспечения, так и в части непрерывности поставок материалов, прежде всего штрипса). Мобильный комплекс и 6 87922012.12.30 телескопический монорельс в его составе должны также обеспечивать сокращение времени изготовления как каждого отдельного элемента, так и комплекта в целом, а также снижение стоимости готового комплекта ЛСТК. Поставленная задача решается заявляемым мобильным комплексом для производства легких стальных тонкостенных конструкций, размещенным в транспортном контейнере с воротами и содержащим установленное в контейнере основное технологическое и вспомогательное оборудование, включающее устройство для подачи и устройство для размотки стального штрипса, автоматизированное устройство для его гибки в профиль заданной формы и заданного размера, и средства электрообеспечения, включающие силовую электропроводку и электроосвещение. Поставленная задача решается за счет того,что комплекс выполнен в виде по меньшей мере двух отдельных производственных модулей и одного складского модуля, каждый из которых размещен в отдельном транспортном контейнере с воротами и выполнен с возможностью непосредственной стыковки со стороны своих ворот на месте производства с содержащей, по меньшей мере, детали каркаса и элементы укрытия монтажной площадкой, выполненной с возможностью размещения на ней, по меньшей мере, складного приемно-монтажного стола и осветительных средств. При этом контейнер каждого модуля снабжен отдельным устройством для перемещения и подачи стального штрипса, выполненным в виде телескопического монорельса с талью,закрепленного по отношению к потолку контейнера и расположенного в контейнере, по меньшей мере, до зоны устройства для размотки стального штрипса с возможностью выдвижения за пределы контейнера с опорой балки монорельса в выдвинутом положении, по меньшей мере, на один шарнирно связанный с монорельсом регулируемый по высоте опорный элемент. В воротах, по меньшей мере, производственных модулей выполнены окно для выдачи готового профиля, расположенное в зоне устройства для гибки штрипса в профиль, а также технологическая калитка, расположенная в зоне телескопического монорельса. При этом контейнер, по меньшей мере, каждого из производственных модулей разделен на производственную зону, зону инженерно-технического обеспечения и зону управления и отдыха с соответствующим размещением технологического и вспомогательного оборудования, выполнен с наружной и внутренней отделкой и утеплением и дополнительно снабжен отдельной системой жизнеобеспечения, включающей средства приточно-вытяжной вентиляции, средства кондиционирования, средства электроотопления, средства противопожарной защиты и средства санитарно-бытового обеспечения. Средства электрообеспечения по меньшей мере одного производственного модуля дополнительно содержат автономную бензиновую электростанцию, при этом средства электрообеспечения, а также все металлические детали и элементы средств системы жизнеобеспечения каждого модуля связаны с соответствующим внутренним контуром заземления,выполненным с возможностью подключения к внешнему вертикальному заземлителю,выполненному, в свою очередь, с возможностью установки в грунт на заданном расстоянии от модуля. Заявляемая, описанная выше конструкция мобильного комплекса для производства ЛСТК, включая особенности выполнения конструктивных элементов и особенности организации взаимосвязей между конструктивными элементами, является результатом всесторонней проработки проблемы создания полностью автономного мобильного производства в рамках фирменной технологии Стальтало. При этом данное решение может быть с успехом (с достижением всех технических результатов) применено и при реализации других аналогичных технологий. Как правило, в любой из технологий производства ЛСТК стараются минимизировать,по меньшей мере в отношении формы поперечного сечении, количество различных типоразмеров профиля. Оптимальным с точки зрения, с одной стороны, требований к механическим характеристикам элементов каркаса и, с другой стороны, унификации является система ЛСТК, которая содержит профили двух различных форм поперечного сечения. В 7 87922012.12.30 то же время возможны системы, которые включают профили только одной формы поперечного сечения, но различных размеров, а также системы, которые включают профили более, чем двух различных форм поперечного сечения. С учетом этого двух отдельных производственных модулей и одного складского модуля, каждый из которых размещен в отдельном транспортном контейнере, обычно вполне достаточно, чтобы обеспечить непрерывный процесс изготовления профилей в последовательности, заданной проектом. При этом с учетом выполнения отдельных модулей с возможностью непосредственной стыковки со стороны своих ворот на месте производства с содержащей, по меньшей мере,детали каркаса и элементы укрытия монтажной площадкой в соответствии с размерами и геометрией площадки под размещение заявляемого комплекса могут быть реализованы различные схемы компоновки. Включением в состав каждого из модулей устройства для перемещения и подачи стального штрипса в виде телескопического монорельса с талью, учитывая особенности его конструкции, которые вкратце описаны выше и более подробно будут рассмотрены в нижеследующем описании, обеспечивается механизированная доставка штрипса практически в любую зону развернутого на строительной площадке комплекса с минимизацией перемещения штрипса вручную, что кроме прочего обеспечивает повышение безопасности производства. Выполнение в воротах, по меньшей мере, производственных модулей окна для выдачи готового профиля, а также технологической калитки, наряду с другими мерами (которые будут рассмотрены ниже) по теплоизоляции контейнеров, обеспечивает максимально возможную изоляцию внутреннего пространства контейнера от воздействия наружной среды,не препятствуя при этом (учитывая выбор места расположения окна и технологической калитки) непрерывному выполнению технологического процесса. К мерам по теплоизоляции контейнера относятся также выполнение контейнеров, по меньшей мере, производственных блоков с наружной и внутренней отделкой и утеплением, а также снабжение этих контейнеров отдельной системой жизнеобеспечения, включающей средства приточно-вытяжной вентиляции, средства кондиционирования, средства электроотопления,средства противопожарной защиты и средства санитарно-бытового обеспечения. Для оптимизации (в т.