Устройство для литья полых заготовок
Номер патента: U 4551
Опубликовано: 30.08.2008
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович

Текст
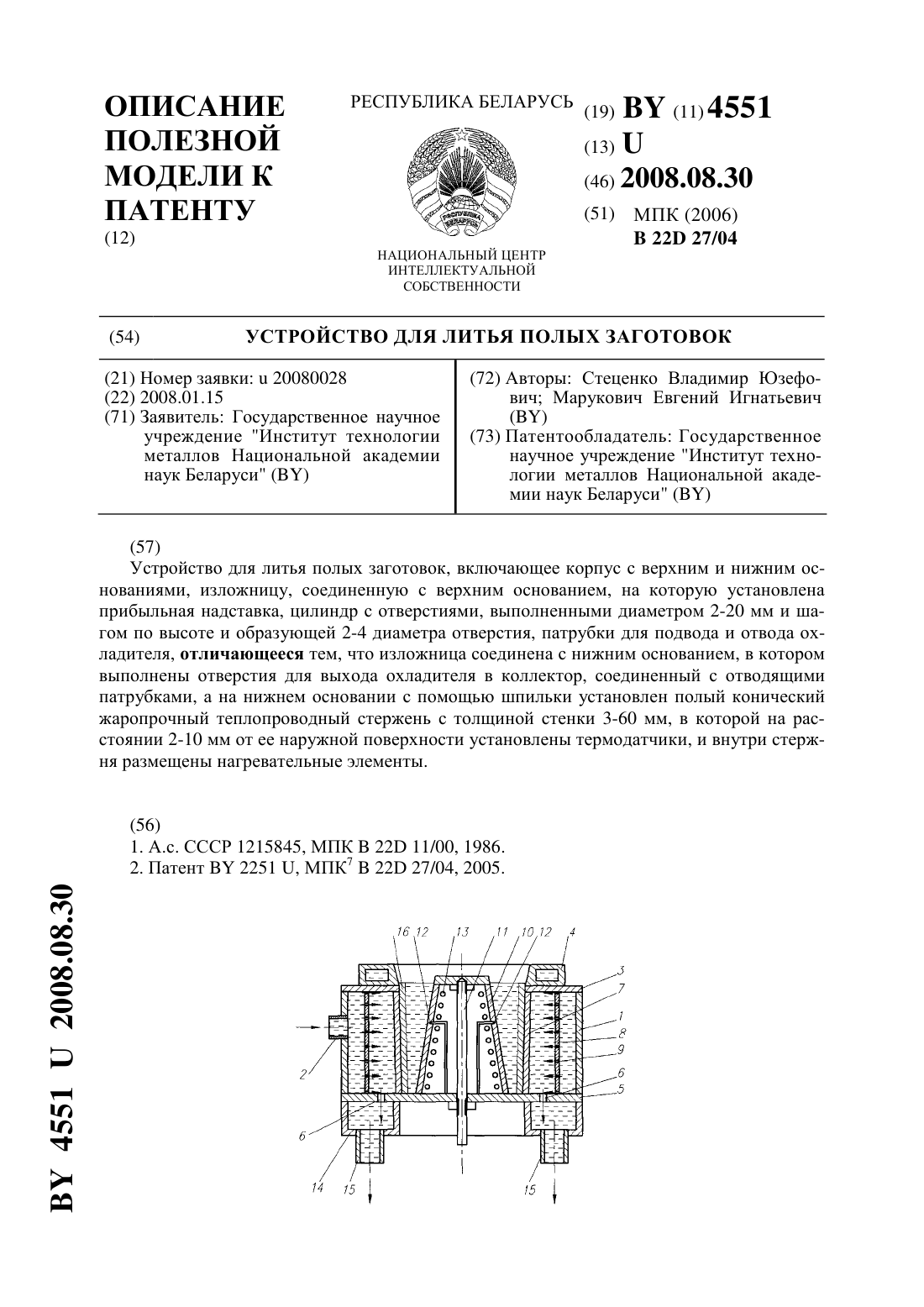
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК(71) Заявитель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(72) Авторы Стеценко Владимир Юзефович Марукович Евгений Игнатьевич(73) Патентообладатель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(57) Устройство для литья полых заготовок, включающее корпус с верхним и нижним основаниями, изложницу, соединенную с верхним основанием, на которую установлена прибыльная надставка, цилиндр с отверстиями, выполненными диаметром 2-20 мм и шагом по высоте и образующей 2-4 диаметра отверстия, патрубки для подвода и отвода охладителя, отличающееся тем, что изложница соединена с нижним основанием, в котором выполнены отверстия для выхода охладителя в коллектор, соединенный с отводящими патрубками, а на нижнем основании с помощью шпильки установлен полый конический жаропрочный теплопроводный стержень с толщиной стенки 3-60 мм, в которой на расстоянии 2-10 мм от ее наружной поверхности установлены термодатчики, и внутри стержня размещены нагревательные элементы. 