Способ получения пористых полых изделий
Номер патента: 1968
Опубликовано: 30.12.1997
Авторы: Муханько Алексей Васильевич, Ласковнев Александр Петрович, Волочко Александр Тихонович, Жарнов Виктор Михайлович, Жданович Олег Егорович, Равин Аркадий Наумович
Текст
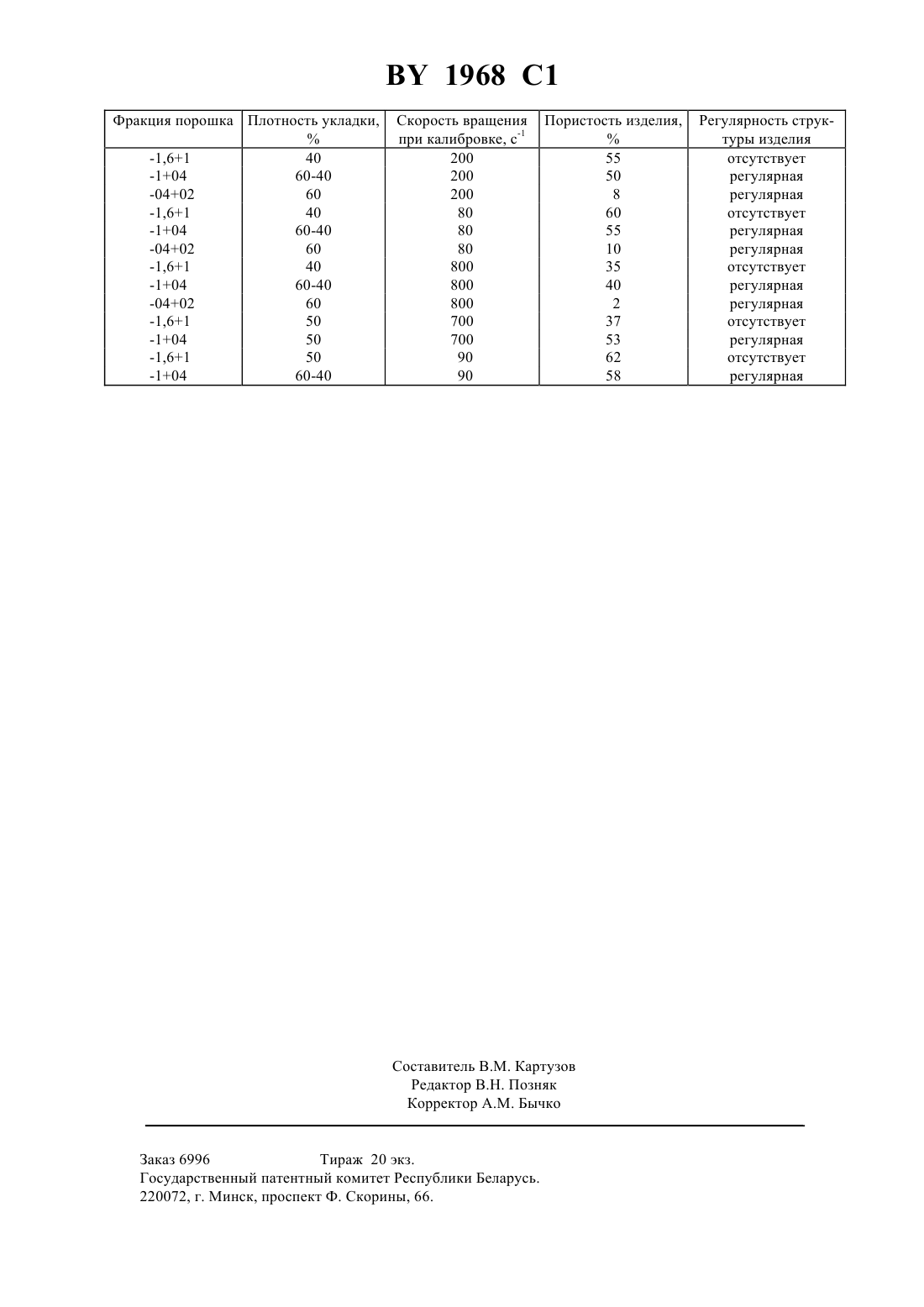
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ ПОЛЫХ ИЗДЕЛИЙ(71) Заявитель Производственное объединение Минский моторный завод(73) Патентообладатель Производственное объединение Минский моторный завод(57) Способ получения пористых полых изделий, преимущественно фильтров, из порошков алюминия и его сплавов, по которому производят укладку порошка в форму свободной насыпкой, жидкофазное его спекание и последующую калибровку изделия, отличающийся тем, что используют порошок фракции -104, его укладку производят с плотностью 40-60, а калибровку изделия ведут в форме при температуре максимальной пластичности материала со скоростью ее вращения 90-700 с-1.(56) 1. Витязь П.А., Капцевич В.М., Шелег В.К Пористые порошковые материалы и изделия из них. - Мн. Вышэйшая школа, 1987. - С.61-62. 2. А. с. СССР 351638, МКИ В 22 3/06, В 22 3/12, 1972. Изобретение относится к области порошковой металлургии, преимущественно к получению пористых полых изделий из порошков, в частности из порошков алюминия и его сплавов. Известен способ получения пористых материалов жидкофазным спеканием свободно насыпанных алюминиевых порошков при температуре 595635 С в течение 1520 мин. Спекание производят в вакууме или защитной атмосфере 1. Недостатком способа является сложность достижения при жидкофазном спекании заданного размера пор, а также сохранения размеров спекаемых изделий типа цилиндрических или конических втулок. Известен также способ получения пористых полых изделий, включающий свободную засыпку порошка в форму и центробежное прессование с одновременным наложением вибрации с амплитудой перемешивания вдоль оси вращения. Последующее спекание осуществляют в той же вращающейся форме 2. Недостатком этого способа является необходимость использования вибрации при укладке порошка в форму и последующем центробежном прессовании, а также невозможность получения необходимой пористости, особенно в периферийных зонах получаемых изделий, так как жидкая фаза под воздействием центробежных сил постепенно напитывает наружную поверхность изделия, превращая ее в высокоплотную. Задачей изобретения является получение пористых полых изделий с заданной пористостью, преимущественно фильтров из порошков алюминия и его сплавов, при увеличении размерной точности изделий. 