Рельеф для контактной сварки
Номер патента: U 9210
Опубликовано: 30.06.2013
Авторы: Олешкевич Дмитрий Анатольевич, Цумарев Юрий Алексеевич, Цумарев Евгений Николаевич
Текст
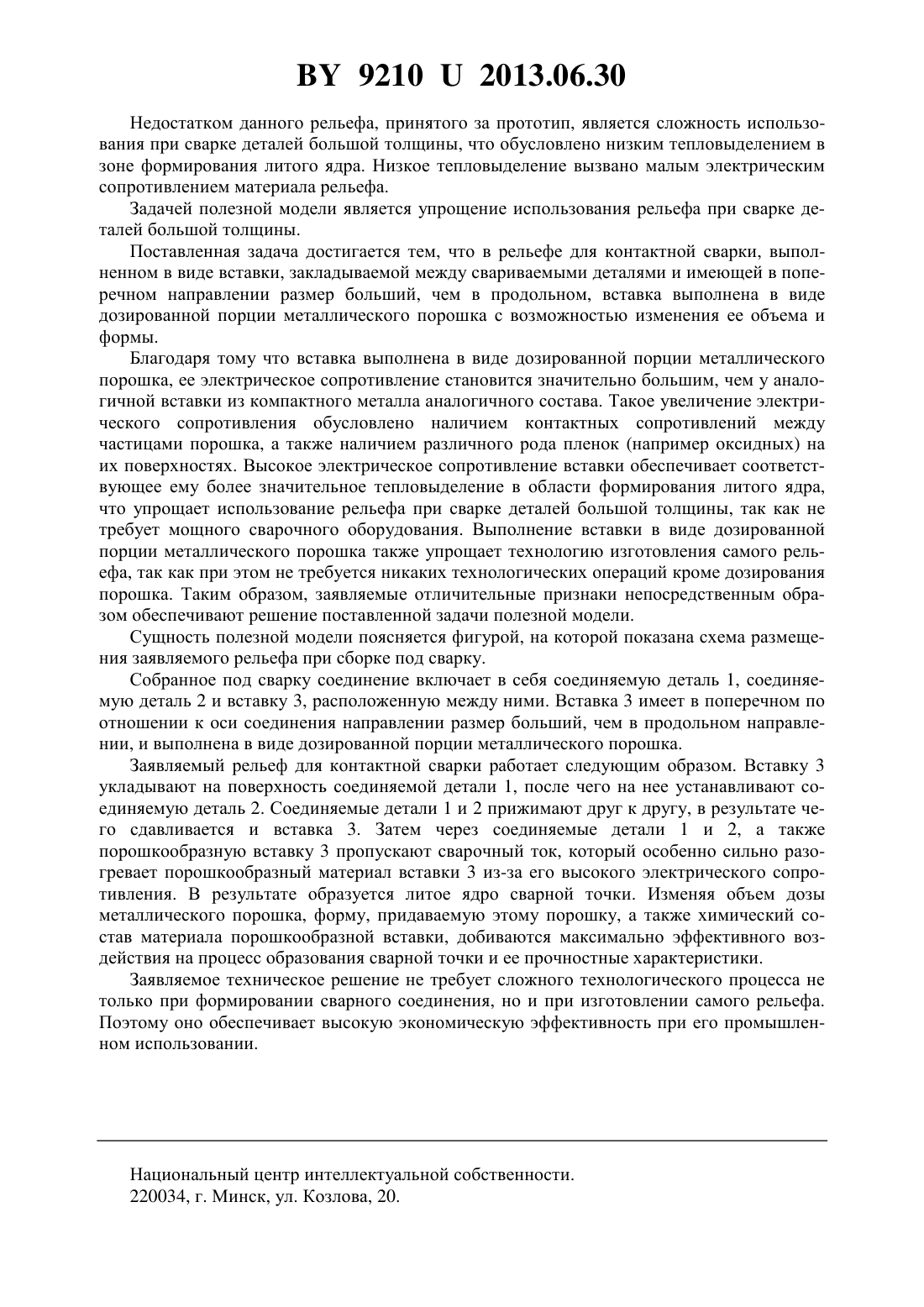
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ РЕЛЬЕФ ДЛЯ КОНТАКТНОЙ СВАРКИ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Цумарев Юрий Алексеевич Цумарев Евгений Николаевич Олешкевич Дмитрий Анатольевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Рельеф для контактной сварки, выполненный в виде вставки, закладываемой между свариваемыми деталями и имеющей в поперечном направлении размер больший, чем в продольном, отличающийся тем, что вставка выполнена в виде дозированной порции металлического порошка с возможностью изменения ее объема и формы. Полезная модель относится к области сварки и может найти применение в производстве сварных изделий различного назначения. Известна конструкция рельефа для контактной сварки в виде вставки, закладываемой между свариваемыми деталями, при этом вставка выполнена в виде прямого кругового цилиндра 1. Недостатком этого рельефа является низкая прочность соединения, обусловленная тем, что готовая точка имеет в плане круглую форму и соответственно значительную концентрацию рабочих напряжений. Наиболее близким к заявляемому объекту по технической сущности и достигаемому результату является рельеф для контактной сварки в виде вставки, закладываемой между свариваемыми деталями, при этом вставка имеет в поперечном направлении размер больший, чем в продольном 2. 92102013.06.30 Недостатком данного рельефа, принятого за прототип, является сложность использования при сварке деталей большой толщины, что обусловлено низким тепловыделением в зоне формирования литого ядра. Низкое тепловыделение вызвано малым электрическим сопротивлением материала рельефа. Задачей полезной модели является упрощение использования рельефа при сварке деталей большой толщины. Поставленная задача