45512008.08.30 Полезная модель относится к литейному производству, в частности к устройствам для литья полых заготовок из черных и цветных металлов и сплавов. Известно устройство для литья полых заготовок, включающее литейную форму и металлический стержень 1. Недостатками этой конструкции являются низкая производительность процесса литья и неподатливость стержня, что повышает брак отливок по горячим трещинам. Наиболее близким по технической сущности является устройство для изготовления слитков, включающее корпус с верхним и нижним основаниями, изложницу, соединенную с верхним основанием, на которую установлена прибыльная надставка, цилиндр с отверстиями, выполненными диаметром 2-20 мм с шагом по высоте и образующей 2-4 диаметра отверстия, патрубки для подвода и отвода охладителя 2. Данное устройство обеспечивает высокую скорость затвердевания отливки. Главным недостатком этой конструкции является невозможность получения полых заготовок с минимальным литейным браком. Технической задачей, на решение которой направлена заявляемая полезная модель,является литье полых заготовок с минимальным литейным браком. Технический результат заключается в увеличении выхода годного литья. Поставленная задача достигается тем, что в заявляемом устройстве для литья полых заготовок, включающем корпус с верхним и нижним основаниями, изложницу, соединенную с верхним основанием, на которую установлена прибыльная надставка, цилиндр с отверстиями, выполненными диаметром 2-20 мм и шагом по высоте и образующей 2-4 диаметра отверстия, патрубки для подвода и отвода охладителя, изложница соединена с нижним основанием, в котором выполнены