Стержень для литья полых заготовок
Номер патента: U 4712
Опубликовано: 30.10.2008
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
Текст
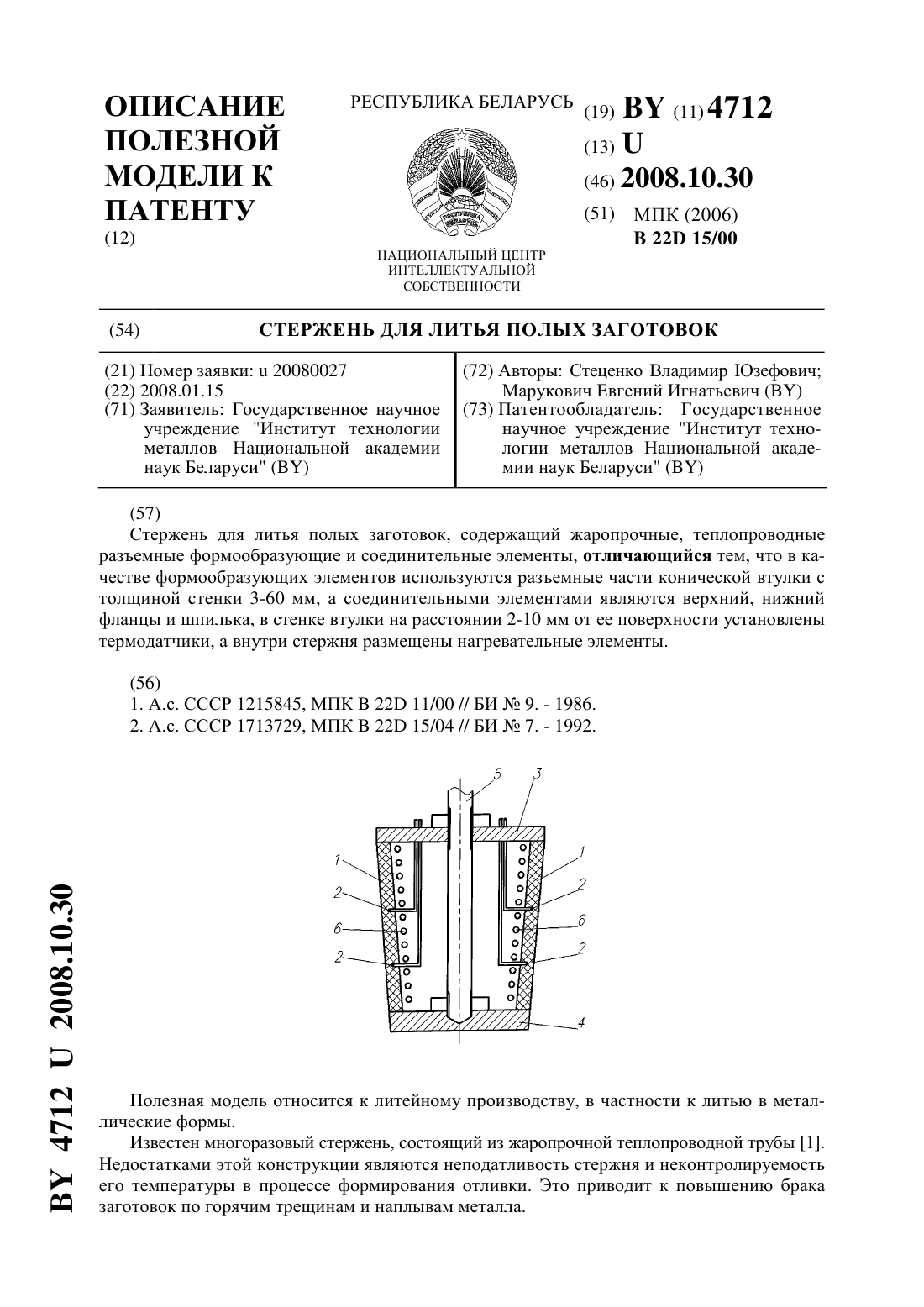
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТЕРЖЕНЬ ДЛЯ ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК(71) Заявитель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(72) Авторы Стеценко Владимир Юзефович Марукович Евгений Игнатьевич(73) Патентообладатель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(57) Стержень для литья полых заготовок, содержащий жаропрочные, теплопроводные разъемные формообразующие и соединительные элементы, отличающийся тем, что в качестве формообразующих элементов используются разъемные части конической втулки с толщиной стенки 3-60 мм, а соединительными элементами являются верхний, нижний фланцы и шпилька, в стенке втулки на расстоянии 2-10 мм от ее поверхности установлены термодатчики, а внутри стержня размещены нагревательные элементы. Полезная модель относится к литейному производству, в частности к литью в металлические формы. Известен многоразовый стержень, состоящий из жаропрочной теплопроводной трубы 1. Недостатками этой конструкции являются неподатливость стержня и неконтролируемость его температуры в процессе формирования отливки. Это приводит к повышению брака заготовок по горячим трещинам и наплывам металла. 47122008.10.30 Наиболее близким по технической сущности является металлический стержень, содержащий жаропрочные, теплопроводные разъемные формообразующие и соединительные элементы. Ими являются сегменты и клиновые вставки, соединенные посредством двуплечих рычагов 2. Главным недостатком данной конструкции является неконтролируемость температуры стержня в процессе формирования отливки. Это приводит к повышенному браку заготовок по горячим трещинам и наплывам металла. Они происходят вследствие позднего или раннего удаления отливки либо стержня. Технической задачей, на