достигается тем, что в рельефе для контактной сварки, выполненном в виде вставки, закладываемой между свариваемыми деталями и имеющей в поперечном направлении размер больший, чем в продольном, вставка выполнена в виде дозированной порции металлического порошка с возможностью изменения ее объема и формы. Благодаря тому что вставка выполнена в виде дозированной порции металлического порошка, ее электрическое сопротивление становится значительно большим, чем у аналогичной вставки из компактного металла аналогичного состава. Такое увеличение электрического сопротивления обусловлено наличием контактных сопротивлений между частицами порошка, а также наличием различного рода пленок (например оксидных) на их поверхностях. Высокое электрическое сопротивление вставки обеспечивает соответствующее ему более значительное тепловыделение в области формирования литого ядра,что упрощает использование рельефа при сварке деталей большой толщины, так как не требует мощного сварочного оборудования. Выполнение вставки в виде дозированной порции металлического порошка также упрощает технологию изготовления самого рельефа, так как при этом не требуется никаких технологических операций кроме дозирования порошка. Таким образом, заявляемые отличительные признаки непосредственным образом обеспечивают решение поставленной задачи полезной модели. Сущность полезной модели поясняется фигурой, на которой показана схема размещения заявляемого рельефа при сборке под сварку. Собранное под сварку соединение включает в себя соединяемую деталь 1, соединяемую деталь 2 и вставку 3, расположенную между ними. Вставка 3 имеет в поперечном по отношении к оси соединения направлении размер больший, чем в продольном направлении, и выполнена в виде дозированной порции металлического порошка. Заявляемый рельеф для контактной сварки работает следующим образом. Вставку 3 укладывают на поверхность соединяемой детали 1, после чего на нее устанавливают соединяемую деталь 