отверстия для выхода охладителя в коллектор, соединенный с отводящими патрубками, а на нижнем основании с помощью шпильки установлен полый конический жаропрочный теплопроводный стержень с толщиной стенки 3-60 мм,в которой на расстоянии 2-10 мм от ее наружной поверхности установлены термодатчики,и внутри стержня размещены нагревательные элементы. На чертеже представлен продольный разрез предлагаемого устройства. Оно включает корпус 1 с подводящим патрубком 2, верхнее основание 3, прибыльную надставку 4, нижнее основание 5 с отверстиями 6, изложницу 7, цилиндр 8 с отверстиями 9, стержень 10,шпильку 11, термодатчики 12, нагревательные элементы 13, коллектор 14, отводящие патрубки 15. При толщине стенки стержня менее 3 мм уменьшается прочность стержня, особенно если он выполнен из графита. Если толщина стенки стержня более 60 мм, то это существенно увеличивает время разогрева стержня. При установке термодатчиков ближе 2 мм от наружной поверхности стержня уменьшается срок его службы. Если это расстояние более 10 мм, то снижается чувствительность контроля фронта затвердевания отливки 16. При этом он будет зажимать стержень, что увеличивает брак отливок по горячим трещинам. Работа устройства для литья полых заготовок осуществляется следующим образом. Расплавом заполняют изложницу и прибыльную надставку до заданного уровня ниже высоты стержня. Охладитель из подводящего патрубка тангенциально поступает в полость