ч. с точки зрения требований эргономики) производственного процесса, подлежащего выполнению в каждом производственном модуле, а также оптимизации перемещений обслуживающего персонала при выполнении технологического процесса, контейнер, по меньшей мере, каждого из производственных модулей разделен на производственную зону, зону инженерно-технического обеспечения и зону управления и отдыха с соответствующим размещением технологического и вспомогательного оборудования. Для обеспечения полной автономности по энергообеспечению средства электрообеспечения по меньшей мере одного производственного модуля дополнительно содержат автономную бензиновую электростанцию. При этом наличие именно бензиновой электростанции значительно снижает минимально допустимое значение температуры окружающей среды, при которой обеспечивается бесперебойное электроснабжение всего комплекса. Для обеспечения электробезопасности всего комплекса вне зависимости от условий окружающей среды (повышенная влажность, повышенный уровень статического электричества и т.п.) средства электрообеспечения, а также все металлические детали и элементы средств системы жизнеобеспечения каждого модуля связаны с соответствующим внутренним контуром заземления, выполненным с возможностью подключения к внешнему вертикальному заземлителю, выполненному, в свою очередь, с возможностью установки в грунт на заданном расстоянии от модуля. Для форм реализации заявляемого мобильного комплекса для производств ЛСТК по технологии Стальтало предпочтительны нижеследующие особенности. 8 87922012.12.30 Контейнер производственного модуля предпочтительно может быть выполнен в виде морского транспортного контейнера 40 футов, а контейнер складского модуля предпочтительно может быть выполнен в виде морского транспортного контейнера 20 футов. Площади указанных контейнеров вполне достаточно для оптимального размещения всего комплекса основного и вспомогательного технологического оборудования, а также всех устройств и блоков системы жизнеобеспечения. Для обеспечения необходимой и достаточной степени изоляции, а также увеличения срока службы изоляции наружная отделка контейнера может быть выполнена из профильного оцинкованного листа с полимерным покрытием. Утепление контейнера может быть выполнено из минераловатных плит толщиной 100 мм и плотностью 90 кг/м 3. Внутренняя отделка стен и потолка контейнера может быть выполнена из гипсокартонных листов с последующей шпатлевкой и покраской, а внутренняя отделка пола выполнена в виде стального рифленого настила толщиной 4 мм, уложенного на сплошной деревянный настил из досок толщиной 30 мм по металлическим лагам каркаса. Практика испытаний заявляемого мобильного комплекса показала, что наиболее целесообразно использовать для отопления модулей инфракрасные обогреватели. Таким образом,средства электроотопления модулей заявляемого мобильного комплекса предпочтительно включают по меньшей мере один инфракрасный обогреватель с автоматическим регулированием теплового потока. Средства приточно-вытяжной вентиляции предпочтительно могут включать систему проложенных открытым способом воздуховодов и, по меньшей мере, одно устройство,выбранное из группы, включающей по меньшей мере вентилятор и кондиционер. Средства противопожарной защиты предпочтительно включают, по меньшей мере,средства автоматической пожарной сигнализации и средства первичного пожаротушения. При этом в предпочтительных формах реализации средства приточно-вытяжной вентиляции связаны со средствами противопожарной защиты с возможностью отключения вентиляционных систем при срабатывании средств автоматической пожарной сигнализации, предпочтительно по меньшей мере одного автономного пожарного извещателя. Таким образом обеспечивается прекращение подачи свежего воздуха во внутреннее пространство контейнера (учитывая, что ворота закрыты практически на всей своей площади и приток свежего воздуха через них практически отсутствует), и очаг возгорания тем самым может быть потушен с наименьшими затратами и с минимально возможным повреждением соответствующего контейнера и/или находящегося в нем оборудования. Для оптимизации расхода энергии средства электроотопления и средства приточновытяжной вентиляции выполнены с возможностью автоматического регулирования теплового потока посредством терморегулятора. Как уже было упомянуто выше, в ряде предпочтительных форм реализации заявляемый мобильный комплекс предназначен для реализации технологии Стальтало. В частности, практика исследований и испытаний показала, что наиболее предпочтительными в рамках технологии Стальтало являются следующие комплектации модулей заявляемого мобильного комплекса. Первый производственный модуль предпочтительно содержит размещенные в производственной зоне гибочный станок -68 серии 600, размоточный станок, телескопический монорельс с установленной на нем передвижной ручной талью, стеллаж для рабочего инструмента и приспособлений, слесарный верстак, приемный переносной стол,шкафы для инструмента и запчастей, настольно-сверлильный станок, размещенные в зоне управления и отдыха шкафы для документов, шкафы для спецодежды, стол оператора,кровать-кушетку с ящиком и размещенные в зоне инженерного обеспечения компрессор и бензиновую электростанцию. Второй производственный модуль предпочтительно содержит размещенные в производственной зоне гибочный станок -140 серии 500, размоточный 9 87922012.12.30 станок телескопический монорельс с установленной на нем передвижной ручной талью,стеллаж для рабочего инструмента и приспособлений, слесарный верстак, приемный переносной стол, шкафы для инструмента и запчастей, настольно-сверлильный станок, размещенные в зоне управления и отдыха шкафы для документов, шкафы для спецодежды,стол оператора, кровать-кушетку с ящиком и размещенные в зоне инженерного обеспечения передвижной компрессор, переносную бензиновую электростанцию, биотуалет и рукомойник. Складской модуль предпочтительно содержит телескопический монорельс с установленной на нем передвижной ручной талью и автономные аккумуляторные светильники. Для повышения мобильности заявляемого комплекса монтажная площадка предпочтительно выполнена сборно-разборной. При этом практика показала, предпочтительные размеры монтажной площадки составляют 66 м, что обеспечивает удобное и простое сообщение между производственными модулями, а также удобное и беспрепятственное манипулирование даже самими длинномерными профилями в процессе их монтажа в конструкционные блоки. Также с целью повышения мобильности осветительные средства монтажной площадки выполнены предпочтительно в виде выносного осветительного оборудования. Поставленная задача решается также заявляемым телескопическим монорельсом, содержащим подвесную систему, выполненную с возможностью крепления по отношению к потолку, и двутавровую балку, снабженную опорой и связанную с подвесной системой с возможностью линейного перемещения относительно ее продольной оси. При этом подвесная система содержит две подвесные балки П-образной формы, установленные с продольновертикальным расположением стенки балки и продольно-горизонтальным расположением полок балки симметрично относительно продольной оси подвесной системы с зазороммежду соответствующих концами верхних и нижних полок балок, где значениевыбрано в соответствии