2. Соединяемые детали 1 и 2 прижимают друг к другу, в результате чего сдавливается и вставка 3. Затем через соединяемые детали 1 и 2, а также порошкообразную вставку 3 пропускают сварочный ток, который особенно сильно разогревает порошкообразный материал вставки 3 из-за его высокого электрического сопротивления. В результате образуется литое ядро сварной точки. Изменяя объем дозы металлического порошка, форму, придаваемую этому порошку, а также химический состав материала порошкообразной вставки, добиваются максимально эффективного воздействия на процесс образования сварной точки и ее прочностные характеристики. Заявляемое техническое решение не требует сложного технологического процесса не только при формировании сварного соединения, но и при изготовлении самого рельефа. Поэтому оно обеспечивает высокую экономическую эффективность при его промышленном использовании. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 2
МПК / Метки
МПК: B23K 11/14
Метки: контактной, сварки, рельеф
Код ссылки
<a href="https://by.patents.su/2-u9210-relef-dlya-kontaktnojj-svarki.html" rel="bookmark" title="База патентов Беларуси">Рельеф для контактной сварки</a>
Рельеф для рельефной контактной сварки
Номер патента: U 4999
Опубликовано: 28.02.2009
Авторы: Шелег Валерий Константинович, Цумарев Юрий Алексеевич, Цумарев Евгений Николаевич, Емельянов Светозар Николаевич, Писарев Владимир Александрович
МПК: B23K 11/14
Метки: рельефной, контактной, рельеф, сварки
Текст:
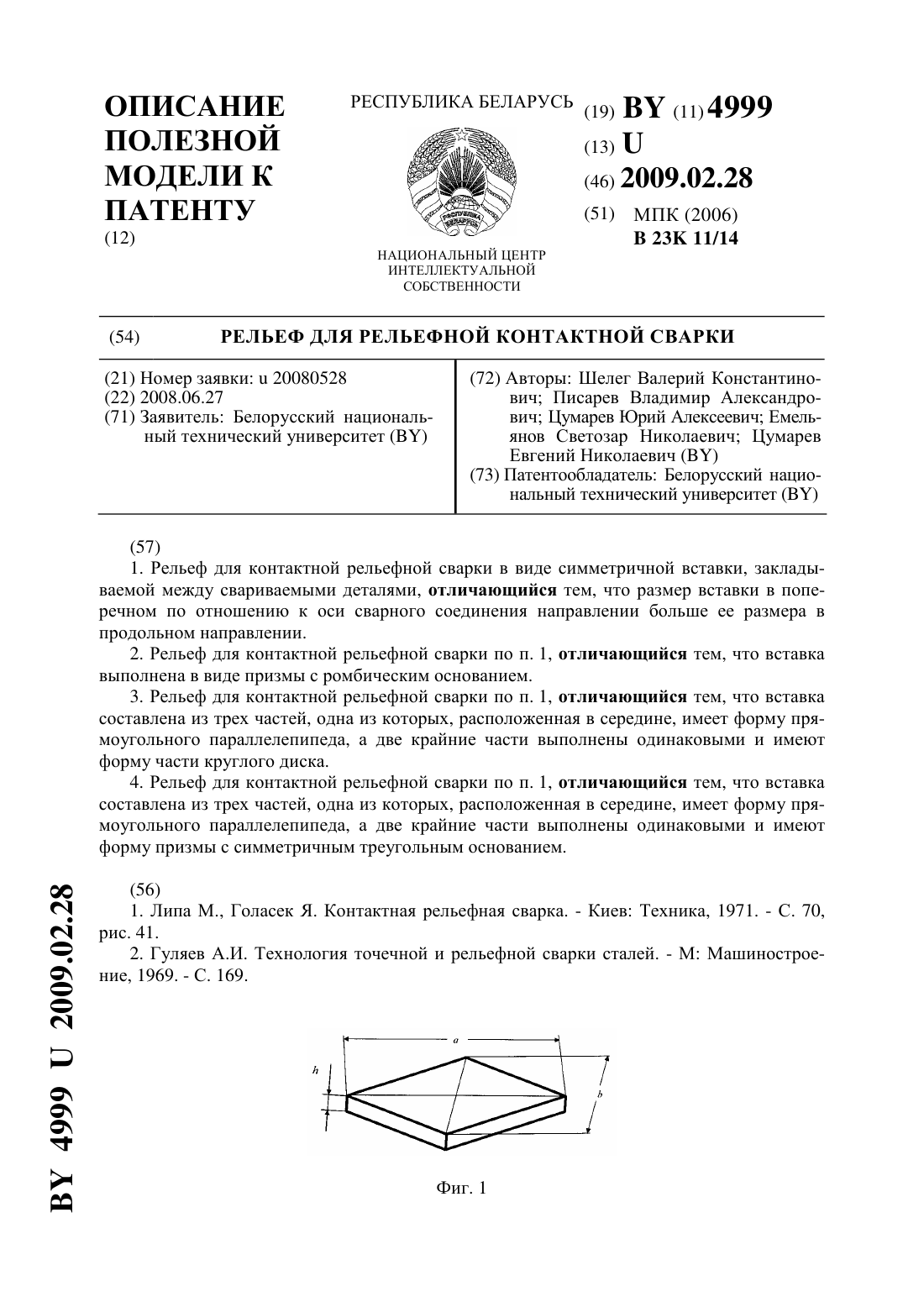
...круглого диска, либо форму призмы с симметричным треугольным основанием. Благодаря тому что размер вставки в поперечном по отношению к оси сварного соединения направлении принят большим, чем ее размер в продольном направлении, сварная точка лучше вписывается в конфигурацию сварного соединения и при одинаковой величине нахлестки может иметь большую площадь поперечного сечения. Поэтому ее прочность при работе под нагрузкой будет выше, чем у...