между корпусом и цилиндром, далее охладитель через отверстия в цилиндре в виде затопленных струй ударяется в поверхность изложницы. Это уменьшает толщину теплового пограничного слоя вблизи поверхности охлаждения и увеличивает эффективность охлаждения изложницы, что повышает скорость затвердевания полой заготовки. При подходе фронта затвердевания (температуры солидус) к стержню термодатчики фиксируют момент касания полой заготовки стержня и подается команда на ее извлечение. Это предохраняет зажим стержня отливкой и раннее ее извлечение, что значительно уменьшает брак заготовок по наплывам и горячим трещинам. Кроме этого, нагревательные элементы позволяют разогреть стержень до температуры плавления (солидуса) металла и выше, что предохраняет зажим втулки при неравномерном подходе фронта затвердевания заготовки к поверхности стержня. Стабилизация нагрева стержня до температуры плавления метал 2 45512008.08.30 ла заготовки и выше позволяет значительно повысить податливость стержня, уменьшить литейный брак и повысить выход годного литья. Пример. Изготовлено устройство для литья полых заготовок с наружным и внутренним диаметрами 106 мм и 78 мм. В цилиндре были выполнены отверстия диаметром 5 мм с шагом по высоте и образующей 2,5 диаметра отверстия. Цилиндр был расположен на расстоянии 20 мм от стальной изложницы толщиной 8 мм. Толщина стенки полого стержня составляла 8 мм. На глубине 3 мм ее наружной стенки были