1968 1 Поставленная задача решается посредством того, что в способе, по которому производят укладку порошка в форму свободной насыпкой, жидкофазное его спекание и последующую калибровку изделия, используют порошок фракции -104, его укладку производят с плотностью 40-60, а калибровку изделия ведут в форме при температуре максимальной пластичности материала со скоростью ее вращения 90-700 с-1. Реализация данного способа дает возможность получить высокопористое полое изделие. Отсутствие различий в составе и, следовательно, в химических потенциалах на атомарном уровне делает порошковую систему из быстро охлажденного сплава инертной, подавляя диффузионный массоперенос в частицах и между ними. Однако благодаря флуктуации химического потенциала, которая возникает в результате распада твердого раствора, а также избытку зернограничной энергии образуются движущие силы процесса спекания в результате выдавливания расплава на поверхность частиц в процессе роста зерен происходит образование контактных мостиков. Процесс спекания идет с минимальной усадкой. При использовании порошков с размером частиц менее 0,4 мм происходит резкое увеличение контактов порошка вследствие его малого размера. Порошки с размером частиц более 1 мм благоприятствуют нерегулярности пористой структуры из-за малого количества точек контактов. Укладка порошка в форму с плотностью ниже 40 трудно обеспечивается при толщине стенок пористого изделия, соизмеримых с величиной частиц, из-за развитой поверхности частиц, преимущественно веретенообразной формы, которые сцепляясь между собой не гарантируют равномерность пористой структуры изделия. При укладке порошка с плотностью укладки выше 60 не обеспечивается высокая пористость изделия из-за многоточечных контактов между частицами. Жидкофазное спекание происходит без заметного изменения объема частиц, а значит и всей пористой массы. После спекания проводится калибровка изделия для сведения к минимуму погрешностей формы при температурах пористой массы, обеспечивающих максимальную пластичность материала. Так как оболочка частицы представляет собой высокопрочную 2 О 3, приобретение нужной формы при вращении происходит за счет деформации контактных мостиков между частицами. Вращение изделий при калибровке ниже скорости 90 с-1 не позволяет центробежной силе в большинстве случаев исправить погрешность формы и отцентрировать изделие. При скорости выше 700 с-1 может произойти сминание пористой массы с потерей характеристик пористости. Пример. Расплав, содержащий 5 меди (по массе) и алюминий остальное, распыляли центробежным способом при температуре 900 С. Скорость охлаждения частиц составляла 105 град/с. После просеивания полученного порошка на вибрационном сите укладывали порошок в форму свободной насыпкой, используя при этом порошки фракций, указанных ниже в таблице. Рабочая полость