решение которой направлена заявляемая полезная модель,является обеспечение контроля температуры стенки стержня в процессе формирования отливки. Технический результат заключается в увеличении выхода годного литья. Поставленная задача достигается тем, что в заявляемом стержне для литья полых заготовок, содержащем жаропрочные, теплопроводные разъемные формообразующие и соединительные элементы, в качестве формообразующих элементов используются разъемные части конической втулки с толщиной стенки 3-60 мм, а соединительными элементами являются верхний, нижний фланцы и шпилька, в стенке втулки на расстоянии 2-10 мм от ее наружной поверхности установлены термодатчики, а внутри стержня размещены нагревательные элементы. На чертеже представлен продольный разрез предлагаемого стержня. Он состоит из разъемной конической втулки 1, в стенке которой установлены термопары 2. Разъемные в вертикальной плоскости части втулки соединены при помощи верхнего 3 и нижнего 4 фланцев и шпильки 5. Внутри стержня установлены нагревательные элементы 6. При толщине стенки втулки менее 3 мм уменьшается прочность стержня, особенно если он выполнен из графита. Если толщина стенки втулки более 60 мм, то это существенно увеличивает время разогрева стержня. При установке термодатчиков на расстоянии более 2 мм от наружной поверхности втулки уменьшается срок службы стержня. Если это расстояние более 10 мм, то снижается чувствительность контроля фронта затвердевания отливки, которая будет зажимать стержень, что увеличивает брак отливок по горячим трещинам. Работа стержня осуществляется следующим образом. При подходе фронта затвердевания к стержню термодатчики фиксируют момент касания этого фронта стержня, и подается команда на движение либо извлечение полой заготовки или стержня. Это предохраняет его зажим полой отливкой и раннее ее извлечение, что уменьшает брак по наплывам металла и горячим трещинам. Нагревательные элементы позволяют разогреть