установлены две термопары. По их показаниям определялись температура стержня и момент извлечения оливки. По сравнению с устройством, где использовался обычный стальной стержень без контроля его температуры, устройство для литья полых заготовок с контролем и стабилизацией стержня,при прочих равных условиях, позволило увеличить выход годного литья заготовок из силумина АК 9 в среднем на 30 . Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 27/04
Метки: литья, заготовок, полых, устройство
Код ссылки
<a href="https://by.patents.su/3-u4551-ustrojjstvo-dlya-litya-polyh-zagotovok.html" rel="bookmark" title="База патентов Беларуси">Устройство для литья полых заготовок</a>
Устройство для литья заготовок
Номер патента: U 3574
Опубликовано: 30.06.2007
Авторы: Стеценко Владимир Юзефович, Радько Сергей Леонидович, Марукович Евгений Игнатьевич
МПК: B22D 27/04
Метки: литья, заготовок, устройство
Текст:
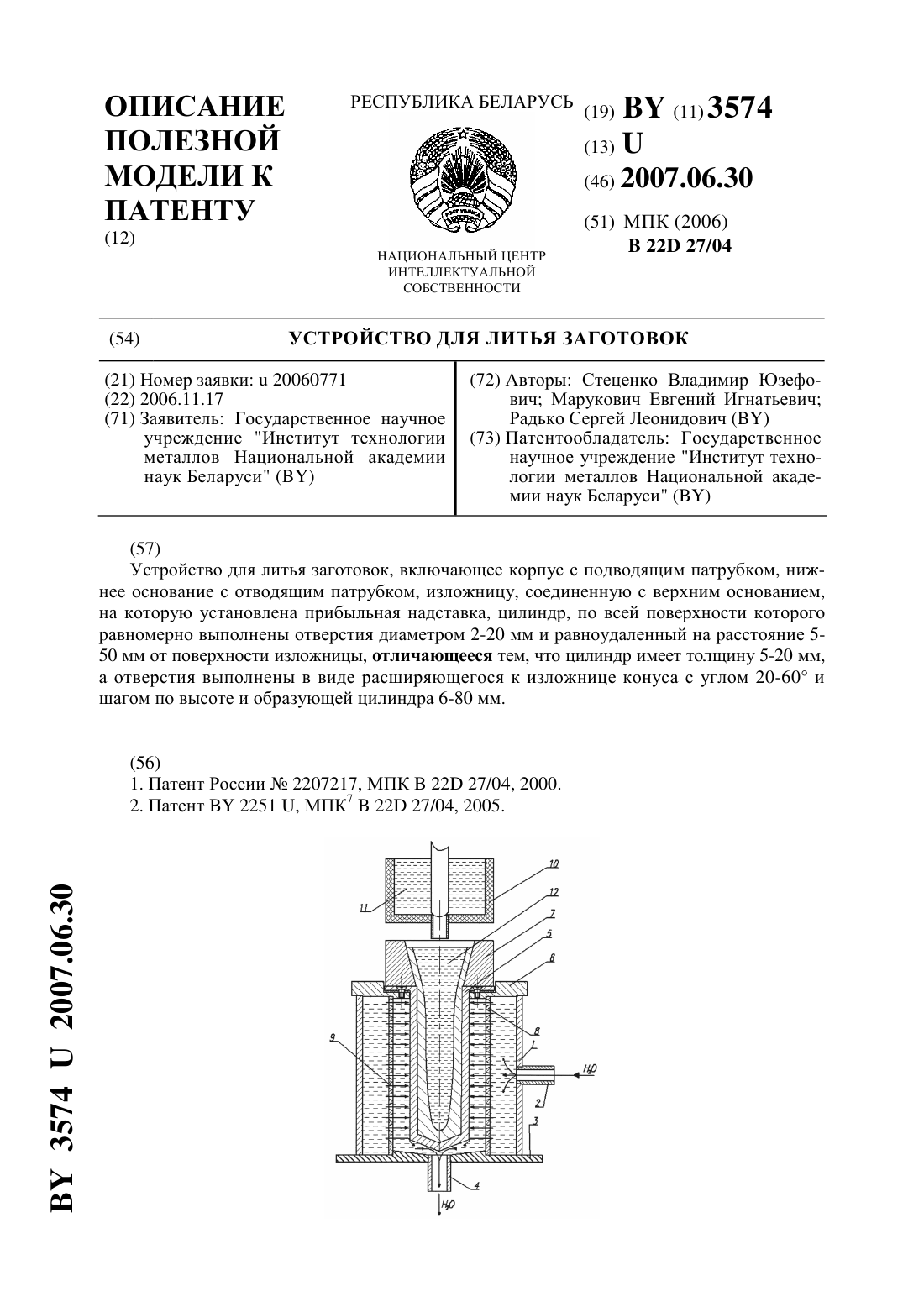
...модель,является повышение интенсивности охлаждения изложницы. Технический результат заключается в повышение производительности процесса литья заготовок. Поставленная задача достигается тем, что в заявленном устройстве для изготовления слитков, включающем корпус с подводящим патрубком, нижнее основание с отводящим патрубком, изложницу, соединенную с верхним основанием, на которую установлена прибыльная надставка, цилиндр, по всей...
Устройство для получения полых отливок