Рельеф для рельефной контактной сварки
Номер патента: U 5280
Опубликовано: 30.06.2009
Авторы: Емельянов Светозар Николаевич, Березиенко Валерий Петрович, Цумарев Юрий Алексеевич, Цумарев Евгений Николаевич, Радченко Александр Адамович
МПК: B23K 11/14
Метки: сварки, контактной, рельефной, рельеф
Текст:
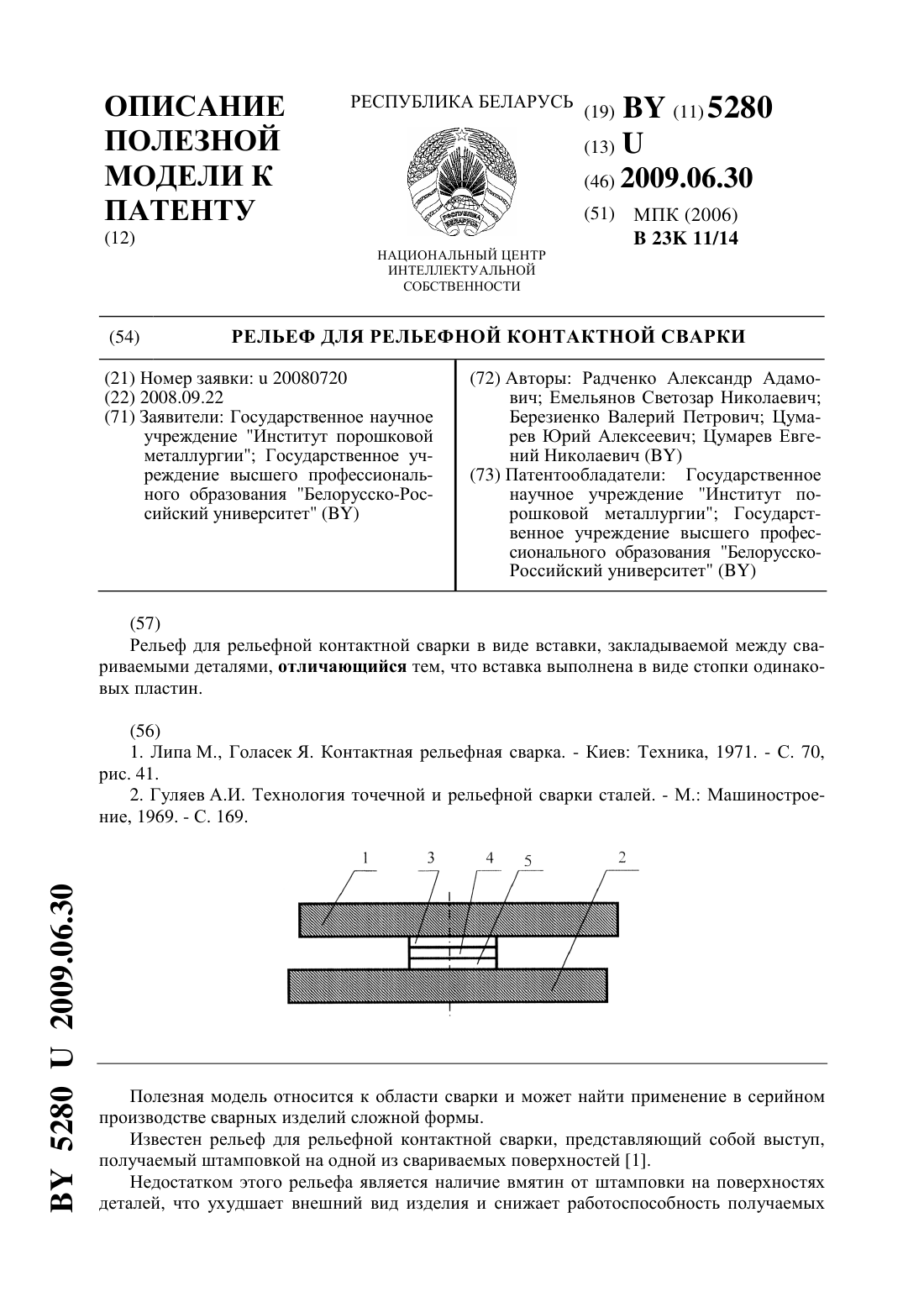
...деталями, согласно полезной модели, вставка выполнена в виде стопки одинаковых пластин. Благодаря тому что вставка выполнена в виде стопки одинаковых пластин, в процессе сварки между каждыми пластинами этой стопки возникают дополнительные