стержень до температуры плавления (солидуса) металла и выше ее, что предохраняет зажим втулки при неравномерном подходе фронта затвердевания отливки к поверхности стержня. Стабилизация нагрева стержня до температуры плавления металла отливки и выше позволяет повысить податливость стержня и уменьшить литейный брак, повысив выход годного литья. Пример Изготовлен стальной стержень для литья в водоохлаждаемую литейную форму полых заготовок с наружным и внутренним диаметрами 106 мм и 78 мм. Толщина стенки втулки стержня составляет 8 мм. На глубине 3 мм от ее наружной стенки были установлены две термопары. По их показаниям определялись температура стержня и момент извлечения отливки из формы. По сравнению с обычным стальным стержнем без контроля и стабилизации температуры стенки втулки, стержень для литья полых заготовок с контролем температуры его стенки, при прочих равных условиях, позволил увеличить выход годного литья полых заготовок из сплава АК 9 в среднем на 25 . Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B22D 15/00
Метки: полых, заготовок, литья, стержень
Код ссылки
<a href="https://by.patents.su/2-u4712-sterzhen-dlya-litya-polyh-zagotovok.html" rel="bookmark" title="База патентов Беларуси">Стержень для литья полых заготовок</a>
Устройство для литья полых заготовок
Номер патента: U 4551
Опубликовано: 30.08.2008
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 27/04
Метки: литья, устройство, полых, заготовок
Текст:
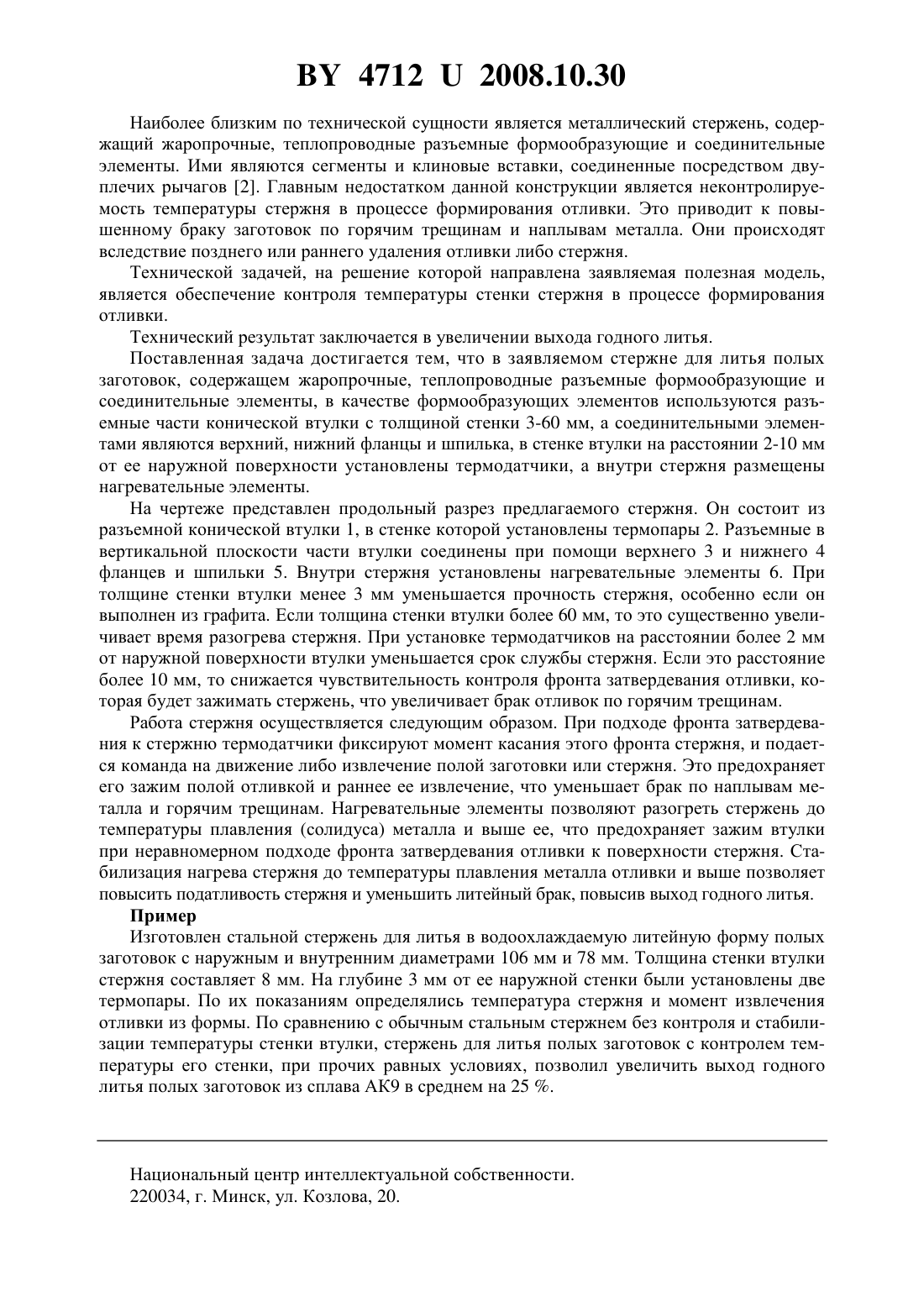
...соединенный с отводящими патрубками, а на нижнем основании с помощью шпильки установлен полый конический жаропрочный теплопроводный стержень с толщиной стенки 3-60 мм,в которой на расстоянии 2-10 мм от ее наружной поверхности установлены термодатчики,и внутри стержня размещены нагревательные элементы. На чертеже представлен продольный разрез предлагаемого устройства. Оно включает корпус 1 с подводящим патрубком 2, верхнее основание 3,...