Номер патента: U 4550
Опубликовано: 30.08.2008
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 27/04
Метки: полых, устройство, получения, отливок
Текст:
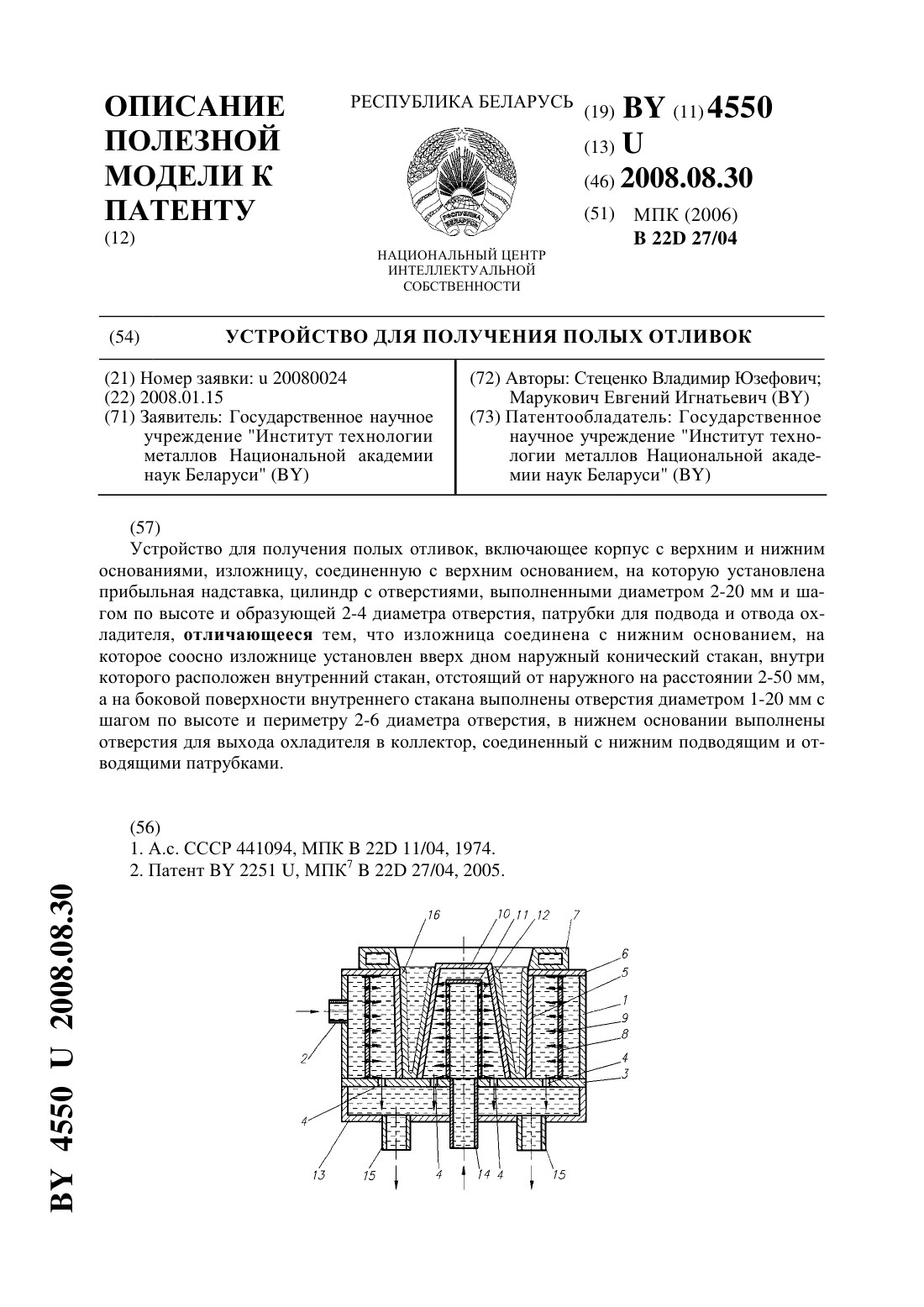
...на боковой поверхности внутреннего стакана выполнены отверстия диаметром 1-20 мм с шагом по высоте и периметру 2-6 диаметра отверстия, в нижнем основании выполнены отверстия для выхода охладителя в коллектор, соединенный с нижним подводящим и отводящими патрубками. На чертеже представлен продольный разрез предлагаемого устройства для получения полых отливок. Оно состоит из корпуса 1 с подводящим патрубком 2, нижнего основания 3 с отверстиями...
Кристаллизатор для непрерывно-циклического литья полых заготовок методом намораживания
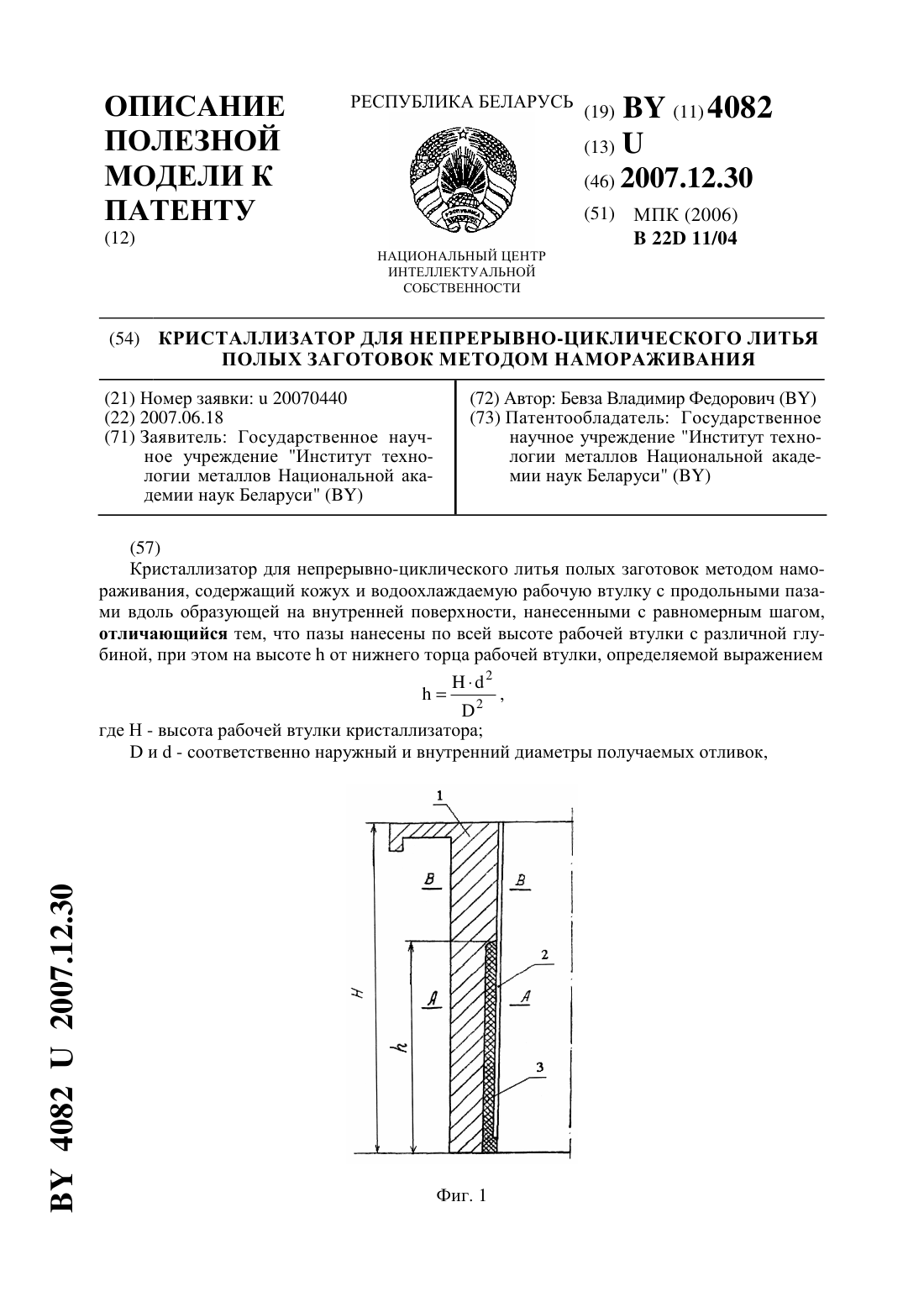
Номер патента: U 4082
Опубликовано: 30.12.2007
Автор: Бевза Владимир Федорович
МПК: B22D 11/04
Метки: непрерывно-циклического, полых, заготовок, методом, литья, кристаллизатор, намораживания
Текст:
...выполнении пазов глубиной менее 0,1 толщины стенки рабочей втулки эффективность их воздействия на условия затвердевания металла будет недостаточна и поставленная задача не будет достигнута. Глубина пазов более 0,5 толщины стенки рабочей втулки приводит к потере ее жесткости и короблению. Заполнение пазов низкотеплопроводным материалом на всю глубину высотой менее 0,005 высоты рабочей втулки не обеспечивает надежную установку соединительного...