формы имела коническую форму высотой 70 мм, толщиной стенок получаемого изделия 3 мм, диаметром верхнего основания 88 мм, нижнего - 52 мм. Порошки укладывали с плотностью, указанной в таблице. После этого производили жидкофазное спекание изделия при температуре 605 С. Затем после охлаждения изделия до температуры 500 С осуществляли его калибровку путем вращения формы с изделием вокруг вертикальной оси, проходящей через ось конической поверхности изделия. Температура 500 С для данного алюминиевомедного сплава входит в диапазон максимальной пластичности материала. Условия и результаты испытаний приведены в таблице. Как следует из приведенных в таблице данных, использование порошка фракции -104, укладка его с плотностью 40-60, калибровка изделия в форме со скоростью ее вращения 90-700 с-1 позволяют получать высокопористое изделие с регулярной структурой. Отсутствие регулярной структуры в процессе калибровки при малых скоростях вращения менее 90 с-1 выражалось в неровностях поверхности пористого изделия, а при высоких скоростях вращения более 700 с-1 в увеличении общей плотности пористого изделия с образованием многочисленных уплотнений структуры. 1968 1 Фракция порошка Плотность укладки,Скорость вращения при калибровке, с-1 200 200 200 80 80 80 800 800 800 700 700 90 90 оставитель В.М. Картузов Редактор В.Н. Позняк Корректор А.М. Бычко Заказ 6996 Тираж 20 экз. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 3 Регулярность структуры изделия отсутствует регулярная регулярная отсутствует регулярная регулярная отсутствует регулярная регулярная отсутствует регулярная отсутствует регулярная
МПК / Метки
МПК: B22F 3/11
Метки: получения, изделий, пористых, полых, способ
Код ссылки
<a href="https://by.patents.su/3-1968-sposob-polucheniya-poristyh-polyh-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Способ получения пористых полых изделий</a>
Способ получения наполненных волокнисто-пористых материалов
Номер патента: 1425
Опубликовано: 16.12.1996
Авторы: Свириденок Анатолий Иванович, Сиканевич Александр Васильевич, Шустов Виктор Панкратович, Наумович Владимир Леонидович, Чернорубашкин Александр Иванович
МПК: B29C 41/08, D04H 1/56
Метки: волокнисто-пористых, получения, способ, наполненных, материалов
Текст:
...расположенного между ними слоя(слоев) с частицами наполнителя (П) толщиной не менее 10 мм. Слой 1 формировали по режиму 1 пщ 15 об/мин, Рв 0,4 ати,п 540 об/мин. Получали волокнисто-пористый материал, размер пор в котором не превышал 20 мкм, а диаметр волокон - 35 мкм.Слой П т.наз. волокнистую матрицу получали по режиму П пш 20 об/мин, Р 0,20 ати, п 560 об/ мин.Размер пор при этом не превышал 250 мкм,а диаметр волокон-100120 мкм.Рассмотрим...