Кристаллизатор для непрерывно-циклического литья полых заготовок методом намораживания
Номер патента: U 4082
Опубликовано: 30.12.2007
Автор: Бевза Владимир Федорович
МПК: B22D 11/04
Метки: литья, кристаллизатор, заготовок, намораживания, полых, методом, непрерывно-циклического
Текст:
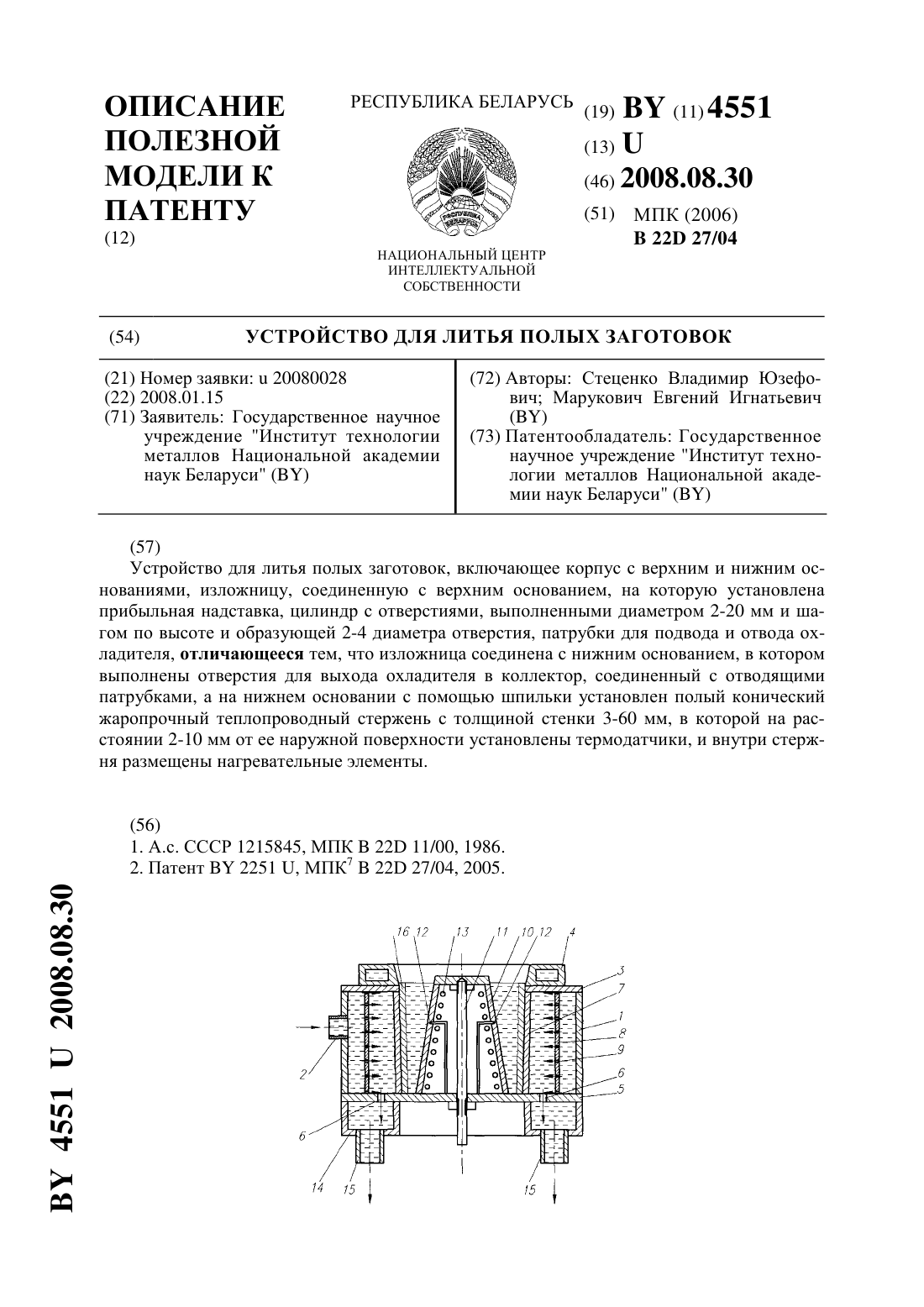
...выполнении пазов глубиной менее 0,1 толщины стенки рабочей втулки эффективность их воздействия на условия затвердевания металла будет недостаточна и поставленная задача не будет достигнута. Глубина пазов более 0,5 толщины стенки рабочей втулки приводит