с толщиной стенки двутавровой балки, и жестко связанные между собой,по меньшей мере, в зоне верхних полок. На нижних полках обеих подвесных балок П-образной формы расположено множество подшипников, оси которых расположены в горизонтальной плоскости перпендикулярно продольной оси подвесной системы, с формированием двух параллельных ветвей подшипникового транспортера подвесной системы,выполненного с возможностью перемещения по нему верхней полки двутавровой балки. Опора шарнирно связана с балкой посредством шарнирного сопряжения, размещенного в концевой зоне выдвигающегося конца двутавровой балки со стороны ее нижней полки, с возможностью фиксации положения опоры в горизонтальном и вертикальном положениях. Телескопический монорельс заявляемой, описанной выше конструкции обеспечивает максимально свободное перемещение тали, в том числе нагруженной штрипсом, по всей длине телескопически выдвинутых балок и, что особенно важно, не только в пределах контейнера, но и за его пределами. Это позволяет практически полностью механизировать процесс доставки штрипса из складского модуля (который также оборудован телескопическим монорельсом заявляемой конструкции) заявляемого мобильного комплекса непосредственно к устройству для размотки штрипса, установленному в соответствующем производственном модуле. В предпочтительных формах реализации заявляемого телескопического монорельса подвесные балки П-образной формы связаны между собой поперечными распорностяжными узлами, расположенными с заданным шагом вдоль продольной оси подвесной системы в зоне над подшипниковым транспортером, при этом расстояние между подшипниковым транспортером и поперечными распорными элементами выбрано в соответствии с толщиной верхней полки двутавровой балки. Средство шарнирного сопряжения предпочтительно может быть выполнено в виде, по меньшей мере, втулки, ось которой расположена в горизонтальной плоскости перпендикулярно продольной оси двутавровой балки. 10 87922012.12.30 Опора предпочтительно может быть выполнена в виде двух металлических стоек, связанных между собой по меньшей мере одной поперечной распоркой и по меньшей мере одной крепежной деталью. При этом каждая из стоек со стороны двутавровой балки снабжена сквозным отверстием, выполненным с возможностью совмещения с полостью втулки средства шарнирного сопряжения с последующей установкой и фиксацией посредством соответствующих крепежных деталей в совмещенных сквозных отверстиях осевого элемента с резьбовыми концевыми участками, а со стороны, противолежащей двутавровой балке, снабжена опорно-регулировочным узлом, причем длина поперечной распорки соответствует длине втулки средства шарнирного сопряжения. Заявляемый телескопический монорельс в предпочтительных формах реализации может быть снабжен средством фиксации опоры в горизонтальном положении, включающим скобу со снабженными резьбой концевыми участками, выполненную с возможностью установки одного концевого участка в соответствующем отверстии, предусмотренном на двутавровой балке, а второго конца в соответствующем отверстии опорно-регулировочного узла опоры с последующей фиксацией концевых участков посредством распорной пластины и соответствующих крепежных деталей. Упомянутые выше и другие достоинства и преимущества заявляемого мобильного комплекса для производства ЛСТК, а также заявляемого телескопического монорельса из состава комплекса будут рассмотрены более подробно на некоторых предпочтительных,но не ограничивающих формах их реализации со ссылками на позиции фигур. На фиг. 1 представлена схема компоновки мобильного комплекса на строительной площадке в одной из предпочтительных форм реализации фиг. 2 - схема компоновки мобильного комплекса на строительной площадке в одной из предпочтительных форм реализации фиг. 3 - схематичное изображение в виде сверху (в разрезе) первого производственного модуля фиг. 4 - схематичное изображение в виде сбоку (в разрезе по левому борту) первого производственного модуля фиг. 5 - схематичное изображение в виде сбоку (в разрезе по правому борту) первого производственного модуля фиг, 6 - схематичное изображение в виде сзади (с открытой створкой ворот) первого производственного модуля фиг. 7 - схематичное изображение в виде сверху (в разрезе) второго производственного модуля фиг. 8 - схематичное изображение в виде сбоку (в разрезе по левому борту) второго производственного модуля фиг. 9 - схематичное изображение в виде сбоку (в разрезе по правому борту) второго производственного модуля фиг. 10 - схематичное изображение общего вида телескопического монорельса в нерабочем (сложенном) положении фиг. 11 - схема развертывания монорельса в рабочее положение фиг. 12 - вид спереди подвесной балки фиг. 13 - вид снизу подвесной балки фиг. 14 - вид спереди двутавровой балки фиг. 15 - вид сбоку двутавровой балки фиг. 16 - вид спереди телескопического монорельса в нерабочем (сложенном) положении фиг. 17 - вид сбоку монорельса по фиг. 16 фиг. 18 - фрагмент разреза - по фиг. 16 (в увеличенном масштабе) фиг. 19 - вид спереди подвесной балки с установленными подшипниками фиг. 20 - вид сбоку подвесной балки по фиг. 19 11 87922012.12.30 фиг. 21 - вид спереди опоры телескопического монорельса фиг. 22 - вид сверху опоры по фиг. 20, фиг. 23 - разрез Б-Б по фиг. 22. На фиг. 1 и фиг. 2 представлены некоторые возможные варианты компоновки мобильного комплекса на строительной площадке в одной из предпочтительных форм реализации, предпочтительные, в частности, в рамках технологии Стальтало. На схемах изображены два отдельных производственных модуля 1 и 2 и один складской модуль 3,каждый из которых размещен в отдельном транспортном контейнере с воротами и непосредственно состыкован со стороны своих ворот на месте производства с монтажной площадкой 4. Складской модуль 3 снабжен воротами с двух противолежащих сторон для обеспечения его загрузки в процессе функционирования комплекса. На схемах также обозначены телескопические монорельсы 5. На фиг. 3, фиг. 4, фиг. 5 и фиг. 6 представлено схематичное изображение первого производственного модуля 1 в видах, соответственно, сверху, сбоку по левому борту, сбоку по правому борту (в разрезе) и в виде сзади. В производственном модуле 1 размещены обозначенные отдельными позициями монорельс 5, станок 6 профилирующий, станок 7 размоточный, бензиновая электростанция 8, компрессор 9, шкафы 10 (инструментальные,одежный, для документов), слесарный верстак 11, компьютерный стол 12 с ноутбуком 13,настольный сверлильно-фрезерный станок 14, настольные гильотинные ножницы 15, тиски 16, навесная полка 17, кровать-кушетка 18 с ящиком, шланг 19 с хомутами 20, пожарный щит 21, огнетушители 22, автономные пожарные извещатели 23. На монорельсе 5 установлена ручная таль 24. Остальное, не обозначенное позициями, вспомогательное оборудование, а также устройства из систем