контактные сопротивления, и это увеличивает тепловыделение при протекании сварочного тока. Поэтому происходит более быстрое расплавление рельефа и формирование сварной точки,сокращается время пребывания...
Рельеф для контактной рельефной сварки
Номер патента: U 4623
Опубликовано: 30.08.2008
Авторы: Шелег Валерий Константинович, Кибкова Диана Петровна, Бендик Татьяна Ивановна, Фурманов Сергей Михайлович, Цумарев Юрий Алексеевич
МПК: B23K 11/14
Метки: рельеф, сварки, рельефной, контактной
Текст:
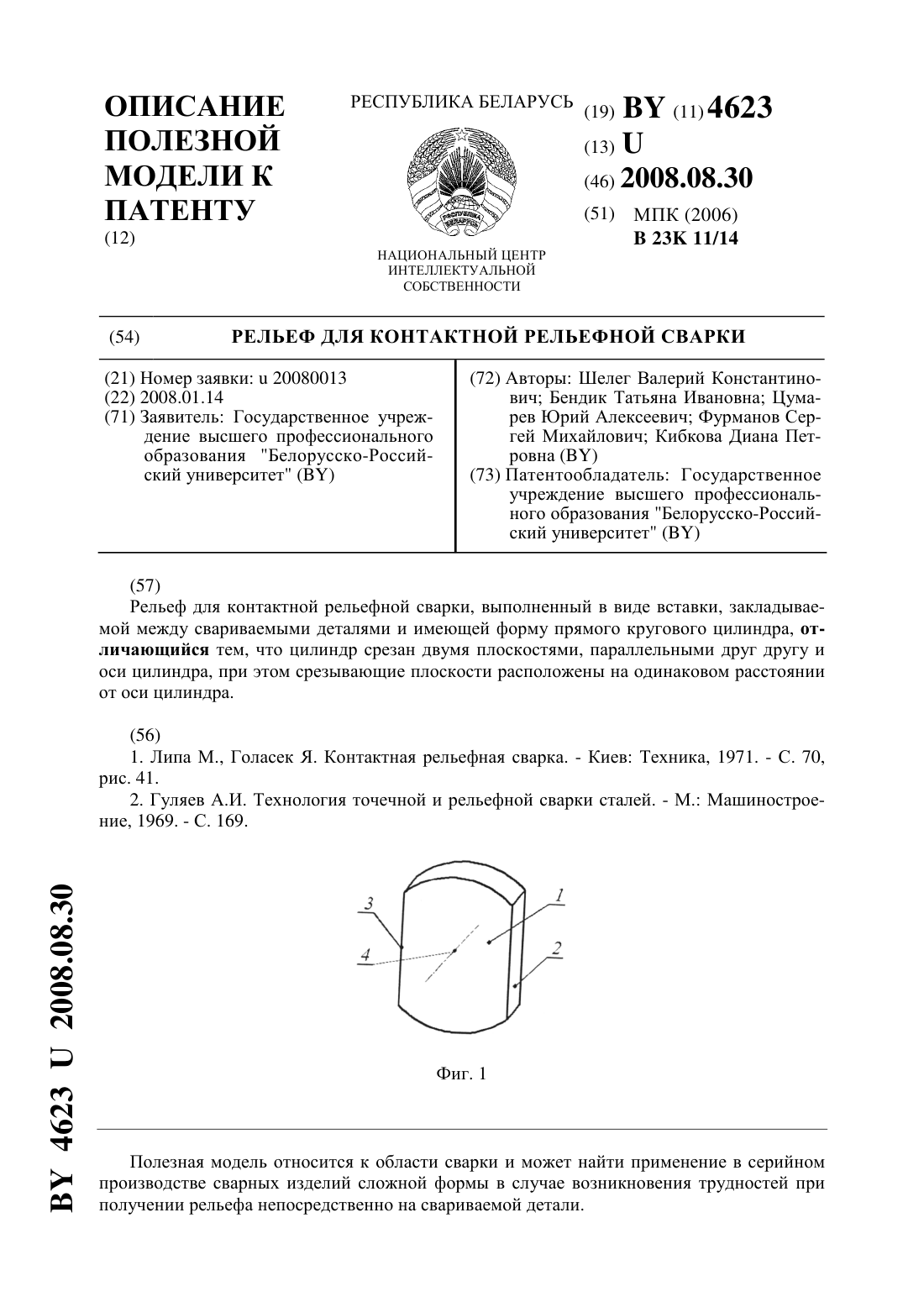