Кристаллизатор для литья заготовок направленным затвердеванием
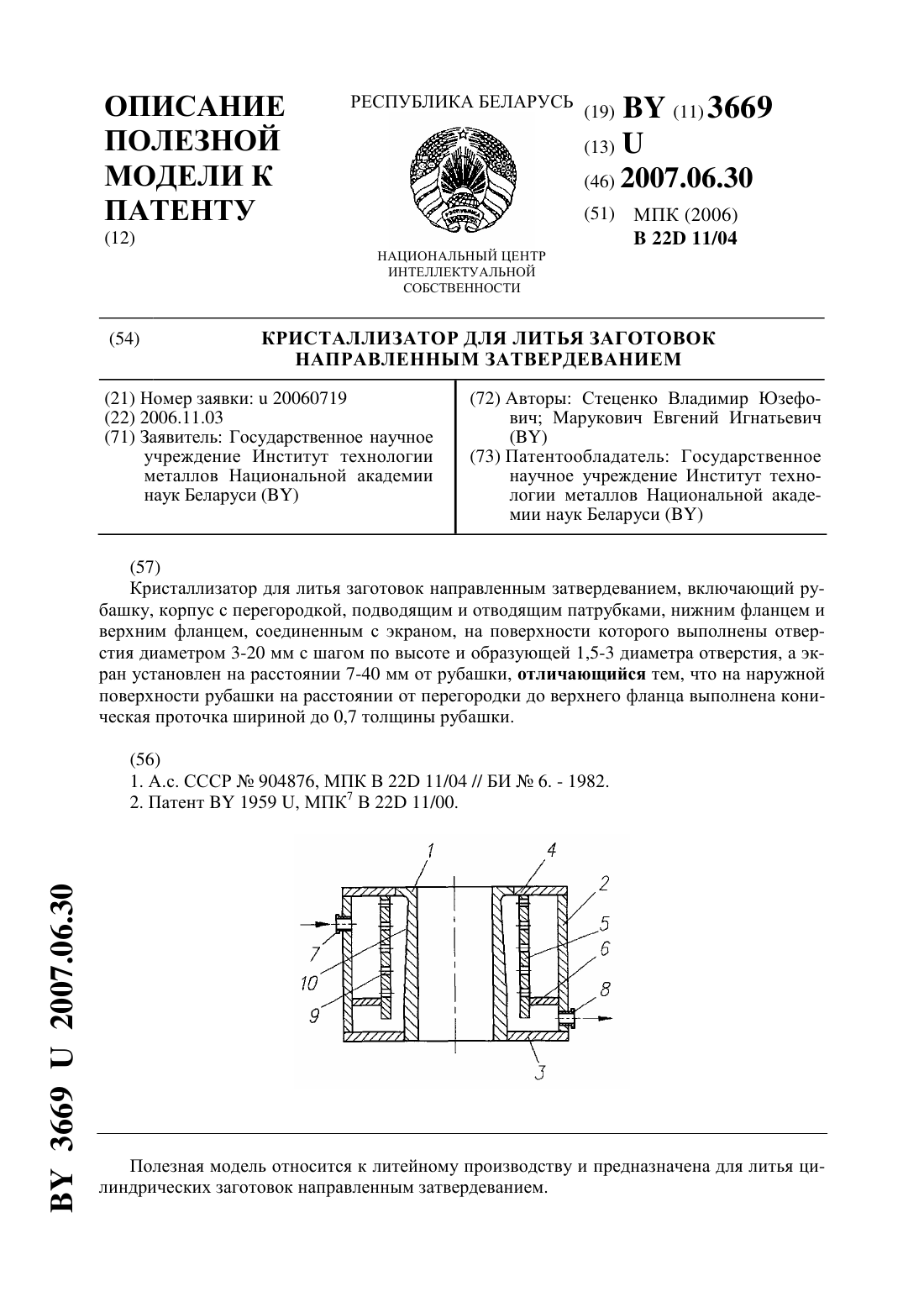
Номер патента: U 3669
Опубликовано: 30.06.2007
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/04
Метки: затвердеванием, кристаллизатор, заготовок, литья, направленным
Текст:
...задачей, на решение которой направлена заявляемая полезная модель,является уменьшение разностенности полой отливки по высоте. Технический результат заключается в повышении выхода годного литья. Поставленная задача достигается тем, что в заявляемом кристаллизаторе для литья заготовок направленным затвердеванием, включающем рубашку, корпус с перегородкой,подводящим и отводящим патрубками, нижним фланцем и верхним фланцем, соединенным с...