жизнеобеспечения для упрощения схемы на фигурах не изображены. В воротах модуля 1 предусмотрено окно 25 для выдачи готового профиля, расположенное в зоне профилирующего станка 6, а также технологическая калитка (на чертеже не обозначена), расположенная в зоне телескопического монорельса 5. Штриховой линией на фиг. 3 обозначены условные границы зон производственная зона ,зонауправления и отдыха и зонаинженерно-технического обеспечения. На фиг. 7, фиг. 8, и фиг. 9 представлено схематичное изображение второго производственного модуля 2 в видах, соответственно, сверху, сбоку по левому борту и сбоку по правому борту (в разрезе). Вид сзади производственно модуля 2 в общем случае будет соответствовать виду сзади по фиг. 6 производственного модуля 1. В производственном модуле 2 размещены обозначенные отдельными позициями монорельс 5, станок 6 профилирующий, станок 7 размоточный, шкафы 10 (инструментальные, одежный и для документов), слесарный верстак 11, компьютерный стол 12 с ноутбуком 13, настольный сверлильно-фрезерный станок 14, настольные гильотинные ножницы 15, тиски 16, навесная полка 17, кровати-кушетки 18 с ящиком, пожарный щит 21, огнетушители 22, автономные пожарные извещатели 23, а также умывальник 26 и биотуалет 27. В производственном модуле 2 предусмотрены также относящиеся к зонеинженерно-технического обеспечения передвижной компрессор и переносная электростанция, которые могут храниться в инструментальных шкафах 10 и для упрощения схемы на фигурах не изображены. На монорельсе 5 установлена ручная таль 24. Остальное, не обозначенное позициями, вспомогательное оборудование, а также устройства из систем жизнеобеспечения для упрощения схемы на фигурах не изображены. В воротах модуля 2 предусмотрено окно 25 для выдачи готового профиля, а также технологическая калитка. Штриховой линией на фиг. 3 обозначены условные границы зон производственная зона , зонауправления и отдыха и зонаинженерно-технического обеспечения. На фиг. 10 представлено схематичное изображение общего вида телескопического монорельса 5 в нерабочем (сложенном) положении. Телескопический монорельс 5 содержит подвесную систему 28, выполненную с возможностью крепления по отношению к потолку контейнера, и двутавровую балку 29, снабженную опорой 30 и связанную с подвесной системой с возможностью линейного перемещения относительно ее продольной оси 31. 12 87922012.12.30 На фиг. 11 представлена схема развертывания монорельса 5 в рабочее положение. На схеме позициями обозначены подвесная система 28, закрепленная по отношению к потолку 32 контейнера, двутавровая балка 29, изображенная и в нерабочем (сложенном) положении, обозначенном 29, и в рабочем (выдвинутом) положении, а также опора 30,изображенная и в нерабочем (сложенном) положении, обозначенном 30, и в рабочем (разложенном) положении. На фиг. 12 представлен вид спереди, а на фиг. 13 - вид снизу подвесной балки 33 Побразной формы, входящей в состав подвесной системы 28. На нижней полке 34 подвесной балки 33 расположено множество сквозных отверстий 35 под подшипники 36, оси которых расположены в горизонтальной плоскости перпендикулярно продольной оси 31 подвесной системы 28 (фиг. 19, фиг. 20). На стенке 37 подвесной балки 33 в зоне над ветвью подшипникового транспортера 38, сформированного подшипниками 36, выполнены отверстия 39 для поперечных распорно-стяжных узлов 40 (см. фиг. 18). На фиг. 14 представлен вид спереди, а на фиг. 15 - вид сбоку двутавровой балки 29. В концевой зоне выдвигающегося конца двутавровой балки 29 со стороны ее нижней полки 41 в качестве средства шарнирного сопряжения с опорой 30 предусмотрена втулка 42, ось 43 которой расположена в горизонтальной плоскости перпендикулярно продольной оси 44 двутавровой балки 29. Двутавровая балка содержит также стенку 45 и верхнюю полку 46. В стенке 45 выполнено отверстие 47 для фиксации положения опоры 30 в горизонтальном положении. На фиг. 16-18 в различных видах более детально представлена конструкция телескопического монорельса 5 в нерабочем (сложенном) положении. На указанных фигурах, в дополнение к упомянутым выше конструктивным элементам, позициями обозначено средство фиксации опоры 30 в горизонтальном положении, включающее скобу 48 со снабженными резьбой концевыми участками, выполненную с возможностью установки одного концевого участка в соответствующем отверстии 47, предусмотренном в стенке 45 двутавровой балки 29, а второго конца в соответствующем отверстии 49 опорнорегулировочного узла 50 опоры 30 с последующей фиксацией концевых участков посредством распорной пластины 51 и соответствующих крепежных деталей. На фиг. 16-18, кроме того, проиллюстрировано, что подвесная система 28 содержит две подвесные балки 33 П-образной формы, установленные с продольно-вертикальным расположением стенки 37 балки 33 и продольно-горизонтальным расположением верхней(отдельной позицией на чертежах не обозначены) и нижней 34 полок балки симметрично относительно продольной оси 31 подвесной системы с зазороммежду соответствующих концами верхних и нижних 34 полок балок. Значениевыбрано в соответствии с толщиной стенки 45 двутавровой балки 2. Подвесные балки 33 П-образной формы, жестко связанные между собой в зоне верхних полок связующими элементами 52 (которые одновременно выполняют функцию элементов крепления подвесной системы 28 к потолку 32 контейнера), а также поперечными распорно-стяжными узлами 40, расположенными с заданным шагом вдоль продольной оси 31 подвесной системы 28 в зоне над подшипниковым транспортером 38. Расстояние между подшипниковым транспортером 38 и поперечными распорно-стяжными узлами 40 выбрано в соответствии с толщиной верхней полки 46 двутавровой балки 29. На фиг. 19-20 в видах спереди и сбоку, соответственно, более детально представлена конструкция подвесной балки 33 с установленными на ней посредством узлов 53 крепления подшипников 36, формирующих в зоне нижней полки 34 подвесной балки 33 одну из двух ветвей подшипникового транспортера 38. На фиг. 21-23 в различных видах более детально представлена конструкция опоры 30 телескопического монорельса 5. Опора 30 в представленной форме реализации выполнена в виде двух металлических стоек 54, связанных между собой поперечными распорками 55 и крепежными деталями 56 типа шпилек с гайками или болтов с гайками. Длина попереч 13 87922012.12.30 ных распорок соответствует длине втулки 42 средства шарнирного сопряжения. Каждая из стоек 54 со стороны двутавровой балки 29 снабжена сквозным отверстием 57, выполненным с возможностью совмещения с полостью втулки 42 средства шарнирного сопряжения с последующей установкой и фиксацией посредством соответствующих крепежных деталей, например гаек, в совмещенных сквозных отверстиях осевого элемента 58 с резьбовыми концевыми участками (типа шпильки) (фиг. 16, 17). Со стороны, противолежащей двутавровой балке 