к потере ее жесткости и короблению. Заполнение пазов низкотеплопроводным материалом на всю глубину высотой менее 0,005 высоты рабочей втулки не обеспечивает надежную установку соединительного...
Кристаллизатор для непрерывно-циклического литья заготовок из чугуна
Номер патента: U 2343
Опубликовано: 30.12.2005
Авторы: Груша Владимир Петрович, Попковский Виктор Александрович, Бевза Владимир Федорович, Марукович Евгений Игнатьевич
МПК: B22D 11/04
Метки: литья, непрерывно-циклического, чугуна, заготовок, кристаллизатор
Текст:
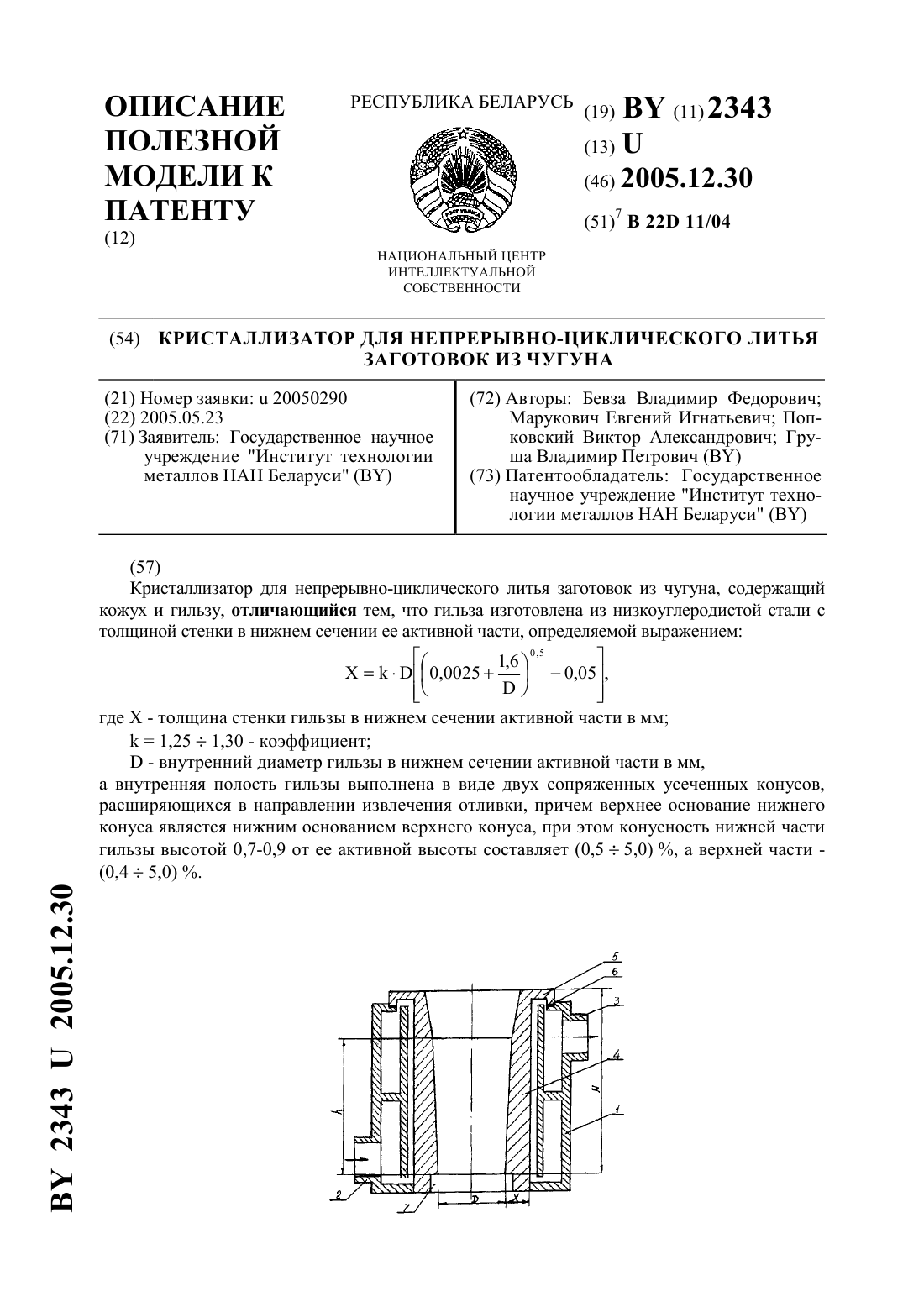