...цилиндра, согласно полезной модели, цилиндр срезан двумя плоскостями, параллельными друг другу и оси цилиндра, при этом срезывающие плоскости расположены на одинаковом расстоянии от оси цилиндра. Благодаря тому, что вставка выполнена в форме прямого кругового цилиндра, срезанного двумя плоскостями, параллельными друг другу и оси цилиндра, а также тому, что срезывающие плоскости расположены на одинаковом расстоянии от оси цилиндра, в...
Рельеф для контактной рельефной сварки
Номер патента: U 5236
Опубликовано: 30.04.2009
Авторы: Радченко Александр Адамович, Цумарев Юрий Алексеевич, Цумарев Евгений Николаевич, Емельянов Светозар Николаевич, Березиенко Валерий Петрович
МПК: B23K 11/14
Метки: контактной, рельефной, сварки, рельеф
Текст:
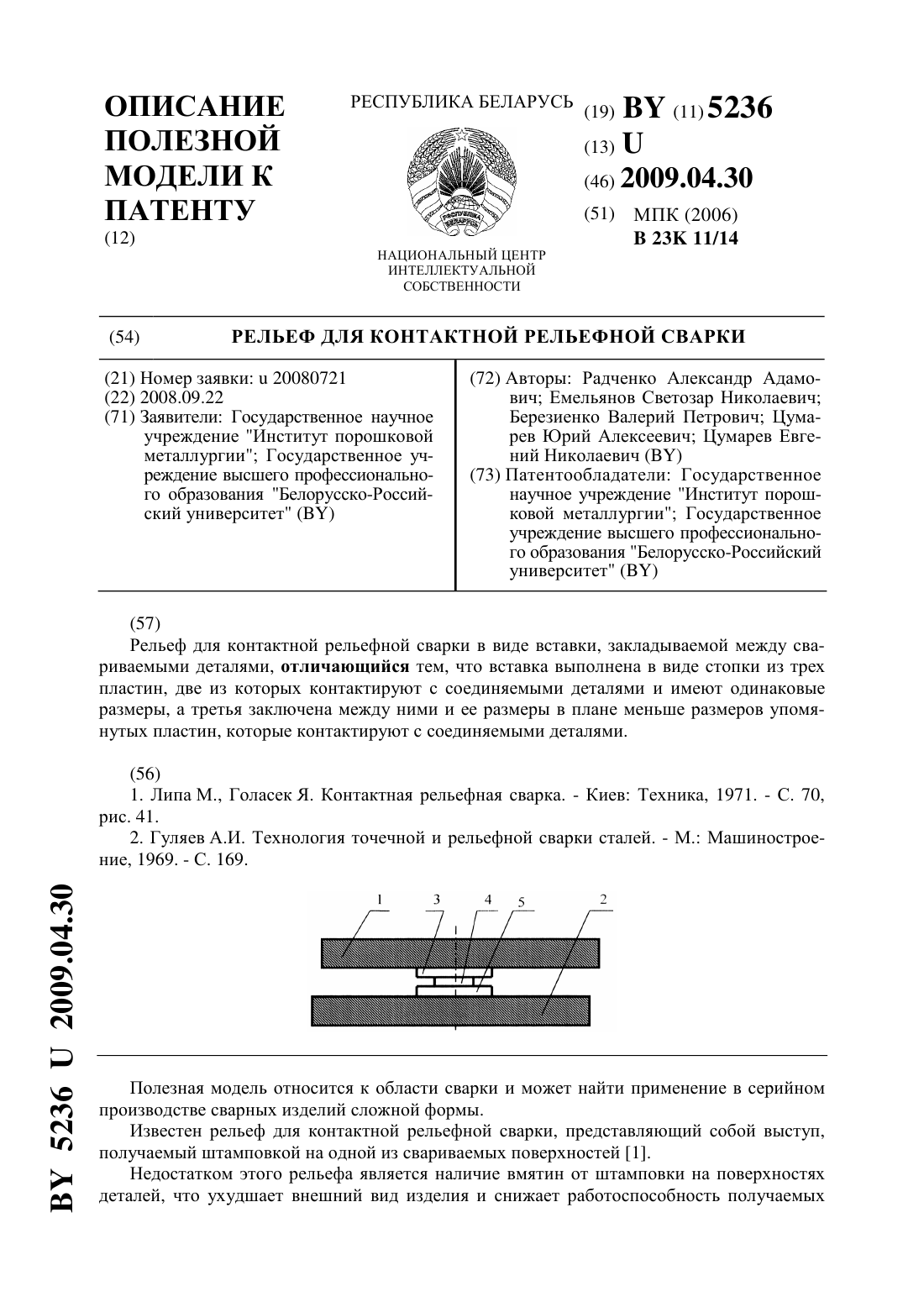
...сварной точки, сокращается время пребывания материала защитного покрытия при опасных для него температурах, а также уменьшаются размеры зоны термического влияния и соответственно размеры области, в которой защитное покрытие может быть повреждено. При малых размерах зоны повреждения легкоплавкого защитного покрытия последнее может обеспечить протекторную защиту поврежденной зоны. Благодаря тому, что две пластины, контактирующие с...