29, опора 30 снабжена опорно-регулировочным узлом 50. Работа заявляемого мобильного комплекса для производства ЛСТК, а также телескопического монорельса в его составе далее будет рассмотрена более подробно со ссылками на позиции описанных выше фигур. Технологический процесс производства профиля ЛСТК в общих чертах заключается в размотке стального рулона (штрипса) на размоточном станке 7, гибке профиля требуемой формы и требуемой длины на профилирующем станке 6. Управление линией осуществляет оператор с помощью ЭВМ (в представленной на фигурах форме реализации - с помощью ноутбуков 13). Мобильный комплекс состоит из двух производственных 1 и 2 и одного складского 3 модулей, каждый из которых выполнен на базе, в данной форме реализации, морских контейнеров производственные 40 футов - производственные модули 1 и 2 и 20 футов складской модуль. Контейнеры представляют собой прямоугольные в плане сооружения с размерами 12,1922,4382,725 м (модули 1 и 2) и 6,0962,4382,725 м (модуль 3). Основой морских контейнеров является усиленный металлический каркас, который утеплен минераловатными плитами толщиной 100 мм и плотностью 90 кг/м 3. С наружной стороны стены модулей 1, 2, 3 отделаны профильными оцинкованными листами с полимерным покрытием. С внутренней стороны стены и потолки модулей 1, 2, 3 отделаны гипсокартонными листами с последующей шпатлевкой и покраской, а на полу выполнен стальной рифленый настил толщиной 4 мм, уложенный на сплошной деревянный настил из досок толщиной 30 мм по металлическим лагам каркаса контейнера. Крепление конструкций подвесного оборудования выполнено к промежуточным опорам из швеллера 10 245, установленным на раму морского контейнера. Доставка модулей 1, 2, 3 на строительную площадку осуществляется в транспортном положении автотранспортом. Разгрузка производится автокраном на подготовленное основание. При этом в складском модуле может сразу доставляться определенное количество штрипса. Персонал (расчетное количество - 12 человек) доставляется на строительную площадку отдельным транспортным средством. На строительной площадке обустраивают монтажную площадку 4. В простейшем случае монтажная площадка 4 может быть снабжена для защиты от атмосферных осадков навесом из легких металлических конструкций с размерами 66 м и высотой до низа фермы 4 м от планировочной отметки земли. Навес для защиты от атмосферных осадков может быть решен в виде П-образных рам. Стойки могут быть выполнены из профиля стального гнутого замкнутого квадратного сечения, например, размером 1003 мм из стали 255. Стропильные и подстропильные фермы могут быть выполнены, например, из стальных квадратных труб по ГОСТ 8639. Максимальная равномерно распределенная нагрузка на ферму составляет 4,2 кН/м (при шаге ферм 2 м), на подстропильную ферму 12,7 кН в месте опирания стропильной фермы. Все необходимые для обустройства монтажной площадки 4 конструктивные элементы и инструменты находятся в транспортном положении в модулях 1, 2, 3. К монтажной площадке модули 1, 2, 3 непосредственно пристыковываются со стороны своих ворот в соответствии с выбранной схемой компоновки, например в соответствии со схемой по фиг. 1, фиг. 2 или иным подходящим образом. В общем случае, варианты компоновки модулей на стройплощадке выбирают в зависимости от наличия свободного пространства на стройплощадке и его геометрии с учетом габаритных размеров модулей 1, 2, 3 и монтажной площадки 4. 14 87922012.12.30 Для выравнивания модулей 1, 2, 3 в горизонтальной плоскости предусмотрены гидравлические домкраты, которыми модули 1, 2, 3 выставляются в горизонтальное положение. После установки модулей открываются либо их ворота, либо, что является более предпочтительным, предусмотренные в воротах окна 25 для выдачи профиля и технологические калитки. На монтажной площадке также устанавливаются складные приемные столы, которые в транспортном положении также находятся в модулях 1, 2, 3. Производится развертывание монорельса 5 с талью 24, закрепленного по отношению к потолку 32 соответствующего контейнера в каждом из производственных 1, 2 и складском 3 модулях. Для этого выдвигают двутавровую балку 29, свободно перемещая ее вдоль продольной оси 31 подвесной системы 28 по двум параллельным ветвям подшипникового транспортера 38, сформированным подшипниками 36 (положение подшипников 36 в сквозных отверстиях 35 может быть отрегулировано специальным винтом, предусмотренным в узлах 53 крепления подшипника), расположенным на нижних полках 34 двух подвесных балок 33 П-образной формы подвесной системы 28. Для установки опоры 30 со скобы 48 (фиг. 16, фиг. 17) снимают гайки и распорную пластину 51 и извлекают скобу 48 из отверстия 47 в стенке 45 двутавровой балки 29 и из отверстия 49 в опорнорегулировочном узле 50 опоры 30. Освободившийся от крепления конец опоры 30 переводят в вертикальное положение. При этом поворот опоры 30 вокруг шарнирного соединения обеспечивается вращением осевого элемента 58, установленного в отверстиях 57 металлических стоек 54 опоры 30 в полости втулки 42, размещенной в концевой зоне выдвигающегося конца двутавровой балки 29 со стороны ее нижней полки 41 (фиг. 14,фиг. 15). Посредством опорно-регулировочного узла 50 устанавливают положение, при котором продольная ось 44 двутавровой балки 29 находится в горизонтальной плоскости. Длина консоли телескопического монорельса 5 (длина, на которую выдвигается двутавровая балка 29 из подвесной системы 28) выбрана таким образом, чтобы на месте развертывания мобильного комплекса минимизировать расстояние между консолями телескопических монорельсов 5 производственных 1, 2 и складского 3 модулей для снижения трудоемкости процесса доставки штрипса из складского модуля 3 в зону размоточных станков 7 производственных модулей 1 и 2. Процесс доставки штрипса с помощью ручной тали 24 из складского модуля 3 в производственные модули 1 и 2 может осуществляться через технологическую калитку, которая по завершении этого процесса может запираться. Пространство каждого производственного модуля 1, 2 условно разделено на 3 рабочие зоны производственную зону , зонууправления и отдыха и зонуинженерного обеспечения. Зонаинженерного обеспечения в каждом модуле 1, 2 отделена от основного помещения звукоизолирующей перегородкой. По всем зонам , ,производственных модулей 1, 2 предусмотрены разводка электросети, освещение (основное, местное и аварийное), система отопления и вентиляции. В соответствии с формой реализации по фиг. 3 - фиг. 6 в производственном модуле 1 размещены (при необходимости закреплены) в производственной зонестанок 6 профилирующий -68 серии 600, станок 7 размоточный, телескопический монорельс 5 с грузоподъемным механизмом в виде ручной передвижной тали 24, шкафы 10 для рабочего инструмента, запчастей и приспособлений,верстак 11 слесарный, станок 14 настольный сверлильно-фрезерный в зонеуправления и отдыха шкафы 10 для документов и спецодежды, компьютерный стол 12 оператора с ноутбуком 13, кровать-кушетка 18 с ящиком в зонеинженерного обеспечения компрессор 9, бензиновая электростанция 8. В соответствии с формой реализации по фиг. 7 - фиг. 9 в производственном модуле 2 размещены (при необходимости, закреплены) в производственной зонестанок 6 профилирующий -140 серии 500, станок 7 размоточный, телескопический монорельс 5 с грузоподъемным механизмом в виде ручной передвижной тали 24, шкафы 10 для рабочего инструмента, запчастей и приспособлений,верстак 11 слесарный, станок 14 настольный сверлильно-фрезерный. 