Устройство для полирования полых металлических изделий
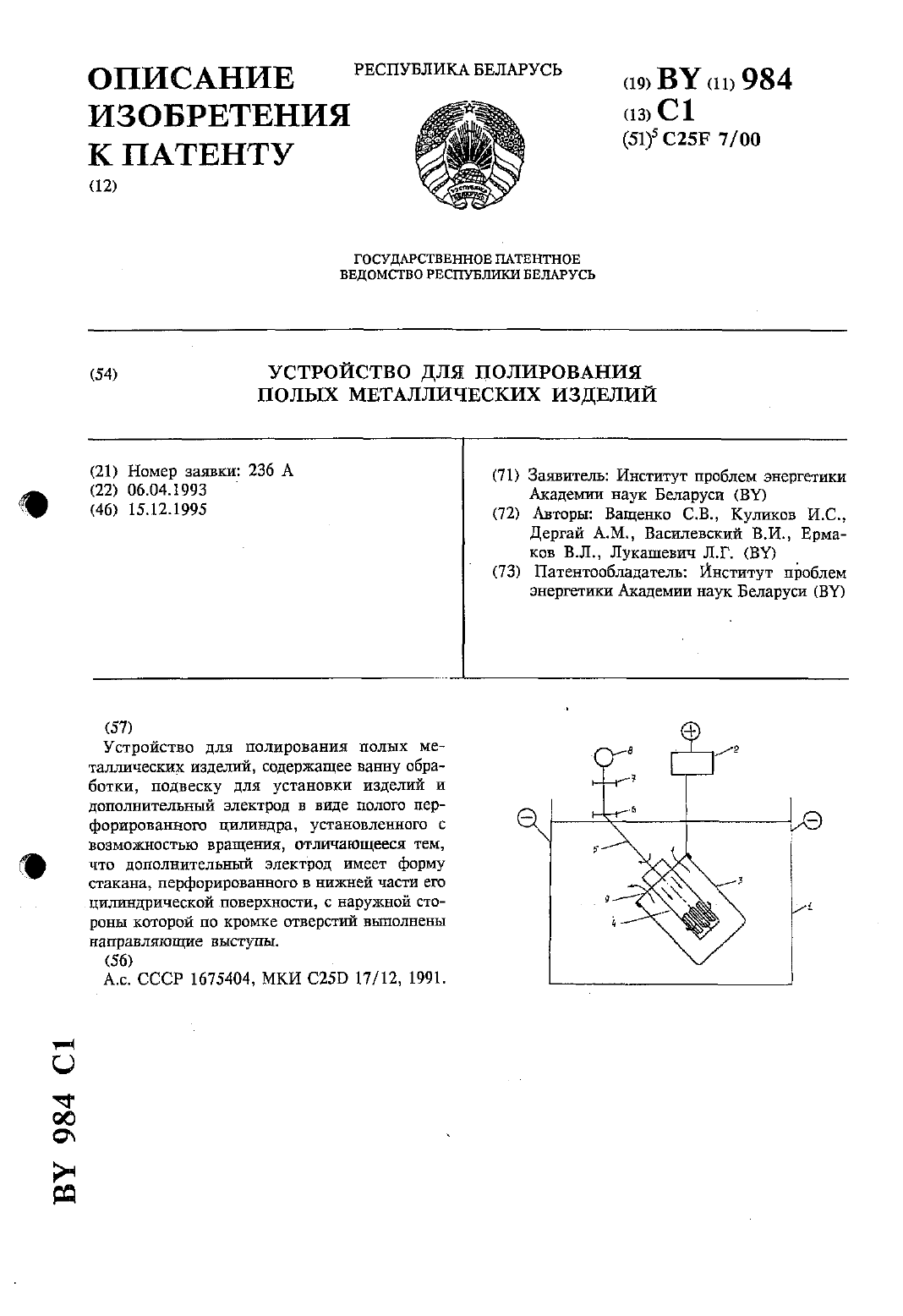
Номер патента: 984
Опубликовано: 15.12.1995
Авторы: Ващенко Светлана Владимировна, Куликов Иван Семенович, Ермаков Владимир Леонидович, Василевский Виктор Иванович, Дергай Александр Михайлович, Лукашевич Лариса Георгиевна
МПК: C25F 7/00
Метки: полых, полирования, металлических, изделий, устройство
Текст:
...неебходиынх електрогидродинанических условий и режимов ЧретеканиеВЕЪЗЛИЧННХ ФИЗИКОХИЫИЧЕСННХ ПВОЦЕССОВ В ПВИЭЛВКТВОДНОЙ ЗОНЕ. Приполировании изделий импульсным электрохимическим нетодвн вблизи обИНЙЩШБПВЪЦН Э 93103.01 ЭИНЬЭЕЭОНИВЗ ЗВНОПИЭ ЪИОХЭИПЦ ЕОЬНЗЕЕиннашваа иацан 1 Бшан 0 йЦ ипнпошнэнешап 8 И 9 н 9 не 1 эеПпб 1 нне идана иъэонпиш аинэшваа щаванзна винэщ оценена низ аиаьэпакэа поаьязие вэвишшвшеба нашшйПзп 3 8 Бэщэгьшинпе 9813305135...