...кристаллизатора в 2,02,5 раза и исключении обрывов затравочной части отливок по вине кристаллизатора. Поставленная задача достигается тем, что кристаллизатор содержит корпус и центрированную соосно с ним гильзу, причем гильза изготовлена из низкоуглеродистой стали с толщиной стенки в нижнем сечении ее активной части, определяемой выражением 0,5 где- толщина стенки гильзы в нижнем сечении ее активной части в мм 1,251,30 -...
Кристаллизатор для литья заготовок направленным затвердеванием
Номер патента: U 3669
Опубликовано: 30.06.2007
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/04
Метки: направленным, литья, затвердеванием, кристаллизатор, заготовок
Текст:
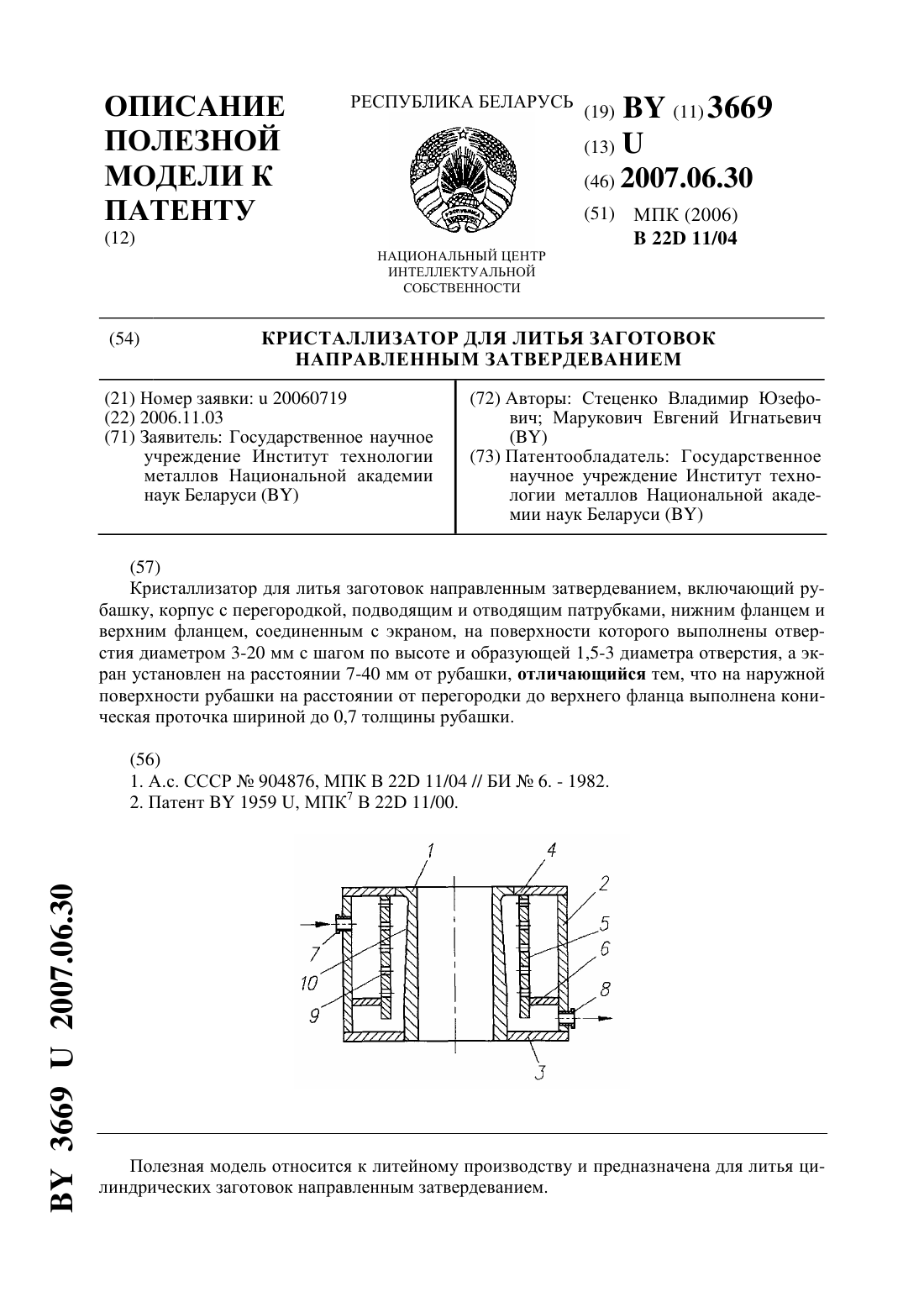
...задачей, на решение которой направлена заявляемая полезная модель,является уменьшение разностенности полой отливки по высоте. Технический результат заключается в повышении выхода годного литья. Поставленная задача достигается тем, что в заявляемом кристаллизаторе для литья заготовок направленным затвердеванием, включающем рубашку, корпус с перегородкой,подводящим и отводящим патрубками, нижним фланцем и верхним фланцем, соединенным с...