15 87922012.12.30 в зонеуправления и отдыха шкафы 10 для документов и спецодежды, компьютерный стол 12 оператора с ноутбуком 13, кровать-кушетки 18 с ящиком в зонеинженерного обеспечения умывальник 26, биотуалет 27. К этой же зоне относятся передвижной компрессор и переносная бензиновая электростанции (которые на фигурах не обозначены). Описанное выше зонирование производственных модулей позволяет оптимизировать перемещение операторов в процессе работы, создает удобные и комфортные условия как работы, так и отдыха, значительно сокращает простои оборудования (например, в случае необходимости выполнения мелкого ремонта оборудования его можно осуществить прямо не выходя из производственной зоныс использованием размещенных там станков и инструментов) и повышает работоспособность операторов. В складском модуле 3 размещены телескопический монорельс 5 с грузоподъемным механизмом в виде ручной передвижной тали 24 и автономные аккумуляторные светильники. После развертывания мобильного комплекса на строительной площадке производственные модули 1 и 2 подключаются к источнику энергоснабжения стройплощадки. В то же время система питания предусматривает возможность автономного запитывания электрооборудования всех модулей 1, 2, 3 от бензиновой электростанции 8. Доставка сырья (штрипс оцинкованный в катушках) в общем случае на строительную площадку производится автотранспортом. Штрипс разгружают в складской модуль 3,откуда по мере необходимости посредством ручных передвижных талей 24, установленных на телескопических монорельсах 5 с возможностью перемещения, штрипс подают в производственные модули 1 и 2. Необходимое для текущей работы количество катушек(до 5 штук) временно складируется в производственных зонахпроизводственных модулей 1 и 2. Подача штрипса на размоточный станок 7 осуществляется также посредством ручной тали 24, перемещаемой по телескопическому монорельсу 5. Закрепление катушки штрипса на размоточном станке 7, установку размоточного станка 7 в линию с профилирующим станком 6 и заправку штрипса в профилирующий станок осуществляет оператор. Дальнейший процесс гибки профиля требуемой длинны осуществляется автоматически по заложенной оператором программе. При этом профили изготавливаются в последовательности их монтажа в конструктивные блоки, предусмотренной проектом. Готовый профиль, сошедший с профилирующего станка 6, предпочтительно через окно 25 для выдачи готового профиля, выполненное в воротах производственного модуля 1 и 2, попадает на складной приемный стол, устанавливаемый на монтажной площадке 4, откуда слесаримонтажники забирают его для последующего монтажа профилей в конструкционные блоки в соответствии с проектом здания. Конструкция приемного стола позволяет накапливать готовые профили для сокращения времени простоя монтажников. Для подключения пневмоинструмента в производственном модуле 1 предусмотрен передвижной компрессор 9, от которого прокладывают линию подачи сжатого воздуха к монтажной площадке. Для выполнения мелкого ремонта и слесарных операций в обоих модулях предусмотрены слесарные верстаки 11, на которых установлены тиски 16, гильотинные ножницы по металлу 15 и станок настольный сверлильно-фрезерный 14. Кроме того, оба производственных модуля 1, 2 укомплектованы ручным инструментом для проведения различных видов слесарно-монтажных работ. Для хранения инструмента предусмотрены специальные шкафы 10. В обоих производственных модулях 1, 2 предусмотрены также шкафы 10 для спецодежды и для документов, кровать-кушетки 18 для отдыха персонала, компьютерные столы 12 оператора, на которых размещены ноутбуки 13, управляющие работой профилирующего станка 6. Для обеспечения соблюдения санитарнобытовых норм в производственном модуле 2 предусмотрены биотуалет 27 и умывальник 26. Сточные воды от данных устройств аккумулируются в комплектных с ними емкостях и утилизируются в соответствии с действующими нормами. Для работы (освещения монтажной площадки) в темное время суток модули 1, 2, 3 укомплектованы также выносными 16 87922012.12.30 прожекторами. В качестве отопительных приборов в производственных модулях 1 и 2 используются инфракрасные обогреватели ЭЛК 10 и ЭЛК 10. Регулирование теплоотдачи осуществляется терморегулятором . Теплоносителем служит электричество. В производственных модулях 1 и 2 предусмотрена система вентиляции с естественным и механическим побуждением движения воздуха и открытой прокладкой воздуховодов. Предусмотрены также бытовые кондиционеры. При этом в целях обеспечения пожарной безопасности предусмотрена блокировка систем вентиляции с установками автоматической сигнализации и пожаротушения, а также централизованное отключение вентиляционных систем при пожаре (при срабатывании автономных пожарных извещателей 23). Процесс свертывания завода в транспортное положение производится в последовательности обратной описанной выше. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 22
МПК / Метки
МПК: Кравченко Александр Юрьевич (BY/UA)Кузьменок Петр Иванович, B21D 11/02, E04B 1/18, E04V 3/04
Метки: конструкций, производства, стальных, комплекс, легких, мобильный, монорельс, тонкостенных, телескопический
Код ссылки
<a href="https://by.patents.su/22-u8792-mobilnyjj-kompleks-dlya-proizvodstva-legkih-stalnyh-tonkostennyh-konstrukcijj-i-teleskopicheskijj-monorels.html" rel="bookmark" title="База патентов Беларуси">Мобильный комплекс для производства легких стальных тонкостенных конструкций и телескопический монорельс</a>
Мобильный актерский гримерно-костюмерный комплекс

Номер патента: U 7527
Опубликовано: 30.08.2011
Авторы: Пальмов Александр Алексеевич, Сенюк Дмитрий Степанович, Непейвода Евгений Андреевич
МПК: B60P 3/32
Метки: актерский, мобильный, комплекс, гримерно-костюмерный
Текст:
...в третьем варианте выполнения салон кузова-фургона имеет, по меньшей мере, два окна, выполненные в боковой стенке, при этом одно окно выполнено в гримерном отсеке, а второе - в костюмерном отсеке. Кроме того, в одном варианте выполнения костюмерный отсек снабжен раздвижной шторой, установленной с обеспечением возможности образования обособленной примерочной зоны. В другом варианте выполнения костюмерный отсек снабжен поперечной перегородкой,...