Дорн для литья полых слитков из алюминиевых сплавов
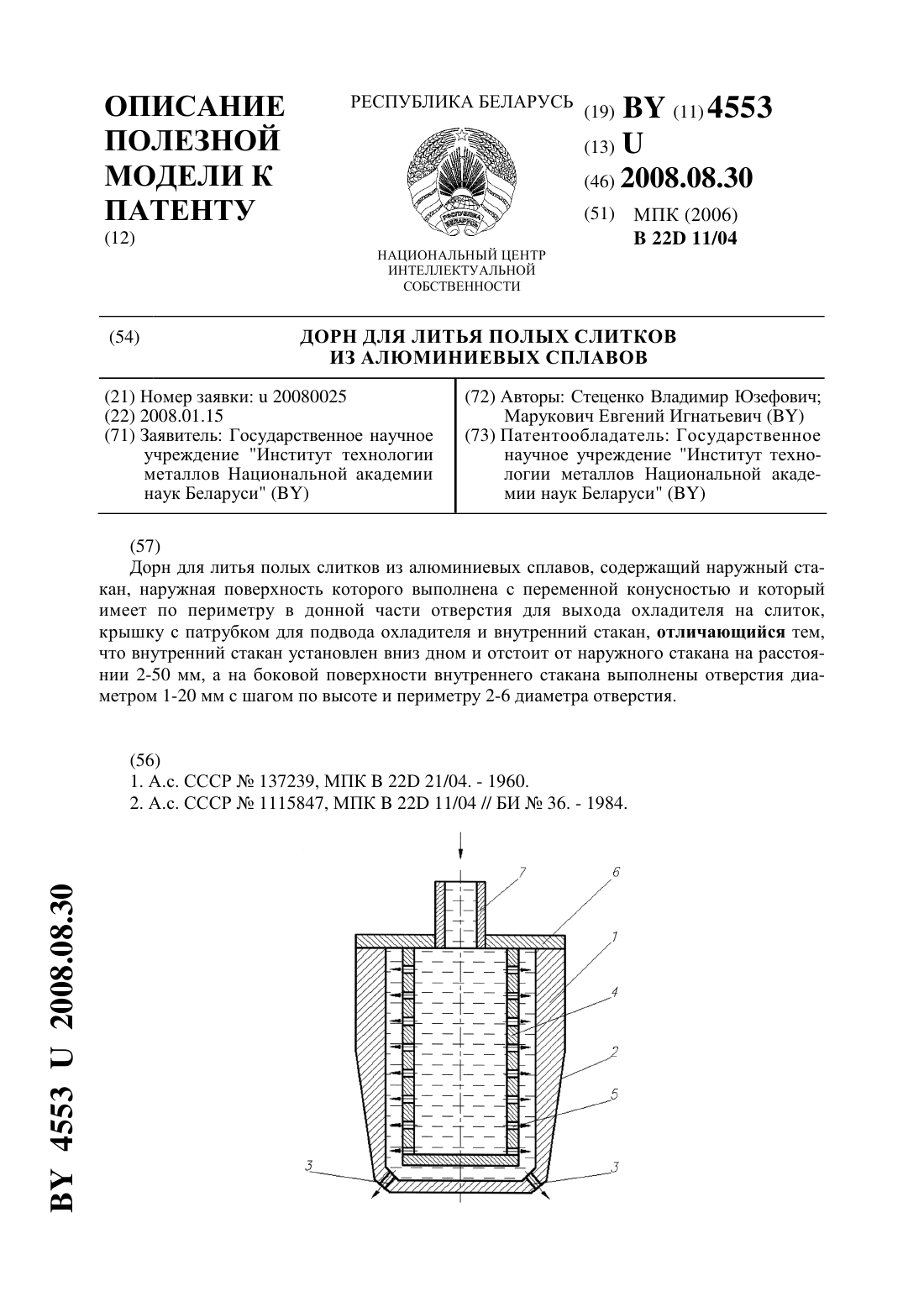
Номер патента: U 4553
Опубликовано: 30.08.2008
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/04
Метки: литья, полых, алюминиевых, слитков, сплавов, дорн
Текст:
...стакан, при этом внутренний стакан установлен вниз дном и отстоит от наружного стакана на расстоянии 2-50 мм, а на боковой поверхности внутреннего стакана выполнены отверстия диаметром 1-20 мм с шагом по высоте и периметру 2-6 диаметра отверстия. На чертеже представлен продольный разрез предлагаемого дорна. Он состоит из наружного стакана 1, наружная поверхность 2 которого выполнена с переменной конусностью. По периметру стакана 1 в...
Предыдущий патент: Дорн для литья полых слитков из металлов и сплавов
Следующий патент: Разливочный стакан
Случайный патент: Люминесцирующее кварцевое стекло