Машина непрерывного литья заготовок
Номер патента: U 2356
Опубликовано: 30.12.2005
Авторы: Маточкин Виктор Аркадьевич, Гуненков Валентин Юрьевич, Пишикин Вадим Серафимович, Андрианов Николай Викторович, Андрианов Дмитрий Николаевич
МПК: B22D 11/00
Метки: непрерывного, литья, машина, заготовок
Текст:
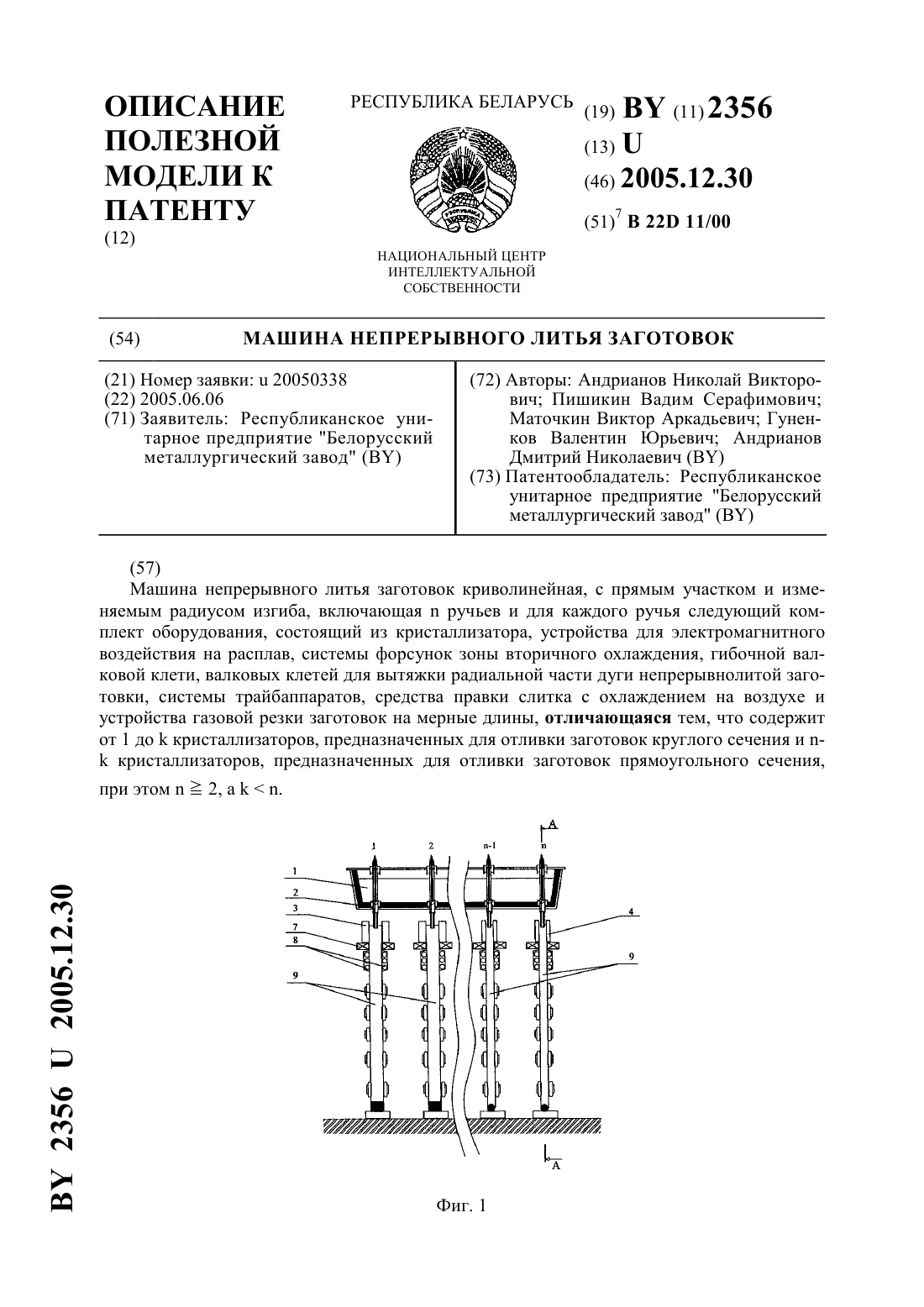
...производства непрерывнолитой круглой заготовки диаметром от 140 мм до 280 мм, с одновременной разливкой непрерывнолитых заготовок прямоугольного (блюмового) сечения 250300 мм или 300400 мм. Решение поставленной задачи обеспечивается тем, что машина непрерывного литья заготовок криволинейная, с коротким прямым участком длиной около 4,1 м, с изменяемым радиусом изгиба включаетручьев и для каждого ручья следующий комплект оборудования,...
Предыдущий патент: Устройство для измерения температуры
Следующий патент: Электроплитка настольная
Случайный патент: Устройство для восстановления мениска при его разрыве в заднем отделе