Самоходный мобильный комплекс
Номер патента: U 1265
Опубликовано: 30.03.2004
Авторы: Дробышевский Чеслав Брониславович, Стародетко Константин Евгеньевич, Марковский Анатолий Борисович, Маньшин Геральд Григорьевич, Тихомиров Василий Леонтевич, Высоцкий Михаил Степанович
МПК: B62D 55/00
Метки: комплекс, самоходный, мобильный
Текст:
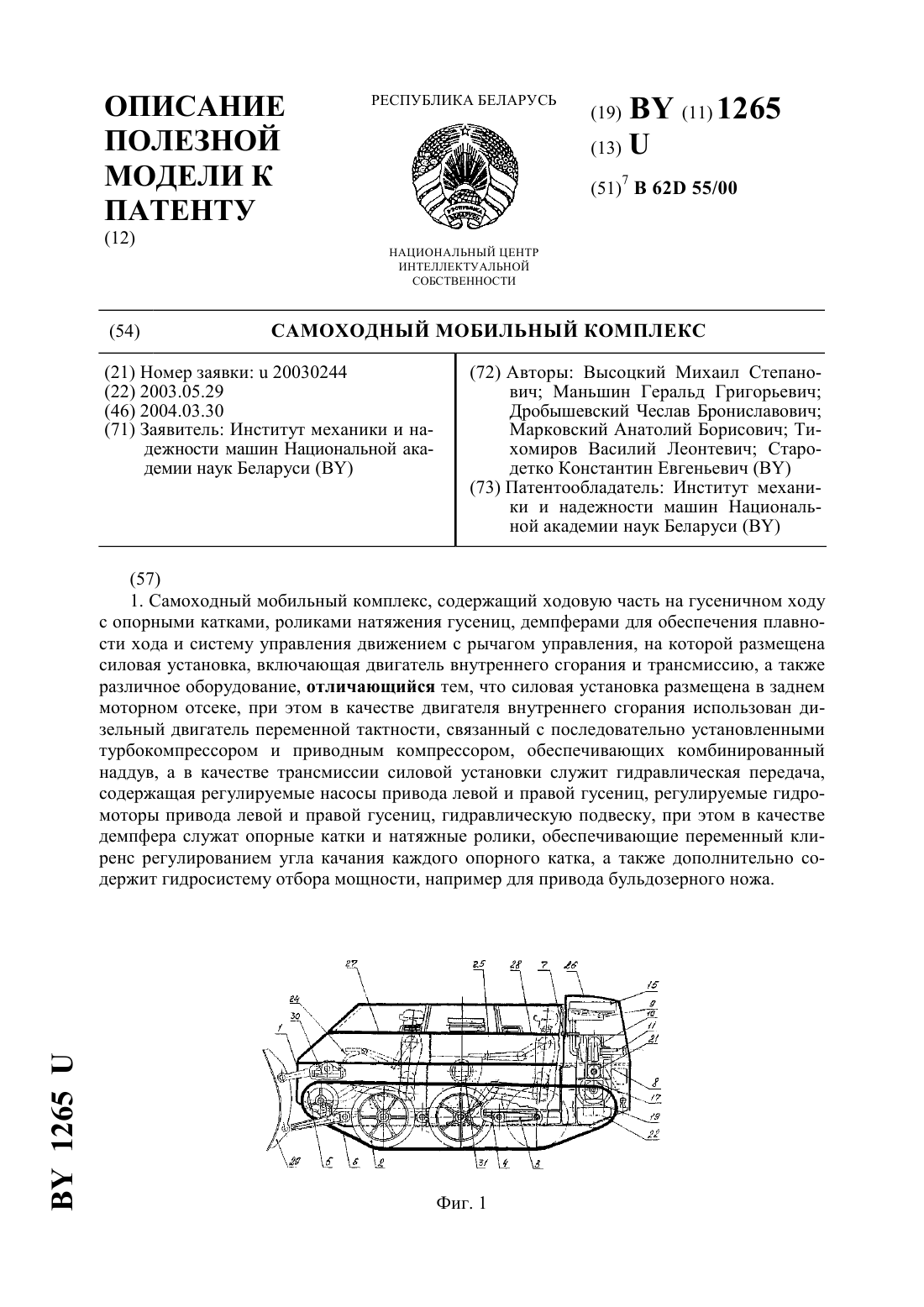
...различное оборудование, причем силовая установка размещена в заднем моторном отсеке, при этом в качестве двигателя внутреннего сгорания использован дизельный двигатель переменной тактности, связанный с последовательно установленными турбокомпрессором и приводным компрессором, обеспечивающих комбинированный наддув, а в качестве трансмиссии силовой установки служит гидравлическая передача, содержащая регулируемые насосы привода левой и правой...
Технологический комплекс для производства бесшовных горячедеформированных труб
Номер патента: U 3294
Опубликовано: 28.02.2007
Авторы: Трусова Ирина Александровна, Кабишов Сергей Михайлович, Андрианов Николай Викторович, Тимошпольский Владимир Исаакович, Хлебцевич Всеволод Алексеевич, Герман Михаил Леонидович, Маточкин Виктор Аркадьевич, Мандель Николай Львович, Ткачев Сергей Павлович
МПК: B21D 19/00, B21B 21/00, B21B 23/00...
Метки: комплекс, труб, технологический, производства, горячедеформированных, бесшовных
Текст:
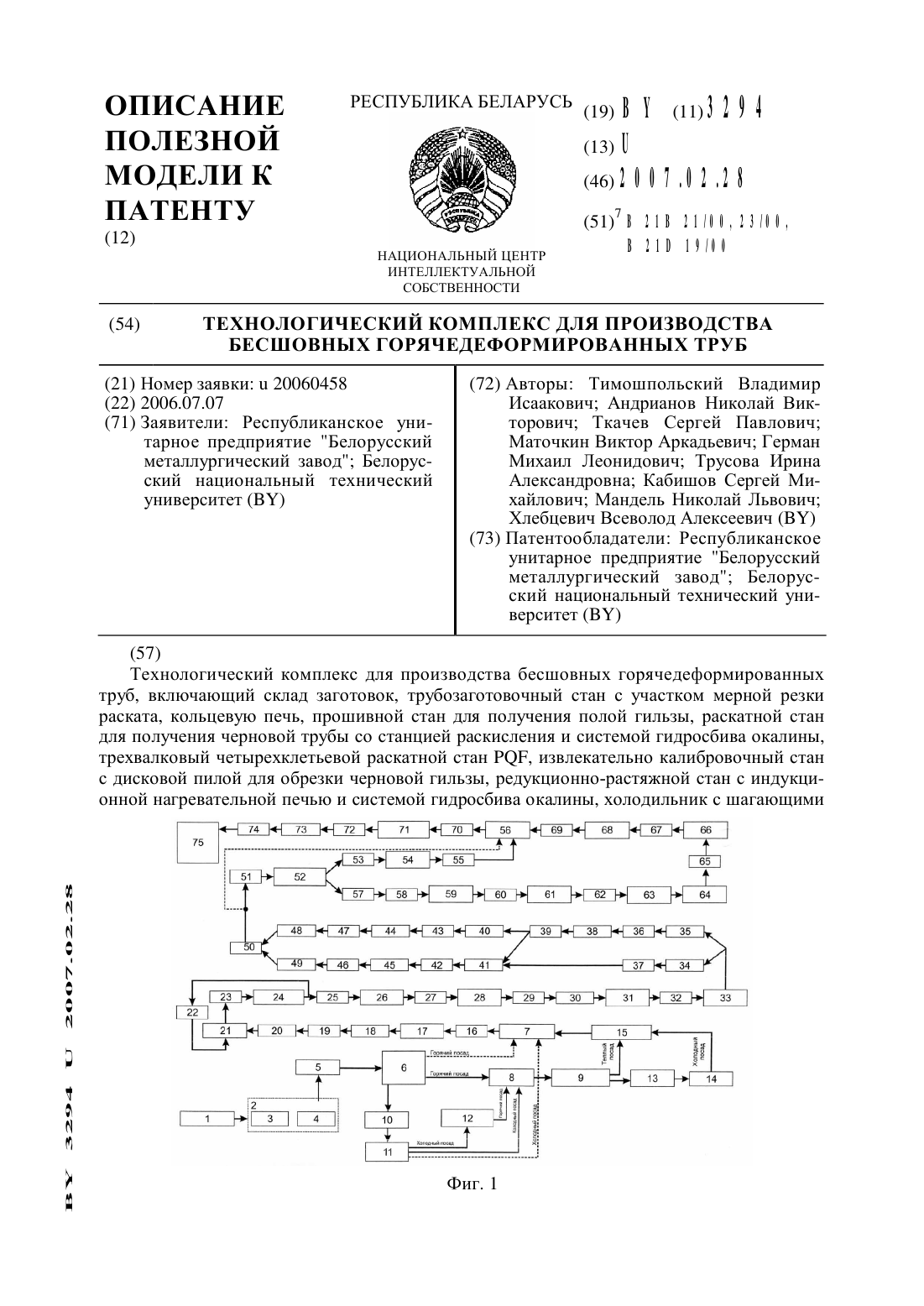
...1 м станом.Технический результат, получаемый при решении поставленной задачи, проявляется в возможности получения товарной продукции на различных технологических стадиях вь 1 плавка и получение товарной трубы путем управления технологическим регламентом работы модулей, из которых построен технологический комплекс для производства стальных горячекатаных бесшовных труб.Для лучшего понимания техническое решение поясняется чертежом,...