Устройство для изготовления полых погонажных изделий из пресс-масс
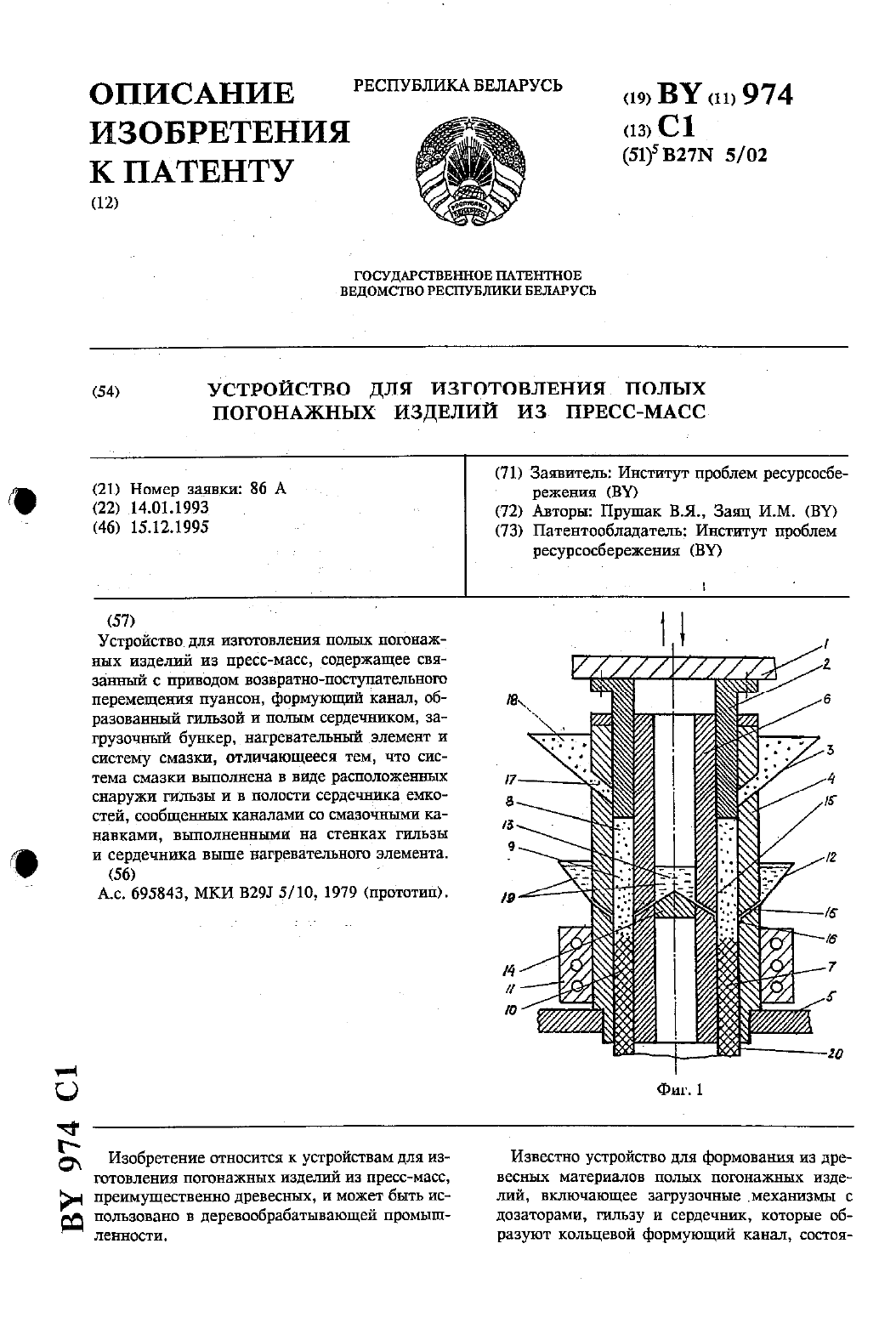
Номер патента: 974
Опубликовано: 15.12.1995
Авторы: Заяц Ирина Михайловна, Прушак Виктор Яковлевич
МПК: B27N 5/02
Метки: полых, пресс-масс, изделий, изготовления, погонажных, устройство
Текст:
...канал, образованный гшпазой и полым сердечником, загрузочный бункер, нагревателцьнъгй элемент и систему смазки, выполненную в виде расположенных снаружи гильзы и в полости сердечнтпса емкостей, сообщенных каналами со смазочньшш канавками,выполненными на стенках гильзы и сердечника выше нагреватешшого элемента.На фиг. 1 изображено предлагаемое устройство в разрезе. На фиг. 2 изображена часть развертки поверхности гильзы или сердечника со...
Способ получения изделий из стеклонаполненного поликарбоната или отходов на его основе
Номер патента: 901
Опубликовано: 15.12.1995
Авторы: Брегман Яков Исаакович, Коваль Василий Николаевич, Путилина Александра Ивановна, Федоров Владимир Дмитриевич, Каплан Марк Борисович, Песецкий Степан Степанович, Старжинский Виктор Евгеньевич
МПК: C08L 69/00
Метки: основе, получения, или, изделий, способ, поликарбоната, отходов, стеклонаполненного
Текст:
...ма ки ПМФС-4 0,5 2. Операции 2.1. Термообработка- длительность, ч 1 12 24 12 1 24 12 12 12 12 12 1 12 24 0,5 28 12 12 0,5 28 12 2.2 Экструдирование при темпера- ту е, С 150 270 280 3. Показатели свойств изделий 3.1. Извлвкаемость из оформляю- не не нещей полости фермы без смазки извлмзвл. уд. лор. хор. хор. уд. хор. хор. хор. хор. ул. хор. хор. хор. хор. хор. уд. хор. хор. нвуд. хор. извл. хор. хор. хор. уд.3.2. Предел текучести при...
Способ горячего ремонта футеровки или получения огнеупорных изделий и порошковая смесь
Номер патента: 1302
Опубликовано: 16.09.1996
Авторы: Стефан Д. Шерико, Шарль Микаэль Звосек, Леон Филип Моттэ, Ги Ван Марк Де Лиммен, Пьер Робин, Жан Моро, Александр Зивковик
МПК: C04B 35/02, C04B 35/68
Метки: смесь, ремонта, получения, огнеупорных, изделий, футеровки, способ, порошковая, или, горячего
Текст:
...массы обладают высокой стойкостью по отношению к агрессивным жидкостям и газам при высоких температурах, например в условиях получения стали, меди. алюминия,никеля и стекла, в тиглях или других реакторах. подвергаемых воздействию пламени. Такие сварочные массы способны прочно сцепляться с высокостойкими огнеупорными материалами основы.Случающиеся потери образующейся керамической сварочной массой ее термостойкости часто наблюдаются при...
Предыдущий патент: Штамм бактерий Methylobacillus sp. М75, используемый в качестве тест-культуры для определения метанола и метиламина
Следующий патент: Способ очистки подземных вод от загрязнения
Случайный патент: Шестерня