Составной рельеф для рельефной контактной сварки
Номер патента: U 7413
Опубликовано: 30.08.2011
Авторы: Цумарев Евгений Николаевич, Олешкевич Дмитрий Анатольевич, Цумарев Юрий Алексеевич, Коротеев Артур Олегович, Емельянов Светозар Николаевич
МПК: B23K 11/14
Метки: составной, рельефной, рельеф, контактной, сварки
Текст:
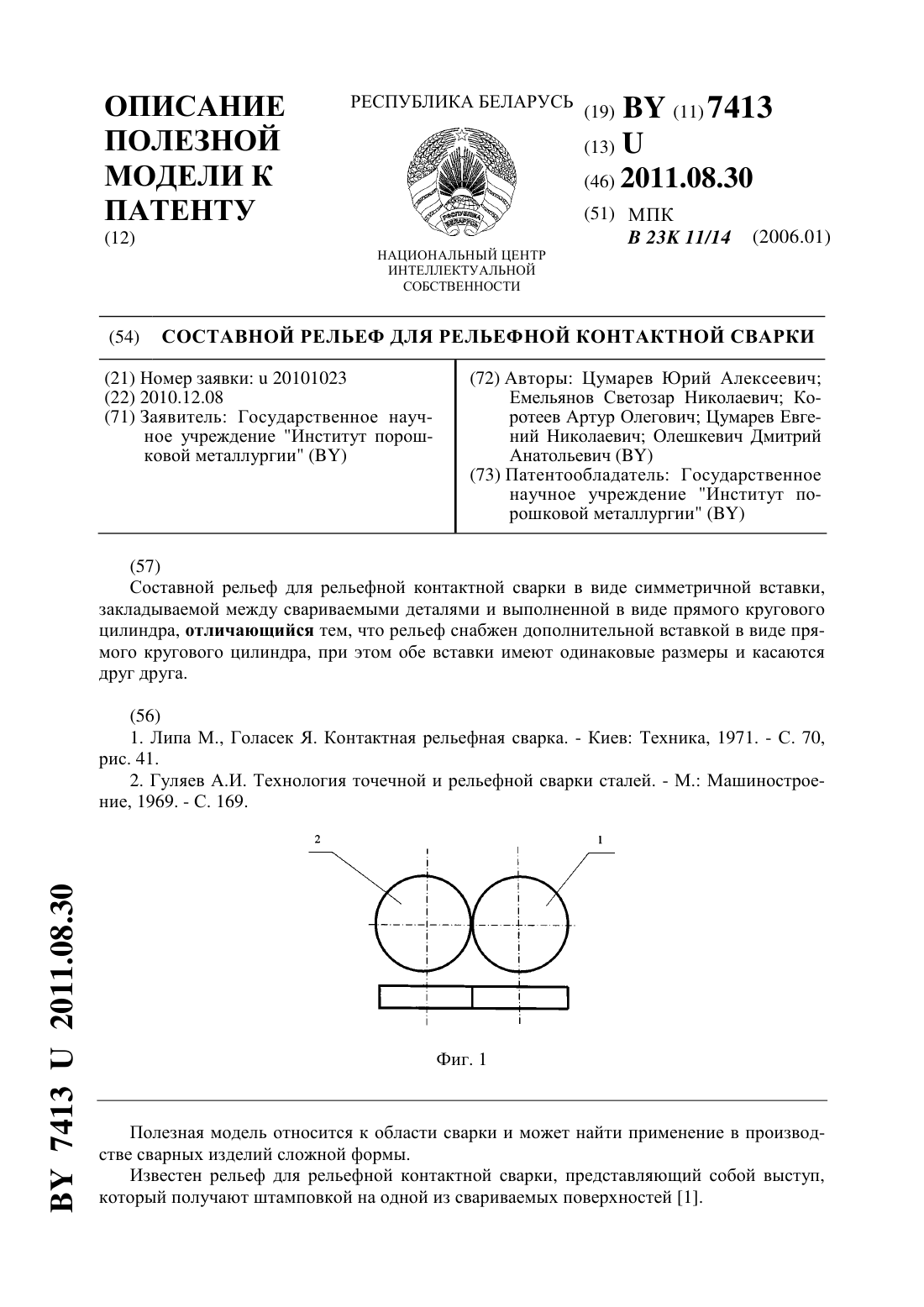
...полезной модели, снабжен дополнительной вставкой в виде прямого кругового цилиндра, при этом обе вставки имеют одинаковые размеры и касаются друг друга. Благодаря тому, что рельеф снабжен дополнительной вставкой в виде прямого кругового цилиндра, а также благодаря тому, что обе вставки имеют одинаковые размеры и касаются друг друга, в готовом сварном соединении, образованном при использовании заявляемого рельефа, сварная точка приобретает...
Предыдущий патент: Способ испытания микроконтроллеров на устойчивость к воздействию электростатических разрядов
Следующий патент: Длинномерный гофрированный ленточный полимерный материал
Случайный патент: Устройство регулирования положения роликов вводной роликовой проводки