Преобразователь универсальный мобильный сварочный

Номер патента: U 2395
Опубликовано: 30.12.2005
Авторы: Пикманов Петр Сергеевич, Добрянский Александр Викторович, Протасеня Виктор Тимофеевич
МПК: B23K 9/10
Метки: универсальный, преобразователь, сварочный, мобильный
Текст:
...генератора 2 от тока по цепи сварки регулятором-стабилизатором 5 осуществляют отключение преобразователя при понижении сварочного напряжения в цепи сварки ниже установленного значения, вызванного длительным током короткого замыкания в случае(залипания) сварочного электрода. Преобразователь универсальный мобильный сварочный снабжен модулем 8 регулирования тока сварки, выполненным в виде двух регуляторов с общим задатчиком 7 и переключателем...
Машина контактной шовной сварки тонкостенных изделий из луженой жести
Номер патента: U 3412
Опубликовано: 30.04.2007
Автор: Мартинкевич Людмила Валентиновна
МПК: B23K 11/06
Метки: сварки, жести, контактной, луженой, тонкостенных, шовной, изделий, машина
Текст:
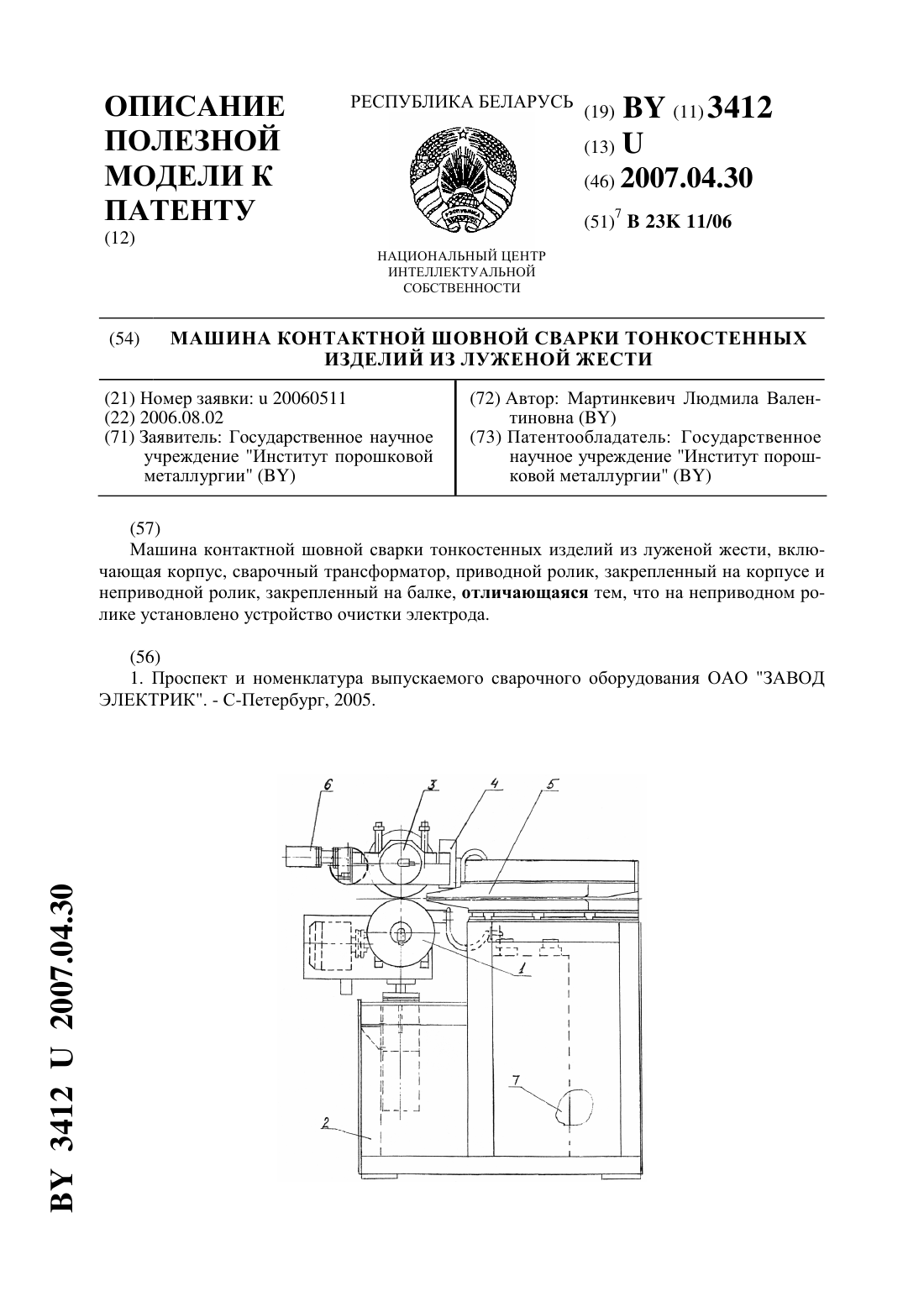
...содержащегося в покрытиях свариваемых изделий. Технический результат достигается в машине контактной шовной сварки тонкостенных изделий из луженой жести, включающей корпус, сварочный трансформатор, приводной ролик, закрепленный на корпусе и неприводной ролик, закрепленный на балке, причем на неприводном ролике установлено устройство очистки электрода. На чертеже изображена машина контактной шовной сварки тонкостенных изделий из луженой...
Предыдущий патент: Устройство преобразования термомеханической энергии в электрическую
Следующий патент: Вентиляционное устройство
Случайный патент: Устройство обнаружения источника микросейсмических волн